TUGAS SARJANA
PENGECORAN LOGAM
PERANCANGAN DAN PEMBUATAN POROS TURBIN
AIR FRANCIS YANG BERDAYA 950 KW DAN
PUTARAN 300 RPM DENGAN PROSES
PENGECORAN LOGAM
OLEH :
NIM : 030401022
WISNU ANJASWARA
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Kuasa sebagai
rasa kesadaran penulis terhadap rahmat dan kasih Nya yang senantiasa menemani
hingga skripsi ini terselesaikan.
Senang sekali akhirnya penulis bisa menyelesaikan tugas sarjana ini
walaupun masih banyak harus mengalami penyempurnaan agar hasilnya lebih
baik. Pembuatan skripsi ini memang melelahkan tetapi tidaklah sebanding dengan
apa yang akan didapatkan di hari depan nanti setelah menyelesaikan perkuliahan
ini karena sudah diberikan bekal ilmu baik moral (etika) maupun akademik dari
Bapak dan Ibu Dosen tercinta yang pasti besar gunanya untuk profesi dan
kehidupan penulis sekarang dan di masa mendatang.
Tugas sarjana ini merupakan salah satu syarat bagi setiap mahasiswa
Teknik Mesin Universitas Sumatera Utara yang akan menyelesaikan studi di
Departemen Teknik Mesin Fakultas Teknik USU. Adapun judul dari tugas sarjana
ini adalah “Perancangan dan Pembuatan Poros Turbin Air Francis dengan
daya 950 KW dan Putaran 300 RPM dengan Proses Pengecoran Logam “.
Pada kesempatan ini penulis mengucapkan terima kasih yang
sebesar-besarnya kepada :
1. Kedua orang tua tercinta, ayahanda Syarif Bunyamin (alm) dan ibunda
Wahyuni, yang selalu memberikan kasih sayang dan dukungan kepada penulis
terutama dalam dukungan materi dan moril sehingga dapat menyelesaikan
2. Ibu Ir.Raskita S. Meliala sebagai dosen pembimbing yang telah meluangkan
waktunya untuk membimbing penulis dalam penyelesaian tugas sarjana ini.
3. Bapak Dr.Ing.Ir.Ikhwansyah Isranuri dan Bapak Tulus Burhanuddin ST, MT
sebagai ketua dan sekretaris Departemen Teknik mesin serta seluruh staff
pengajar dan pegawai Departemen Teknik Mesin Universitas Sumatera Utara.
4. Kepada teman-teman terima kasih atas bantuannya semoga kita tetap
mempertahankan hubungan kita yang terbentuk dalam satu ikatan “Solidarity
Forever”.
Penulis sangat mengharapkan kritik dan saran dari pembaca sehingga tugas
sarjana ini bermanfaat bagi penulis dan pembaca.
Medan, Desember 2008 Penulis
DAFTAR ISI
Halaman
KATA PENGANTAR... i
DAFTAR ISI... iii
DAFTAR SIMBOL... vii
DAFTAR GAMBAR... viii
DAFTAR TABEL... x
BAB I. PENDAHULUAN... 1
1.1. Latar Belakang... 1
1.2. Maksud dan Tujuan Perancangan... 3
1.3. Batasan Masalah... 3
1.4. Metode Penulisan... 4
1.5. Sistematika Penulisan... 4
BAB II. TINJAUAN PUSTAKA... 6
2.1. Bahan-Bahan Pengecoran... 7
2.1.1. Besi Cor... 7
2.1.2. Baja Cor... 8
2.1.3. Coran Paduan Tembaga... 9
2.1.4. Coran Paduan Ringan... 10
2.1.5. Coran Paduan Lainnya... 11
2.2. Sifat-Sifat Logam Cair... 12
2.2.2. Kekentalan Logam Cair... 12
2.2.3. Aliran Logam Cair... 13
2.3. Pembekuan Logam... 14
2.4. Pola... 15
2.4.1. Telapak Inti... 16
2.4.2. Macam-Macam Pola... 18
2.4.3. Bahan-Bahan Pola... 21
2.4.3.1. Kayu... ... 21
2.4.3.2. Resin Sintetis... 21
2.4.3.3. Bahan untuk Pola Logam... 22
2.5. Rencana Pengecoran... 23
2.5.1. Istilah-Istilah dan Fungsi dari Sistem Saluran... 23
2.5.2. Bentuk dan Bagian-Bagian Sistem Saluran... 24
2.5.3. Penambah... 27
2.6. Pasir Cetak... 28
2.6.1. Syarat-Syarat Pasir Cetak... 28
2.6.2 Macam-Macam Pasir Cetak... 29
2.6.3. Susunan Pasir Cetak... 30
2.6.4. Sifat-Sifat pasir Cetak... 30
2.6.4.1. Sifat-Sifat Pasir Cetak Basah... 31
2.6.4.2. Sifat-Sifat Kering... 32
2.6.4.3. Sifat-Sifat Penguatan Oleh udara... 32
2.6.4.4. Sifat-Sifat Panas... 33
2.7. Peleburan dan Penuangan Baja Cor... 35
2.7.2. Penuangan Baja Cor... 36
2.8. Pengujian Dalam Pengecoran... 38
2.8.1. Pengukuran Temperatur... 38
2.8.2. Pengujian Terak... 39
BAB III. PERENCANAAN POROS... 41
3.1. Poros pada Turbin Air Francis Tipe Horizontal... 41
3.1.1. Perhitungan Dimensi Poros ... 42
3.1.2. Gaya – Gaya yang terjadi pada poros... 46
3.1.3. Perhitungan Gaya – Gaya Pada Poros... 46
3.2. Bentuk dan Dimensi Poros... 48
BAB IV. PERENCANAAN CETAKAN POROS... 50
4.1. Pembuatan Pola... 50
4.2. Perencanaan Cetakan... 54
4.3. Sistem Saluran... 55
4.3.1. Saluran Turun... 56
4.3.2. Cawan Tuang... 58
4.3.3. Saluran Pengalir... 59
4.3.4. Saluran Masuk... 60
4.3.5. Saluran Penambah... 61
4.4. Pemberat... 65
4.5. Waktu Tuang... 66
4.6. Pembuatan Cetakan Pasir... 67
4.6.2. Pembuatan Cetakan... 68
4.7. Peleburan Logam Coran... 69
4.8. Unsur Paduan dalam Material... 70
4.8.1. Pengaruh Unsur Paduan terhadap Sifat Material yang Digunakan... 70
4.8.2. Komposisi Logam... 71
4.8.3. Penambahan Beberapa Unsur Paduan... 72
4.9. Penuangan Cairan Logam... 75
4.10. Penyelesaian Hasil Cetakan... 75
BAB V. KESIMPULAN DAN SARAN... 76
5.1. Kesimpulan... 76
5.2. Saran... 78
DAFTAR SIMBOL
Lambang Keterangan
A Luas mm2
Satuan
Dp Diameter poros mm
g Percepatan gravitasi m/s2
Mt Momen torsi kg.mm
n Putaran Turbin rpm
Pd Daya rencana kW
Sf1 Faktor Keamanan Bahan
Sf2 Faktor Keamanan Bentuk Poros
Wp Berat Poros N
V Kecepatan aliran m/s
h Tinggi permukaan cairan mm
c Koefisien kecepatan
τ
Tegangan geser kg/mm2d Diameter mm
Ast Luas saluran turun mm2
Asm Luas saluran masuk mm2
Ap Luas saluran pengalir mm2
A Ukuran pengalir mm
E Modulus elastisitas bahan GPa
Wr Berat runner N
DAFTAR GAMBAR
Gambar 2.1. Poros ... 6
Gambar 2.2. Peggolongan bahan coran ... 11
Gambar 2.3. Kecepatan aliran yang keluar dari bejana ... 14
Gambar 2.4. Telapak inti bertumpu dua mendatar ... 17
Gambar 2.5. Telapak inti ber alas tegak... 17
Gambar 2.6. Telapak inti tegak bertumpu dua ... 17
Gambar 2.7. Telapak inti untuk penghalang (sebagian) ... 18
Gambar 2.8. Pola tunggal ... 18
Gambar 2.9. Pola belah ... 19
Gambar 2.10. Pola setengah ... 19
Gambar 2.11. Pola belahan banyak ... 19
Gambar 2.12. Pola pelat pasangan... 20
Gambar 2.13. Pola pelat kup dan drag ... 20
Gambar 2.14. Istilah – istilah sistem pengisian ... 24
Gambar 2.15. Ukuran cawan tuang ... 25
Gambar 2.16. Perpanjangan pengalir ... 26
Gambar 2.17. Sistem saluran masuk ... 27
Gambar 2.18. Penambah samping dan penambah atas ... 27
Gambar 2.19. Pengaruh kadar air dan kadar lempung ... 31
Gambar 2.20. Pengaruh kadar air dan bentonit pada pasir diikat bentonit ... 32
Gambar 2.21. Pemuaian panas bermacam – macam pasir ... 33
Gambar 2.23. Deformasi panas dari pasir cetak ... 35
Gambar 2.24. Tanur listrik Heroult ... 36
Gambar 2.25. Ladel jenis penyumbat ... 36
Gambar 2.26. Temperatur Penuangan yang disarankan ... 37
Gambar 3.1. Poros turbin air Francis tipe horizontal ... 41
Gambar 3.2. Bentuk dan dimensi poros ... 49
Gambar 4.1. Tambahan penyelesaian mesin untuk coran baja ... 52
Gambar 4.2. Bentuk dan dimensi pola ... 53
Gambar 4.3. Saluran turun ... 58
Gambar 4.4. Bentuk dan ukuran cawan tuang... 59
Gambar 4.5. Penampang pengalir ... 59
Gambar 4.6. Kurva Pellini... 63
Gambar 4.7. Bentuk Pemberat... 66
DAFTAR TABEL
Tabel 2.1. Ukuran pengalir ... 26
Tabel 2.2. Temperatur tuang beberapa logam ... 28
Tabel 3.1. Ukuran diameter poros ... 44
Tabel 4.1. Tambahan penyusutan yang disarankan ... 51
Tabel 4.2. Diameter saluran turun dari saluran cabang dan berat tuang ... 57
BAB I
PENDAHULUAN
1.1Latar Belakang
Teknik pengecoran logam telah dilakukan lebih dari 6000 tahun
menggunakan bahan perunggu dan tembaga, kemudian menggunakan bahan besi
dan pada saat ini menggunakan bahan campuran dari seng dan bahan metal
lainnya. Cara paling paling umum dalam pengecoran metal adalah dengan
menggunakan pengecoran cetakan pasir. Dengan menggunakan pola dari benda
yang akan dicetak, sebuah cetakan berongga dibuat dengan menggunakan bahan
pasir atau campuran tanah liat. Metal cair dituangkan kedalam rongga dan dan
mengikuti bentuk pola dari pada rongga tersebut ketika metal tersebut mendingin
dan mengeras. Cetakan pasir tersebut dirusak untuk mengeluarkan benda hasil
cetakan tersebut.
Di dunia modern ini, kehidupan manusia tidak pernah terlepas dari
teknologi. Teknologi yang berkembang dan yang sudah maju dimanfaatkan oleh
industri-industri untuk mendapatkan keefisienan dan produktivitas yang tinggi
yang bisa mengurangi biaya operasi atau ongkos kerja sehingga terpenuhilah
prinsip ekonomi.
Pembangunan dibidang industri sangat penting terutama dalam industri
pengecoran dalam menunjang perekonomian Indonesia. Hal ini disebabkan agar
berkurangnya ketergantungan terhadap negara-negara lain, sehingga nantinya
Indonesia dapat menghasilkan sendiri barang-barang kebutuhan sendiri ataupun
berkonsentrasi dalam meningkatkan kualitas benda/produk yang dihasilkan agar
nantinya dapat bersaing di pasar global.
Adapun kegiatan pengecoran itu sendiri dapat diartikan sebagai satu proses
memproduksi benda dari logam atau metal yang dicairkan dan dicetak ke dalam
suatu cetakan yang sudah dirancang polanya.
Poros adalah salah satu komponen mesin yang meneruskan daya dan
putaran. Pada turbin air jenis Francis, daya dan putaran yang diteruskan berasal
dari roda jalan (runner) yang berputar akibat pergerakan air yang mengenai runner
tersebut. Putaran dari runner diteruskan oleh poros ke generator yang selanjutnya
dimanfaatkan oleh generator untuk menghasilkan tenaga listrik.
Dalam tulisan ini, poros turbin akan dibuat dengan cara pengecoran
mengunakan cetakan pasir. Cara ini dipilih karena teknologi yang digunakan
sederhana, jumlah produk yang dibuat sedikit, waktu pengerjaan lebih cepat dan
biaya produksi yang lebih murah dibandingkan dengan cara lain, serta sisa bahan
yang terbuang lebih sedikit dari cara lain. Pengecoran dilakukan sesuai dengan
permintaan konsumen dimana ukuran dan bentuk serta jumlah benda hasil
ditentukan oleh konsumen terlebih dahulu. Oleh karena itu yang dilakukan dalam
pengecoran ini adalah membuat cetakan serta proses pengecoran tersebut.
Selain mengetahui teknik-teknik pengecoran, para pelaku dalam bidang
industri ini juga harus mengerti tentang pengolahan lanjut dari benda yang
dihasilkan. Hal ini dilakukan untuk mendapat sifat-sifat yang lebih baik dari metal
1.2Maksud dan Tujuan Perancangan
Maksud dan tujuan dari perancangan ini adalah agar mahasiswa dapat lebih
mendalami ilmu tentang teknik pengecoran logam. Perancangan ini adalah Tugas
Akhir/Tugas Sarjana dari penulis yang merupakan syarat untuk menyelesaikan
perkuliahan dan mendapatkan gelar kesarjanaan. Perancangan ini dimaksudkan
untuk membuat poros turbin air jenis turbin Francis tipe horizontal yang berdaya
950 kW dan putaran 300 rpm dengan teknik pengecoran logam yang
menggunakan cetakan pasir.
Tujuan dari perancangan ini adalah:
1. Mahasiswa dapat merencanakan dimensi dari poros turbin air jenis turbin
Francis tipe horizontal yang akan dibuat dengan metode pengecoran.
2. Mahasiswa dapat menghitung dimensi pola cetakan dan jenis cetakan pasir
yang akan digunakan.
3. Mahasiswa dapat merencanakan sistem saluran yang akan digunakan
dalam pengecoran.
4. Mahasiswa dapat memilih bahan baku serta bahan penambah yang akan
digunakan dalam pengecoran logam ini.
1.3Batasan Masalah
Dalam tugas akhir ini akan dibahas perhitungan untuk memperoleh
dimensi dari poros turbin, dimensi pola dan cetakan yang meliputi saluran
turun,saluran pengalir, saluran masuk, penambah dan cawan tuang. Komposisi dari
cetakan yang meliputi komposisi pasir cetak, bahan baku, temperatur tuang, dan
1.4Metode Penulisan
Metode penulisan yang digunakan dalam penulisan skripsi ini adalah:
1. Survey Lapangan
Disini dilakukan peninjauan pada industri pengecoran logam untuk
memperoleh data yang berhubungan dengan proses pengecoran logam.
Dalam hal ini industri yang di survey yaitu PT.Baja Pertiwi Industri untuk
memperdalam pengetahuan mahasiswa tentang pengecoran logam.
2. Studi Literatur
Berupa keputusan dan kajian dari buku – buku dan tulisan – tulisan yang
berhubungan dengan hal yang dibahas.
3. Diskusi
Berupa Tanya jawab dengan dosen pembimbing dan diskusi dengan
rekan-rekan mahasiswa mengenai rancangan yang dilakukan.
1.5Sistematika penulisan
Adapun sistematika penulisan tugas sarjan ini adalah sebagi berikut:
1. BAB I : Pendahuluan, berisikan latar belakang, maksud dan tujuan
perencanaan, batasan masalah, metode penulisan dan
sistematika penulisan.
2. BAB II : Tinjauan pustaka, berisikan tentang teori-teori yang
mendasari perencanan pengecoran logam.
3. BAB III : Perencanaan Poros, berisikan gambaran umum serta
penghitungan dimensi poros, material poros serta bahan
4. BAB IV : Perencanaan Cetakan, berisikan tentang perencaan cetakan
mulai dari pembuatan pola cetakan hingga penyelesaian
akhir.
5. BAB V : Kesimpulan, berisikan garis besar hasil perencanaan dan
BAB II
TINJAUAN PUSTAKA
Poros adalah salah satu komponen mesin yang meneruskan daya dan
putaran. Pada turbin air jenis Francis daya dan putaran yang diteruskan berasal
dari roda jalan (runner) yang berputar akibat pergerakan air yang mengenai runner
tersebut. Putaran dari runner diteruskan oleh poros ke generator yang selanjutnya
dimanfaatkan oleh generator untuk menghasilkan tenaga listrik.
Bahan, ukuran (dimensi) poros harus disesuaikan dengan daya, putaran dan
pembebanan yang dialami oleh poros. Dengan pertimbangan tersebut maka poros
harus dapat menahan semua beban yang menimpanya.
Gambar 2.1. Poros
Pengecoran, adalah proses membuat suatu benda solid dengan cara
menuangkan metal cair kedalam suatu bentuk cetakan dan membiarkannya sampai
2.1. Bahan-bahan pengecoran
Dalam pengecoran logam, adapun bahan yang sering dipakai dalam proses
pengecoran adalah:
2.1.1. Besi cor
Besi cor adalah paduan besi yang mengandung karbon, silisium, mangan,
fosfor, dan belerang. Beri cor ini digolongkan menjadi enam macam yaitu: besi
cor kelabu, besi cor kelas tinggi, besi kelabu paduan, besi cor bergrafit bulat, besi
cor yang dapat ditempa dan besi cor cil.
Besi cor kelabu paling banyak digunakan untuk benda-benda cora
dikarenakan mempunyai sifat mampu cor yang baik dan harganya murah.
Kekuatan tarik dari besi cor kelabu kira-kira 10-30 kg/ mm2, namun besi cor ini
agak getas dan mempunyai titik cair kira-kira 12000C.
Besi cor kelas tinggi mempunyai lebih sedikit karbon dan silikon, lagi pula
ukuran grafit bebasnya agak kecil dibandingkan besi cor kelabu, sehingga
kekuatan tariknya lebi tinggi yaitu kira-kira 30-50 kg/ mm2. Membuat besi cor
kelas tinggi agak susah dibanding besi cor kelabu.
Besi cor kelabu paduan mengandung unsur-unsur paduan dan grafit,
mempunyai struktur yang stabil sehingga sifatnya lebih baik. Dilihat dari
unsur-unsur paduan yang ditambahkan, ada 2 hal, yang pertama hanya beberapa persen
saja yang kedua lebih banyak. Unsur-unsur yang ditambahkan adalah khrom,
nikel, molibden, vanadium, titan dan sebagainya, sehingga ketahan panas,
ketahanan aus, ketahanan korosi dan mammpu mesin dari besi cor jenis ini baik
Besi cor mampu tempa dibuat dari besi cor putih yang dilunakkan didalam
sebuah tanur dalam waktu yang lama. Struktur sementit dari besi cor putih
berubah menjadi ferit atau perlit dan karbon yang bertemper mengendap. Menurut
struktur mikronya ada tiga macam besi cor mampu tempa, yaitu besi cor mampu
tempa perapian hitam, besi cor mampu tempa perapian putih dan besi cor mampu
tempa perlit. Besi cor jenis ini sangat baik keuletannya dan perpanjangannya
dibandingkan besi cor kelabu, tetapi harganya mahal karana proses pelunakannya,
lagi pula cocok untuk coran yang tipis dan kecil karena sebelum proses
pelunakannya keuletannya berkurang.
Besi cor grafit-bulat dibuat dengan jalan mencampurkan magnesium,
kalsium atau serium ke dalam cairan logam sehingga grafit bulat akan mengendap.
Besi cor jenis ini mempunyai kekuatan, keuletan, ketahan aus dan ketahan panas
yang baik sekali dibandingkan besi cor kelabu.
Besi cor cil adalah besi cor yang mempunyai permukaan terdiri dari besi
cor putih dan bagian dalamnya terdiri dari struktur dengan endapan grafit.
Permukaannya mempunyai tahan aus yang baik sekali dan bagian dalamnya
mempunyai keuletan yang baik pula, besi cor demikian digunakan sebagai bahan
tahan aus.
2.1.2 Baja cor
Baja cor digolongkan ke dalam baja karbon dan baja paduan. Coran baja
karbon adalah paduan besi karbon dan digolongkan menjadi tiga macam, yaitu
baja karbon rendah (C < 0,20%), baja karbon menengah (0,20-0,50% C) dan baja
rendah, perpanjangan yang tinggi dan harga bentur serta mampu las yang baik.
Baja cor mempunyai struktur yang buruk dan sifat yang getas apabila tidak
diadakan perlakuan panas; dengan pelunakan atau penormalan maka baja cor
menjadi ulet dan strukturnya menjadi halus. Titik cairnya kira-kira 1.500°C,
mampu cornya lebih buruk dibandingkan dengan besi cor, tetapi baja cor dapat
dipergunakan baik sekali sebagai bahan untuk bagian-bagian mesin, sebab
kekuatannya yang tinggi dan harganya yang rendah.
Baja paduan adalah baja cor yang ditambah unsur-unsur paduan. Salah satu
atau beberapa dari unsur-unsur paduan seperti mangan, khrom, molibden atau
nikel dibubuhkan untuk memberikan sifat-sifat khusus dari baja paduan tersebut,
umpamanya sifat-sifat ketahanan aus, ketahanan asam dan korosi atau keuletan.
Contoh baja cor adalah: baja cor tahan karat dan baja cor tahan panas.
2.1.3 Coran paduan tembaga
Macam-macam coran paduan tembaga adalah: perunggu, kuningan
kuningan kekuatan tinggi, perunggu aluminium dan sebagainya.
Perunggu adalah paduan antar tembaga dan timah, dan perunggu yang
biasa dipakai mengandung kurang dari 15% timah. Titik cairnya kira-kira10000C,
jadi lebih rendah dari titik cair paduan besi, dan mampu-cornya baik sekali sama
halnya dengan besi cor. Sifat-sifat ketahanan korosi dan ketahanan aus adalah baik
sekali, sehingga bahan ini dapat dipakai untuk bagian-bagian mesin. Harganya
5-10 kali lebih mahal dari besi cor kelabu, sehingga bahan ini hanya dipakai pada
bagian khusus dimana diperlukan sifat-sifat yang luar biasa. Perunggu
diperbaiki oleh penambahan fosfor, dan perunggu timbale yang cock untuk logam
bantalan dengan penambahan timbal. Kuningan adalah paduan antara tembaga dan
seng, dan kuningan tinggi adalah paduan yang mengandung tembaga, aluminium,
besi, mangan, nikel dan sebagainya, dimana unsur-unsur tersebut dimaksudkan
untuk memperbaiki sifat-sifat mekanisnya. Perunggu aluminium adalah paduan
tembaga, aluminium dan sebagainya, yang baik sekali dalam sifat-sifat ketahanan
aus dan korosi. Disamping itu ada pula coran tembaga murni.
2.1.4 Coran paduan ringan
Coran paduan ringan adalah coran paduan aluminium, coran paduan
magnesium dan sebagainya.
Aluminium murni mempunyai sifat mampu cor dan sifat mekanis yang
jelek. Oleh karena itu dipergunakan paduan aluminium karena sifat-sifat
mekanisnya akan diperbaiki dengan menambahkan tembaga, silisium, magnesium,
mangan, nikel dan sebagainya. Coran paduan aluminium adalah ringan dan
merupakan penghantar panas yang baik sekali, yang dipergunakan apabila
sifat-sifat tersebut diperlukan. Al-Si, Al-Cu-Si dan Al-Si-Mg adalah deretan dari
paduan aluminium yang banyak dipergunakan untuk bagian-bagian mesin,
Al-Cu-Ni-Mg dan Al-Si-Cu-Al-Cu-Ni-Mg adalah deretan untuk bagian-bagian mesin yang tahan
panas, dan Al-Mg adalah untuk bagian-bagian tahan korosi.
Paduan magnesium lebih ringan dari pada logam umum lainnya, sebab
berat jenisnya kira-kira 1,8. Biasanya aluminium, mangan, berilium dan
2.1.5 Coran paduan lainnya
Paduan seng yang mengandung sedikit aluminium dipergunakan untuk
pengecoran cetak. Logam monel adalah paduan nikel yang mengandung tembaga
dan demikian juga hasteloy yang mengandung molibden, khrom dan silikon.
Paduan timbal adalah paduan antara timbal, tembaga dan timah, dan logam
bantalan adalah paduan dari timbal, tembaga dan stibium. Disamping itu dipakai
juga paduan timah, tembaga dan stibium.
Coran besi cor
Besi cor kelabu
Besi cor mutu tinggi
Besi cor kelabu paduan
Besi cor bergrafit bulat
Besi cor mampu tempa
Besi cor dicil
2.2. Sifat – Sifat Logam Cair
Seperti halnya dengan cairan lainnya, logam cair juga mempunyai
sifat-sifat tersendiri. Adapun sifat-sifat-sifat-sifat dari logam cair adalah:
2.2.1.Perbedaan Antara Logam Cair Dan Air
Logam cair adalah cairan logam seperti air. Perbedaan antara logam dengan air
adalah:
1. Berat jenis logam cair lebih besar dari pada air ( Air = 1.0; Besi cor = 6.8 –
7.0; paduan Alluminium = 2.2 2.3; paduan Timah = 6.6 - 6.8 dalam
kg/dm3 )
2. Kecairan logam sangat tergantung pada temperatur ( Air cair pada 00C, sedangkan logam pada temperatur yang sangat tinggi).
3. Air mengakibatkan permukaan wadah yang bersentuhan dengannya basah
sedangkan logam cair tidak.
2.2.2. Kekentalan Logam Cair
Aliran logam cair sangat tergantung pada kekentalan logam cair dan
kekasaran permukan saluran. Kekentalan tergantung pada temperatur. Makin
tinggi temperatur makin rendah kekentalan tergantung pada temperatur. Makin
tinggi temperatur makin rendah kekentalannya, demikian juga bila temperatur
turun maka kekentalannya akan meningkat.
Kalau logam didinginkan hingga terbentuk inti – inti kristal, maka
kekentalannya akan bertambah dengan cepat, tergantung pada jumlah inti –intinya
akan makin cepat. Kekentalan yang makin tinggi meyebabkan cairan logam sukar
mengalir dan bahkan kehilangan mampu alir. Kekentalan juga tergantung pada
jenis logam, seperti ditunjukkan pada tabel berikut.
2.2.3. Aliran Logam Cair
Bila suatu cairan didalam bejana mengalir keluar melalui suatu lubang
dinding bejana tersebut dengan tinggi permukaan cairan diukur dari pusat lubang
adalah h, maka kecepatan aliran yang keluar adalah :
V = c 2gh
dimana: c = koefisien kecepatan
g = percepatan grafitasi
Bila lubang diganti dengan pipa maka akan timbul gesekan antara cairan
logam dengan dinding dari pipa yang mengakibatkan kecepatan aliran berkurang
menurut persamaan berikut:
Jika aliran yang keluar dari pipa menumbuk suatu dinding yang tegak
lurus dengan sumbu pipa dengan kecepatan v , laju aliran Q, dan berat jenis ,
maka gaya tumbuk yang terjadi adalah :
h g 2 c V '= '
g v Q
( a ) ( b )
Gambar 2.3. a. Kecepatan aliran yang keluar dari bejana
b. Tumbukan cairan dengan dinding
2.3. Pembekuan Logam
Pembekuan logam coran pada rongga cetakan dimulai dari bagian cairan
logam yang bersentuhan langsung dengan dinding cetakan yaitu ketika panas dari
logam cair diserap oleh cetakan sehingga bagian yang bersentuhan dengan cetakan
menjadi dingin hingga titik beku, dimana pada saat ini inti kristal – kristal tumbuh
dari inti mengarah kebagian dalam.
Apabila permukaan beku diperhatikan, setelah logam yang belum beku
dituangkan keluar dari cetakan maka akan terlihat permukaan yang halus atau
kasar. Permukaan yang halus bila range daerah beku ( perbedaan temperatur mulai
dan berakhirnya pembekuan) sempit. Permukaan yang kasar terjadi bila range
daerah pembekuan besar. Disamping itu cetakan logam menghasilkan permukaan
yang lebih halus dibandingkan dengan cetakan pasir.
Pada coran yang mempunyai inti, panas dari akan diserap oleh inti
ditengah coran. Cepat lambatnya pembekuan pada kulit inti tergantung pada
ukuran inti.
Coran tidak hanya terdiri dari logam murni, tetapi coran dapat berupa
paduan antara dua logam atau lebih. Diagram pendingin logam paduan ini
menunjukkan ketergantungan perubahan fasa terhadap temperatur dan komposisi
(perbandingan antara mikrostruktur penyusun).
Diagram ini disebut diagram kesetimbangan. Paduan antara dua usur
disebut dengan paduan biner, paduan antara tiga unsur disebut ternier.
Besi cor atau baja cor merupakan paduan antara besi dan karbon, walaupun
sesungguhnya masih ada unsur–unsur lain lain, tetapi unsur–unsur tersebut tidak
memberikan pengaruh besar terhadap sifat–sifat utamanya, sehingga paduan ini
dianggap paduan biner.
2.4.Pola
Pola adalah bentuk dari benda coran yang akan digunakan dalam
pembuatan rongga cetakan. Pola yang digunakan dalam pembuatan cetakan terdiri
dari pola logam dan pola kayu. Pola yang digunakan untuk menjaga ketelitian
ukuran coran, terutama pada produksi massal, dan bisa tahan lama serta
produktifitasnya lebih tinggi. Pola kayu dibuat dari kayu, murah, cepat, pembuatan
dan pengolahannya lebih mudah dibanding cetakan logam. Oleh karena itu pola
kayu lebih cocok digunakan dalam cetakan pasir.
Hal pertama yang harus dilakukan dalam pembuatan pola adalah
akibat pertimbangan tambahan penyusutahn, tambahan penyelesaian dengan
mesin. Kemudian gambar pengecoran dibuat menjadi bentuk dan ukuran pola.
Penentuan kup, drag dan permukaan pisah adalah hal yang paling penting
untuk mendapatkan coran yang baik. Dalam hal ini yang paling penting untuk
mendapatkan coran yang baik. Dalam hal ini dibutuhkan pengalaman yang luas
dan pada umumnya harus memenuhi ketentuan dibawah ini antara lain:
1. Pola harus mudah dikeluarkan dari cetakan
2. Sistem saluran harus dibuat sempurna untuk mendapatkan aliran logam
cair yang optimum.
3. Permukaan pisah lebih baik hanya satu bidang, karena permukaan pisah
yang terlalu banyak akan menghabiskan terlalu banyak waktu dalam
proses.
2.4.1.Telapak Inti
Inti biasanya mempunyai telapak inti untuk maksud – maksud sebagai
berikut:
1. Maksud telapak inti.
a. Menempatkan inti, membawa dan menentukan letak dari inti. Pada
dasarnya dibuat dengan menyisipkan bagian dari inti.
b. Menyalurkan udara dan gas – gas dari cetakan yang keluar melalui
inti.
c. Memegang inti, mencegah bergesernya inti dan menahan inti
2. Macam dari telapak inti
a. Telapak inti mendatar berinti dua, dalam hal inti dipasang mendatar
dan ditumpu pada kedua ujungnya.
Gambar 2.4. Telapak inti bertumpu dua mendatar
b. Telapak inti dasar tegak, inti ditahan tegak oleh telapak inti pada
alasan yang cukup menstabilkan inti.
Gambar 2.5. Telapak inti beralas tegak
c. Telapak inti tegak bertumpu dua, telapak inti dipasang pada drag
dan juga kup untuk mencegah jatuhnya inti.
d. Telapak inti untuk penghalang (sebahagian). Pola ini tidak dapat
ditarik kearah tegak lurus pada permukaan pisah karena ada
tonjolan yang jauh dari permukaan pisah.
Gambar 2.7. Telapak inti untuk penghalang (sebagian)
2.4.2. Macam – Macam Pola
Pola mempunyai berbagai macam bentuk. Pada pemilihan macam pola,
harus diperhatikan produktivitas, kwalitas coran dan harga pola.
1. Pola pejal yaitu pola yang biasa dipakai, dimana bentuknya hampir serupa
dengan coran. Pola pejal terdiri dari:
a. Pola tunggal. Bentuknya serupa dengan corannya, disamping itu
kecuali tambahan penyusutan, tambahan penyelesaian mesin dan
kemiringan pola kadang – kadang dibuat menjadi satu telapak ini.
b. Pola belahan. Pola ini dibelah ditengah untuk memudahkan
pembuatan cetakan. Permukaan pisahnya kalau mungkin dibuat
satu bidang.
Gambar 2.9. Pola belah
c. Pola setengah. Pola ini dibuat untuk membuat cetakan dimana kup
dan dragnya simetri terhadap permukaan pisah.
Gambar 2.10. Pola setengah
d. Pola belahan banyak. Pola dibagi menjadi tiga atau lebih untuk
memudahkan penarikan dari cetakan dan penyederhanaan
pemasangan inti.
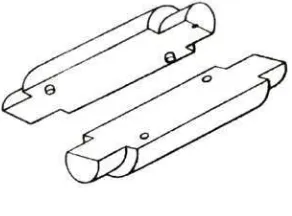
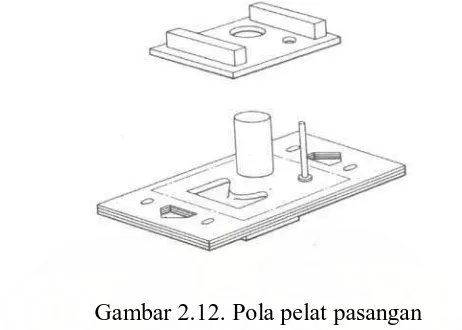
2. Pola pelat pasang. Merupakan pelat dimana pada kedua belahnya
ditempelkan pola demikian juga saluran turun pengalir, saluran masuk, dan
penambah, biasanya dibuat dari logam dan plastik.
Gambar 2.12. Pola pelat pasangan
3. Pola pelat kup dan drag. Pola diletakkan pada dua pelat demikian juga
saluran turun, pengalir, saluran masuk, penambah. Pelat tersebut adalah
pelat kup dan drag. Kedua pelat dijalin oleh pena agar bagian atas dan
bawah dari coran menjadi cocok.
Gambar 2.13. Pola pelat kup dan drag
2.4.3. Bahan – Bahan Pola
Bahan – bahan yang dipakai untuk pola antara lain:
2.4.3.1. Kayu
Kayu yang umumnya dipakai untuk pembuatan pola adalah kayu saru, jati,
jumlah produksi, dan lamanya dipakai. Kayu dengan kadar air lebih dari 14%
tidak dapat dipakai karena akan terjadi pelentingan yang, disebabkan perubahan
kadar air dari kayu. Kadang – kadang suhu udara luar harus diperhitungkan dan ini
tergantung pada daerah dimana pola itu dipakai.
2.4.3.2. Resin Sintetis
Dari berbagai macam resin sintetis, hanya resin Epoksid yang banyak
dipakai. Bahan ini mempunyai sifat – sifat penyusutan yang kecil pada waktu
mengeras, tahan aus tingggi, memberikan pengaruh yang lebih baik dengan
menambah pengencer, zat penggemuk menurut penggunaannya.
Resin polistirena (polistirena berbusa) dipakai sebagai bahan untuk pola
yang dibuang setelah dipakai dalam cara pembuatan yang lengkap. Pola dibuat
dengan menambahkan zat pembuat busa pada polistirena untuk membuat berbutir,
bentuk dan membuat busa. Berat jenisnya yang sangat kecil yaitu 0,02 - 0,04 dan
resin ini mudah dikerjakan, tetapi tidak dapat menahan penggunaan yang berulang
– ulang sebagai pola.
Resin Epoksid dipakai untuk coran yang kecil – kecil dari satu masa
produksi. Terutama saat memidahkan bahwa rangkapnya dapat diperoleh dari pola
kayu atau pola plaster.
2.4.3.3. Bahan Untuk Pola Logam
Dalam perencanaan pola untuk pengecoran harus mempertimbangkan
banyak faktor.
1. Pengkerutan
Semua logam yang mendingin maka akan mengecil (mengkerut). Setiap
bahan logam derajat pengkerutannya ini tidak sama.
2. Sudut miring (draft)
Pada waktu model ditarik dari cetakan maka ada kencenderungan
terjadinya rontokan tepi rongga yang sebelumnya kontak dengan model.
Kecenderungan ini dapat dihilangkan atau dikurangi dengan mengadakan
sudut miring pada sisi model yang paralel dengan arah penarikan.
3. Kelebihan untuk permesinan (allowance for machining)
Pada gambar teknik dicantumkan tanda–tanda pada semua permukaan
yang dikerjakan lanjut (machined) terlebih–lebih pada produk yang proses
pengerjaan mulanya adalah pengecoran. Dari gambar ini pembuat model
akan mengetahui wujud akhir (dari gambar teknik) dari produk model yang
akan dibuat, hingga dapat menambahkan berapa besar tambahan /
kelebuhan yang harus diberikan untuk proses lanjut.
4. Distorsi
Kompensasi / kelebihan untuk distorsi hanya diberikan pada benda – benda
tuangan yang akan mengalami gangguan gerak dalam melakukan
pengkerutan waktu mendingin.
5. Goyang
Pada waktu menarik model sangat sering dilakukan dengan mengadakan
cukup untuk memberikan pembesaran pada rongga cetakan yang kecil serta
permukaan hasil cetakan tidak dikerjakan lanjut, maka hal ini perlu
diperhitungkan yaitu dengan memperkecil sedikit ukuran dari model.
2.5. Rencana Pengecoran
Pada pembuatan cetakan harus diperhatikan system saluran yang
mengalirkan cairan kedalam rongga cetakan. Besar dan bentuknya ditentukan oleh
ukuran tebalnya irisan dan macam logam yang dicairkan. Kualitas coran
tergantung pada system saluran, keadaan penuangan.
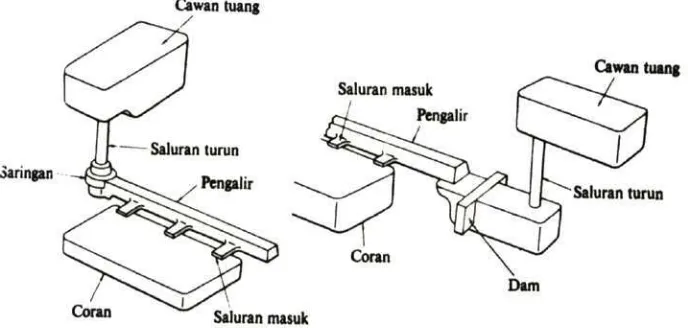
2.5.1. Istilah – Istilah Dan Fungsi Dari Sistem Saluran
Sistem saluran adalah merupakan jalan masuk cairan logam yang
dituangkan kedalam rongga cetakan. Cawan tuang merupakan penerimaan logam
langsung dari ladel. Saluran turun adalah saluran yang pertama membawa cairan
logam dari cawan tuang kedalam pengalir dan saluran masuk. Pengalir adalah
saluran yang membawa logam cair dari saluran turun bagian – bagian yang cocok
pada cetakan. Saluran masuk adalah saluran yang mengisikan logam cair dari
Gambar 2.14. Istilah – istilah sistem pengisian
2.5.2. Bentuk Dan Bagian – Bagian Sistem Saluran
1. Saluran turun
Saluran turun dibuat lurus dan tegak dan irisan berupa lingkaran. Kadang –
kadang irisannya dari atas sampai kebawah, atau mengecil dari atas kebawah.
Yang kedua dipakai apabila diperlukan penahan kotoran sebanyak mungkin.
Saluran turun dibuat dengan melubangi cetakan dengan menggunakan suatu
batang atau dengan memasang bumbung tahan panas.
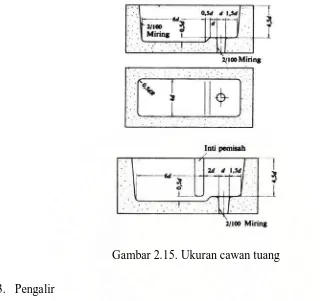
2. Cawan tuang
Cawan tuang berbentuk corong dengan saluran turun dibawahnya.
Konstruksinya harus tidak dapat dilalui oleh kotoran yang terbawa dalam
logam cair. Oleh karena itu cawan tuang tidak boleh terlalu dangkal.
Cawan tuang dilengkapi dengan inti pemisah, dimana logam cair dituangkan
disebelah kiri saluran turun. Dengan demikian inti pemisah akan menahan
terak atau kotoran, sedangkan logam bersih akan lewat dibawah kemudian
dari saluran turun agar aliran dari logam cair pada saluran masuk cawan tuang
selalu terisi. Dengan demikian kotoran dan terak akan terapung pada
permukaan dan terhalang masuk kedalam saluran.
Gambar 2.15. Ukuran cawan tuang
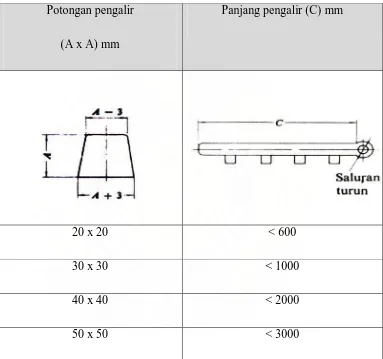
3. Pengalir
Pengalir biasanya mempunyai irisan seperti trapezium atau setengah lingkaran,
sebab irisan demikian mudah dibuat pada permukaan pisah dan juga pengalir
mempunyai luas permukaan terkecil untuk satu luasan tertentu, sehinggga
lebih efektif untuk pendinginan yang lambat.
Logam cair dalam pengalir masih membawa kotoran yang terapung terutama
pada permulaaan penuangan, sehinggga harus dipertimbangkan untuk
membuang kotoran tersebut. Ada beberapa cara untuk membuang kotoran
tersebut yaitu sebagai berikut:
b. Membuat kolam putaran pada tengah saluran pengalir ( dibawah saluran
pengalir )
c. Membuat saluran turun bantu
d. Membuat penyaring
Tabel 2.1 Ukuran Pengalir
Potongan pengalir
(A x A) mm
Panjang pengalir (C) mm
20 x 20 < 600
30 x 30 < 1000
40 x 40 < 2000
50 x 50 < 3000
(Sumber Ir. Tata Surdia M.S.Met.E, Prof. Kenji Chijiwa, Teknik Pengecoran
Gambar 2.16. Perpanjangan pengalir
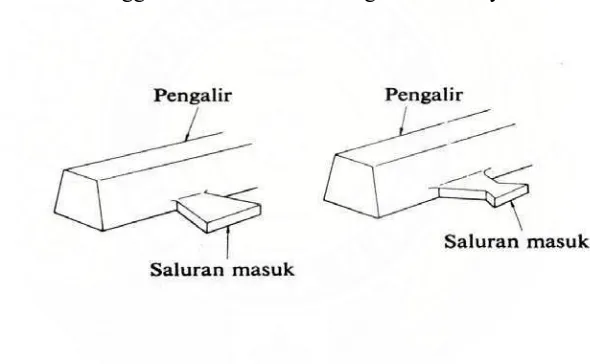
Saluran masuk dibuat dengan irisan yang lebih kecil dari pada irisan pengalir,
agar dapat mencegah kotoran masuk kedalam ronggga cetakan. Bentuk irisan yang
membesar kearah rongga cetakan untuk mencegah terkikisnya cetakan.
Gambar 2.17. Sistem saluran masuk
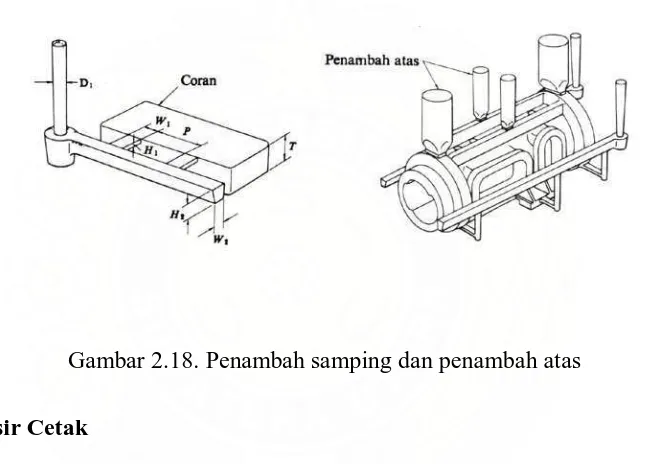
2.5.3. Penambah
Penambah memberi logam cair untuk mengimbangi penyusutan dalam
pembekuan coran, sehingga penambah harus beku lebih lambat dari pada coran.
penambah terlalu kecil, akan terjadi rongga penyusutan. Karena itu penambah
harus mempunyai ukuran yang cocok.
Penambah digolongkan menjadi dua macam yaitu: penambah samping dan
penambah atas. Penambah samping merupakan penambah yang dipasang
disamping coran, dan langsung dihubungkan dengan saluran turun dan pengalir,
sangat efektif dipakai untuk coran ukuran kecil dan menengah. Penambah atas
dipasang diatas coran, biasanya berbentuk silinder dan mempunyai ukuran besar.
Gambar 2.18. Penambah samping dan penambah atas
2.6. Pasir Cetak
Adapun ketentuan dalam memilih pasir cetak adalah sebagai berikut:
2.6.1. Syarat – Syarat Pasir Cetak
Pasir cetak yang baik harus memenuhi syarat – syarat sebagai berikut:
1. Mempunyai sifat mampu bentuk sehingga mudah dalam pembuatan
dengan kekuatan yang cocok, sehingga cetakan yang dihasilkan tidak rusak
karena di geser, tahan menahan logam cair yang dituangkan kedalamnya.
2. Permiabilitas yang cocok. Udara yang ada dalam cetakan waktu penuangan
3. Distribusi besar butiran pasir yang sesuai.
4. Tahan terhadap temperatur logam dituang.
5. Komposisi yang cocok. Dalam pasir cetak diharapkan tidak terkandung
bahan – bahan lain yang mungkin menghasilkan gas atau larut dalam
logam.
6. Mampu dipakai kembali.
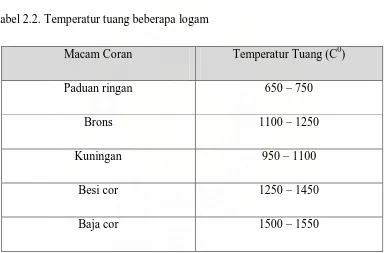
Temperatur penuangan beberapa macam logam dapat dilihat dalam tabel
berikut:
Tabel 2.2. Temperatur tuang beberapa logam
Macam Coran Temperatur Tuang (C0)
Paduan ringan 650 – 750
Brons 1100 – 1250
Kuningan 950 – 1100
Besi cor 1250 – 1450
Baja cor 1500 – 1550
(Sumber Ir. Tata Surdia M.S.Met.E, Prof. Kenji Chijiwa, Teknik Pengecoran
Logam, PT. Pradnya Paramita Jakarta, 1980 hal 67)
2.6.2. Macam – Macam Pasir Cetak
Pasir cetak yang lajim dipakai adalah pasir gunung, pasir pantai, pasir
sungai dan pasir silica alam. Bila pasir mempunyai kadar lempung yang cocok
kadar lempungnya kurang dan sifat adesifnya kurang maka perlu ditambahkan
bahan pengikat seperti lempung.
Pasir gunung umumnya digali dari lapisan tua, mengandung lempung dan
kebanyakan dapat dipakai setelah dicampur air. Pasir dengan kadar lempung 10 –
20 % mempunyai sifat adesif yang lemah, harus ditambah lempung supaya bisa
dipakai.
Pasir pantai diambil dari pantai dan pasir kali mengandung kotoran seperti
organik yang banyak. Pasir silica alam dan pasir silica buatan dari kwarsit yang
dipecah mengandung sedikit kotoran (<5%). Semua jenis pasir yang disebut diatas
mempunyai bagian utama SiO2. Pasir pantai, pasir kali, pasir silica alam dan pasir
silica buatan tidak melekat dengan sendirinya, sehingga dibutuhkan bahan
pengikat.
2.6.3. Susunan Pasir Cetak
1. Bentuk butiran pasir cetak digolongkan menjadi butiran pasir bundar, butir
pasir sebagian bersudut, butir pasir bersudut, butir pasir kristal. Dari antara
jenis butiran pasir diatas yang paling banyak adalah jenis butir pasir bulat,
karena memerlukan jumlah pengikat yang lebih sedikit. Bentuk butir pasir
kristal adalah yang terburuk.
2. Tanah lempung adalah terdiri dari kaloinit, ilit dan mon morilonit, juga
kwarsa jika ditambah air akan menjadi lengket, dan jika diberikan lebih
banyak air akan menjadi seperti pasta. Ukuran butiran dari tanah lempung
merupakan sejenis dari tanah lempung dengan besar butiran yang sangat
halus 0,01 – 10 µm dan fasa penyusunya adalah monmorilonit (Al2O3,
4SiO2, H2O).
3. Pengikat lain . Inti sering dibuat dari pasir yang dibubuhi minyak nabati
pengering 1,5 – 3% dan dipanggang pada temperatur 200 – 500 0C, sehingga disebut inti pasir minyak. Inti ini tidak menyerap air dan mudah
dibongkar. Sebagai tambahan pada tanah lempung kadang–kadang
dibubuhkan dekstrin yang dibuat dari kanji sebagai bahan pembantu.
Dekstrim bersifat lekat meskipun kadar airnya rendah. Selain dari itu,
resin, air kaca, atau semen digunakan sebagai pengikat khusus.
2.6.4. Sifat – Sifat Pasir Cetak
Adapun sifat-sifat pasir cetak adalah sebagai berikut :
2.6.4.1. Sifat – Sifat Pasir Cetak Basah
Pasir cetak yang diikat dengan tanah lempung atau bentonit menunjukkan
berbagai sifat sesuai dengan kadar air, oleh karena itu kadar air adalah faktor yang
sangat penting untuk pasir cetak, sehingga pengaturan kadar air adalah faktor yang
sangat penting untuk pasir cetak, sehingga pengaturan air adalah hal yang sangat
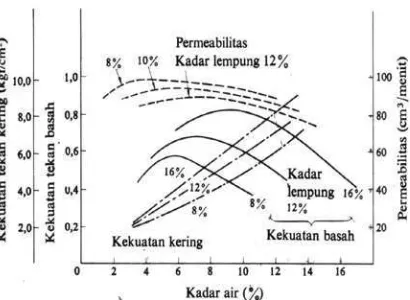
penting dalam pengaturan pasir cetak. Hubungan antara kadar air dengan berbagai
sifat yang terjadi dengan pengikat tanah lempung ditunjukkan pada gambar
Gambar 2.19. Pengaruh kadar air dan kadar lempung
terhadap pasir cetak yang diikat dengan lempung
Titik maksimum dari kekuatan dan permiabilitas adalah keadaan dimana
butir–butir pasir dikelilingi oleh campuran tanah lempung dan air dengan
ketebalan tertentu. Dengan kelebihan kadar air kekuatan dan permiabilitas akan
menurun karena ruangan antara butir–butir ditempati oleh lempung yang
berlebihan air. Air yang tidak cukup akan menurunkan kekuatan karena kurang
lekatnya lempung.
Hubungan antara kadar air, kekuatan dan permeabilitas dari pasir cetak
yang diikat dengan bentonit dapat dilihat pada gambar berikut.
Kalau kadar air bertambah kekuatan dan permiabilitas naik sampai titik
maksimum dan akan menurun kalau kadar air bertambah terus. Untuk pasir
dengan pengikat bentonit, kadar air yang menyebabkan kekuatan basah maksimum
dan menyebabkan permiabilitas maksimum sangat berdekatan.
2.6.4.2. Sifat - Sifat Kering
Pasir dengan pengikat lempung dan bentonit yang dikeringkan mempunyai
kekuatan dan permiabilitas yang meningkat dibandingkan dengan kekuatan basah,
karena air bebas dan air yang diabsorbsi pada permukaan tanah lempung
dihilangkan. Faktor yang memberikan pengaruh sangat besar sifat – sifat kering
adalah kadar air sebelum pengeringan.
2.6.4.3. Sifat – Sifat Penguatan Oleh Udara
Sifat yang berubah selama antara pembuatan cetakan dan penuangan
disebut penguatan oleh udara, yang disebabkan oleh pergerakan air dalam cetakan
dan penguapan air dari permukaan cetakan, yang meninggikan kekerasan
permukaan cetakan. Derajat kenaikan kekerasan tergantung pada sifat campuran
pasir, derajat pemadatan dan keadaan sekeliling cetakan (temperatur udara luar,
2.6.4.4. Sifat – Sifat Panas
Cetakan mengalami temperatur tinggi dan tekanan tinggi dari logam pada
waktu penuangan. Sehingga pemuaian panas, kekuatan panas, perubahan bentuk
panas perlu diketahui.
a. Pemuaian panas
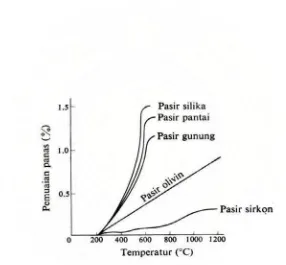
Pemuaian panas berubah sesuai dengan jenis pasir cetak, seperti ditunjukan
pada gambar berikut.
Gambar 2.21. Pemuaian panas bermacam – macam pasir
Pasir pantai dan pasir gunung mempunyai pemuaian panas yang lebih kecil
dibanding dengan pasir silica, sedangkan pasir olivine dan pasir sirkon
yang mempunyai pemuaian pemanasan sangat kecil. Pemuaian panas
bertambah sebanding dengan kadar air dari pasir dan menurun kalau kadar
b. Kekuatan panas
Kekuatan panas berubah–ubah sesuai dengan pasir cetak yang dipengaruhi
oleh adanya kadar tanah lempung, distribusi besar butir dan berat jenis.
Berikut grafik dari keuatan tekanan panas dari pasir cetak.
Gambar 2.22. Kekuatan tekan panas dari pasir cetak
Pasir dengan besar butiran tidak seragam dapat dipadatkan sehingga
mempunyai berat jenis yang tinggi, mempunyai permukaan sentuh yang
luas dengan butiran–butiran tetangganya dan mempunyai kekuatan panas
yang tinggi.
c. Perubahan bentuk panas
Perubahan bentuk dasar disebut kemapuan absorbsi pemuaian panas pada
penuangan logam cair kedalam cetakan. Perubahan bentuk akan bertambah
apabila besar butir mengecil dan kadar tanah lempung, tambahan khusus
Gambar 2.23. Deformasi panas dari pasir cetak
2.7. Peleburan Dan Penuangan Baja Cor
Adapun cara peleburan dan penuangan baja cor adalah sebagai berikut:
2.7.1. Peleburan Baja Cor
Peleburan baja cor banyak menggunakan tanur listrik dibandingkan dengan
perapian terbuka (open hearth furnace), ini dikarenakan biaya yang murah.
Peleburan dengan busur api listrik dibagi menjadi dua macam proses asam dan
kedua proses basa. Cara pertama dipakai untuk meleburkan baja dengan kualitas
biasa.
Tanur listrik yang paling banyak dipakai adalah tanur listrik Heroult seperti
diperlihatkan pada gambar. Tanur ini mempergunakan arus bolak – balik tiga fasa.
Energi panas diberikan oleh loncatan busur listrik antara elektroda karbon dan
cairan baja. Terak menutupi cairan dan mencegah absorpsi gas dari udara luar
Gambar 2.24. Tanur listrik Heroult
Dalam peleburan baja disamping pengaturan komposisi kimia dan
temperatur, perlu juga mengatur absorbsi gas, jumlah dan macam inklusi bukan
logam. Untuk coran menghilangkan gas ditambahkan biji besi atau tepung kerak
besi selama proses reduksi.
2.7.2. Penuangan Baja Cor
Cairan baja yang dikeluarkan dari tanur diterima dalam ladel dan
dituangkan kedalam cetakan. Ladel mempunyai irisan berupa lingkaran dimana
diameter hampir sama dengan tingginya. Untuk coran besar dipergunakan ladel
jenis penyumbat seperti pada gambar, sedangkan untuk coran kecil dipergunakan
jenis ladel yang dapat dimiringkan.
Ladel dilapisi oleh bata samot atau bata apiagakmatoit yang mempunyai
pori–pori kecil, penyusutan kecil dan homogen. Nozel atas dan penyumbat,
kecuali dibuat dari samot atau bahan agalmatolit kadang – kadang dibuat juga dari
bata karbon. Panjang nozel dibuat cukup panjang agar membentuk tumpahan yang
halus tanpa cipratan. Ladel harus sama sekali kering yang dikeringkan lebih
dahulu oleh burner minyak residu sebelum dipakai.
Dalam proses penuangan diperlukan pengaturan tenperaturan penuangan,
kecepatan penuangan dan cara penuangan. Temperatur penuangan berubah
menurut kadar karbon dalam cairan baja seperti ditunjukkan pada grafit berikut.
Gambar 2.26. Temperatur Penuangan yang disarankan
Kecepatan penuangan umumnya diambil sedemikian sehingga terjadi
penuangan yang tenang agar mencegah cacat coran seperti retak–retak dan
sebagainya, kecepatan penuangan yang rendah menyebabkan: kecairan yang
buruk, kandungan gas, oksidasi karena udara, dan ketelitian permukaan yang
buruk. Oleh karena itu kecepatan penuangan yang cocok harus ditentukan
Cara penuangan secara kasar digolongkan menjadi dua yaitu penuangan
atas dan penuangan bawah. Penuangan bawah memberikan kecepatan naik yang
kecil dari cairan baja dengan aliran yang tenang. Penuangan atas menyebabkan
kecepatan tuang yang tinggi dan menghasilkan permukaan kasar karena cipratan.
Daripada itu hal penuangan atas, laju penuangan harus rendah pada
permulaan dan kemudian dinaikkan secara perlahan. Dalam penempatan nozel
harus diusahakan agar boleh menyentuh cetakan. Perlu juga mencegah cipratan
dan memasang nozel tegak lurus agar mencegah miringnya cairan yang jatuh.
2.8. Pengujian Dalam Pengecoran
Adapun pengujian yang dilakukan dalam proses penecoran adalah sebagai
berikut:
2.8.1. Pengukuran Temperatur
1. Pirometer benam
Pengukuran temperatur secara langsung dari cairan, dilakukan dengan jalan
membenamkan termokopel platina radium yang dilindungi oleh kwarsa
atau pipa aluminium yang telah dikristalkan kembali. Sekarang
dikembangkan pirometer benam yang dapat habis yang dilindungi oleh
pipa kertas.
2. Pengujian batang
Pengujian batang merupakan cara praktis yang dipergunakan untuk
mengukur temperatur dari tanur induksi frekwensi tinggi dengan
sebuah jam pengukur. Ujung kawat baja tersebut dicelupkan kedalam
cairan dan waktu yang dibutuhkan untuk mencairkannya diukur, kemudian
lama waktu itu dikomversikan kepada temperatur.
3. Pengujian cetakan pasir atau pengujian sendok
Baja cair diciduk dimasukkan kedalam cetakan pasir atau dalam sendok
contoh yang berukuran tertentu, kemudian waktu yang dibutuhkan untuk
membentuk lapisan tipis oksida diukur dengan jam pengukur dan
dikomversikan kepada temperatur.
4. Lain–lain
Pirometer optik dan pirometer radiasi dipergunakan temperatur untuk
pengukuran temperatur.
2.8.2. Pengujian Terak
1. Pengujian dengan perbandingan warna
Dengan jalan membandingkan warna terak dengan warna standar terak
yang komposisinya telah diketahui, maka dapat diperkirakan kebasaan,
kadar oksidasi besi dan kadar oksidasi mangan.
2. Pengujian dengan perbandingan rupa
Baja cair diciduk dengan sendok dan dituangkan dalam cetakan baja
berdiameter 115 mm dan dalamnya 20 mm. Setelah membeku, warna,
pola, struktur, gelembung pada permukaan dan permukaan patahan diteliti
3. Pengujian penghilang oksidasi
Setelah mengaduk cairan baja dengan terak didalam ladel, baja dituangkan
dengan tenang kedalam cetakan logam atau cetakan pasir. Pada saat yang
sama percikan bunga apinya diteliti untuk memperkirakan temperatur
cairan. Permukaan patahan, permukaan coran yang membeku diperiksa.
4. Pengujian kerapuhan merah
Pengujian ini dipakai sebagai pengujian yang praktis untuk menentukan
kadar pospor dan kadar oksidasi besi. Hal ini didasarkan pada kenyataan
bahwa pospor menyebabkan baja menjadi getas dan oksidasi besi
menyebabkan retakan batas butir. Batang uji yang dibor dan ditempa
dilanjutkan dengan penempaan sampai dibawah 2 mm dan retakan diamati,
yang kemudian dibandingkan dengan batang uji standar.
BAB III
PERENCANAAN POROS
3.1. Poros pada Turbin Air Francis Tipe Horizontal
Pada turbin air Francis tipe horizontal, poros transmisi berfungsi untuk
memindahkan atau meneruskan daya yang berasal dari roda jalan yang berputar
akibat gerakan air yang mengenai runner tersebut. Putaran dari runner diteruskan
oleh poros ke generator yang selanjutnya digunakan generator untuk menghasilkan
energi listrik.
Bahan dan ukuran atau dimensi poros ditentukan oleh daya, putaran dan
pembebanan yang terjadi pada poros. Dengan pertimbangan tersebut, maka poros
harus dapat menahan semua beban yang terjadi padanya.
3.1.1. Perhitungan Dimensi Poros
Poros yang direncanakan digunakan untuk meneruskan putaran 300 rpm
pada turbin air Francis tipe horizontal, dan daya yang dihasilkan sebesar 950 kW.
Dari data yang ada dapat dihitung diameter dari poros turbin dengan menggunakan
persamaan:
Kt = factor koreksi terhadap beban tumbuk (1,5 – 3,0)
= direncanakan 2
Cb = factor koreksi terhadap beban lentur (1,2 – 2,3)
= direncanakan 1,5
Mt = momen torsi (kg. mm)
Untuk penentuan tegangan geser yang terjadi digunakan persamaan:
3
τ
= tegangan yang terjadit
M = momen torsi
d = diameter poros
Sedangkan untuk tegangan geser izin pada poros dapat kita hitung dengan
g
Pada perencanaan ini dipilih bahan poros dari bahan paduan yaitu Baja
Chrom Molybdenum dengan standar JIS G 4105 (SCM 5). Bahan tersebut
memiliki kekuatan tarik sebesar 105 kg/mm2.
Berdasarkan data diatas maka momen torsi yang terjadi dapat dihitung
Dengan memasukkan nilai tegangan geser yang diizinkan dan momen torsi
yang terjadi maka diameter poros adalah:
dp =
Dengan pertimbangan penggunaan pasak sebagai pengunci maka diameter poros
tingkat I yang dipilih adalah 170 mm.
Untuk diameter tingkat II kita menggunakan ketentuan dari tabel dibawah
ini :
Tabel 3.1. Ukuran diameter poros
Shaft diameter Shaft steps
25 mm to 60 mm 5 mm
60 mm to 110 mm 10 mm
110 mm to 140 mm 15 mm
140 mm to 500 mm 20 mm
(Sumber: R. S. Khurmi, J. K. Gupta, A Text Book Of Machine Design, Eurasia Publishing House (PVT) LTD, Rah nagar, New Delhi, 1982, hal 407)
Maka dari tabel diatas dapat kita tentukan diameter tingkat II untuk poros
yang akan dirancang adalah (170 + 20) mm = 190 mm.
Untuk menghitung jari-jari fillet dapat kita cari dengan menggunakan
persamaan:
2 ) (D1 D2
Dimana:
Dimensi poros yang dirancang adalah sebagai berikut :
o Diameter poros tingkat I : 170 mm.
Dengan demikian maka tegangan geser yang terjadi pada poros adalah:
3 Dan tegangan geser izin bahan adalah:
= 8,75 kg/mm2
Dari hasil perhitungan dapat dilihat bahwa tegangan geser yang terjadi g
lebih kecil dari tegangan gesr yang diijinkan τg, dengan demikian maka bahan
yang dipilih serta dimensi yang dirancang sudah memenuhi standard aman poros.
3.1.2. Gaya-gaya yang terjadi pada poros
Pada saat turbin bekerja, pada poros akan terjadi gaya-gaya akibat dari
berat runner dan poros itu sendiri. Secara umum gaya-gaya yang terjadi pada poros
adalah :
1. Gaya radial, yaitu gaya yang bekerja pada poros dengan arah vertikal yang
diakibatkan berat poros dan berat runner.
2. Gaya aksial, yaitu gaya yang terjadi pada poros dengan arah horizontal.
3.1.3. Perhitungan gaya-gaya pada poros
Beban radial pada poros diakibatkan oleh roda jalan dan berat poros. Berat
poros dapat dihitung dengan rumus :
g L d
Wp =π× p × ×ρ× 2
4
Dimana :
Wp = Berat Poros (N)
dp = Diameter poros (m)
L = Panjang Poros (m)
= Massa jenis poros ( untuk baja ) = 7,8 x 103 kg/m3
Maka:
Untuk massa runner dapat dihitung dengan persamaan yang diambil dari
yaitu :
Dengan demikian dapat diketahui berat total poros adalah 3.385,86 N, dan
3.2. Bentuk dan Dimensi Poros
Dari hasil perhitungan diatas dan dari data praktis atau yang didapat dari
lapangan, maka diperoleh dimensi poros, bahan dan data-data lainnya yang
diperlukan untuk tahap perancangan selanjutnya.
Data-data :
Bahan : baja chrom molibdenum standard JIS G 4105 ( SCM 5)
Kekuatan tarik bahan (σb) : 105 kg / mm2
Dimensi poros yang dirancang adalah sebagai berikut :
o Diameter poros tingkat I : 170 mm.
o Panjang poros tingkat I : 500 mm
o Diameter tingkat II : 190 mm.
o Panjang poros tingkat II : 600 mm
o Diameter tingkat III : 170 mm.
o Panjang poros tingkat III : 700 mm
Jari-jari fillet ( R ) : 10 mm
Berat poros ( WP)
- Berat poros bagian 1 ( Wp1) : 868,40 N
- Berat poros bagian 2 ( Wp 2) : 1301,70 N
- Berat poros bagian 3 ( Wp3) : 1215,76 N
Adapun bentuk dan dimensi poros yang akan dirancang dan dibuat dapat
BAB IV
PERENCANAAN CETAKAN POROS
Dalam tulisan ini poros turbin akan dibuat dengan cara pengecoran
mengunakan cetakan pasir. Cara ini dipilih karena teknologi yang digunakan
sederhana, jumlah produk yang dibuat sedikit, waktu pengerjaan lebih cepat dan
biaya produksi yang lebih murah dibandingkan dengan cara lain, serta sisa bahan
yang terbuang lebih sedikit dari cara lain. Pengecoran dilakukan sesuai dengan
permintaan konsumen dimana ukuran dan bentuk serta jumlah benda hasil
ditentukan oleh konsumen terlebih dahulu. Oleh karena itu yang dilakukan dalam
pengecoran ini adalah membuat cetakan serta proses pengecoran tersebut.
Pada pengecoran poros turbin ini, bahan baku yang digunakan adalah Baja
cor jenis Baja Chrom Molybdenum yang mempunyai kekuatan tarik sebesar 105
kg/mm2, dan sekrap baja (reject) yang mencakup sekrap dari luar dan sisa proses (return) serta serpih geram.
Dalam pembuatan cetakan poros turbin juga dibutuhkan pasir. Dalam hal
ini pasir yang digunakan adalah pasir silika. Pasir untuk bahan cetakan harus
benar-benar bersih dari segala jenis kotoran. Ukuran butir pasir yang digunakan
pada pengecoran ini bervariasi antara 0,05 mm sampai dengan 2,00 mm dan pasir
dapat dipergunakan berulang-ulang.
4.1. Pembuatan Pola
Pola yang akan digunakan direncanakan dibuat dari bahan kayu yang
benar-benar kering, seperti: kayu saru, jati, aras, pinus, mahoni dengan kadar air
simetris. Poros yang telah dicetak sebelum dipergunakan harus melalui tahap
finishing terlebih dahulu, maka untuk keperluan permesinan itu, ukuran pola harus
disesuaikan dengan standar yang ada dan penyusutan dari bahan yang dicetak.
Karena coran menyusut pada saat pembekuan dan pendinginan maka perlu
dipersiapkan penambahan untuk penyusutan. Besarnya penyusutan sering tidak
isotropis, sesuai dengan bahan coran, bentuk, tempat, tebal atau ukuran coran, dan
kekuatan inti. Tabel berikut memberikan harga – harga angka penambahan
penyusutan.
Tabel 4.1. Tambahan penyusutan yang disarankan.
Tambahan penyusutan Bahan
8 / 1000 Besi cor, baja cor tipis
9 / 1000 Besi cor, baja cor tipis yang banyak menyusut
10 / 1000 Sama dengan atas dan aluminium
12 / 1000 Paduan aluminum, bronze, baja cor ( tebal 5–7mm )
14 / 1000 Kuningan kekuatan tinggi, baja cor
16 / 1000 Baja cor ( tebal lebih dari 10 mm )
20 / 1000 Coran baja yang besar
25 / 1000 Coran baja besar dan tebal
( Sumber : Prof.Ir.Tata Surdia M.S Met E, Prof.Dr.Kenji Chijiwa, Teknik Pengecoran Logam, Penerbit PT. Pradnya Paramita, Jakarta1986, Hal 52 )
Tempat dimana diperlukan penyelesaian mesin setelah pengecoran. harus
dibuat dengan kelebihan tebal seperlunya. Kelebihan tebal (penambahan) ini
berbeda menurut bahan, ukuran arah kup dan drag serta keadaan pekerjaan
Gambar 4.1. Tambahan penyelesaian mesin untuk coran baja
(Sumber : Tata Surdia, Teknik Pengecoran Logam, Penerbit PT. Pradnya Paramita,
Jakarta, 1986 hal53)
Maka dalam pembuatan pola perlu dipertimbangkan beberapa hal.
Langkah-langkah yang dilakukan dalam merancang pola adalah:
1. Menentukan permukaan pisah untuk kup dan drag.
2. Menentukan letak pola, agar pola mudah dilepas dari rongga cetak.
3. Menentukan tambahan dimensi untuk mengatasi penyusutan dan untuk
mengatasi proses permesinan bila diperlukan.
Dimensi dari pola yang akan digunakan dapat dihitung sebagai berikut:
• Untuk poros tingkat I:
- Diameter.
- Diameter
• Untuk poros tingkat III:
- Diameter
Berdasarkan hasil perhitungan diatas maka bentuk pola dapat digambarkan
sebagai berikut:
Gambar 4.2. Bentuk dan Dimensi Pola
Pada proses pendinginan logam akan ditemukan adanya penyusutan dari
benda coran. Adapun penyusutan tersebut dapat dihitung dengan persamaan:
Dimana:
∆ = Perbedaan temperatur
= 1650−27=16230C
Jadi, besar penyusutan yang terjadi adalah 200,04 – 196,47 = 3,57 mm
4.2. Perencanaan cetakan
Setelah dimensi dari pola ditentukan, maka kemudian dibuat perencanaan
cetakan. Cetakan yang direncanakan adalah kup dan drag yang disesuaikan dengan
ukuran-ukuran dan bentuk dari cawan tuang, saluran turun, pengalir dan ketebalan
pasir. Langkah-langkah yang dilakukan dalam pembuatan cetakan adalah sebagai
berikut:
1. Pengolahan pasir cetak
Sebelum pasir digunakan , hal yang pertama sekali harus dilakukan adalah
melakukan pengayakan terhadap pasir cetak yang akan digunakan. Hal ini
bertujuan untuk mandapatkan pasir cetak yang bersih, bebas dari kotoran dan
besar ukuran pasir cetak yang seragam. Pasir yang telah dibersihkan dimasukkan
Kemudian dilakukan penambahan bahan pengikat. Dalam perencanaan ini
digunakan water glass sebagai pengikat, dimana komposisi yang diizinkan untuk
ditambahkan adalah 3-7% dari pasir yang akan digunakan.
2. Pembuatan cetakan kup dan drag
Pembuatan cetakan dilakukan dengan menggunakan rangka yang tebuat
dari kayu dan berbentuk persegi panjang. Rangka cetak ini terdiri dari kup dan
drag. Pembuatan cetakan ini dilakukan dengan langkah-langkah sebagai berikut:
a. Pertama-tama pola diletakkan pada rangka drag.
b. Pola ditaburi dengan powder (bahan pemisah), dalam hal ini digunakan
tepung kanji. Hal ini dilakukan untuk mempermudah pengangkatan pola.
c. Rangka drag yang telah berisi pola ditaburi dengan pasir cetak dan
dikeraskan dengan menggunakan gas CO dengan tekanan 1,0-1,5 2
2
/ cm
Kg .
d. Kemudian pola diangkat dan diletakkan pada rangka kup. Di dalam kup ini
diletakkan saluran turun, penambah dan cawan tuang. Pengerasan cetakan
kup ini dilakukan seperti pengerasan pada drag, lalu pola diangkat.
e. Kemudian pola kup dan drag disatukan.
4.3. Sistem saluran
Logam cair yang akan dituang ke dalam cetakan harus direncanakan
melalui jarak yang sesingkat mungkin. Sistem saluran adalah saluran untuk
4.3.1. Saluran Turun
Sebelum membuat saluran tuang, perlu terlebih dahulu diketahui berat
coran dari poros turbin yang akan dikerjakan karena ukuran dari saluran ini
disesuaikan berdasarkan berat coran.
Berat coran dapat dihitung sebagai berikut:
Berat coran = Berat poros tingkat I + Berat poros tingkat II + Berat poros
tingkat III.
d3 = Diameter pola tingkat III
Maka berat coran adalah:
Tabel 4.2. Diameter saluran turun dari saluran cabang dan berat tuang
Berat tuang
( kg )
Luas saluran turun a3
( mm2 )
Diameter saluran turun
(mm )
( Sumber : Prof. Ir. Tata Surdia M.S Met E, Prof. Dr. Kenji Chijiiwa, Teknik Pengecoran Logam,
Penerbit PT. Pradnya Paramita, Jakarta, 1986, lit 4 hal 78 )
Berdasarkan berat coran yang diperoleh dan disesuaikan dengan tabel
maka didapat:
a. Diameter saluran turun untuk berat coran 350-400 kg adalah 39 mm
Gambar 4.3. Saluran turun
4.3.2. Cawan Tuang
Sebelum cairan logam mengalir masuk ke saluran turun, logam cair ini
akan terlebih dahulu masuk ke dalam cawan tuang. Cawan tuang biasanya
berbentuk corong atau cawan dengan saluran turun dibawahnya. Ukuran cawan
tuang tergantung dari diameter saluran turun. Berdasarkan dari perhitungan ukuran
saluran turun, maka ukuran cawan tuang dapat diketahui yaitu:
1. Panjang cawan tuang :
Panjang = 6d + 0,5d +2d +1,5d; dimana d = diameter saluran turun
= (6 × 39) + (0,5 × 39) + (2 × 39) + (1,5 × 39) = 390 mm
2. Lebar cawan tuang = 4d = 4 × 39 = 156 mm
3. kedalaman cawan tuang:
o Yang terdalam = 5 d = 5 × 39 = 195 mm
o Yang terdangkal = 4,5 d = 4,5 × 39 = 175,5 mm
Gambar 4.4. Bentuk dan Ukuran Cawan tuang.
4.3.3. Saluran Pengalir
Saluran pengalir menghubungkan antara saluran turun dengan saluran
masuk. Ukuran saluran pengalir disesuaikan dengan perbandingan sebagai berikut:
Luas saluran turun (Ast) : Luas pengalir (Ap) = 1 : (1,5-2) dipilih 1 : 1,5
Dengan demikian dapat diperoleh luas pengalir adalah sebagai berikut:
4
Bentuk pengalir yang akan digunakan direncanakan berbentuk trapezium
dengan perbandingan ukuran seperti pada gambar 4.4 berikut:
Gambar 4.5. Penampang pengalir
6d
0,5d
d
Dari gambar dapat dihitung ukuran penampang pengalir adalah sebagai
Dari tabel 2.1 untuk pengalir dengan A = 40 panjang pengalir adalah 2000 mm
Maka untuk A = 28 mm, panjang pengalir = 2000 × (28/40)
= 1400 mm
4.3.4. Saluran Masuk
Saluran masuk adalah saluran diaman logam-logam cair dari saluran turun
dimasukkan kedalam rongga cetakan. Ukuran saluran masuk ditentukan
berdasarkan ukuran –ukuran saluran turun. Perbandingan antara ukuran saluran
masuk dengan ukuran saluran turun untuk baja cor adalah sebagai berikut:
Luas saluran turun (Ast) : Luas saluran masuk (Asm) = 1:2-4, dipilih 1:3.
Luas saluran turun adalah:
2
Maka luas saluran masuk total adalah:
=
Jumlah saluran masuk yang direncanakan adalah 4 (empat) buah. Maka
luas dari masing-masing saluran masuk (ASM) adalah:
Saluran pengalir yang direncanakan berbentuk bujur sangkar, maka ukuran
sisi-sisi dari saluran masuk adalah:
SM
SM A
S =
= 99,55 = 9,97 mm
4.3.5. Saluran Penambah
Selama masa terjadinya pembekuan logam cair dalam rongga cetakan akan
terjadi penyusutan. Untuk mengimbangi penyusutan tersebut, maka diperlukan
tambahan logam cair kedalam rongga cetakan dan harus membeku lebih lambat
dari coran. Banyaknya penambah tergantung pada tebal dan panjang coran. Kalau
penambah terlalu besar, maka persentase terpakai akan dikurangi dan kalau
penambah terlalu kecil akan terjadi rongga penyusutan. Oleh karena itu penambah
harus mempunyai ukuran yang cocok.
Penambah digolongkan menjadi dua macam, penambah samping dan
penambah atas. Penambah samping diletakkan disamping coran dan langsung