PROSES PENGECORAN DARI CETAKAN PASIR
SAND CASTING
PROSES PENGECORAN DARI CETAKAN PASIR SAND CASTING
Proses pengecoran meliputi: pembuatan cetakan, persiapan dan peleburan logam, penuangan logam cair ke dalam cetakan, pembersihan coran dan proses daur ulang pasir cetakan. Produk pengecoran disebut coran atau benda cor. Berat coran itu sendiri berbeda, mulai dari beberapa ratus gram sampai beberapa ton dengan komposisi yang berbeda, mulai dari beberapa ratus gram sampai beberapa ton dengan komposisi yang berbeda dan hamper semua logam atau paduan dapat dilebur dan dicor.
Proses pengecoran secara garis besar dapat dibedakan dalam proses pengecoran dan proses percetakan. Pada proses pengeceron tidak digunakan tekanan sewaktu mengisi rongga cetakan, sedang pada proses pencetakan logam cair ditekan agar mengisi rongga cetakan. Karena pengisian logam berbeda, cetakan pun berbeda, sehingga pada proses percetakan cetakan
umumnya dibuat dari loga. Pada proses pengecoran cetakan biasanya dibuat dari pasir meskipun ada kalanya digunakan pula plaster, lempung, keramik atau bahan tahan api lainnya.
PASIR
Ada dua cara pengecoran dengan menggunakan cetakan pasir. Pembagian dilakukan berdasarkan jenis pola yang digunakan:
1) Pola yang dapat digunakan berulang-ulang dan 2) Pola sekali pakai
Urutan pembahasan proses pengecoran adalah sebagai berikut: 1. Prosedur pembuatan cetakan
2. Pembuatan pola 3. Pasir
4. Inti
5. Peralatan (mekanik) 6. Logam
7. Penuangan dan pembersihan benda cor. PROSEDUR PEMBUATAN CETAKAN
Cetakan diklasifikasikan berdasarkan bahan yang digunakan: 1. Cetakan pasir basah (green-sand molds)
2. Cetakan kulit kering (Skin dried mold) 3. Cetakan pasir kering (Dry-sand molds)
Cetakan dibuat dari pasir yang kasar dengan bahan pengikat 1. Cetakan lempung (Loan molds)
2. Cetakan furan (Furan molds) 3. Cetakan CO2
4. Cetakan logam Cetakan logam terutama digunakan pada proses cetak-tekan (die casting) logam dengan suhu cair rendah.
5. Cetakan khusus Cetakan khusus dapat dibuat dari plastic, kertas, kayu semen, plaster, atau karet.
Proses pembuatan cetakan yang dilakukan di pabrik-pabrik pengecoran dapat di kelompokkan sebagai berikut:
1. Pembuatan cetakan di meja (Bench molding) Dilakukan untuk benda cor yang kecil.
1. Pembuatan cetakan di lantai (Floor molding) Dilakukan untuk benda cor berukuran sedang atau besar
1. Pembuatan cetakan sumuran (pit molding)
2. Pembuatan cetakan dengan mesin (machine molding) Pembuatan Cetakan
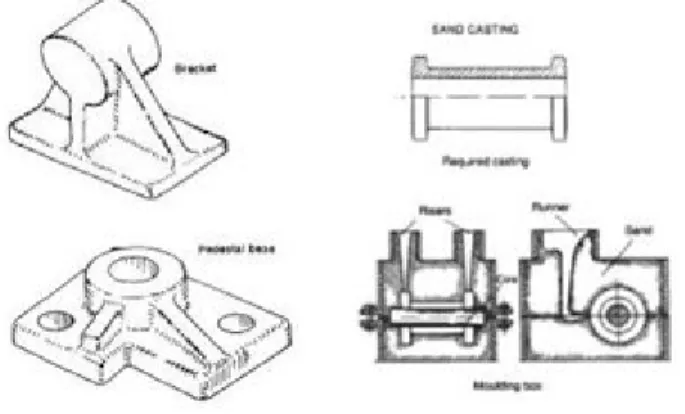
Sebagai contoh akan diuraikan pembuatan roda gigi seperti pada Gambar 5.2 di bawah ini. Cetakan dibuat dalam rangka cetak (flak) yang terdiri dari dua bagian, bagian atas disebut kup dan bagian bawah disebut drag. Pak kotak cetak yang terdiri dari tiga bagian, bagian tengahnya
disebut cheek. Kedua bagian kotak cetakan disatukan pada tempat tertentu dengan lubang dan pin.
Keuntungan dari proses cetak sekali pakai ini meliputi :
1. Sangat tepat untuk mengecor benda-benda dalam jumlah kecil 2. Tidak memerlukan pemesinan lagi
3. Menghemat bahan coran 4. Permukaan mulus
5. Tidak diperlukan pembuatan pola belahan kayu yang rumit 6. Tidak diperlukan inti atau kotak inti
7. Pengecoran jauh lebih sederhana Kerugiannya adalah :
1. Pola rusak sewaktu dilakukan pengecoran
2. Pola lebih mudah rusak, oleh karena itu memerlukan penangangan yang lebih sederhana. 3. Pada pembuatan pola tidak dapat digunakan mesin mekanik
4. Tidak ada kemungkinan untuk memeriksa keadaan rongga cetakan
SALURAN MASUK, PENAMBAH, DAN KARAKTERISTIK PEMBEKUAN
Sistem saluran masuk (gating system) untuk mengalirkan logam cair ke dalam rongga cetakan, terdiri dari cawan tuang, saluran turun, pengalir dan saluran masuk tempat logam mengalir memasuki rongga cetakan. Fungsi system saluran masuk perlu dirancang dengan mantap dengan mempertimbangkan faktor-faktor berikut:
1. Aliran logam hendaknya memasuki rongga cetakan pada dasar atau dekat dasarnya dengan turbulensi seminimal mungkin. Hal ini perlu diperhatikan, khususnya pada benda tuang yang kecil
2. Pengikisan dinding saluran masuk dan permukaan rongga cetakan harus ditekan dengan mengatur aliran logam cair atau dengan menggunakan inti pasir kering.
3. Aliran logam cair yang masuk harus diatur sedemikian sehingga terjadi solidifikasi terarah. Solidifikasi hendaknya mulai dari permukaan cetakan kea rah logam cair sehingga selalu ada logam cair cadangan untuk menutupi kekurangan akibat penyusutan. 4. Usahakanlah agar slag, kotoran atau partikel asing tidak dapat masuk ke dalam rongga
cetakan.
Jenis-jenis Pola.
Pada pembuatan pola harus diperhatikan beberapa hal antara lain: pengaruh penyusutan logam cair, ketirusan, penyelesaian, distorsi dan kelonggaran, sehingga kita dapat memperoleh benda cor yang benar-benar sesuai dengan benda yang akan dibuat.
Penyusutan
Karena hampir semua jenis logam menyusut pada waktu pembekuan, pada waktu membuat pola perlu ditambahkan ukuran penyusutan. Untuk kemudahan, untuk besi cor dapat digunakan mister susut yang 1,04% atau 0,00104 mm/mm lebih panjang dari ukuran standar. Direncanakan suatu roda gigi yang bila pemesinan telah selesai, mempunyai diameter luar 150 mm. Untuk brons perlu ditambah 1,56%, baja 2,08%, aluminium dan magnesium 1,30%.
Tirus
Bila pola yang dapat diangkat dikeluarkan dari cetakan, kadang-kadang tepi cetakan pasir yang bersentuhan dengan pola terangkat. Oleh karena itu untuk memudahkan pengeluaran pola, maka sisi tegak pola dimiringkan. Untuk permukaan luar, biasanya dipakai penambahan sebesar 1,04% hingga 2,08%. Untuk lubang di sebelah dalam dapat digunakan kemiringan sampai 6,25%. Penyelesaian
Permukaan coran yang akan mengalami pemesinan biasanya diberi tanda tertentu. Tanda tersebut berarti bahwa pola harus dipertebal, sehingga cukup bahan untuk diselesaikan. Umumnya penambahan adalah 3,0 mm. Untuk pola yang besar suaian tersebut harus ditambah karena ada kemungkinan bahwa benda cor akan melengkung.
Distorsi
Distorsi terjadi pada benda coran dengan bentuk yang tidak teratur karena sewaktu membeku terjadi penyusutan yang tidak merata. Kemungkinan ini perlu diperhitungkan sewaktu membuat pola.
Kelonggaran
Bila pasir di sekitar pola ditumbuk-tumbuk kemudian pola dilepaskan, pada umumnya ruangan pola akan lebih besar sedikit. Pada benda cor yang besar atau benda cor yang tidak mengalami penyelesaian, hal ini dapat diatasi dengan membuat pola yang kecil sedikit.
Bahan pola
Langkah pertama dalam pembuatan suatu benda cor ialah: persiapan pola. Pola ini agak berbeda dibandingkan dengan benda cornya sendiri. Perbedaan tersebut mencakup suaian pola untuk mengimbangi penyusutan dan pemesinan dan penambahan lainnya unutk memudahkan pengecoran.
Pola biasanya dibuat dari kayu karena relative murah dan mudah dibentuk. Karena penggunaan pola biasanya terbatas, pola tidak perlu dibuat dari bahan awet.
Sebaliknya pola yang diperlukan untuk produksi dalam jumlah yang banyak biasanya dibuat dari logam karena lebih awet dalam penggunaan.
Pola logam tidak berubah bentuk dan rata-rata tidak memerlukan perawatan khusus. Jenis logam yang banyak digunakan untuk pola ialah kuningan, besi cord an aluminium. Aluminium banyak digunakan karena mudah dibentuk, ringan dan tahan korosi. Pola logam biasanya dicor
mengikuti pola induk yang terbuat dari kayu. PASIR
Jenis Pasir
Pasir silica (SiO2), ditemukan di banyak tempat, dan tersebar di seluruh Nusantara. Pasir ini sangat cocok untuk cetakan karena tahan suhu tinggi tanpa terjadi penguraian, murah harganya, awet dan butirannya mempunyai bermacam tingkat kebesaran dan bentuk. Namun, angka muainya tinggi dan memiliki kecenderungan untuk melebur menjadi satu dengan logam. Karena kandungan debu yang cukup tinggi, dapat berbahaya bagi kesehatan.
PENGUJIAN PASIR
Pasir cetakan perlu diuji secara berkala untuk mengetahui sifat-sifatnya. Pengujian yang lazim diterapkan adalah pengujian mekanik untuk menentukan sifat-sifat pasir sebagai berikut:
1. Permeabilitas. Porositas pasir memungkinkan pelepasan gas dan uap yang terbentuk dalam cetakan
2. Kekuatan. Pasir harus memilikigayakohesi, kadar air dan lempung, mempengaruhi sifat-sifat cetakan.
3. Ketahanan terhadap suhu tinggi. Pasir harus tahan terhadap suhu tinggi tanpa melebur. 4. Ukuran dan bentuk butiran. Ukuran butiran pasir harus sesuai dengan sifat permukaan
yang dihasilkan. Butiran harus berbentuk tidak teratur sehingga memiliki kekuatan ikatan yang memadai.
Pengujian Kekerasan Cetakan Inti
Pada gambar 5.10 tampak alat pengukur kekerasan cetakan. Prinsip kerjanya adalah sederhana, bola baja f 5,08 m ditekan ke dalam permukaan cetakan oleh per (gaya2,3 N). kedalaman penetrasi yang diukur dalam millimeter menjadi indikasi dari pada kekerasan. Cetakan dengan pemadatan sedang mempunyai nilai kekerasan : 75.
TEKNIK PENGECORAN LOGAM Definisi pengecoran
Review Proses Pengecoran Pengecoran (CASTING) adalah salah satu teknik pembuatan produk dimana logam dicairkan dalam tungku peleburan kemudian di tuangkan kedalam rongga cetakan yang serupa dengan bentuk asli dari produk cor yang akan dibuat
Ada 4 faktor yang berpengaruh atau merupakan cirri dari proses pengecoran, yaitu : 1. Adanya aliran logam cair kedalam rongga cetak
2. Terjadi perpindahan panas selama pembekuan dan pendinginan dari logam dalam cetakan 3. Pengaruh material cetakan
Klasifikasi pengecoran berdasarkan umur dari cetakan, ada pengecoran dengan sekali pakai (expendable Mold) dan ada pengecoran dengan cetakan permanent (permanent Mold). Cetakan pasir termasuk dalam expendable mold.
Karena hanya bisa digunakan satu kali pengecoran saja, setelah itu cetakan tersebut dirusak saat pengambilan benda coran. Dalam pembuatan cetakan, jenis-jenis pasir yang digunakan adalah pasir silika, pasir zircon atau pasir hijau.
Sedangkan perekat antar butir-butir pasir dapat digunakan, bentonit, resin, furan atau air gelas. Terminologi Pengecoran dengan Cetakan Pasir
Secara umum cetakan harus memiliki bagian-bagian utama sebagai berikut :
1. Cavity (rongga cetakan), merupakan ruangan tempat logam cair yang dituangkan kedalam cetakan. Bentuk rongga ini sama dengan benda kerja yang akan dicor. Rongga cetakan dibuat dengan menggunakan pola.
2. Core (inti), fungsinya adalah membuat rongga pada benda coran. Inti dibuat terpisah dengan cetakan dan dirakit pada saat cetakan akan digunakan. Bahan inti harus tahan menahan
temperatur cair logam paling kurang bahannya dari pasir.
3. Gating sistem (sistem saluran masuk), merupakan saluran masuk kerongga cetakan dari saluran turun. Gating sistem suatu cetakan dapat lebih dari satu, tergantung dengan ukuran rongga cetakan yang akan diisi oleh logam cair.
4. Sprue (Saluran turun), merupakan saluran masuk dari luar dengan posisi vertikal. Saluran ini juga dapat lebih dari satu, tergantung kecepatan penuangan yang diinginkan.
Pouring basin, merupakan lekukan pada cetakan yang fungsi utamanya adalah untuk mengurangi kecepatan logam cair masuk langsung dari ladle ke sprue.
Kecepatan aliran logam yang tinggi dapat terjadi erosi pada sprue dan terbawanya kotoran-kotoran logam cair yang berasal dari tungku kerongga cetakan.
5. Raiser (penambah), merupakan cadangan logam cair yang berguna dalam mengisi kembali rongga cetakan bila terjadi penyusutan akibat solidifikasi.
Pengecoran Cetakan Pasir
Pengecoran dengan cetakan pasir melibatkan aktivitas-aktivitas seperti menempatkan pola dalam kumpulan pasir untuk membentuk rongga cetak, membuat sistem saluran, mengisi rongga cetak dengan logam cair, membiarkan logam cair membeku, membongkar cetakan yang berisi produk cord an membersihkan produk cor.
Hingga sekarang, proses pengecoran dengan cetakan pasir masih menjadi andalan industri pengecoran terutam industri-industri kecil. Tahapan yang lebih umum tentang pengecoran
cetakan pasir diperlihatkan dalam gambar dibawah ini. 1. Pasir
Kebanyakan pasir yang digunakan dalam pengecoran adalah pasir silika (SiO2). Pasir merupakan produk dari hancurnya batu-batuan dalam jangka waktu lama. Alasan pemakaian pasir sebagai bahan cetakan adalah karena murah dan ketahanannya terhadap temperature tinggi.
Ada dua jenis pasir yang umum digunakan yaitu naturally bonded (banks sands) dan synthetic (lake sands). Karena komposisinya mudah diatur, pasir sinetik lebih disukai oleh banyak industri pengecoran.
2. Jenis Cetakan Pasir
Ada tiga jenis cetakan pasir yaitu green sand, cold-box dan no-bake mold. Cetakan yang banyak digunakan dan paling murah adalah jenis green sand mold (cetakan pasir basah). Kata “basah” dalam cetakan pasir basah berati pasir cetak itu masih cukup mengandung air atau lembab ketika logam cair dituangkan ke cetakan itu. Istilah lain dalam cetakan pasir adalah skin dried.
Cetakan ini sebelum dituangkan logam cair terlebih dahulu permukaan dalam cetakan dipanaskan atau dikeringkan. Karena itu kekuatan cetakan ini meningkat dan mampu untuk diterapkan pada pengecoran produk-produk yang besar.
Dalam cetakan kotak dingin (box-cold-mold), pasir dicampur dengan pengikat yang terbuat dari bahan organik dan in-organik dengan tujuan lebih meningkatkan kekuatan cetakan. Akurasi dimensi lebih baik dari cetakan pasir basah dan sebagai konsekuensinya jenis cetakan ini lebih mahal.
3. Pola
Pola merupakan gambaran dari bentuk produk yang akan dibuat. Pola dapat dibuat dari kayu, plastic/polimer atau logam. Pemilihan material pola tergantung pada bentuk dan ukuran produk cor, akurasi dimensi, jumlah produk cor dan jenis proses pengecoran yang digunakan.
Jenis-jenis pola :
a. Pola tunggal (one pice pattern / solid pattern)
Biasanya digunakan untuk bentuk produk yang sederhana dan jumlah produk sedikit. Pola ini dibuat dari kayu dan tentunya tidak mahal.
b. Pola terpisah (spilt pattern)
Terdiri dari dua buah pola yang terpisah sehingga akan diperoleh rongga cetak dari masing-masing pola. Dengan pola ini, bentukproduk yang dapat dihasilkan rumit dari pola tunggal. c. Match-piate pattern
Jenis ini popular yang digunakan di industri. Pola “terpasang jadi satu” dengan suatu bidang datar dimana dua buah pola atas dan bawah dipasang berlawanan arah pada suatu pelat datar.
Jenis pola ini sering digunakan bersama-sama dengan mesin pembuatan cetakan dan dapat menghasilkan laju produksi yang tinggi untuk produk-produk kecil.
4. Inti
Untuk produk cor yang memiliki lubang/rongga seperti pada blok mesin kendaraan atau katup-katup biasanya diperlukan inti. Inti ditempatkan dalam rongga cetak sebelum penuangan untuk membentuk permukaan bagian dalam produk dan akan dibongkar setelah cetakan membeku dan dingin. Seperti cetakan, inti harus kuat, permeabilitas baik, tahan panas dan tidak mudah hancur (tidak rapuh).
5. Operasi Pengecoran Cetakan Pasir
Operasi pengecoran dengan cetakan pasir melibatkan tahapan proses perancangan produk cor, pembuatan pola dan inti, pembuatan cetakan, penuangan logam cair dan pembongkaran produk cor.
PROSES PELEBURAN LOGAM
Peleburan logam merupakan aspek terpenting dalam operasi-operasi pengecoran karena
berpengaruh langsung pada kualitas produk cor. Pada proses peleburan, mula-mula muatan yang terdiri dari logam, unsur-unsur paduan dan material lainnya seperti fluks dan unsur pembentuk terak dimasukkan kedalam tungku.
Fluks adalah senyawa inorganic yang dapat “membersihkan” logam cair dengan menghilangkan gas-gas yang ikut terlarut dan juga unsur-unsur pengotor (impurities). Fluks memiliki beberpa kegunaan yang tergantung pada logam yang dicairkan, seperti pada paduan alumunium terdapat cover fluxes (yang menghalangi oksidasi dipermukaan alumunium cair).
Cleaning fluxes, drossing fluxes, refining fluxes, dan wall cleaning fluxes , Tungku-tungku peleburan yang biasa digunakan dalam industri pengecoran logam adalah tungku busur listrik, tungku induksi, tungku krusibel, dan tungku kupola.
Karakteristik masing-masing tungku peleburan adalah : a. Tungku busur listrik
- laju peleburan tinggi atau laju produksi tinggi
- polusi lebih rendah dibandingkan tungku-tungku lain
- memiliki kemampuan menahan logam cair pada temperatur tertentu untuk jangka waktu - lama untuk tujuan pemaduan
b. Tungku induksi
> Khususnya digunakan pada industri pengecoran kecil
> Mampu mengatur komposisi kimia pada skala peleburan kecil
>Terdapat dua jenis tungku yaitu Coreless (frekuensi tinggi) dan core atau channel (frekuensi rendah, sekitar 60 Hz)
> Biasanya digunakan pada industri pengecoran logam-logam non-ferro
> Secara khusus dapat digunakan untuk keperluan superheating (memanaskan logam cair diatas temperatur cair normal untuk memperbaiki mampu alir), penahanan temperatur (menjaga logam cair pada temperatur konstan untuk jangka waktu lama, sehingga sangat cocok untuk aplikasi proses die-casting), dan duplexing/tungku parallel (menggunakan dua tungku seperti pada operasi pencairan logam dalam satu tungku dan memindahkannya ke tungku lain)
c. Tungku krusibel
> Telah digunakan secara luas disepanjang sejarah peleburan logam. Proses pemanasan dibantu oleh pemakaian berbagai jenis bahan bakar.
>Tungku ini bias dalam keadaan diam, dimiringkan atau juga dapat dipindah-pindahkan >Dapat diaplikasikan pada logam-logam ferro dan non-ferro
d. Tungku kupola
>Tungku ini terdiri dari suatu saluran/bejana baja vertical yang didalamnya terdapat susunan bata tahan api
>Muatan terdiri dari susunan atau lapisan logam, kokas dan fluks
>Kupola dapat beroperasi secara kontinu, menghasilkan logam cair dalam jumlah besar dan laju peleburan tinggi
Muatan Kupola
- Besi kasar (20 % - 30 %) - Skrap baja (30 % - 40 %)
Kadar karbon dan siliko yang rendah adalah menguntungkan untuk mendapat coran dengan prosentase Carbon dan Si yang terbatas. Untuk besi cor kekuatan tinggi ditambahkan dalam jumlah yang banyak.
> Skrap balik
Yang dimaksud skrap balik adalah coran yang cacat, bekas penambah, saluran turun, saluran masuk atau skrap balik yang dibeli dari pabrik pengecoran.
>Paduan besi
Paduan besi seperti Fe-Si, Fe-Mn ditambahkan untuk mengatur komposisi. Prosentase karbon berkurang karena oksidasi logam cair dalam cerobong dan pengarbonan yang disebabkan oleh reaksi antar logam cair dengan kokas. Prosentase karbon terutama diatur oleh perbandingan besi kasar dan skrap baja.
Tambahan harus dimasukkan dalam perhitungan untuk mengimbangi kehilangan pada saat peleburan. Penambahan dimasukkan 10 sampai 20 % untuk Si dan 15 sampai 30 % untuk Mn. Prosentase steel bertambah karena pengambilan steel dari kokas. Peningkatan kadar belerang (steel) yang diperbolehkan biasanya 0,1 %
BAGIAN-BAGIAN CETAK
1. Pouring Basin berfungsi manampung kotoran atau slag (terak) yang ikut terbawa pada saat menuangkan logam dari laddle berfungsi juga menampung kelebihan logam cair.
2. Riser berfungsi untuk menanpung kelebihan logam cair sebagai cadangan bila terjadi penyusutan dan juga berfungsi sebagai pemberat.
3. Saluran turun (sprue) berfungsi untuk meneruskan lagam cair dari cawan tuang ke runner dan saluran masuk (gate).
4. Gate berfungsi sebagaii saluran masuk yang menghubungi runner dengan rongga cetak (cavity).
Faktor-faktor yang harus diperhatikan dalam perencanaan pola: 1. SHRINKAGE
2. KELEBIHAN MATERIAL 3. DRAFT ANGLE
4. DISTORSI 5. PATING LINE
Kondisi cacat yang paling banyak dijumpai pada proses pengecoran saluran keluar teko adalah lubang saluran keluar pada ujung teko yang terlalu sempit bahkan tertutup di akhir proses pengecoran. Banyak faktor yang mempengaruhi proses pengecoran ini sehingga menyebabkan cacat tersebut. Kondisi cacat ini dapat direpresentasikan dengan ketebalan dari produk cor saluran keluar teko.
Pada makalah ini akan dianalisa faktor yang paling signifikan mempengaruhi ketebalan saluran teko hasil cor. Metode yang digunakan adalah metode desain eksperimen khususnya metode desain faktorial untuk menentukan faktor-faktor yang signifikan serta kondisi optimumnya dan metode response surface untuk mendapatkan model pendekatan untuk ketebalan saluran teko sebagai fungsi dari faktor-faktor tersebut sehingga dapat diperoleh kondisi keseluruhan yang paling optimal.
Dari analisa hasil eksperimen ini ditemukan bahwa faktor yang signifikan terhadap ketebalan adalah temperature tuang, radius sprue dan holding time. Dapat pula disimpulkan bahwa kondisi optimum dari factor-faktor tersebut adalah temperatur tuang 475?C, radius sprue 29.6 mm dan holding time 8 detik yang menghasilkan ketebalan sebesar 2.54 mm. 14
KESIMPULAN
Di dunia industri sekarang ini kebutuhan akan logam semakin meningkat tidak lain karna rasa ingin memiliki dari konsumen yang tidak ada habisnya. Banyak pihak yang memanfaatkan kesempatan untuk meraup uang dari kebiasaan manusia tersebut, semua kebutuhan akan logam yang tak mungkin dikerjakan dengan mesin konfensional itulah yang merupakan suatu ilmu yang sangat bermanfaat yang sebenarnya merupakan suatu peluang bisnis yang cukup menjanjikan di
negara indonesia ini Peluang bisnis berupa pengecoran logam itulah yang sekarang ini telah ditekuni oleh banyak orang atau perusahaan.
Pengecoran sangat berguna karna tanpa pengecoran maka dunia industri logam dunia tidak akan ada, karna pengecoranlah yang merupakan proses awal pembuatan logam dari biji besi.
2 . PENGECORAN
Pengecoran adalah membuat komponen dengan cara menuangkan bahan yang dicairkan ke dalam cetakan. Bahan disini dapat berupa metal maupun non-metal. Untuk mencairkan bahan diperlukan (dapur kupola).
Furnace adalah sebuah dapur atau tempat yang dilengkapi dengan heater (pemanas). Bahan padat dicairkan sampai suhu titik cair dan dapat ditambahkan campuran bahan seperti chrom, silikon, titanium, aluminium dan lain-lain supaya bahan menjadi lebih baik. Bahan yang sudah cair dapat dituangkan ke dalam cetakan.
Gambar diatas menerangkan pembuatan baja dengan tanur yang dialiri gas O2 untuk mengurangi carbon. Bahan baku berupa biji besi dimasukkan kedalam tanur dan dialiri gas, bagian bawah baja cair ditampung kedalam ladel yang kemudian dimasukan ke dalam cetakan.
Gambar diatas merupakan proses Penuangan besi Cor , Cetakan untuk pengecoran dapat dibuat dengan pasir ataupunlogam. Untuk komponen yang rumit dan tidak banyak jumlahnya biasanya
memakai cetakan pasir, sedangkan komponen yang bentuk sederhana dan diproduksi masal dapat menggunaan cetakan logam.
Dalam membuat cetakan yang perlu diperhatikan adalah porositas dan toleransi untuk sringkage (penyusutan) setelah penuangan. Porositas cetakan semakin tinggi semakin baik untuk
mengeluarkan gas-gas yang terjebak di dalam cetakan. Untuk bentuk cetakan dan hasil pengecoran dapat dilihat pada gambar.
Gambar 2.4 Cetakan pasir dan hasil dari pengecoran.
Dalam Ilmu Pengecoran kita patut memperhatikan ketelitian dan kejelian kita , karena satu kesalahan akan menyebabkan kegagalan .
3. PEMBUATAN CETAKAN PASIR DAN MATERIALNYA
Dalam Pembuatan Cetakan Pasir atau yang biasa kenal dengan Sand Casting tentunya dibutuhkan beberapa material , berikut kami memaparkan material yang dipergunakan untuk membuat Cetakan Pasir beserta Langkah - langkah pembuatannya.
Material cetakan yang digunakan pada untuk membuat Cetakan Pasir adalah material pasir silica. Dengan penambahan penguat seperti clay, bentonite dan penghalus permukaan serbuk arang. Pada praktikum ini terdapat eberapa jenis pasir yang digunakan, antara lain :
1. Pasir muka (facing sand)
Pasir muka merupakan pasir utama yang bersentuhan langsung dengan pola dan digunakan untuk menutupi pola benda pada pembuatan cetakan baik dibagian kup maupun drag. Pasir muka yang digunakan harus memiliki kualitas baik sehingga dalam pembuatannya komposisinya perlu diperhitungkan dengan teliti.
Hal ini diperlukan karena pasir muka ini akan langsung bersentuhan dengan logam cair dan akan menentukan bentuk dan dimensi dari benda cor serta memberikan sifat kehalusan permukaan pada benda hasil cor. Dalam pasir tersebut masih mengandung unsur lain sebagai penguat dan penghalus permukaan material.
a. Bentonit merupakan bahan pengikat yang umum digunakan dalam pasir cetak basah. Bentonit adalah istilah yang digunakan untuk sejenis lempung yang memiliki sifat menyerap air lebih besar dibandingkan dengan jenis tanah liat lainnya.
Pada percobaan ini digunakan 9% bentonit agar permeabilitasnya besar dan tetap memiliki sedikit kekuatan tekan sehingga mampu untuk menopang benda cor serta memiliki sifat collapsibility yang baik.
b. Gula tetes (molases) ditambahkan untuk meningkatkan waktu efektif pasir (bench life) dan memberikan kekuatan kering yang tinggi. Karena kekentalan yang tinggi dan wettability yang baik maka akan menghasilkan kekuatan basah yang baik pula.
Pada temperatur tinggi, gula tetes akan terurai menjadi CO2 yang akan meningkatkan kekerasan dan kekuatan tekan akibat panas cetakan. Pada percobaan ini digunakan gula tetes (molases) 2% pada pasir muka.
c. Bahan berserat yang digunakan dalam praktikum kali ini adalah serbuk arang. Berdasarkan literatur[1], penggunaan serbuk arang 1% pada praktikum ini sesuai dengan literatur yang ada dan sesuai dengan kebutuhan karena menghasilkan cetakan permukaannya halus dan mudah dalam pembongkarannya.
2. Pasir pendukung (back sand)
Pasir pendukung (backsand) merupakan pasir yang tidak bersentuhan langsung dengan pola. Pasir pendukung yang digunakan memiliki kualitas yang lebih rendah dibandingkan pasir muka, karena pasir yang digunakan untuk back sand merupakan pasir yang sudah terpakai atau berasal dari pasir bekas proses pengecoran sebelumnya.
Material pasir yang kami gunakan untuk back sand telah mengalami kehilangan kadar air akibat proses penguapan oleh panas dan udara karena tempat penyimpanan pasirnya langsung
berhubungan dengan udara 3. Pasir reparasi (back sand)
Pasir reparasi merupakan pasir yang digunakan untuk memperbaiki permukaan cetakan yang rusak atau rontok pada saat pengangkatan pola. Pasir reparasi yang digunakan pasir memiliki kadar gula yang lebih tinggi dari pasir muka.
Umumnya bahan pelapis yang digunakan harus memiliki temperatur lebur yang lebih tinggi daripada pasir dan dapat membentuk penghalang yang tidak tembus oleh logam cair.
Pada pembuatan Cetakan Pasir kali ini dilakukan coating pada bagian dari cetakan pasir yang ambruk. Hal ini sesuai dengan aplikasi dari coating, karena coating berfungsi untuk
memperhalus permukaan tetapi dia juga berfungsi sebagai pembentuk lapisan penghalang yang anti tembus oleh logam cair, sehingga cacat-cacat yang umumnya diakibatkan antara persentuhan
antara logam cair dan cetakan dapat diminimalisir.
Langkah – langkah proses pembuatan cetakan pasir adalah antara lain :
1. Persiapkan flask, lantai yang bersih dan pola kayu produk dan gating systemnya. Perlu diingat agar pola kayu sudah dilakukan waxing dengan lilin batangan.
2, Pembuatan pasir inti dari backing sand. Pembuatan inti dilakukan berulang-ulang. Karena inti yang dihasilkan terdapat retak, hal ini terjadi karena kurang padatnya inti pada proses ramming , atau proses pencabutan dari cetakan inti yang terlalu tergesa-gesa. Sehingga harus diperbaiki dengan penambahan molasses dan dilakukan ramming yang lebih kuat.
3. Pisahkan kup dan drag pola kayu. Taburi kaolin powder atau kapur (CH2COO3) powder di taburi pada lantai yang dibersihkan. Pola kayu bagian drag pertama kali ditutupi dengan pasir muka hingga seluruh bagian pola kayu (produk + gating system) tertutupi oleh pasir muka. 4. Tambahkan dengan pasir belakang (backing sand), lalu diramming dengan bantuan palu dan rammer agar pasir menjadi padat. Proses dilakukan sebanyak 3 kali. Setiap awal penaburan pasir diberikan guratan pada lapisan pasir sebelumnya. Bertujuan agar pasir menjadi homogen dan menyatu terikat antar partikel pasir.
5, Balik drag serta letakkan kup pada bagian atas posisi drag dengan posisi yang tetap. Setelah kup berada pada posisinya, lakukan langkah 1-3. Untuk benda cor dengan pola belah,
penempatan harus dilakukan dengan hati – hati agar pola dan gating sistemnya tidak bergerak sehingga tidak menimbulkan cacat akibat pergeseran pola.
6. Angkat pola yang telah dipadatkan dengan pasir dari bagian drag dan kup. Keluarkan pola yang berada pada cetakan pasir dengan menggunakan ulir. Pengeluaran pola harus dilakukan dengan hati-hati agar cetakan pasirnya tidak rusak. Pada saat praktikum, pencabutan pola sangat sulit sekali untuk dilakukan.
Hal ini dapat disebabkan oleh pelapisan lilin yang kurang merata dan benda cor yang memiliki dimensi agak besar dan bersudut Kerusakan yang dihasilkan pada cetakan pasir setelah
menggunakan pasir reparasi. didalam cetakan pasir.
7. Bersihkan cetakan kemudian berikan coating cetakan pada bagian yang diperbaiki agar permukaan cetakan menjadi rata. Pemberian coating bertujuan agar pasir tidak mengalami pengikikisan oleh logam cair serta memperbaiki sifat mekanis dari permukaan logam. Kemudian cetakan dibakar dengan menggunakan api agar coating menyatu dengan butiran pasir dan butiran pasir tidak masuk kedalam logam cair.
8. Setelah selesai proses coating, hal yang dilakukan selanjutnya adalah penyatuan kup dan drag yang kemudian dieratkan dengan menggunakan pengikat kawat. Saat penyatuan antara kup dan drag terjadi ambruknya pasir cetak sehingga bentuk cetakan menjadi tidak beraturan. Ini
disebabkan akibat kurang padatnya pasir disekitar pola dan banyak bagian dari pola yang bersudut. Seharusnya pada bagian bersudut tersebut dilakukan fillet agar permukaan lebih membulat (rounded).
9. Letakkan cetakan pasir diatas tatakan dan tempatkan didekat dapur peleburan logam. Letakkan cetakan dengan sprue menghadap keatas. Seharusnya pada bagian sprue diberikan sedikit area cekung sebagai pouring basin agar pada saat penuangan tidak terjadi turbulensi.
4. PROSES PENGECORAN LOGAM
Proses pengecoran logam adalah membentuk suatu benda logam dengan cara menuangkan logam cari ke dalam suatu cetakan. Cetakan tersebut dapat dibuat dari pasir, keramik, atau logam. Dalam memilih suatu teknik pengecoran kita harus melihat produk seperti apa yang ingin kita hasilkan, bagaimana beban kerjanya, apakah produk tersebut merupakan mass product, dan pertimbangan harga jualnya. Semua itu demi menjamin keefektifan dari pengecoran yang kita buat.
murah, namun menimbulkan beberapa resiko seperti masuknya butiran-butiran pasir ke dalam campuran baja cair yang tentunya akan menyebabkan kerugian dalam hal properties produknya. Kerugian lainnya dari pengecoran dengan cetakan pasir (sand casting) adalah cetakannya yang bersifat sekali pakai, jadi setelah selesai digunakan untuk mengecor maka cetakan tersebut harus dihancurkan, tak dapat digunakan kembali. Walaupun begitu proses ini masih tergolong murah mengingat harga pasir silika, sebagai bahan cetakan, tidak terlalu tinggi. Pengecoran dengan cetakan pasir juga memerlukan riser yang merupakan cadangan bagi logam cair saat terjadi pendinginan. Riser ini akan dibuang pada akhir proses, hal tersebut membuat pengecoran dengan cetakan pasir menjadi kurang efisien sebab harus ada logam yang terbuang. Cetakan pasir tentunya tak cocok digunakan untuk membuat mass product yang sangat banyak karena hanya bisa digunakan sekali. Oleh karena itu digunakanlah cetakan permanen yang menggunakan logam tahan suhu tinggi (heat resisting metals) sebagai bahan cetakannya. Pengecoran dengan cetakan permanen dapat pula dilakukan sambil memberi gaya tekan pada logam cair sehingga proses ini biasa disebut proses cetak-tekan. Hasil dari proses cetak tekan ini memiliki beberapa kelebihan dibanding pengecoran dengan cetakan pasir yaitu produk memiliki densitas lebih besar serta terhindar dari kemungkinan masuknya pengotor ke dalam logam cair. Contoh produk hasil dari pengecoran cetak menggunakan rangka logam adalah piston kendaraan
bermotor, dan front fork untuk suspensi sepeda motor.
Jenis pengecoran lainnya adalah pengecoran presisi. Produk yang dihasilkan memiliki toleransi dimensi yang sangat ketat, permukaan yang halus, dan biasanya bentuk yang rumit. Proses ini memerlukan biaya yang cukup mahal, terbatas hanya pada benda-benda berukuran kecil, dan tingkat kesulitannya tinggi. Contoh dari pengecoran presisi adalah lost wax casting (investment casting).
PROSES PENGECORAN ( Casting )
2.1. Pendahuluan
Proses pengecoran melalui beberapa tahap : pembutan cetakan, persiapan dan peleburan logam, penuangan logam cair ke dalam cetakan, pembersihan coran dan proses daur ulang pasir cetakan. Hasil pengecoran disebut dengan coran atau benda cor.
Proses pengecoran bisa dibedakan atas 2 yaitu : proses pengecoran dan proses pencetakan. Proses pengecoran tidak menggunakan tekanan sewaktu mengisi rongga cetakan sedangkan proses pencetakan adalah logam cair ditekan agar mengisi rongga cetakan. Cetakan untuk kedua proses ini berbeda dimana proses pengecoran cetakan biasanya dibuat dari pasir sedangkan proses pencetakan, cetakannya dibuat dari logam.
Cetakan pasir yang digunakan dalam proses pengecoran berdasarkan jenis pola dibedakan atas :
1. pola yang dapat digunakan berulang-ulang 2. pola sekali pakai.
2.2. Prosedur Pembuatan Cetakan
Berdasarkan bahan yang digunakan, cetakan diklasifikasikan atas : 1. Cetakan pasir basah (green-sand molds)
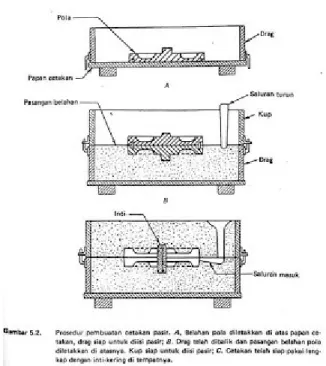
Cetakan dibuat dari pasir basah. Urutan cetakannya berdasarkan gambar 1. adalah sebagai berikut :
A. Belahan pola diletakkan diatas papan cetakan, drag siap untuk diisi pasir.
B. Drag telah dibalik dan pasangan belahan pola diletakkan diatasnya. Kup siap untuk diisi pasir.
Gambar 1. Prosedur pembuatan cetakan pasir. 2. Cetakan kulit kering (skin dried mold) Ada dua cara pembuatan cetakan :
1. Pasir disekitar pola setebal kira-kira 10 mm dicampur dengan pengikat sehingga bila pasir mengering terbentuk permukaan yang keras. Bagian lainnya terdiri dari pasir basah biasa.
2. Seluruh cetakan dibuat dari pasir basah kemudian permukaannya yang bersinggungan dengan pola disemprot atau dilapisi bahan yang mengeras bila dipanaskan. Pelapis terdiri dari minyak cat, molas, sagu atau bahan sejenis. Permukaan harus dikeringkan dengan tiupan udara atau dengan pemanasan.
3. Cetakan pasir kering Cetakan dibuat dari pasir yang kasar dengan menggunakan material
untuk pengikat. Tempat cetakan terbuat dari bahan logam. Cetakan pasir kering tidak menyusut sewaktu kena panas dan bebas dari gelembung udara.
4. Cetakan lempung (Loam mold)
Cetakan lempung biasanya digunakan untuk cetakan benda yang besar. Kerangka cetakan terbuat dari batu bata atau besi yang dilapis dengan lempung kemudian diperhalus permukaannya. Pembuatan cetakan ini biasanya memerlukan waktu yang lama.
5. Cetakan furan (Furan mold)
Pasir yang kering dan tajam dicampur dengan asam fosfor yang dalam hal ini merupakan reagens pemercepat. Resin furanditambahkan secukupnya dan campuran diaduk hingga resin merata. Pasir dibentuk dan dibiarkan mengeras yaitu sekitar 1 atau 2 jam.
Pasir yang bersih dicampur dengan natrium silikat dan campuran dipadatkan di sekitar pola, kemudian dialirkan gas CO2 dan campuran akan mengeras. Cetakan CO2 digunakan untuk bentuk yang rumit dan permukaan cetakannya licin.
7. Cetakan logam
Cetakan ini banyak digunakan pada cetakan die-casting (cetak-tekan) logam dengan suhu lelehnya rendah. Cetakan mempunyai permukaan yang licin.
8. Cetakan khusus
Cetakan khusus adalah cetakan yang terbuat dari plastik, kertas, kayu, semen, plaster atau karet.
Proses pembuatan cetakan dibedakan atas :
1. Pembuatan cetakan di meja (Bench molding)
Dipakai untuk benda-benda cor yang kecil.
2. Pembuatan cetakan di lantai
Dilakukan untuk benda cor yang berukuran sedang atau besar.
3. Pembuatan cetakan sumuran (Pit molding)
Digunakan untuk benda cor yang besar. Benda cor dituang dalam sumuran. Sumuran terdiri dari drag dan kup. Sisi sumuran diperkuat dengan bata dan alas ditutupi lapisan sinteryang tebal yang dihubungkan dengan pipa-pipa pelepas gas ke lantai pabrik. Cetakan ini tahan terhadap tekanan tinggi.
4. Pembuatan cetakan dengan mesin
Pekerjaan memadatkan pasir, membalik cetakan, dan membuat saluran masuk dilakukan dengan mesin sehingga pekerjaan menjadi lebih cepat dan efisien.
Prosedur Pembuatan Cetakan
Pertama-tama, belahan pola diletakkan diatas papan kayu yang rata. Kemudian rangka cetak bawah (drag) diletakkan diatas kayu (lihat gambar 1. Drag diisi penuh dengan pasir kemudian dimampatkan dengan cara manual atau mesin. Setelah selesai dimampatkan, pasir yang berlebih diratakan. Untuk memudahkanpelepasan gas sewaktu penuangan, pasir ditusuk-tusuk di beberapa tempat.
Cetakan bagian bawah tersebut kemudian dibalik, dengan demikian kup (cetakan atas) bisa dipasang. Sebelum dibalik, ditaburkan pasir kering dan diatasnya diletakkan papan. Drag dibalik dan permukaan pasir diratakan dan ditaburi pasir kering. Pasir kering yang ditaburkan adalah pasir silika kering yang halus dan tidak ada kekuatannya. Pasir ini mencegah melekatnya pasir dari kedua cetakan.
Setelah itu kup diletakkan diatas drag (gambar 1b), pasak pin dipasang supaya tidak terjadi pergeseran. Pada cetakan atas perlu dibuat saluran turun (sprue) yang merupakan
saluran pengalir logam cair, suatu pin tirus (sprue pin) ditempatkan lebih kurang 25 mm di kiri - kanan pola. Kemudian kup diisi pasir, dipadatkan dan diberi lubang pelepasan gas.
Untuk mengambil pola, pertama-tama salura turun dicabut, kemudian dibuat cawan tuang pada ujun saluran turun sehingga memudahkan penuangan logam cair. Kup kemudian dilepas dan dibalik. Sebelum belahan pola dilepas, pasir disekitar rongga cetakan diseka dengan kain lembab untuk menjaga supaya pinggiran rongga cetakan tidak rontok. Belahan pola kemudian dilepaskan.
Sebelum cetakan ditutup, perlu dibuat saluran masuk (gate) antara rongga cetakan dengan saluran turun.
Cetakan Pola Sekali Pakai
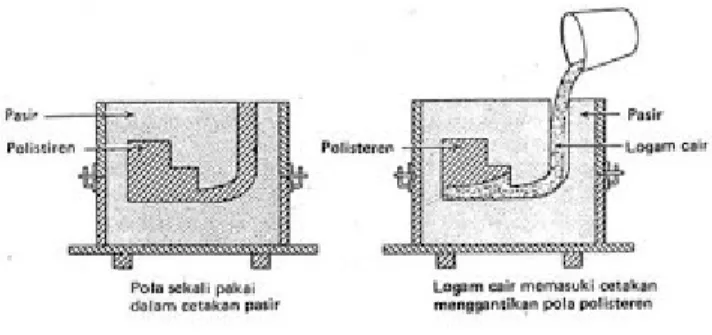
Pola sekali pakai umumnya terdiri dari satu bagian. Umumnya cetakan dibuat dari pasir basah, namun pasir jenis lainnya juga banyak digunakan. Saluran turun dan bagian dari sistem saluran masuk merupakan bagian dari pola. Pola termasuk saluran turun dan saluran tuangnya ditinggalkan dalam cetakan. Pada saat proses pencetakan dimana logam cair dialirkan ke dalam cetakan, pola yang umumnya terbuat dari polistiren akan menguap dan logam cair akan mengisi rongga cetakan. Proses pengecoran pola sekali pakai bisa dilihat pada gambar 2.
Gambar 2. Cetakan pola sekali pakai.
Keuntungan-keuntungan dari proses ini adalah :
1. Sangat tepat untuk mengecor benda-benda dalam jumlah kecil 2. Tidak memerlukan pemesinan lagi
3. Menghemat bahan coran 4. Permukaan mulus
5. Tidak diperlukan pembuatan pola belahan kayu yang rumit 6. Tidak diperlukan inti atau kotak inti
7. Pengecoran lebih sederhana. Kerugiannya adalah :
1. Pola rusak sewaktu dilakukan pengecoran
2. Pola mudah rusak, karena itu butuh penanganan yang hati-hati 3. Pada pembuatan pola tidak dapat digunakan mesin mekanik 4. Tidak ada kemungkinan untuk memeriksa keadaan rongga cetakan.
Saluran Masuk, Penambah Dan Karakteristik Pembekuan
Sistem saluran masuk (gating system) bertujuan mengalirkan logam cair ke dalam rongga cetakan. Saluran masuk terdiri dari cawan tuang, saluran turun, pengalir dan saluran masuk tempat logam mengalir memasuki rongga cetakan.Dalam merancang saluran masuk perlu diperhatikan hal-hal berikut :
1. Aliran logam cair hendaknya memasuki rongga cetakan pada bagian dasar atau dekat dasarnya dengan turbulensi seminimal mungkin.
2. Hindarkan terjadinya pengikisan dinding saluran masuk serta rongga cetakan dengan mengatur aliran logam cair.
3. Pembekuan diusahakan terarah yaitu dimulai dari permukaan cetakan ke arah masuknya logam cair.
4. Usahakan agar kotoran, slag, atau partikel lainnya tidak masuk ke rongga cetakan.
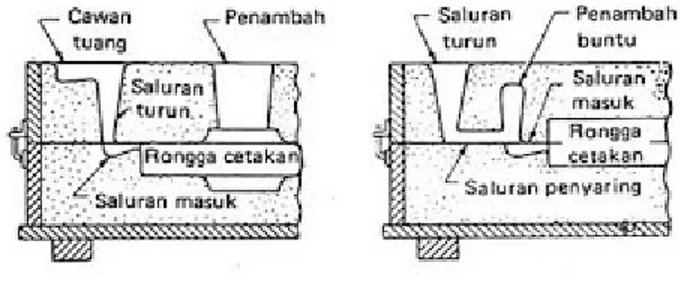
Gambar 3. Cara pengaliran logam cair ke rongga cetakan.
Cawan tuang dibuat untuk memudahkan ketika menuang logam cair dan untuk mencegah masuknya terak ke dalam cetakan. Saluran penyaring untuk mencegah masuknya terak atau partikel lainnya masuk ke dalam saluran turun kedua.
Penambah (riser) digunakan ssebagai cadangan logam cair untuk menutup rongga karena penyusutan.
Penyusutan selalu terjadi jika logam membeku dan apabila penyusutan tidak diatur dengan baik maka bisa menimbulkan rongga penyusutan yang besar. Umumnya rongga penyusutan terjadi pada daerah dengan temperatur paling tinggi atau di tempat dimana terjadi pembekuan paling akhir.
Gambar 4. Isoterm yang menunjukkan daerah dimana mungkin terjadi rongga penyusutan.
2.3. Pola
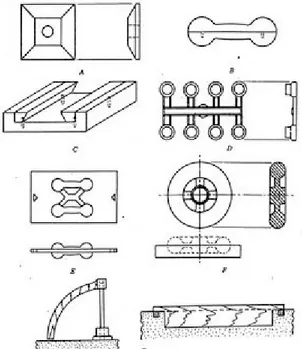
Pola mempunyai beberapa jenis. Jenis-jenis pola bisa dilihat pada gambar 5. Pola yang paling sederhana, A, merupakan pola tunggal. Kadang-kadang pola dibuat dalam 2 bagian untuk memudahkan pembuatan cetakan seperti pola B.
Untuk membuat cetakan dalam jumlah banyak, dapat digunakan pola lengkap dengan sistem saluran, lihat gambar D. Biasanya pola jenis ini dibuat dari logam sehingga lebih kuat sekaligus mencegah pelenturan akibat kelembaban.
Gambar 5. Jenis pola A. Pola tunggal; B. Pola belah atau pola terpisah; C. Pola terlepas; D.
Pola dengan sistem saluran; E. Pola dengan papan penyambung; F. Papan penuntun untuk pola roda; G. Pola sipat; sipat lengkung untuk inti pasir bawah yang besar dan sipat datar
Pada pembuatan pola harus diperhatikan beberapa hal antara lain: pengaruh penyusutan logam cair, ketirusan, penyelesaian, distorsi dan kelonggaran, sehingga akan didapat benda cor yang sesuai dengan benda yang akan dibuat.
2.4. Pasir
Pasir silika (SiO2) sangat cocok untuk cetakan karena tahan suhu tinggi tanpa terjadi penguraian, murah dan awet. Namun pasir silika murni tidak bisa digunakan karena tidak mempunyai daya ikat. Pasir silika murni dicampur dengan lempung sebanyak 8 sampai 15% untuk meningkatkan daya ikatnya. Jenis lempung yang banyak digunakan adalah kaolin, illit dan bentonit.
Pasir cetak alam telah mengandung sejumlah lempung, sehingga untuk membuat cetakan tinggal menambahkan air saja. Pasir cetak buatan terdiri dari butiran silika ditambah lempung sebanyak 3 sampai 5%. Kemudian ditambahkan air sebanyak maksimum 5%.
Jenis cetakan turut menentukan ukuran butir pasir. Untuk cetakan kecil dan rumit digunakan pasir yang halus sehingga didapat cetakan yang baik. benda cor yang besar memerlukan butir pasir yang kasar supaya memudahkan pelepasan gas.
Pengujian Pasir
Pasir cetak harus diuji untuk mengetahui sifat-sifatnya. Pengujian mekanik yang biasa dilakukan adalah :
1. Permeabilitas. Porositas pasir akan menentukan pelepasan gas dan uap yang ada dalam cetakan.
2. Kekuatan. Pasir harus mempunyai gaya kohesi yang menentukan daya ikatnya. 3. Ketahanan terhadap suhu tinggi. Pasir harus tahan suhu tinggi tanap melebur. 4. Ukuran dan bentuk butiran. Ukuran pasir disesuaikan dengan bentuk permukaan
yang diinginkan.
2.5 Cacat-cacat Coran
Cacat yang dijumpai pada coran disebabkan oleh cacat pada hal-hal berikut : 1. Desain pengecoran dan pola
2. Pasir cetakan dan desain cetakan dan inti 3. Komposisi logam
4. Pencairan dan penuangan 5. Saluran masuk dan penambah.
Gambar 6. adalah jenis-jenis cacat yang banyak ditemukan di dalam cetakan pasir :
(i) Blow yaitu rongga bulat besar yang disebabkan gas karena menempati daerah logam cair pada permukaan kop. Blow biasanya terjadi pada permukaan coran yang cembung.
(ii) Scar yaitu blow yang dangkal yang biasanya dijumpai pada permukaan coran yang rata.
(iii) Blister adalah scar yang tertutup oleh lapisan tipis logam.
(iv) Gas holes (lobang gas) yaitu gelembung gas yang terperangkap yang mempunyai bentuk bola dan terjadi ketika sejumlah gas larut dalam logam cair.
(v) Pin holes adalah lobang blow yang sangat kecil dan terjadi pada atau dibawah permukaan coran.
(vi) Porosity (porositas) adalah lobang sangat kecil yang tersebar merata diseluruh coran.
(vii) Drop adalah Tonjolan pada permukaan kop yang disebabkan karena jatuhnya pasir dari kop.
(viii) Inclusion (inklusi) adalah adanya partikel non logam yang ada pada logam induk. (ix) Dross adalah impuritas ringan yang berada pada permukaan coran.
(x) Dirt adalah lobang kecil pada permukaan kop karena jatuhnya pasir ke benda coran. ketika pasir dilepaskan akan meninggalkan lobang kecil.
(xi) Wash adalah tonjolan pada permukaan drag yang timbul di dekat saluran masuk, hal ini disebabkan oleh erosi pada pasir karena kecepatan logam cair yang tinggi memasuki dasar saluran masuk.
(xii) Buckle adalah bentuk V yang panjang, dangkal dan lebar yang terbentuk pada permukaan rata coran karena suhu tinggi logam.
(xiii) Scab adalah lapisan tipis logam, kasar yang menonjol diatas permukaan coran, pada puncak lapisan tipis pasir.
(xiv) Rat tail yaitu penurunan angular, dangkal dan panjang yang biasanya ditemukan pada pengecoran tipis.
(xv) Penetration yaitu tonjolan berongga, kasar karena cairan logam mengalir diantara partikel pasir dikarenakan permukaan cetakan begitu lunak dan berongga.
(xvi) Swell adalah cacat yang dijumpai pada permukaan vertikal pengecoran jika pasir cetakan berdeformasi karena tekanan hidrostatik yang disebabkan kandungan uap air yang tinggi didalam pasir.
(xvii) Misrun terjadi adanya rongga yang terjadi apabila karena tidak cukup pemanasan logam cair mulai membeku sebelum mencapai titik terjauh dari rongga cetakan.
(xviii) Cold shut adalah terjadinya misrun pada tengah coran karena pengecoran dilakukan dengan saluran masuk di dua sisi.
(xix) Hot tear adalah retak yang terjadi karena tegangan sisa yang tinggi.
(xx) Shrinkage cavity (rongga penyusutan) adalah rongga karena terjadinya penyusutan pada logam ketika membeku dimana saluran penambah tidak bisa mengisinya.