MAKALAH
PROSES PENGECORAN LOGAM INTAKE MANIFOLD
Disusun untuk melengkapi tugas mata kuliah Pengecoran Logam Dosen Pengampu : Dr. Sudarman, M.pd
Oleh :
Nama : Edy Suharsono NIM : 5201409120
Prodi : Pend. Teknik Mesin, S1
FAKULTAS TEKNIK
UNIVERSITAS NEGERI SEMARANG
2012
BAB I
PENDAHULUAN
A. Latar Belakang
Pengecoran dibuat dari logam yang dicairkan, dituang ke dalam cetakan, kemudian di biarkan mendingin dan membeku. Hal itu terjadi kira-kira tahun 4.000 SM. Awal penggunaan logam oleh orang ialah ketika orang membuat perhiasan dari emas atau perak tempaan, dan kemudian membuat senjata atau mata bajak dengan menempa tembaga, hal itu di mungkinkan karena logam-logam ini terdapat di alam dalam keadaan murni, sehingga dengan mudah orang dapat menempanya.
Kemudian secara kebetulan orang menemukan tembaga mencair, selanjutnya mengetahui cara untuk menuang logam cair ke dalam cetakan, dengan demikian untuk pertama kalinya orang dapat membuat coran yang berbentuk rumit, umpamanya perabo rumah, perhiasan atau hiasan makan.
Definisi pengecoran, adalah salah satu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian di tuangkan kedalam rongga cetakan yang serupa dengan bentuk asli dari produk cor yang akan dibuat. Salah satu alat rumah tangga yang akan saya buat dengan proses pengecoran adalah pembuka tutup botol kaca.
B. Tujuan
1. Agar mahasiswa tahu bagaimana proses pengecoran tersebut berlangsung.
2. Agar mahasiswa tahu alat apa saja yang dibutuhkan dalam proses pengecoran.
C. Manfaat
1. Mahasiswa bisa mengembangkan kreatifitasnya dalam membuat benda-benda atau part-part dengan menggunakan proses pengecoran logam. 2. Mahasiswa bisa menjadikan pengecoran logam menjadi suatu usaha.
BAB II
PROSES PEMBUATANINTAKE MANIFOLD DENGAN PROSES PENGECORAN LOGAM
A. Kajian Teori
Definisi pengecoran, adalah salah satu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian di tuangkan kedalam rongga cetakan yang serupa dengan bentuk asli dari produk cor yang akan dibuat. Ada 4 faktor yang berpengaruh atau merupakan ciri dari proses pengecoran, yaitu :
a. Adanya aliran logam cair kedalam rongga cetak.
b. Terjadi perpindahan panas selama pembekuan dan pendinginan dari logam dalam cetakan.
c. Pengaruh material cetakan.
d. Pembekuan logam dari kondisi cair.
Klasifikasi pengecoran berdasarkan umur dari cetakan, ada pengecoran dengan sekali pakai (expendable Mold) dan ada pengecoran dengan cetakan permanent (permanent Mold). Cetakan pasir termasuk dalam expendable mold. Karena hanya bisa digunakan satu kali pengecoran saja, setelah itu cetakan tersebut dirusak saat pengambilan benda coran. Dalam pembuatan cetakan, jenis-jenis pasir yang digunakan adalah pasir silika, pasir zircon atau pasir hijau. Sedangkan perekat antar butir-butir pasir dapat digunakan, bentonit, resin, furan atau air gelas.
Proses Pengecoran dengan Cetakan Pasir
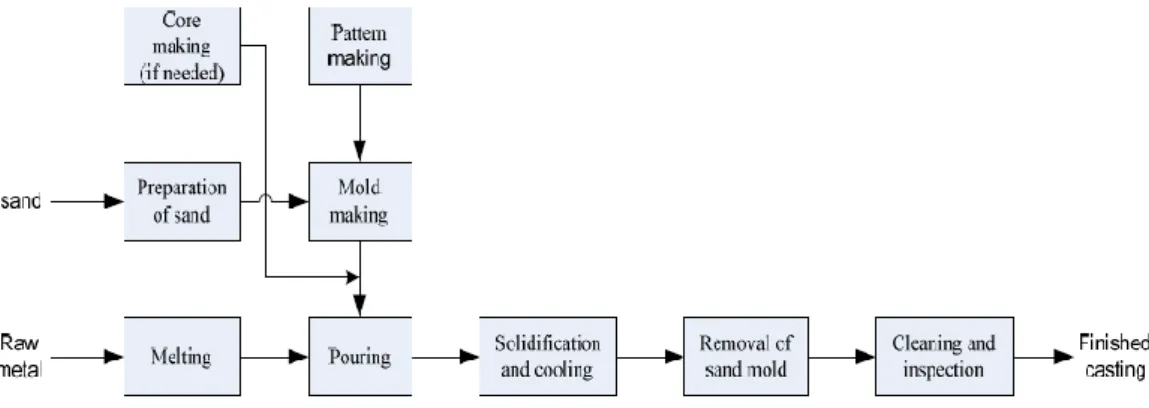
Pengecoran dengan cetakan pasir melibatkan aktivitas-aktivitas seperti menempatkan pola dalam kumpulan pasir untuk membentuk rongga cetak, membuat sistem saluran, mengisi rongga cetak dengan logam cair, membiarkan logam cair membeku, membongkar cetakan yang berisi produk cord an membersihkan produk cor. Hingga sekarang, proses pengecoran dengan cetakan pasir masih menjadi andalan industri
pengecoran terutam industri-industri kecil. Tahapan yang lebih umum tentang pengecoran cetakan pasir diperlihatkan dalam gambar dibawah ini.
Gambar 1. Tahapan Pengecoran Logam dengan Cetakan Pasir
1. Pasir
Kebanyakan pasir yang digunakan dalam pengecoran adalah pasir silika (SiO2). Pasir merupakan produk dari hancurnya batu-batuan dalam
jangka waktu lama. Alasan pemakaian pasir sebagai bahan cetakan adalah karena murah dan ketahanannya terhadap temperature tinggi. Ada dua jenis pasir yang umum digunakan yaitu naturally bonded (banks sands) dan synthetic (lake sands). Karena komposisinya mudah diatur, pasir sinetik lebih disukai oleh banyak industri pengecoran. Pemilihan jenis pasir untuk cetakan melibatkan bebrapa factor penting seperti bentuk dan ukuran pasir. Sebagai contoh , pasir halus dan bulat akan menghasilkan permukaan produk yang mulus/halus. Untuk membuat pasir cetak selain dibutuhkan pasir juga pengikat (bentonit atau clay/lempung) dan air. Ketiga Bahan tersebut diaduk dengan komposisi tertentu dan siap dipakai sebagi bahan pembuat cetakan.
2. Jenis Cetakan Pasir
Ada tiga jenis cetakan pasir yaitu green sand, cold-box dan no-bake mold. Cetakan yang banyak digunakan dan paling murah adalah jenis green sand mold (cetakan pasir basah). Kata “basah” dalam cetakan pasir
basah berati pasir cetak itu masih cukup mengandung air atau lembab ketika logam cair dituangkan ke cetakan itu. Istilah lain dalam cetakan pasir adalah skin dried. Cetakan ini sebelum dituangkan logam cair terlebih dahulu permukaan dalam cetakan dipanaskan atau dikeringkan. Karena itu kekuatan cetakan ini meningkat dan mampu untuk diterapkan pada pengecoran produk-produk yang besar. Dalam cetakan kotak dingin (box-cold-mold), pasir dicampur dengan pengikat yang terbuat dari bahan organik dan in-organik dengan tujuan lebih meningkatkan kekuatan cetakan. Akurasi dimensi lebih baik dari cetakan pasir basah dan sebagai konsekuensinya jenis cetakan ini lebih mahal.Dalam cetakan yang tidak dikeringkan (no-bake mold), resin sintetik cair dicampurkan dengan pasir dan campuran itu akan mengeras pada temperatur kamar. Karena ikatan antar pasir terjadi tanpa adanya pemanasan maka seringkali cetakan ini disebut juga cold-setting processes. Selain diperlukan cetakan yang tinggi, beberapa sifat lain cetakan pasir yang perlu diperhatikan adalah permeabilitas cetakan (kemampuan untuk melakukan udara/gas).\
3. Pola
Pola merupakan gambaran dari bentuk produk yang akan dibuat. Pola dapat dibuat dari kayu, plastic/polimer atau logam. Pemilihan material pola tergantung pada bentuk dan ukuran produk cor, akurasi dimensi, jumlah produk cor dan jenis proses pengecoran yang digunakan.
Jenis-jenis pola :
1.1. Pola tunggal (one pice pattern / solid pattern)
Biasanya digunakan untuk bentuk produk yang sederhana dan jumlah produk sedikit. Pola ini dibuat dari kayu dan tentunya tidak mahal.
Gambar 2. Pola Tunggal 1.2. Pola terpisah (spilt pattern)
Terdiri dari dua buah pola yang terpisah sehingga akan diperoleh rongga cetak dari masing-masing pola. Dengan pola ini, bentuk produk yang dapat dihasilkan rumit dari pola tunggal.
Gambar 3. Pola Belah 1.3. Match-piate pattern
Jenis ini popular yang digunakan di industri. Pola “terpasang jadi satu” dengan suatu bidang datar dimana dua buah pola atas dan bawah dipasang berlawanan arah pada suatu pelat datar. Jenis pola ini sering digunakan bersama-sama dengan mesin pembuatan cetakan dan dapat menghasilkan laju produksi yang tinggi untuk produk-produk kecil.
4. Inti
Untuk produk cor yang memiliki lubang/rongga seperti pada blok mesin kendaraan atau katup-katup biasanya diperlukan inti. Inti
ditempatkan dalam rongga cetak sebelum penuangan untuk membentuk permukaan bagian dalam produk dan akan dibongkar setelah cetakan membeku dan dingin. Seperti cetakan, inti harus kuat, permeabilitas baik, tahan panas dan tidak mudah hancur (tidak rapuh). Agar inti tidak mudah bergeser pada saat penuangan logam cair, diperlukan dudukan inti (core prints). Dudukan inti biasanya dibuatkan pada cetakan seperti pada gambar 8. pembuatan inti serupa dengan pembuatan cetakan pasir yaitu menggunakan no-bake, cold-box dan shell. Untuk membuat cetakan diperlukan pola sedangkan untuk membuat inti dibutuhkan kotak inti.
Gambar 4. Inti
B. Proses Pengecoran Intake Manifold
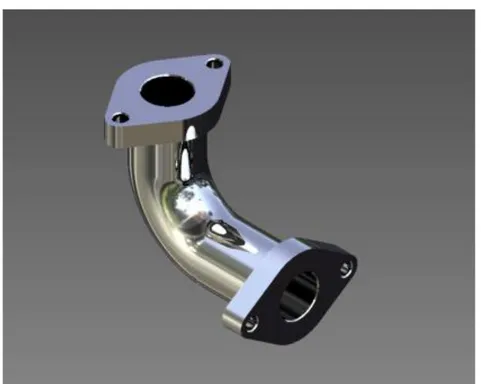
1.1. Design (Gambar)
Langkah pertama dalam proses pengecoran logam adalah mendesign atau menggambar, dimana proses menggambar tersebut menggunakan software Autocad atau Inventor. Untuk menggambar Intake Manifold, kami menggunakan software Autocad dengan gambar dan ukurannya terlihat pada gambar 5 dan 6.
Gambar 5. Design Intake Manifold
1.2. Persiapan Bahan
Bahan-bahan yang digunakan dalam proses pembuatan produk piston melalui proses pengecoran logam adalah sebagai berikut :
a. Papan kayu yaitu papan yang digunakan sebagai dasar dari pola Intake Manifold yang akan dibuat dengan luas ukuran 200×200 mm.
b. Kayu balok yaitu kayu yang digunakan untuk membuat pola Intake Manifold dengan tebal 20 mm.
c. Dempul merupakan bahan yang digunakan untuk melapisi pola Intake Manifold dan menutup rongga-rongga yang ada pada pola. d. Isamu yaitu cat yang digunakan untuk melapisi pola Intake
Manifold.
e. Methanol adalah campuran yang digunakan dalam proses isamu atau pelapisan pola.
f. Lem yang digunakan sebagai perekat amtara pola Intake Manifold dengan papan kayu.
g. Alumunium ADC 12 merupakan logam utama yang akan digunakan sebagai bahan untuk membuat Intake Manifold.
1.3. Pembuatan Cetakan Pasir Co2
Jenis pengecoran logam yang digunakan untuk membuat handle kopling dilakukan dengan menggunakan metode pengecoran cetakan pasir Co2 (Sand Casting), Maka hal-hal yang perlu dipersiapkan antara lain ialah : Pasir Silika, Water glass, air, Cup & Drag, gas Co2 dan Bahan Coating (Spirtus dan grafit).
Langkah pertama yaitu menentukan berapa banyak pasir silika yang kita butuhkan sesuai dengan cup & drag yang ada. Lalu kita campurkan waterglass ke dalam pasir kemudian diaduk hingga rata. Waterglass yang dipakai sekitar 3-6% berat pasir. Setelah pasir dan waterglass rata, kemudian dimasukan kedalam cup & drag yang telah dimasukan terlebih dahulu pola coran dan pada saat pasir dimasukan kedalam cup kita pasang cawan tuang yang langsung dilengkapi dengan saluran turun dan memasang saluran penambah pada samping kiri dan kanan dari pola coran.
Setelah terisi penuh kita tembakan gas Co2 hingga pasir mengeras. Kemudian pola bisa di lepas dari cetakan dan selanjutnya pola tersebut di coating dengan bahan coating yaitu grafit yang dicampur dengan spirtus didalam satu wadah, selanjutnya disemprotkan pada pola yang terbentuk pada pasir cetak yang bertujuan agar logam cair tidak menempel pada cetakan sehingga mempermudah dalam pembongkaran dan pengambilan coran dari cetakan. Selain itu proses couting juga dilakukan terhadap label dan tempat yang disiapkan sebagai wadah jika ada logam cair tersisa.
Gambar 6. Cetakan Pasir
1.4. Proses Peleburan
Logam yang kita lebur adalah logam alumunium ADC 12 yang dimasukan kedalam tungku yang kemudian dipanaskan menggunakan burner dengan bahan bakarnya menggunakan solar. Alumunium saat ini ialah logam kedua terbanyak setelah besi karbon (cast iron) yang dipakai untuk komponen mesin, contoh dalam bidang otomotif. Selain itu juga dipakai pada alat-alat rumah tangga seperti panci dll. Kelebihan dari alumunium ialah logam ini ringan, kuat, konduktor panas dan listrik yang baik setelah emas dan tembaga. Titik cair dari alumunium murni + 6500C. Tetapi alumunium jika dipadukan oleh unsur paduan maka titik cairnya akan bertambah. Unsur-unsur paduan yang biasanya dipakai sebagai paduan aluminium adalah silikon, tembaga, magnesium, timah dan lain-lain. Alumunium cair sangat reaktif sekali terhadap gas hidrogen (H). gas hidrogen dapat membuat gelembung udara terikat didalam alumunium cair yang mengakibatkan porositas pada produk coran nantinya.
Steam Alumunium Hidrogen Alumunium oxide untuk mencegah porositas pada logam alumunium maka dapat dilakukan beberapa cara, antara lain dengan melindungi alumunium cair menggunakan gas nitrogen (N2). Karena gas nitrogen mengikat hidrogen sebagai penyebab porositas
pada alumunium. Caranya yaitu dengan menyemburkan gas nitrogen diatas alumunium cair hingga alumunium cair tersebut masuk kedalam cetakan. atau dengan cara menggunakan flux .
Flux ditaburkan pada permukaan alumunium cair secara merata yang bertujuan agar gas hidrogen tidak dapat masuk kedalam alumunium cair. Proses penaburan flux ini dilakukan ketika alumunium tersebut dalam keadaan telah mencair. Ada 4 macam flux yang dipakai dalam membuat produk alumunium menjadi lebih baik dalam hal sifat-sifat fisik ataupun sifat mekaniknya, yaitu:
a. Covering fluxes, digunakan untuk mencegah gas hidrogen masuk kedalam alumunium cair.
b. Cleaning fluxes, untuk menghilangkan kandungan padat nonmetalik dari alumunium cair.
c. Degassing fluxes, dimasukan kedalam alumunium cair untuk menghilangkan gas yang terjebak dalam alumunium cair yang dapat menyebabkan porositas
d. Drossing-off fluxes, digunakan untuk memperbaiki logam alumunium dari drosses.
1.5. Proses Tapping
Yaitu proses penuangan logam cair dari tungku ke dalam ladel yang dilakukan setelah logam alumunium mencair dan telah ditaburi flux pada permukaan alumunium agar gas hydrogen tidak dapat masuk ke dalam alumunium cair. Dalam proses penuangan logam cair dari tungku ke dalam ladel harus berhati-hati dengan menempatkan ladel pada corong tungku supaya logam cair yang dituang tidak terbuang keluar dari tungku.
1.6. Proses Pouring
Proses pouring adalah proses penuangan logam cair dari ladel ke dalam cetakan. Dalam proses penuangan logam cair ke dalam cetakan ini tidak boleh terputus sampai cetakan pasir tersebut benar-benar penuh oleh logam cair dan jika ada sisa, logam cair tersebut dituang ke dalam wadah yang telah dipersiapkan dan sudah dicouting. Setelah selesai penuangan, logam cair tersebut kita tunggu sampai.
1.7. Pembongkaran Cetakan
Setelah logam cair membeku dalam cetakan, baut penyambung antara cup dan drag kita buka, kemudian cup dan drag kita pisahkan, cup diangkat bersama coran dan menyingkirkan pasir dari cup, drag dan coran dengan cara memukul pasir tersebut menggunakan palu. Setelah terpisah, coran kita angkat kemudian cawan turun, saluran turun, saluran masuk, saluran pengalir dan penambah dipisahkan dari coran dan akhirnya sirip-sirip dipangkas serta permukaan coran dibersihkan. Dalam proses pembongkaran ini dilakukan secara mekanis atau dengan tangan. Pasir yang telah dpisahkan dikumpulkan dan cuci untuk memisahkan pasir dengan waterglass sehingga pasir dapat digunakan kembali untuk membuat cetakan.
1.8. Pemeriksaan (Quality Control)
Proses pemeriksaan produk coran terdiri dari beberapa proses pemeriksaan yaitu :
a. Pemeriksaan rupa
Pemeriksaan rupa/fisik
Pemeriksaan dimensi (menggunakan jangka sorong, micrometer, jig pemeriksa dan alat ukur lainnya)
b. Pemeriksaan Cacat dalam Pemeriksaan ketukan
Pemeriksaan penetrasi (dye-penetrant) Pemeriksaan magnafluks (magnetic-particle) Pemeriksaan supersonic (ultrasonic)
Pemeriksaan radiografi (radiografi) c. Pemeriksaan material
Pengujian kekerasan (dengan metode Rockwell, Brinell, Vickers) Pengujian tarik
Pengujian struktur mikro dan struktur makro
Setelah benda coran dibersihkan kemudian dilakukan pemeriksaan pada coran tersebut apakah pada benda coran terdapat cacat, jika terdapat cacat yang memungkinkan tidak bisa diperbaiki melalui proses finishing atau proses pemesinan maka benda kerja coran tersebut dilebur kembali. Dari 6 benda coran yang dibuat hanya satu benda coran yang diambil karena benda coran ini yang memenuhi kriteria bahwa benda coran tersebut baik dan selanjutnya dilakukan proses pemesinan (machining process) untuk mendapatkan hasil produk yang lebih baik.
1.9. Produk Finishing
Setelah proses pemeriksaan selesai dan dipilih benda coran dengan hasil yang baik, selanjutnya benda kerja tersebut dilakukan proses pemesinan menggunakan mesin milling dan mesin gerinda dengan hasil produknya.
BAB III PENUTUP
A. Kesimpulan
1. Agar mahasiswa mampu membuat part atau perabotan rumah tangga yang terbuat dari logam dengan menggunakan proses pengecoran logam
2. Agar mahasiswa tahu bagaimana langkah proses pengecoran logam yang benar dan alat apa saja yang dipersiapkan.
B. Saran
1. Dalam proses pengecoran logam perlu diperhatikan juga keselamatan kerja
2. Perlu diperhatikan temperatur suhu tuang pada saat dibakikannya 3. Somoga untuk tahun-tahun selanjutnya Teknik Msein Unnes
mempunyai alat peraga untuk proses pengocoran untuk memeudahkan pembelajaran.
DAFTAR PUSTAKA
http://goldenkoreakharisma.blogspot.com/2009/09/teknik-pengecoran-logam.html http://indonesia-mekanikal.blogspot.com/2008/03/teknik-pengecoran-logam.html