SKRIPSI
TEKNIK PENGECORAN LOGAM
PERANCANGAN DAN PEMBUATAN SPROKET CONVEYOR
YANG MEMPUNYAI DAYA 11 KW DAN PUTARAN 32 RPM
DENGAN PROSES PENGECORAN LOGAM
MENGGUNAKAN CETAKAN
PASIR
Skripsi Yang Diajukan Untuk Memenuhi Syarat Memperoleh Gelar Sarjana Teknik
OLEH :
RANTO REALDY SINAGA NIM 050421013
PROGRAM PENDIDIKAN SARJANA EKSTENSI
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
PROGRAM PENDIDIKAN SARJANA EKSTENSI
FAKULTAS TEKNIK
DEPARTEMEN TEKNIK MESIN
MEDAN
200
9 SKRIPSITEKNIK PENGECORAN LOGAM
PERANCANGAN DAN PEMBUATAN SPROKET CONVEYOR
YANG MEMPUNYAI DAYA 11 KW DAN PUTARAN 32 RPM
DENGAN PROSES PENGECORAN LOGAM
MENGGUNAKAN CETAKAN
PASIR
OLEH :
RANTO REALDY SINAGA NIM 050421013
Telah diperiksa dan diperbaiki dari hasil Sidang Periode ke-127 tanggal 30 Juni 2009
Dosen Pembimbing
UNIVERSITAS SUMATERA UTARA
PROGRAM PENDIDIKAN SARJANA EKSTENSI
FAKULTAS TEKNIK
DEPARTEMEN TEKNIK MESIN
MEDAN
2009
SKRIPSI
TEKNIK PENGECORAN LOGAM
PERANCANGAN DAN PEMBUATAN SPROKET CONVEYOR
YANG MEMPUNYAI DAYA 11 KW DAN PUTARAN 32 RPM
DENGAN PROSES PENGECORAN LOGAM
MENGGUNAKAN CETAKAN
PASIR
OLEH :
RANTO REALDY SINAGA
NIM 050421013
Telah diperiksa dan diperbaiki dari hasil Sidang Periode ke-127 tanggal 30 Juni 2009
Dosen Penguji I Dosen Penguji II
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa karena berkat dan karunia-Nya penulis dapat menyelesaikan Skripsi ini dengan baik. Skripsi ini adalah salah satu syarat yang harus dipenuhi untuk menyelesaikan Program Studi Strata-1 di Departemen Teknik Mesin, Fakultas Teknik Universitas Sumatera Utara.
Adapun Skripsi ini diambil dari mata kuliah Teknik Pengecoran Logam dengan judul Rancangan dan Pembuatan Sproket Conveyor dengan Proses Pengecoran Menggunakan Cetakan Pasir. Skripsi ini disusun berdasarkan survei dan data – data praktis dari lapangan serta melalui pembahasan dan studi literatur.
Pada kesempatan ini penulis ingin mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Orang tua saya tercinta, Ir. Djisman Sinaga dan Tianggur Hutabalian yang telah membesarkan penulis, membimbing, memberikan kasih sayang, perhatian baik spiritual maupun material serta semangat yang begitu besar kepada penulis mulai awal kuliah hingga penyelesaian Skripsi ini.
2. Ibu Ir. Raskita S. Meliala yang telah meluangkan waktu dan pikiran serta kesabaran dalam membimbing dan mengajar penulis untuk menyelesaikan Skripsi ini.
4. Seluruh Staff Pengajar di Departemen Teknik Mesin USU yang telah mengajar dan membimbing penulis selama perkuliahan.
5. Bapak Hartono dan Staff CV. Baja Pertiwi, yang telah memberikan tempat untuk survei Skripsi ini.
6. Bapak Ir. Pander Sitindaon, yang telah meluangkan waktu dan pikiran dalam membimbing pada saat survei Skripsi ini.
7. Seluruh rekan-rekan mahasiswa Departemen Teknik Mesin USU, khususnya Angkatan 2005 atas masukan dan bantuannya dalam menyelesaikan Skripsi ini. 8. Semua teman-teman saya, Riston Purba, Rikkon, Riston Aruan, Mastria, Reynold,
Berenlit yang telah memberikan dukungan, semangat dan motivasi kepada penulis dalam menyelesaikan Skripsi ini.
Penulis sadar bahwa Skripsi ini masih belum sempurna dikarenakan keterbatasan penulis. Untuk itu penulis tetap mengharapkan saran dan kritik yang sifatnya membangun untuk kesempurnaan Skripsi ini.
Akhir kata penulis berharap semoga Skripsi ini bermanfaat bagi siapa saja yang membaca, baik sebagai bahan masukan ataupun sebagai bahan perbandingan.
Medan, Mei 2009
Penulis
Ranto Realdy Sinaga
DEPARTEMEN TEKNIK MESIN AGENDA: 214 /TS/2009 FAKULTAS TENIK U.S.U DITERIMA TGL.: / /2009
MEDAN PARAF :
TUGAS SARJANA
NAMA : RANTO REALDY SINAGA
NIM : 050421013
MATA PELAJARAN : TEKNIK PENGECORAN LOGAM
SPESIFIKASI : Perancangan dan pembuatan sproket conveyor yang mempunyai daya 11 kW dan putaran 32 rpm dengan proses pengecoran logam menggunakan cetakan pasir.
Perancangan meliputi : 1. Perhitungan
2. Ukuran Pola 3. Gambar Cetakan
Diberikan Tgl. : 12 / 03 / 2009 Selesai Tgl : 12 / 05 / 2009
Medan, 12 / 03 / 2009 Dosen Pembimbing,
Ir. Raskita S.Meliala NIP. 130 353 111 DEPARTEMEN TEKNIK MESIN
Ketua Departemen Teknik Mesin,
Dr. Ing. Ikhwansyah Isranuri NIP. 132 018 668
KARTU BIMBINGAN
TUGAS SARJANA MAHASISWA
N0 :214 / TS / 2009Sub. Program Studi : Teknik Mesin Bidang Tugas : Pengecoran Logam
Judul Tugas : Perancangan dan pembuatan sproket conveyor yang mempunyai daya 11 kW dan putaran 32 rpm dengan proses pengecoran logam menggunakan cetakan pasir.
Diberikan Tanggal : 12 Maret 2009 Selesai Tanggal : 12 Mei 2009 Dosen Pembimbing : Ir.Raskita S.Meliala Nama Mahasiswa : Ranto Realdy S
NIM : 050421013
NO Tanggal Kegiatan Asistensi
Bimbingan
Tanda Tangan Dosen Pembimbing
1 12-03-2009 Pengambilan spesifikasi tugas 2 18-03-2009 Survei Studi
3 02-04-2009 Asistensi Bab I dan Bab II
4 27-04-2009 Lanjutkan dan perbaiki
5 30-04-2009 Asistensi Bab III lanjut Bab IV
6 30-04-2009 Lanjutkan Bab V
7 07-05-2009 Gambar
8 12-05-2009 Perbaiki Gambar
9 19-05-2009 Selesai, siap diseminarkan
CATATAN :
Diketahui
1. Kartu ini harus diperlihatkan kepada Dosen Pembimbing Ketua Departemen Teknik Mesin Setiap asistensi. FT. U.S.U
2. Kartu ini dijaga bersih dan rapi.
3. Kartu ini harus dikembalikan ke Departemen, bila Kegiatan asistensi telah selesai.
DAFTAR ISI
KATA PENGANTAR... i
LEMBAR SPESIFIKASI TUGAS ... iii
KARTU BIMBINGAN TUGAS AKHIR... iv
EVALUASI SEMINAR ... v
DAFTAR ISI... viii
DAFTAR GAMBAR... xii
DAFTAR TABEL ... xiii
DAFTAR SIMBOL... xiv
BAB I PENDAHULUAN... 1
1.1Latar belakang... 1
1.2Maksud dan tujuan perencanaan... 2
1.3Batasan masalah... 3
1.4Sistematika penulisan... 3
BAB II TINJAUAN PUSTAKA ... 5
2.1 Pendahuluan... 5
2.2 Diagram keseimbangan paduan dan TTT diagram... 7
2.2.1 Pernyataan dengan diagram keseimbangan ... 7
2.2.2 Proses pertumbuhan struktur besi cor ... 9
2.2.3 Diagram waktu dan temperatur transformasi... 13
2.3.1 Pembagian bahan coran ... 16
2.4 Baja cor ... 17
2.5 Baja paduan... 18
2.6 Struktur dan sifat-sifat baja cor... 20
2.6.1 Stuktur coran baja ... 20
2.6.2 Sifat-sifat coran baja karbon ... 21
2.7 Struktur dan sifat-sifat baja cor khusus... 22
2.7.1 Baja cor paduan rendah... 23
2.7.2 Baja cor tahan karat ... 25
2.7.3 Struktur dan sifat-sifat dari baja cor tahan panas... 26
2.7.4 Struktur dan sifat-sifat dari baja cor mangan tinggi ... 27
2.8 Pola ... 27
2.8.1 Macam-macam pola... 28
2.8.2 Penentuan penambahan penyusutan ... 31
2.8.3 Telapak inti ... 31
2.9 Rencana pengecoran ... 33
2.9.1 Istilah-istilah dan fungsi dari sistem saluran... 33
2.9.2 Bentuk dan bagian-bagian sistem saluran... 34
2.9.3 Penambah... 36
2.10 Pasir cetak ... 37
2.10.1 Syarat-syarat pasir cetak ... 37
2.10.2 Macam-macam pasir cetak ... 39
2.11 Peleburan logam... 42
2.11.1 Dapur induksi... 42
2.12 Penuangan logam cair ... 44
2.13 Waktu Tuang... 46
BAB III PERENCANAAN SPROKET CONVEYOR ... 47
3.1 Pendahuluan... 47
3.2 Daya yang dibutuhkan untuk memutar conveyor ... 49
3.3 Perencanaan poros sproket... 49
3.4 Perencanaan pasak ... 52
3.5 Perencanaan sproket conveyor... 55
3.5.1 Diameter lingkaran jarak bagi (diameter pitch) ... 56
3.5.2 Diameter luar sproket... 56
3.5.3 Diameter naf... 57
3.6 Tegangan yang terjadi pada sproket conveyor... 58
3.7 Material untuk sproket conveyor ... 58
BAB IV PERENCANAAN CETAKAN ... 60
4.1 Pemilihan pola ... 60
4.2 Penentuan tambahan penyusutan ... 61
4.3 Ukuran pola... 61
4.4 Ukuran inti ... 63
4.4.1 Penyangga inti... 65
4.5 Sistem saluran ... 66
4.5.2 Cawan tuang... 69
4.5.3 Sistem pengalir... 70
4.5.4 Saluran masuk... 70
4.6 Saluran penambah... 71
4.6.1 Ukuran penambah ... 73
4.7 Pemberat ... 75
4.8 Pembuatan cetakan pasir... 76
BAB V PELEBURAN DAN PENUANGAN... 78
5.1 Bahan baku sproket conveyor... 78
5.2 Peleburan logam... 79
5.3 Perhitungan metal cair ... 80
5.4 Pengaruh unsur logam terhadap bahan ... 82
5.5 Penuangan logam cair ... 84
5.6 Kecepatan dan waktu penuangan... 84
5.7 Pembongkaran coran... 86
BAB VI KESIMPULAN DAN SARAN ... 87
6.1 Kesimpulan ... 87
6.2 Saran ... 90
DAFTAR PUSTAKA... 91
DAFTAR GAMBAR
Hal
Gambar 2.1 Jenis produk yang dihasilkan ... 5
Gambar 2.2 Sproket conveyor ... 6
Gambar 2.3 Penjelasan diagram keseimbangan dari paduan biner ... 8
Gambar 2.4 Diagram keseimbangan besi-karbida besi ... 13
Gambar 2.5 Diagram waktu dan temperatur transformasi... 15
Gambar 2.6 Penggolongan bahan coran ... 17
Gambar 2.7 Baja cor karbon 0,2%, pembesaran 100 X... 20
Gambar 2.8 Baja cor karbon 0,8%, pembesaran 400 X... 20
Gambar 2.9 Pengaruh kandungan karbon dan perlakuan panas ... 22
Gambar 2.10 Data pengujian tarik panas dari baja cor karbon... 22
Gambar 2.11 Kadar karbon dan kekerasan maksimum baja ... 24
Gambar 2.12 Pola tunggal ... 28
Gambar 2.13 Pola belahan ... 29
Gambar 2.14 Pola setengah ... 29
Gambar 2.15 Pola belahan banyak ... 29
Gambar 2.16 Pola pelat pasangan... 30
Gambar 2.17 Pola pelat kup dan drag... 30
Gambar 2.18 Telapak inti bertumpu dua mendatar ... 32
Gambar 2.20 Telapak inti tegak bertumpu dua ... 32
Gambar 2.21 Telapak inti untuk penghalang (sebagian) ... 33
Gambar 2.22 Sistem pengisian ... 34
Gambar 2.23 Ukuran cawan tuang ... 35
Gambar 2.24 Perpanjangan pengalir... 36
Gambar 2.25 Bentuk saluran masuk ... 36
Gambar 2.26 Penambah samping dan penambah atas... 37
Gambar 2.27 Pasir silika (SiO ) ... 40 2 Gambar 2.28 Beberapa inti yang sudah dipanaskan ... 41
Gambar 2.29 Pengikat khusus inti (resin dan air kaca) ... 42
Gambar 2.30 Tanur induksi jenis krus... 44
Gambar 2.31 Ladel jenis penyumbat ... 45
Gambar 2.32 Temperatur penuangan yang disarankan ... 45
Gambar 3.1 Diagram alir proses kerja conveyor ... 48
Gambar 3.2 Ukuran-ukuran sproket conveyor ... 57
Gambar 4.1 Tambahan penyelesaian mesin untuk coran baja... 61
Gambar 4.2 Sproket conveyor yang dirancang... 62
Gambar 4.3 Ukuran pola yang dirancang ... 64
Gambar 4.4 Saluran turun... 68
Gambar 4.5 Cawan tuang... 69
Gambar 4.6 Sistem pengalir... 70
Gambar 4.7 Saluran masuk... 71
Gambar 4.9 Kurva Pellini ... 73
DAFTAR TABEL
Hal
Tabel 2.1 Tambahan penyusutan yang disarankan ... 31
Tabel 2.2 Temperatur penuangan untuk beberapa coran ... 38
Tabel 3.1 Baja karbon untuk kontruksi mesin dan baja batang yang defenisi
dingin untuk poros ... 50
Tabel 3.2 Harga Kt... 51
Tabel 3.3 Dimensi standar rantai ... 55
Tabel 4.1 Ukuran dari saluran turun, pengalir dan saluran masuk untuk coran
baja cor... 67
Tabel 5.1 Komposisi bahan sproket conveyor yang diinginkan ... 78
DAFTAR SIMBOL
SIMBOL
KETERANGAN
SATUAN
ds Diameter poros mm
σut Tegangan tarik besi cor kelabu
2
mm kgf
Pmotor Daya motor listrik kW
g Percepatan gravitasi
2
s m
p Tekanan permukaan
2
mm kgf
Dp Diameter lingkaran jarak bagi mm
DK Diameter luar sproket mm
DB Diameter naf mm
i
p Jarak bagi rantai mm
z Jumlah gigi -
T Torsi kgf. mm
σ b Tegangan tarik bahan
2
mm kgf
a
Tegangan geser yang diijinkan pada poros
2
mm kgf
k
Tegangan geser yang ditimbulkan pada
pasak
2
ka Tegangan geser yang diijinkan pada pasak 2 mm
kgf
s
Tegangan geser pada sproket
2
mm kgf
Sf1 Faktor keamanan yang bergantung -
pada jenis bahan
Sf2 Faktor keamanan yang bergantung -
pada jenis bahan
t Waktu tuang det
V Volume m3
Wc Berat cairan logam yang dituang kgf
γ, Berat jenis baja cor 3
m kgf
Winti Berat inti kgf
sand Berat jenis pasir 3
m kgf
Ast Luas saluran turun mm2
dst Diameter saluran turun mm
hst Tinggi saluran turun mm
Asm Luas saluran masuk mm2
dsm Diameter saluran masuk mm
nsm Jumlah saluran masuk buah
P Panjang coran mm
L Lebar coran mm
Tc Tebal coran mm
JP Jarak pengisian mm
np Jumlah penambah -
dp Diameter penambah mm
BAB I
PENDAHULUAN
1.1 Latar Belakang
Dengan banyaknya kebutuhan akan sarung tangan medis di luar negeri
dan dengan banyaknya perusahaan sarung tangan yang diikuti dengan berdirinya
pabrik - pabrik sarung tangan di Indonesia. Sehingga pabrik pengolahan tersebut
membutuhkan komponen – komponen mesin untuk mengolah latex menjadi
sarung tangan, komponen – komponen yang dimaksud diantaranya adalah sproket
conveyor.
Sproket conveyor ini berfungsi untuk mentransmisikan daya dan putaran
dari motor penggerak ke gear box kemudian diturunkan putarannya di sproket 1
dan 2 kemudian ditransmisikan putarannya di sproket conveyor penggerak model
yang digerakan melalui sebuah rantai, sehingga model sarung tangan dapat
dipindahkan dari satu tempat ke tempat yang lain searah pergerakkan rantai.
Sproket conveyor yang digunakan untuk kebutuhan di PT. Mahakarya Inti
Buana dibuat dengan menggunakan teknik pengecoran logam menggunakan
cetakan pasir yang relatif mudah dan ekonomis.
Pengecoran logam merupakan suatu proses yang dinamis dimana
prosesnya terus berkembang untuk meningkatkan mutunya. Di negara-negara
berkembang, industri pengecoran logam telah menjadi suatu prioritas seperti
halnya di Indonesia. Perkembangan industri logam dan industri konstruksi
pengecoran luar negeri sehingga dapat menambah devisa negara.
Dengan melihat semakin pesatnya perkembangan dan kebutuhan akan
hasil pengecoran logam maka penulis mengadakan suatu perancangan dan
pembuatan tentang proses perancangan sproket conveyor untuk kebutuhan di PT.
Mahakarya Inti Buana.
Dalam melakukan perancangan ini, penulis mengadakan survei lapangan
di PT. Mahakarya Inti Buana dan di pabrik pengecoran di CV. Baja Pertiwi Jl
Tanjung Morawa Km 7,5 No. 62B Medan. CV Baja Pertiwi adalah salah satu
perusahaan pengecoran logam yang menerima mahasiswa yang melakukan kerja
praktek, survei studi dan penelitian. Produksi dari perusahaan ini antara lain: Roda
gigi, sproket conveyor, roda kereta api, worm screw press, dan
komponen-komponen dari pabrik sarung tangan dan lain sebagainya.
1.2Maksud dan Tujuan Perencanaan
Adapun maksud dari perencanaan ini adalah untuk mengamati secara
langsung di lapangan proses pembuatan sproket conveyor untuk kebutuhan di PT.
Mahakarya Inti Buana dengan proses pengecoran logam menggunakan cetakan
pasir, yaitu mulai dari proses perhitungan ukuran dimensi sproket, pembuatan
pola, pembuatan cetakan hingga produk jadi sproket. Dengan melihat secara
langsung maka mahasiswa dapat membandingkan teori yang diperoleh
diperkuliahan dan praktek laboratorium pengecoran logam di Departemen Teknik
Mesin USU.
1. Merancang ukuran-ukuran dimensi sproket conveyor untuk kebutuhan di
PT. Mahakarya Inti Buana
2. Pemilihan bahan material sproket conveyor sesuai dengan sifat-sifat
mekanis material yang diinginkan.
3. Merencanakan dimensi pola, merancang cetakan, mulai dari pemilihan
jenis cetakan, pemilihan bahan baku.
4. Untuk mengetahui proses peleburan, penuangan dan pembongkaran dalam
pembuatan sproket conveyor yang digunakan di PT. Mahakarya Inti
Buana.
1.3Batasan Masalah
Dalam perencanaan ini penulis hanya membahas tentang perancangan dan
pembuatan sproket conveyor di PT. Mahakarya Inti Buana yang meliputi:
a. Pembuatan pola
b. Pembuatan cetakan
c. Peleburan, penuangan dan pembongkaran
1.4 Sistematika Penulisan
Sistematika penulisan dalam perencanaan sproket ini dilakukan dengan
menggunakan tiga metode yaitu :
a. Metode Pengamatan (Observasi)
Melakukan pengamatan langsung terhadap proses pembuatan sproket
conveyor dari bahan baku sampai barang jadi.
Metode ini dilakukan dengan wawancara langsung kepada operator serta
kepala bagian yang bertanggung jawab disetiap bagiannya sewaktu melakukan
orientasi di perusahaan.
c. Metode Penulisan
Menganalisa data – data yang didapat di lapangan dan juga studi literatur
untuk mempermudah didalam penulisan. Adapun bab – bab yang akan diuraikan
pada halaman berikutnya adalah :
1. Bab I Pendahuluan
Bab ini mencakup latar belakang, maksud dan tujuan perencanaan,
batasan masalah dan sistematika penulisan.
2. Bab II Tinjauan Pustaka
Bab ini berisikan tentang teori-teori, dan faktor dan hal-hal yang
mempengaruhi perencanaan.
3. Bab III Perencanaan Sproket Conveyor
Bab ini menguraikan tentang perencanaan sproket conveyor yang
meliputi perhitungan, ukuran sproket conveyor dan pemilihan bahan.
4. Bab IV Perencanaan Cetakan
Bab ini menguraikan tentang perencanaan cetakan mulai dari cetakan,
pembuatan pola sampai proses penyelesaian akhir.
5. Bab V Peleburan dan Penuangan
Bab ini menguraikan tentang peleburan, penuangan dan pembongkaran,
mulai dari peleburan, perhitungan metal cair dan penuangan dan
pembongkaran coran.
Bab ini menerangkan secara garis besar atau rangkuman mengenai hasil
BAB II
TINJAUAN PUSTAKA
2.1 Pendahuluan
Pengecoran logam merupakan salah satu proses pembentukan logam
dengan menggunakan cetakan yang kemudian diisi dengan logam cair. Pada
proses pengecoran logam bahan baku dicairkan dengan cara memanaskannya
hingga mencapai titik lebur, kemudian cairan logam ini dituang ke dalam rongga
cetakan yang telah disediakan sebelumnya. Logam cair dibekukan dengan cara
membiarkannya selama waktu tertentu sampai logam cair seluruhnya membeku
kemudian dilakukan pembongkaran cetakan.
Banyak material yang dihasilkan dengan proses pengecoran logam
terutama untuk produk-produk industri manufaktur misalnya roda gigi, sproket
conveyor, worm screw press, roda kereta api, dan komponen-komponen dari
sarung tangan dan lain sebagainya seperti terlihat pada gambar 2.1.
Sproket conveyor ini terdapat pada mesin pembuat sarung tangan medis di
PT. Mahakarya Inti Buana. Fungsi dari sproket conveyor adalah untuk
mentransmisikan daya dan putaran dari motor penggerak ke gear box kemudian
diturunkan putarannya di sproket 1 dan 2 kemudian ditransmisikan putarannya di
sproket conveyor penggerak model yang digerakan melalui sebuah rantai,
sehingga model sarung tangan dapat dipindahkan dari satu tempat ke tempat yang
lain searah pergerakkan rantai.
Berikut ini adalah gambar dari sproket conveyor seperti terlihat pada gambar 2.2.
Gambar 2.2 Sproket conveyor
Dalam proses pengecoran sproket conveyor menggunakan cetakan pasir,
ada beberapa hal yang perlu diperhatikan yaitu : pemilihan material, pembuatan
dimensi sproket, pembuatan pola, sistem rencana pengecoran (saluran turun,
cawan tuang, pengalir, saluran masuk dan penambah), pasir cetak, peleburan,
penuangan, pengujian.
Sproket conveyor yang digunakan terbuat dari bahan baja cor yaitu baja
paduan. Baja merupakan paduan yang terbuat dari besi, karbon dan unsur lain.
kekerasan dan kekuatan baja. Kandungan karbon didalam baja sekitar (0,2 – 0,7)
%, sedangkan unsur lain dibatasi persentasenya. Unsur paduan yang bercampur di
dalam lapisan baja untuk membuat baja bereaksi terhadap pengerjaan panas atau
menghasilkan sifat-sifat khusus. Baja merupakan logam yang paling banyak
digunakan dalam bidang keteknikan seperti pembentukan plat, lembaran, pipa,
batang, profil dan sebagainya.
Unsur karbon adalah unsur campuran yang sangat penting dalam
pembentukan baja, jumlah persentase dan bentuknya membawa pengaruh yang
besar terhadap sifatnya. Tujuan penambahan unsur campuran lain ke dalam baja
adalah untuk mengubah pengaruh unsur karbon. Apabila dibandingkan dengan
kandungan karbonnya maka dibutuhkan sejumlah besar unsur campuran lain
yang menghasilkan sifat yang dikehendaki pada baja. Unsur-unsur campuran itu
yaitu Posfor (P), Sulfur (S), Mangan (Mn), Molibden (Mb), Nikel (N) dan Chrom
(Cr).
2.2 Diagram Keseimbangan Paduan dan Diagram Waktu dan Temperatur
Transformasi (TTT Diagram)
2.2.1 Pernyataan dengan diagram keseimbangan
Suatu paduan terdiri dari larutan padat, senyawa antar-logam dan logam
murni. Dalam diagram ini ditunjukkan ketergantungan dari perubahan-perubahan
fasa terhadap temperatur komposisi (perbandingan antara unsur-unsur penyusun),
dalam satu diagram yang disebut diagram keseimbangan. Diagram ini sangat
berguna untuk mengetahui sifat-sifat paduan. Paduan antara dua unsur disebut
mempunyai diagram keseimbangan sendiri tetapi diagram keseimbangan paduan
terner lebih sulit. Karena itu disini hanya dibahas paduan biner saja.
Perunggu adalah suatu paduan antara tembaga dan timah, dan besi cor atau
baja cor, adalah paduan antara besi dan karbon, yang sesungguhnya
masing-masing masih mengandung unsur-unsur lain, tetapi unsur-unsur tersebut tidak
memberikan pengaruh banyak terhadap sifat-sifat utamanya. Oleh karena itu
paduan-paduan tersebut dapatlah dianggap sebagai paduan biner. Tentunya
apabila kandungan unsur-unsur lain memberikan pengaruh besar pada sifat
paduan, maka harus dianggap sebagai paduan terner atau kwarter.
Pada diagram keseimbangan paduan biner, ordinatnya adalah temperatur
dan absisnya dalah komposisi dari paduan, dimana titik A dan B masing-masing
merupakan logam murni A dan B, seperti ditunjukkan dalam Gambar 2.3. Titik P
antara A dan B berarti paduan yang mengandung A dan B masing-masing dalam
perbandingan
AB PB
dan
AB AP
. Ini disebut hubungan tuas, sebab sama seperti tuas
pada timbangan, kalau diumpamakan bahwa logam murni A dan B digantung
pada titik A dan B pada perbandingan berat
AB PB
dan
AB AP
. Ttitik Q menyatakan
keadaan paduan dari komposisi P pada temperatur T.
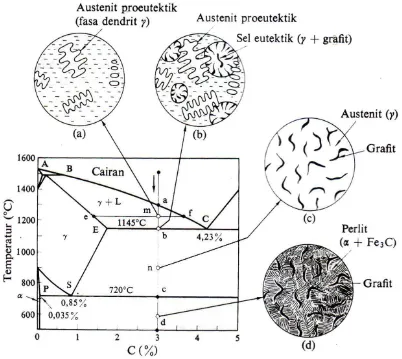
2.2.2 Proses pertumbuhan struktur besi cor
Struktur besi cor ditentukan oleh komposisi dari besi dan karbon. Gambar
2.4 adalah diagram keseimbangan besi-karbon. Dari diagram ini dapat dipelajari
bagaimana fasa berubah dan struktur apa yang timbul kalau besi cor yang
mengandung 3 % karbon membeku dan didinginkan sampai temperatur kamar.
Pembekuan paduan mulai pada titik a dan berakhir pada titik b yang berarti bahwa
ada daerah temperatur pembekuan dimana temperatur berubah selama pembekuan
paduan itu.
Struktur pada titik m selama majunya pembekuan ditunjukkan dalam
gambar (a), dimana kristal-kristal dendrit berada dalam cairan. Fasa padat dalam
keadaan ini adalah larutan padat , yang mempunyai kandungan karbon pada titik
e. Larutan padat disebut austenit, dan berbentuk seperti cabang-cabang sebuah
pohon. Kristal-kristal ini mula-mula muncul selama pembekuan, oleh karena itu
disebut kristal-kristal mula.
Kandungan karbon dari austenit ini ada pada titik e, sehingga kandungan
karbon dari fasa cair dipekatkan yang ditunjukkan oleh titik f. Selanjutnya apabila
pembekuan berlanjut ke titik b, kandungan karbon dari austenit ada pada E dan
kepekatan dari cairan ada pada C. Kemudian cairan yang tinggal mulai membeku.
Butir-butir kristal dari pembekuan larutan sisa ini adalah campuran
potongan-potongan halus dari grafit dan austenit seperti ditunjukkan pada gambar (b). Ini
disebut kristal eutektik dan tiap butir eutektik yang timbul sedikit demi sedikit
dengan tetangganya pada akhir pembekuan. Selama proses ini temperatur tetap
(kira-kira 1.145°C).
Struktur eutektik terbentuk sedemikian sehingga paduan membeku
serempak dari fasa cair dan membentuk dua fasa yang tercampur halus. Tetapi,
seperti pada besi cor, cabang-cabang grafit tumbuh radial bersama-sama dengan
pertumbuhan sel eutektik, dan dendrit austenit menjadi tidak jelas, sehingga
akhirnya struktur menjadi austenit dengan grafit yang tersebar, seperti ditunjukkan
pada gambar (c).
Ketika temperatur turun ke 720°C setelah seluruhnya menjadi beku,
larutan padat terurai menjadi dua fasa yaitu larutan padat dan karbid besi.
Gejala ini disebut transformasi eutektoid dan khususnya disebut tansformasi A1
untuk paduan besi karbon.
Larutan padat dari transformasi ini disebut ferit, dan karbida besi Fe3C
disebut sementit. Keduanya membentuk lapisan-lapisan tipis tertumpuk
bergantian. Struktur ini disebut perlit. Kalau laju pendinginan diperkecil, larutan
padat terurai menjadi larutan padat dan grafit.
Baja pada dasarnya ialah besi (Fe) dengan tambahan unsur karbon (C)
sampai dengan 1,67% (maksimal). Bila kadar unsur karbon (C) lebih dari 1,67%,
maka material tersebut biasanya disebut sebagai besi cor (Cast Iron).
Makin tinggi kadar karbon dalam baja, maka akan mengakibatkan hal- hal sbb :
a. Kuat leleh dan kuat baja akan naik.
b. Keliatan / elongasi baja berkurang.
oleh karena itu adalah penting agar kita dapat menekan kandungan karbon pada
kadar serendah mungkin untuk dapat mengantisipasi berkurangnya keliatan dan
sifat sulit dilas diatas, tetapi sifat kuat leleh dan kuat tariknya tetap tinggi.
Penambahan unsur – unsur ini dikombinasikan dengan proses heat treatment akan
menghasilkan kuat tekan yang lebih tinggi, tetapi keuletan dan keliatan, dan
kemampuan khusus lainnya tetap baik. Unsur – unsur tersebut antara lain:
Mangan (Mn), Chromium (Cr), Molybdenum (Mo), Nikel (Ni) dan tembaga (Cu).
Sifat fisik dari berbagai jenis baja dan paduannya pada temperatur tertentu
tergantung dari kadar karbon dan bagaimana proses distribusinya. Sebelum
dikeraskan dengan proses heat treatment, baja umumnya memiliki struktur: ferit,
perlit, dan sementit.
1. Fasa Ferit
Ferit terbentuk dibawah temperatur 910°C. Struktur BCC dapat timbul
pada temperatur diatas 723°C dan bersifat non magnetik pada temperatur antara
771°C – 910°C. Ferit adalah larutan padat karbon (C) di dalam besi alpha.
Merupakan komponen terlunak dari baja dan sangat lunak dan ulet. Disebut juga
besi murni, dimana larutan karbon (C) 0,025%, dapat bersifat fero magnetik
dibawah 90°C.
2. Fasa Sementit
Sementit adalah komponen terkeras dan paling rapuh dari baja. Disaat
kandungan karbonnya 6,67%, terjadi kombinasi ferit dan perlit. Sementit ini
disebut juga besi karbida, terjadi dibawah temperatur 1400°C, dan berstruktur
kristal orthorhombic.
Merupakan campuran ferit dan sementit yang stabil pada temperatur kamar
dibawah 723°C dan persentase karbon 0,83%. Memiliki sifat fisik seperti yang
terdapat pada sementit (sangat keras) dan ferit (sangat lunak). Pembentukan perlit
hanya terjadi pada saat karbon dengan persentase 0,83% dengan pasti mengisi
kebutuhan sementit. Jika tidak terdapat jumlah karbon yang cukup, atau kurang
dari 0,83% karbon, maka karbon dan besi akan bergabung membentuk sementit
sampai seluruh karbon dapat terkonsumsi.
Ketangguhan dan kekerasan baja tidak terlalu tergantung oleh heat
treatment, tetapi tergantung sama tiga komposisi utama tersebut. Jika kandungan
karbon meningkat, maka jumlah ferit berkurang dan jumlah perlit meningkat
sampai baja mengandung 0,8% karbon, keseluruhannya merupakan komposisi
perlit. Baja dengan karbon lebih dari 0,8% karbon merupakan campuran perlit dan
sementit. Pada saat meningkatnya temperatur maka akan mengalami perubahan
ferit dan perlit menjadi bentuk allotropic dari paduan iron-carbon (austenit), yang
memiliki sifat kelarutan semua karbon bebas dalam logam. Jika baja didinginkan
secara lambat, austenit menjadi ferit dan perlit, tapi jika pendinginan cepat
Gambar 2.4 Diagram keseimbangan besi-karbida besi
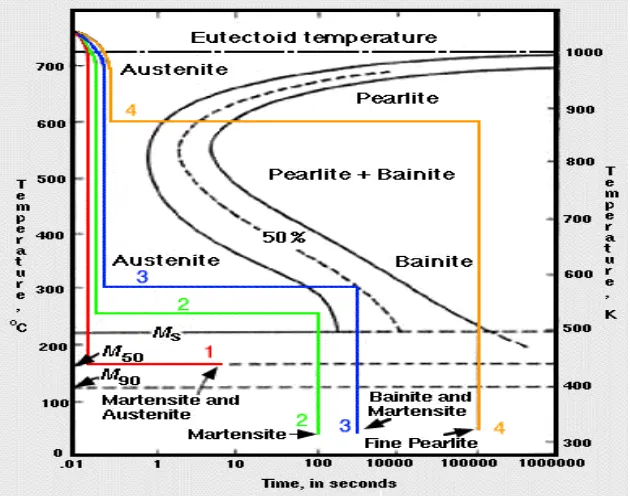
2.2.3 Diagram waktu dan temperatur transformasi
TTT Diagram merupakan salah satu jenis dari diagram material yang bisa
digunakan untuk memprediksi hasil akhir dari suatu transformasi. TTT diagram
lebih sederhana daripada Fe C diagram. 3
Banyak ahli metalurgi berpendapat bahwa waktu dan temperatur transformasi
austenite mempunyai pengaruh yang besar terhadap produk hasil transformasi dan
properties baja. Karena austenit tidak stabil di bawah temperatur kritis bawah,
sangat penting untuk diketahui berapa lama waktu yang dibutuhkan untuk austenit
tersebut pada temperatur konstan dibawah temperatur kritis bawah. Proses
transformasi tersebut dinamakan Transformation Temperature Time (TTT).
Kalau baja diaustenitkan, kemudian dicelup dingin pada temperatur di
bawah titik transformasi dan dibiarkan, untuk sementara waktu austenit berada
dalam keadaan metastabil, dan setelah waktu inkubasi tertentu terjadi
transformasi. Dengan merubah-rubah keadaan di atas transformasi dibiarkan pada
temperatur tetap, maka diagram transformasi waktu temperatur. Seperti
ditunjukkan dalam Gambar 2.5, proses dimana struktur martensit didapat dengan
pencelupan dingin tiba-tiba setelah dibiarkan berada sebagai austenit yang
metastabil, proses ini disebut austenit (ausforming)
Martensit yang dibuat dengan olah austenit, dibandingkan dengan
martensit yang didapat dengan proses biasa, mempunyai struktur mikro yang
halus, cacat kisinya yang sangat banyak, dan kekuatan yang sangat tinggi. Jadi
kalau baja di temper, akan didapat kekuatan, keliatan dan keuletan yang tidak bisa
dicapai oleh proses pengerasan dan penemperan baja yang biasa. Untuk
mendapatkan sifat-sifat yang sangat baik perlu pemilihan baja, yaitu yang
mempunyai waktu permulaan transformasi yang lebih lama dari perlit dan bainit,
suau daerah austenit metastabil di dalam S, dan yang akan menjadi fasa martensit
karena pencelupan dingin.
Bentuk diagram tergantung dengan komposisi kimia terutama kadar karbon
dalam baja. Untuk baja dengan kadar karbon kurang dari 0.83% yang ditahan
suhunya dititik tertentu, akan menghasilkan struktur perlit dan ferit. Bila ditahan
suhunya pada titik tertentu tapi masih disisi sebelah atas garis horizontal, maka
suhunya pada titik tertentu dibawah garis horizontal, maka akan mendapat struktur
martensit (sangat keras dan getas). Ukuran butir sangat dipengaruhi oleh tingginya
suhu pemanasan, lamanya pemanasan dan semakin lama pemanasannya akan
timbul butiran yang lebih besar. Semakin cepat pendinginan akan menghasilkan
ukuran butir yang lebih kecil.
Keterangan :
Ms = martensit start
M50= 50 % austenit ketika ditemper, bertransformasi menjadi martensit.
M90= 90 % austenit ketika ditemper, bertransformasi menjadi martensit
A U S T E N I T S T A B I L P E R L I T
B A I N I T D A N M A R T E N S I T M A R T E N S I T
M A R T E N S I T D A N A U S T E N I T A U S T E N I T + P E R L I T + C A R B I D A
[image:34.595.150.465.223.471.2]%
2.3 Sifat – Sifat Logam Cair
Logam cair pada umumnya mempunyai sifat yang sama dengan air. Tetapi
ada hal – hal yang membedakannya yaitu :
a. Cairnya suatu logam dipengaruhi oleh temperatur dan akan cair seluruhnya
pada temperatur tinggi, sedangkan pada temperatur rendah berbeda dengan
air karena pada temperatur rendah terdapat inti – inti kristal.
b. Berat jenis logam cair lebih besar daripada berat jenis air, sehingga
menyebabkan perbedaan aliran pada logam dimana aliran logam cair
mempunyai kelembaman dan gaya tumbuk yang besar.
c. Air dapat menyebabkan permukaan dinding wadah basah, sedangkan
logam cair tidak. Oleh karena itu apabila logam cair mengalir diatas
permukaan cetakan pasir, ia tidak meresap ke dalam cetakan pasir asalkan
jarak antara partikel - partikel pasir cukup kecil.
Kekentalan dari logam cair sangat berpengaruh terhadap aliran logam cair
yang nantinya akan digunakan proses pengecoran. Kekentalan ini juga tergantung
pada temperatur dimana pada temperatur tinggi kekentalan menjadi rendah dan
juga sebaliknya yaitu kekentalan tinggi pada temperatur rendah. Oleh karena itu
apabila kekentalan tinggi, maka akan menyebabkan logam cair sukar mengalir
atau kehilangan mampu air.
2.3.1 Pembagian Bahan Coran
Setiap produk harus berhubungan dengan bahan (material) dasar. Hal ini
bertujuan untuk mencapai sifat – sifat yang diinginkan pada produk tersebut.
sifat dari bahan tersebut. Dalam menentukan pilihan, perancang harus
memperhatikan sifat – sifat material antara lain : kekuatan, konduktivitas (listrik),
daya hantar panas, berat jenis, dan lain – lain. Pada gambar 2.6 akan ditunjukkan
penggolongan bahan coran.
Besi Kelabu
Besi cor Kelabu paduan Besi cor mutu tinggi
Coran besi cor
Besi cor bergrafit bulat Besi cor mampu tempa Besi cor dicil
Coran baja Baja cor karbon
Baja cor paduan
CORAN Coran Paduan tembaga Brons Kuningan
Coran paduan aluminium Coran paduan magnesium Coran paduan seng Coran Paduan lain Coran paduan nikel Coran paduan timbal Coran paduan tin Lain-lain
Gambar 2.6 Penggolongan bahan coran
2.4 Baja Cor
Baja cor digolongkan kedalam baja karbon dan baja paduan. Coran baja
karbon adalah paduan besi karbon dan digolongkan menjadi 3 macam yaitu : baja
karbon rendah (C<0,20%), baja karbon menengah (0,20-0,50%) dan baja karbon
tinggi (C>0,50%). Kadar karbon yang rendah menyebabkan kekuatan rendah,
perpanjangan yang tinggi dan harga bentur serta mampu las yang baik. Baja cor
mempunyai struktur yang buruk dan sifat yang getas apabila tidak diadakan
perlakuan panas dengan cara pelunakan atau penormalan maka baja cor menjadi
ulet dan strukturnya menjadi halus. Titik cairnya kira-kira 15000C.
Baja cor paduan adalah baja cor yang ditambah unsur-unsur paduan. Salah
atau nikel dibutuhkan untuk memberikan sifat-sifat khusus dari baja paduan
tersebut misalnya sifat-sifat ketahanan aus, ketahanan asam, korosi atau keuletan.
Contoh baja cor adalah baja cor tahan karat dan baja cor tahan panas.
2.5 Baja Paduan
Baja paduan didefenisikan sebagai suatu baja yang dicampur dengan satu
atau lebih unsur campuran seperti nikel, kromium, molibdenum, vanadium,
mangan, dan wolfram yang berguna untuk memperoleh sifat-sifat yang
dikehendaki (keras, kuat dan liat), tetapi unsur karbon tidak dianggap sebagai
salah satu unsur campuran. Penambahan unsur di dalam baja karbon dapat
dilakukan dengan satu unsur atau lebih dan tergantung pada karakteristik atau
sifat-sifat baja yang dibuat. Suatu kombinasi antara dua unsur atau lebih unsur
campuran memberikan sifat khas dibandingkan dengan satu unsur campuran,
misalnya baja yang dicampur dengan kromium dan nikel akan menghasilkan baja
yang mempunyai sifat keras dan kenyal.
Adapun pengaruh unsur-unsur campuran terhadap sifat-sifat baja adalah
sebagai berikut :
1. Baja karbon mempunyai kekuatan yang terbatas dan tegangan pada
baja yang berpenampang besar harus dikurangi. Kekuatan baja dapat
dinaikkan dengan menambah unsur campuran seperti nikel, mangan,
dalam jumlah yang kecil ke dalam besi dan menguatkannya.
2. Kekenyalan baja dapat diperoleh dengan menambah sedikit nikel yang
menyebabkan butiran-butirannya menjadi halus.
3. Ketahanan pemakaian baja dapat diperoleh dengan menambah unsur
4. Kekerasan dan kekuatan baja karbon akan mulai turun bila temperatur
mencapai 2500C. Ketahanan panas dapat diperoleh dengan menaikkan
temperatur transformasi dengan cara menambahkan krom dan wolfram
atau dengan merendahkan temperatur transformasi dengan
menambahkan nikel yang menghasilkan suatu struktur austenit setelah
dilakukan pendinginan. Pertumbuhan butiran berhubungan dengan
pemanasan pada temperatur tinggi tetapi dapat diimbangi dengan
penambahan unsur nikel. Unsur kromium cenderung menaikkan
pertumbuhan butiran dan penambahan nikel akan menyebabkan baja
kromium tahan terhadap temperatur tinggi. Agar dapat memperbaiki
ketahanan baja terhadap beban rangka maka ditambahkan sejumlah
kecil molibdenum.
5. Ketahanan baja terhadap tahan karat diperoleh dengan menambahkan
unsur krom sampai 12% sehingga membentuk lapisan tipis berupa
oksida pada permukaan baja untuk mengisolasikan antara besi dengan
unsur-unsur yang menyebabkan karatan. Baja tahan karat yang paling
baik terutama pada temperatur tinggi, yaitu diperoleh dengan cara
menggunakan nikel dan kromium bersama-sama untuk menghasilkan
2.6 Struktur Dan Sifat-Sifat Baja Cor
2.6.1 Struktur coran baja
Baja karbon adalah paduan dari sistem besi-karbon. Kadar karbonnya
lebih rendah dari pada kadar karbon pada besi cor dan biasanya kurang dari 1% C.
Sebagai unsur-unsur tambahan selain karbon, baja cor mengandung 0,20 sampai
0,70% Si, 0,5 sampai 100% Mn, fosfor dibawah 0,06 dan belerang dibawah
0,06%.
Struktur mikro dari baja karbon yang mempunyai kadar karbon kurang
dari 0,8% terdiri dari ferit dan perlit. Kadar karbon yang lebih tinggi menambah
jumlah perlit. Dalam hal ini apabila kadar karbon diatas 0,8% baja ini terdiri dari
perlit dan sementit yang terpisah. Kadar karbon yang lebih tinggi menambah
jumlah sementit. Gambar 2.7 menunjukkan struktur mikro dari baja cor karbon
yang mempunyai kadar karbon 0,2% pada pembesaran 100X, yang didinginkan di
dalam tungku dari 950°C, setelah pengecoran. Bagian hitam ialah perlit dan
bagian putih ialah ferit. Gambar 2.8 menunjukkan struktur mikro dari baja cor
karbon berkadar karbon 0,8% pada pembesaran 400X yang didinginkan dalam
pembesaran 100X. pembesaran 400X
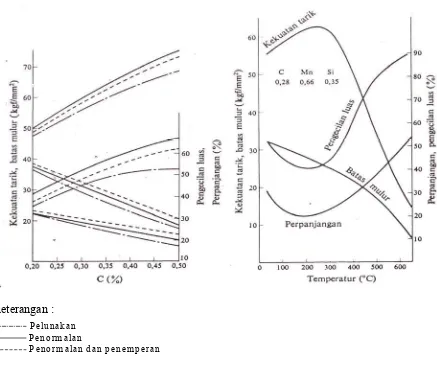
2.6.2 Sifat-sifat coran baja karbon
Kalau kadar karbon dari baja cor bertambah, kekuatannya bertambah.
Penambahan mangan juga memberikan kekuatan tarik yang lebih tinggi tetapi
pengaruhnya kurang dibandingkan dengan karbon. Coran baja karbon biasanya
dilunakkan, dinormalkan dan ditemper sebelum dipakai. Dibandingkan dengan
melunakkan, menormalkan coran baja karbon memberikan butir-butir halus dan
memberikan harga yang lebih tinggi untuk batas mulur dan serta kekuatan tarik.
Perbaikan dari sifat-sifat baja cor dengan jalan menormalkan sangat jelas
apabila kadar karbonnya lebih tinggi. Kalau coran baja ditemper pada 6500C
setelah dilunakkan, maka batas mulur, kekuatan tariknya menurun sedangkan
perpanjangan dan pengecilan luasnya lebih baik. Gambar 2.9 menunjukkan
pengaruh kadar karbon dan keadaan pengolah-panasan kepada sifat-sifat mekanis
dari coran baja karbon. Gambar 2.10 menunjukkan hasil pengujian tarik dari baja
karbon yang dinormalkan pada berbagai temperatur. Kekuatan baja karbon sangat
turun, diatas kira-kira 3000C. Perpanjangan dan pengecilan luas turun kalau
Keterangan :
P e n o r m a la n d a n p e n e m p e r a n P e n o r m a la n
[image:41.595.121.558.94.465.2]P e lu n a k a n
Gambar 2.9 Pengaruh kandungan karbon Gambar 2.10 Data pengujian tarik dan perlakuan panas pada panas dari baja cor sifat-sifat mekanik karbon yang dinormalkan
Untuk mengukur sifat-sifat mekanis dari baja cor karbon, batang uji
diambil dari bagian-bagian yang berhubungan dengan badan utama atau dari
coran yang terpisah dicor bersama-sama yang kemudian dilunakkan, dinormalkan
dan ditemper sebelum pengujian.
2.7 Struktur Dan Sifat-Sifat Baja Cor Khusus
Baja cor khusus terdiri dari cor paduan rendah dan baja cor paduan tinggi
baja, sehingga dalam hal ini baja cor tidak dapat disebut baja cor khusus, kecuali
kalau unsur-unsur tersebut ditambahkan sebagai unsur paduan.
Baja ini disebut baja paduan rendah apabila unsur paduannya ditambahkan
1 sampai 2% dan disebut baja paduan menengah apabila unsur paduannya
ditambahkan 2 sampai 5% dan disebut baja paduan tinggi apabila unsur
paduannya diatas harga tadi.
2.7.1 Baja cor paduan rendah
Baja cor dikeraskan dan dikuatkan dengan pencelupan dingin tetapi
mampu kerasnya agak buruk dan hanya kulitnya yang keras. Lapisan yang
mengeras menjadi lebih tebal dengan menambah Mn, Cr, Mo, atau Ni. Baja
tersebut boleh dikatakan mempunyai mampu keras yang tinggi. Hal ini
disebabkan karena karbon larut dalam austenit yang menyebabkan baja menjadi
keras dengan pencelupan dingin.
Gambar 2.11 menunjukkan hubungan antara kekerasan yang tertinggi dari
berbagai baja yang dicelupkan terhadap berbagai kadar karbon. Kalau kadar
karbon rendah, kekerasan tertinggi akan bertambah dengan bertambahnya kadar
karbon, tetapi tidak demikian untuk kadar karbon lebih dari 0,5 - 0,6%. Hubungan
antara kadar karbon dan kekerasan ini dapat dipergunakan untuk baja karbon,
karena kekerasan yang tertinggi ditentukan oleh kadar karbon, sedangkan macam
atau kadar unsur paduan hanya memperdalam lapisan yang keras dan tidak
Gambar 2.11 Kadar karbon dan kekerasan maksimum baja setelah dicelup dingin.
Dalam penormalan, walaupun baja mempunyai mampu keras tinggi akan
terhadap perbedaan kekerasan yang kecil antara kulit dan bagian tengahnya.
Tetapi kalau baja karbon dikeraskan dengan menambah unsur paduan maka
kekerasan baja yang dinormalkan bertambah sebanding dengan kekuatannya.
Pada umumnya sifat-sifat baja cor menjadi lebih buruk kalau massanya
bertambah. Karena massanya besar, bagian tengahnya mempunyai kekuatan dan
keuletan yang lebih buruk dibanding dengan kulitnya. Hal ini disebabkan oleh
perbedaan dan perbandingan pembekuan. Kalau massa menjadi besar, dibagian
yang lebih dekat ke tengah, pembekuannya menjadi lebih lambat dan strukturnya
menjadi lemah. Baja cor paduan rendah terdiri dari beberapa macam seperti
diuraikan dibawah ini : baja cor mangan rendah dan baja cor krom mangan
mempunyai mampu keras yang lebih tinggi dari pada baja cor karbon biasa,
sehingga dengan pengolahan panas yang cocok didapat baja yang murni dan ulet.
Baja cor paduan karbon rendah dipergunakan untuk bagian-bagian mesin yang
memerlukan kekuatan dan keuletan, dan baja cor paduan karbon tinggi dipakai
2.7.2 Baja Cor Tahan Karat
Baja cor tahan karat adalah baja yang diperbaiki tahanan korosinya dengan
menambah nikel atau krom, dan ini akan memberikan katahanan korosi,
ketahanan panas dan ketahanan dingin yang baik sekali dibandingkan dengan baja
cor karbon biasa. Baja didalam air atau udara akan berkarat oleh oksidasi,
sedangkan baja paduan dengan kandungan krom lebih dari harga tertentu
mempunyai sifat pasif terhadap oksidasi dan bebas dari karat. Kandungan krom
yang banyak cendrung untuk membuat sifat pasif dan kebanyakan baja tahan karat
mengandung krom lebih dari 12%. Selanjutnya apabila nikel ditambahkan, maka
ketahanan korosi, keuletan pada temperatur rendah, mampu olah dan mampu
lasnya sangat diperbaiki. Baja tahan karat ini dapat digolongkan menjadi baja
tahan karat martensit, austenit dan ferit sesuai dengan struktur mikronya.
Baja cor tahan karat martensit mempunyai mampu keras dan ketahanan
korosi yang paling baik dalam keadaan setelah dicelup dingin dan ditemper.
Contoh khas adalah baja cor yang mengandung 13% krom yang mempunyai
mampu keras sendiri dengan pengerasan alam yaitu pendinginan udara luar. Baja
ini cocok sekali untuk dipakai pada atmosfir yang bersifat korosi ringan dan cocok
untuk sesuatu yang memerlukan kekuatan, kekerasan dan ketahanan aus yang
tinggi, sebagai contoh sebagai saluran dan rumah-rumah untuk turbin.
Baja cor tahan karat austenit yang khas adalah baja cor 18 Cr-8 Ni yang
mempunyai katahanan korosi dan sifat mekanis yang baik. Struktur dari sistem
Fe-Ni-Cr menjadi austenit lengkap pada komposisi 18% Cr-18-Ni, dimana
ketahanan korosi yang terbaik tak akan didapat kecuali apabila karbon larut dalam
setelah menjadi austenit seluruhnya dan kemudian didinginkan dalam air setelah
dipanaskan pada temperatur 10000C-11000C.
Baja cor tahan karat ferit mengandung krom lebih dari 16% tidak dapat
dikeraskan dengan jalan pencelupan dingin. Baja ini ketahanan korosinya lebih
kecil dibandingkan dengan baja tahan karat austenit, tetapi murah sehingga
dipergunakan untuk komponen-komponen yang adanya hubungannya dengan
industri kimia. Baja ini terutama baik sekali dalam ketahanan korosinya terhadap
asam nitrat. Tetapi baja yang mengandung krom lebih dari 18% akan kehilangan
keuletannya dan akibat pengelasan menjadi getas dan mudah patah.
2.7.3 Struktur Dan Sifat-Sifat Dari Baja Cor Tahan Panas
Umumnya, bahwa baja cor tahan panas adalah nama umum untuk baja cor
yang dipakai pada temperatur tinggi yaitu diatas 6500C. Terdiri dari baja cor
paduan tinggi dengan krom tinggi dan baja cor paduan tinggi dengan nikel tinggi
sesuai dengan komposisi kimianya. Perbedaan dengan baja cor tahan karat ialah
kandungan karbonnya lebih tinggi dan kekuatan yang tinggi pada temperatur
tinggi. Sifat-sfat yang harus dipunyai oleh baja cor tahan panas adalah sebagai
berikut :
1. Kestabilan permukaan (tahan korosi dan tahan asam yang baik).
2. Kekuatan jalar pada temperatur tinggi.
3. Keuletan pada temperatur tinggi.
4. Tahanan yang tinggi terhadap kelelahan panas.
5. Tahanan yang tinggi terhadap kegetasan.
Baja cor tahan panas dipakai untuk bagian-bagian tungku peleburan
logam, ketel uap, mesin jet, turbin gas dan tungku pemanas logam.
2.7.4 Struktur Dan Sifat-Sifat Dari Baja Cor Mangan Tinggi
Baja cor mangan tinggi mengandung mangan 11 sampai 14% dan karbon
0,9 sampai 1,2% dimana harga perbandingan antara Mn dan C kira-kira 10.
Struktur setelah dicor sangat getas karena karbid mengendap pada batas butir
austenit, sedangkan struktur yang dicelup dingin dalam air dari 10000C menjadi
austenit seluruhnya dan keuletannya menjadi lebih baik. Kekerasan baja ini
kira-kira 200 HB. Tetapi dapat dikeraskan sampai kira-kira 550 HB dengan penempatan
berulang-ulang dan pengerjaan dingin. Oleh karena itu baja cor mangan tinggi
mempunyai tahanan tinggi terhadap keausan dibawah beban lentur, dengan
demikian dapat dipakai sebagai bahan penghancur, lapisan dari gilingan bola
silangan rel dan seterusnya.
2.8 Pola
Pola adalah bentuk dari benda coran yang akan digunakan dalam
pembuatan rongga cetakan. Pola yang digunakan dalam pembuatan cetakan terdiri
dari pola logam dan pola kayu. Pola logam digunakan untuk menjaga ketelitian
ukuran coran, terutama pada produksi massal, dan bisa tahan lama serta
produktifitasnya lebih tinggi. Pola kayu dibuat dari kayu, murah, cepat,
pembuatan dan pengolahannya lebih mudah dibanding cetakan logam. Oleh
karena itu pola kayu lebih cocok digunakan dalam cetakan pasir.
Hal yang pertama yang harus dilakukan dalam pembuatan pola adalah
ukuran akibat pertimbangan tambahan penyusutan, tambahan penyelesaian
dengan mesin. Penetapan kup, drag dan permukaan pisah adalah hal yang paling
penting untuk mendapatkan coran yang baik. Dalam hal ini dibutuhkan
pengalaman yang luas dan pada umumnya harus memenuhi ketentuan ketentuan
antara lain:
1. Pola harus mudah dikeluarkan dari cetakan.
2. Sistem saluran harus dibuat sempurna untuk mendapatkan aliran logam
cair yang optimum.
3. Permukaan pisah lebih baik hanya satu bidang, permukaaan pisah yang
terIalu banyak akan menghabiskan terlalu banyak waktu dalam proses.
2.8.1 Macam – Macam Pola
Pola mempunyai berbagai macam bentuk. Pada pemilihan macam pola, harus
diperhatikan produktivitas, kualitas coran dan harga pola.
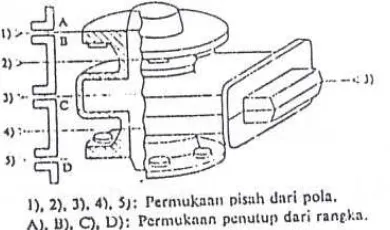
1. Pola pejal yaitu pola yang biasa dipakai, dimana bentuknya hampir serupa
dengan bentuk coran. Pola pejal ini terdiri dari:
a. Pola tunggal. Bentuknya serupa dengan corannya, disamping itu kecuali
tambahan penyusutan, tambahan penyelesaian mesin dan kemiringan pola
kadang kadang dibuat menjadi satu dengan telapak ini. Untuk lebih
[image:47.595.248.376.623.723.2]jelasnya, dapat dilihat pada gambar 2.12.
b. Pola belahan. Pola ini dibelah ditengah untuk memudahkan pembuatan
cetakan. Permukaan pisahnya kalau mungkin dibuat satu bidang. Untuk
lebih jelasnya, dapat dilihat pada gambar 2.13.
Gambar 2.13 Pola belahan.
c. Pola setengah. Pola ini dibuat untuk membuat cetakan dimana kup dan
dragnya simetri terhadap permukaan pisah. Untuk lebih jelasnya, dapat
dilihat pada gambar 2.14.
Gambar 2.14 Pola setengah.
d. Pola belahan banyak. Pola dibagi menjadi tiga atau lebih untuk
memudahkan penarikan dari cetakan dan penyederhanaan pemasangan
[image:48.595.231.426.609.724.2]inti. Untuk lebih jelasnya, dapat dilihat pada gambar 2.15.
2. Pola pelat pasang. Merupakan pelat dimana pada kedua belahnya ditempelkan
pola demikian juga saluran turun pengalir, saluran masuk, dan penambah,
biasanya dibuat dari logam atau plastik. Untuk lebih jelasnya, dapat dilihat
[image:49.595.205.399.188.305.2]pada gambar 2.16.
Gambar 2.16 Pola pelat pasangan.
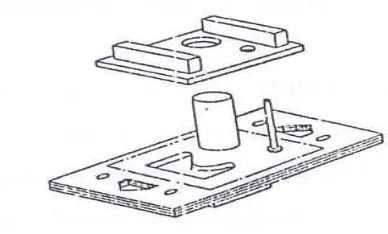
3. Pola pelat kup dan drag. Pola diletakkan pada dua pelat demikian juga saluran
turun, pengalir, saluran masuk, dan penambah. Pelat tersebut adalah pelat kup
dan drag. Kedua pelat dijamin oleh pena agar bagian atas dan bawah dari
coran menjadi cocok. Untuk lebih jelasnya, dapat dilihat pada gambar 2.17.
Gambar 2.17 Pola pelat kup dan drag.
Setelah melihat berbagai macam-macam bentuk pola maka penulis
mengambil kesimpulan, Pola yang digunakan untuk pembuatan sproket conveyor
[image:49.595.203.402.493.581.2]2.8.2 Penentuan Penambahan Penyusutan
Karena coran menyusut pada waktu pembekuan dan pendinginan, maka
pembuat pola perlu mempergunakan mistar susut yang telah diperpanjang
sebelumnya sebanyak tambahan penyusutan pada ukuran pola.
Tabel. 2.1 Tambahan Penyusutan yang Disarankan.
Tambahan Penyusutan Bahan
8/1000 Besi cor, baja cor
9/1000 Besi cor, baja cor tipis yang banyak menyusut
10/1000 Sama dengan atas & aluminium
12/1000 Paduan aluminium, brons, baja cor (table 5-7 mm)
14/1000 Kuningan kekuatan tinggi, baja cor
16/1000 Baja cor (tebal lebih dari 10 mm)
20/1000 Coran baja yang besar
25/1000 Coran baja besar dan tebal
(Sumber : Chijiiwa Kenji, Prof. Ir. Tata Surdia M. S. Met. E, Teknik Pengecoran Logam, Cetakan Kesembilan, PT. Pradnya Paramita, Jakarta 2006, hal 52)
2.8.3 Telapak Inti
Inti biasanya mempunyai telapak inti yang digunakan untuk:
1. Maksud dari telapak inti.
a. Menempatkan inti, membawa dan menentukan letak dari inti. Pada
dasarnya dibuat dengan menyisipkan bagian dari inti.
b. Menyalurkan udara dan gas-gas dari cetakan yang keluar melalui inti.
c. Memegang inti, mencegah bergesernya inti dan menahan inti terhadap
2. Macam dari telapak inti.
Berdasarkan bentuknya telapak inti dapat digolongkan menjadi :
a. Telapak inti mendatar berinti dua. Dalam hal ini inti dipasang mendatar
dan ditumpu pada kedua ujungnya. Untuk lebih jelasnya, dapat dilihat
pada gambar 2.18.
Gambar 2.18 Telapak inti bertumpu dua mendatar.
b. Telapak inti dasar tegak, Inti ditahan tegak oleh telapak inti pada alasnya
yang cukup menstabilkan inti. Untuk lebih jelasnya, dapat dilihat pada
gambar 2.19.
Gambar 2.19 Telapak inti beralas tegak.
c. Telapak inti tegak bertumpu dua, Telapak inti dipasang pada drag dan juga
kup untuk mencegah jatuhnya inti. Untuk lebih jelasnya, dapat dilihat pada
gambar 2.20.
d. Telapak inti untuk penghalang (sebagian). Pola ini tidak dapat ditarik
kearah tegak lurus pada permukaan pisah karena ada tonjolan yang jauh
dari permukaan pisah. Untuk lebih jelasnya, dapat dilihat pada gambar
2.21.
Gambar 2.21 Telapak inti untuk penghalang (sebagian).
Setelah melihat macam-macam dari telapak inti maka penulis dapat
mengambil kesimpulan, telapak inti yang digunakan untuk pembuatan sproket
conveyor untuk kebutuhan di PT. Mahakarya Inti Buana adalah telapak inti tegak
bertumpu dua.
2.9 Rencana Pengecoran
2.9.1 Istilah – Istilah Dan Fungsi Dari Sistem Saluran.
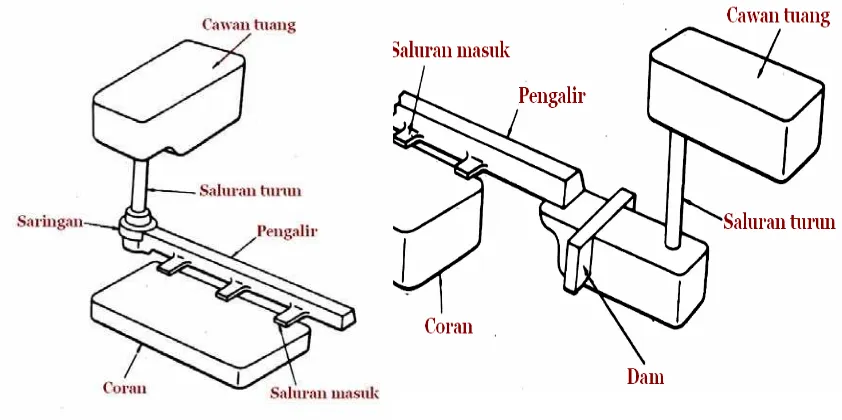
Sistem saluran adalah jalan masuk cairan logam yang dituangkan ke dalam
rongga cetakan. Cawan tuang merupakan penerima cairan logam langsung dari
ladel. Saluran turun adalah saluran yang pertama membawa cairan logam dari
cawan tuang ke dalam pengalir dan saluran masuk. Pengalir adalah saluran yang
membawa logam cair dari saluran turun ke bagian – bagian yang cocok pada
cetakan. Saluran masuk adalah saluran yang mengisikan logam cair dari pengalir
Gambar 2.22 Sistem pengisian.
2.9.2 Bentuk Dan Bagian–Bagian Sistem Saluran
1. Saluran Turun.
Saluran turun dibuat lurus dan tegak dan irisan berupa lingkaran.
Kadang-kadang irisannya dari atas sampai bawah, atau mengecil dari atas ke bawah. Yang
kedua dipakai apabila diperlukan penahan kotoran sebanyak mungkin.
Saluran turun dibuat dengan melubangi cetakan dengan menggunakan suatu
batang atau dengan memasang bumbung tahan panas.
2. Cawan tuang
Cawan tuang berbentuk corong dengan saluran turun dibawahnya.
Konstruksinya harus tidak dapat dilalui oleh kotoran yang terbawa dalam logam
cair. Oleh karena itu cawan tuang tidak boleh terlalu dangkal. Untuk lebih
Gambar 2.23 Ukuran cawan tuang.
Cawan tuang dilengkapi dengan inti pemisah, dimana logam cair
dituangkan disebelah kiri saluran turun. Dengan demikian inti pemisah akan
menahan terak atau kotoran, sedangkan logam bersih akan lewat di bawahnya
kemudian masuk ke saluran turun.
3. Pengalir
Pengalir biasanya mempunyai irisan seperti trapesium atau setengah
lingkaran, sebab irisan demikian mudah dibuat pada permukan pisah dan juga
pengalir mempunyai luas permukaan terkecil untuk satu luasan tertentu, sehingga
lebih efektif untuk pendinginan yang lambat.
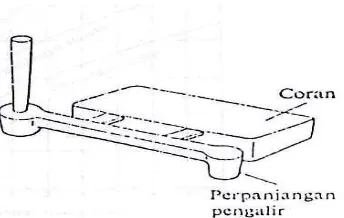
Logam cair dalam pengalir masih membawa kotoran yang terapung
terutama pada permulaan penuangan, sehingga harus dipertimbangkan untuk
membuang kotoran tersebut. Untuk lebih jelasnya, dapat dilihat pada gambar 2.24.
Ada beberapa cara untuk membuang kotoran tersebut yaitu sebagai berikut :
a. Perpanjangan pemisah dibuat pada ujung saluran pengalir.
b. Membuat kolam putaran dibawah saluran turun.
d. Membuat penyaring.
Gambar 2.24 Perpanjangan pengalir.
4. Saluran masuk
Saluran masuk dibuat dengan irisan yang lebih kecil daripada irisan
pengalir, agar dapat mencegah kotoran masuk ke dalam rongga cetakan.
Bentuk irisan yang membesar kearah rongga cetakan untuk mencegah
[image:55.595.222.394.112.221.2]terkikisnya cetakan. Untuk lebih jelasnya, dapat dilihat pada gambar 2.25.
Gambar 2.25 Bentuk saluran masuk.
2.9.3. Penambah
Penambah adalah memberi logam cair untuk mengimbangi penyusutan
dalam pembekuan coran, sehingga penambah harus membeku lebih lambat dari
pada coran. Kalau penambah terlalu besar maka persentase terpakai akan
dikurangi, dan kalau penambah terlalu kecil akan terjadi rongga penyusutan.
Penambah digolongkan menjadi dua macam yaitu : penambah samping
dan penambah atas. Penambah samping merupakan penambah yang dipasang
disamping coran, dan langsung dihubungkan dengan saluran turun dan pengalir,
sangat efektif dipakai untuk coran ukuran kecil dan menengah. Penambah atas
merupakan penambah yang dipasang diatas coran, biasanya berbentuk silinder dan
mempunyai ukuran besar. Untuk lebih jelasnya, dapat dilihat pada gambar 2.26.
Gambar 2.26 Penambah samping dan penambah atas.
2.10 Pasir Cetak
2.10.1 Syarat- syarat pasir cetak
Pasir cetak yang baik harus memenuhi syarat – syarat sebagai berikut :
1. Mempunyai sifat mampu bentuk sehingga mudah dalam pembuatan
dengan kekuatan yang cocok , sehingga cetakan yang dihasilkan tidak
rusak karena digeser, tahan menahan logam cair yang dituang ke
dalamnya.
2. Permeabilitas yang cocok. Udara dalam cetakan waktu penuangan harus
3. Distribusi besar butir yang cocok. Permukaan coran diperhalus kalau coran
dibuat dalam cetakan yang berbutir halus. Tetapi kalau putiran pasir terlalu
halus, gas dicegah keluar dan membuat cacat, yaitu gelembung udara.
Distribusi besar butir harus cocok mengingat dua syarat yang tersebut di
atas.
4. Tahan terhadap temperatur logam yang dituang.
5. Komposisi yang cocok. Butir pasir bersentuhan dengan logam yang
dituang mengalami peristiwa kimia dan fisika karena logam cair
mempunyai temperatur yang tinggi. Bahan-bahan yang tercampur yang
mungkin menghasilkan gas atau larut dalam logam adalah tidak
dikehendaki.
6. Mampu dipakai kembali.
7. Pasir harus murah.
Temperatur penuangan beberapa logam dapat dilihat dalam tabel berikut:
Tabel 2.2 Temperatur penuangan untuk beberapa coran.
Macam Coran Temperatur Tuang (0C)
Paduan ringan 650 – 750
Brons 1100 – 1250
Kuningan 950 – 1100
Besi Cor 1250 – 1450
Baja Cor 1500 – 1550
2.10.2 Macam- Macam Pasir Cetak
Pasir cetak yang paling lazim dipakai adalah pasir gunung, pasir pantai,
pasir sungai, dan pasir silica yuang disediakan alam. Beberapa dari pasir tersebut
dipakai begitu saja dan yang lain dipakai setelah dipecah menjadi butir-butir
dengan ukuran yang cocok. Kalau pasir mempunyai kadar lempung yang cocok
dipakai, dan bersifat adhesi maka pasir tersebut hanya dipakai begitu saja,
sedangkan kalau sifat adhesinya kurang, maka perlu ditambah lempung kepada
pasir tersebut. Kadang-kadang berbagai pengikat dibutuhkan juga disamping
lempung . Umumnya pasir yang mempunyai kadar lempung dibawah 10 sampai
20 % mempunyai adhesi yang lemah dan baru dapat dipakai setelah ditambahkan
persentase lempung secukupnya.
Pasir silika (SiO2) merupakan pasir yang terbaik karena dapat menahan
temperatur tinggi tanpa terurai atau leleh. Pasir silika harganya murah dan
mempunyai umur yang panjang untuk berbagai pengecoran. Bentuk dan ukuran
bermacam-macam hingga dapat disesuaikan dengan kebutuhannya. Tetapi
kerugiannya adalah mempunyai koefisien muai yang tinggi dan cenderung untuk
ikut bersatu (menempel) dengan logam. Disamping itu pasir ini banyak
mengandung debu dan oleh karenanya membahayakan kesehatan kerja.
Disamping pasir silika dapat juga dipakai pasir zirkon (ZrSiO2) yang
berwarna kuning gading dan kegunaaan utama adalah untuk coran dan bagian
permukaan rongga cetakan. Sifat-sifat yang dimiliki adalah konduktivitas panas
yang tinggi dan halus, refractory yang baik dan berat jenisnya tinggi, disamping
Ukuran pasir (grain size) menentukan pula dimana sebaiknya dipakai.
Untuk ukuran benda kerja yang kecil dan bentuknya liku-liku maka pasir ukuran
kecil harus dipergunakan supaya bentuk detail dari benda kerja dapat sempurna
diperoleh, sedangkan makin besar benda yang harus dicor, maka makin besar pula
ukuran pasir yang harus dipakai, karena makin besar ukuran pasir makin
memudahkan gas-gas terbentuk keluar, disamping ketelitian dan permukaan yang
dicapaipun tidak terlalu tinggi. Suatu bentuk yang tidak teratur serta tajam dari
butir-butir pasir lebih disukai untuk pembuatan cetakan, karena hal ini menjamin
ikatan yang lebih kuat dari suatu butir pasir lainnya hingga cetakan menjadi kuat
dalam menahan tekanan logam cair yang dicorkan.
Pasir yang digunakan untuk pengecoran sproket conveyor untuk
kebutuhan di PT. Mahakarya Inti Buana adalah pasir silika (SiO2) seperti terlihat
pada gambar 2.27.
Gambar 2.27 Pasir silika (SiO2).
2.10.3 Susunan Pasir Cetak
1. Bentuk butir dari pasir cetak digolongkan menjadi butir pasir bundar,
2. Tanah lempung terdiri dari kaolinit, ilit dan monmorilonit, juga kwarsa
jika ditambah air akan menjadi lengket. Ukuran butir dari tanah lempung
0,005 – 0,02 mm, kadang- kadang dibutuhkan bentonit yaitu merupakan
sejenis dari tanah lempung dengan besar butiran 0,01 – 10 μm dan fasa
penyusunnya adalah monmorilonit (Al2O3, 4SiO2, H2O)
3. Pengikat lain
Inti sering dibuat dari pasir yang dibubuhi minyak nabati pengering 1,5 – 3
[image:60.595.207.453.387.573.2]% dan dipanaskan pada temperatur 200 – 250 0C. Berikut ini adalah
gambar dari beberapa inti seperti terlihat pada gambar 2.28.
Gambar 2.28 Beberapa inti yang sudah dipanaskan.
Selain dari itu, resin, air kaca, atau semen digunakan sebagai pengikat
khusus. Berikut ini adalah gambar dari air kaca sebagai pengikat khusus
Gambar 2.29 Pengikat khusus inti (resin dan air kaca).
2.11 Peleburan Logam
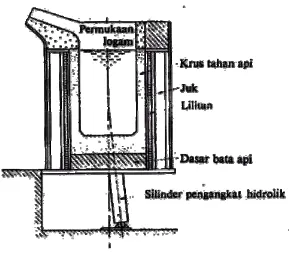
2.11.1 Dapur Induksi
CV. Baja Pertiwi menggunakan dapur induksi untuk menghasilkan baja.
Dapur induksi mempunyai prinsip transformator yaitu arus bolak-balik dapat
ditransformatorkan atau dapat mengubah tenaga arus bolak-balik dari tekanan
yang tinggi ke tekanan yang rendah dengan arus yang tinggi.
Dapur induksi mempergunakan tiga kumparan dengan mempergunakan
arus berputar. Inti tidak dipergunakan pada dapur ini dan sebagai ganti inti
dipergunakan cairan baja. Dapur ini mengunakan arus liar yang kuat yang
dialirkan ke dalam cairan baja untuk dirubah menjadi panas, sehingga panas yang
dihasilkan dapat digunakan untuk melebur baja. Kesukaran yang timbul dalam
menggunakan dapur adalah merubah frekuensi tinggi menjadi frekuensi terbatas
atau rendah. Lilitan primer terbuat dari tembaga yang dibuat berlubang untuk
aliran air pendingin.
Dinding dapur ini terbuat dari campuran asbes dengan semen dan untuk
dapur muatan 1 ton terbuat dari kayu berlapis asbes atau bahan non magnet yang
Cara kerja dapur induksi sebagai berikut. Pertama sekali dilakukan
pengisian dapur dengan baja rongsokan setelah terlebih dahulu dipilih dan
diketahui campuran unsur-unsurnya karena pada waktu proses berlangsung sangat
sukar untuk mengadakan analisa kimianya disebabkan proses didalam dapur
waktunya sangat pendek 20 menit. Setelah bahan-bahan dimasukkan arus
listrik frekuensi tinggi mengalir ke lililtan primer sehingga didapat arus liar yang
kuat dan seterusnya dialirkan kemuatan/ bahan yang akan menimbulkan panas
karena tahanan di dalam dapur. Panas yang timbul di dalam dapur digunakan
untuk melebur logam dan setelah terjadi pencairan di dalam dapur, pemanasan
tetap dilakukan sampai pada temperatur yang diinginkan untuk pengeluaran baja
yang diproses yang digunakan untuk dioksida cairan baja. Sewaktu pencairan baja
terjadi terak cair dan bahan-bahan non metal berada disebelah atas (timbul ke
bagian atas cairan) dan terak cair dan non metal cair yang timbul ke atas
dikeluarkan dari dalam dapur. Di dalam dapur ini terak cair tidak dapat diyakini
(tidak sempurna) menutupi cairan sehingga kemungkinan dapat timbul oksidasi
pada cairan. Untuk mencegah terjadinya oksidasi pada cairan baja didalam dapur,
maka pada permukaan cairan dimasukkan gas reduksi. Setelah proses di dalam
dapur selesai, maka baja cair dikeluarkan dari dalam dapur yang ditampung oleh
ladel untuk dibawa ke tempat penyelesaian selanjutnya. Untuk lebih jelasnya,
Gambar 2.30 Tanur induksi jenis krus.
2.12 Penuangan Logam Cair
Cairan logam yang dikeluarkan dari tanur diterima dalam ladel dan
dituangkan ke dalam cetakan. Ladel mempunyai irisan berupa lingkaran dimana
diameternya hampir sama dengan tingginya. Untuk coran besar dipergunakan
ladel jenis penyumbat seperti pada gambar, sedangkan untuk coran kecil
dipergunakan jenis ladel yang dapat dimiringkan.
Ladel dilapisi oleh bata samot atau bata tahan api agalmatolit yang
mempunyai pori pori kecil, penyusutan kecil dan homogen. Nozel dibuat cukup
panjang agar membentuk tumpahan yang halus tanpa cipratan. Ladel harus
dikeringkan lebih dahulu oleh burner minyak residu sebelum dipakai. Untuk lebih
Gambar 2.31 Ladel jenis penyumbat.
Dalam proses penuangan diperlukan pengaturan temperatur penuangan,
kecepatan penuangan dan cara-cara penuangan. Temperatur penuangan berubah
menurut kadar karbon dalam cairan baja seperti ditunjukkan pada gambar 2.30.
Kecepatan penuangan yang rendah menyebabkan ke cairan yang buruk,
kandungan gas, oksidasi karena udara, dan ketelitian permukaan yang buruk.
[image:64.595.134.515.486.712.2]Cara penuangan secara kasar digolongkan menjadi dua yaitu penuangan
atas dan penuangan bawah. Penuangan bawah memberikan kecepatan naik yang
kecil dari cairan baja dengan aliran yang tenang. Penuangan atas menyebabkan
kecepatan tuang yang tinggi dan menghasilkan permukaan kasar karena cipratan.
Daripada itu dalam hal penuangan atas, laju penuangan harus rendah
pada permulaan dan kemudian dinaikkan secara perlahan-lahan. Dalam
penempatan nozel harus diusahakan agar tidak boleh menyentuh cetakan.
2.13 Waktu Tuang
Waktu tuang (t) dapat ditentukan dengan rumus :
.
Q W
t ... (Literatur 1, hal 71)
Dimana :
Q = Volume penuangan per satuan waktu ( det