BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
Mendayagunakan Sungai Asahan sudah dilakukan pada masa pemerintahan Hindia Belanda dengan cara pembangunan pembangkit listrik di aliran sungai Asahan tersebut bertujuan untuk memenuhi kebutuhan listrik Propinsi Sumatera Utara, tapi karena kebutuhan tersebut masih sangat kecil jika dibandingkan dengan listrik yang bisa dihasilkan, maka pengerjaannya mengalami kegagalan. Setelah upaya memanfaatkan potensi Sungai Asahan yang mengalir dari Danau Toba di Propinsi Sumatera Utara ke Selat Malaka itu mengalami kegagalan, pemerintah Republik Indonesia bertekad mewujudkan pembangunan Pembangkit Listrik Tenaga Air (PLTA) di sungai tersebut.
sebuah pabrik peleburan aluminium sebagai pemakai utama dari listrik yang dihasilkannya.
Pada tanggal 7 Juli 1975 di Tokyo, setelah melalui perundingan yang panjang, pemerintah Republik Indonesia dan 12 Perusahaan Penanam Modal Jepang menandatangani Perjanjian Induk untuk PLTA dan Pabrik Peleburan Aluminium Asahan yang kemudian dikenal dengan sebutan Proyek Asahan. Kedua belas Perusahaan Penanam Modal Jepang tersebut adalah Sumitomo Chemical company Ltd., Sumitomo Shoji Kaisha Ltd., Nippon Iwai Co., Ltd., Nichimen Co., Ltd., Showa Denko K.K., Marubeni Copporation, Mitsui Aluminium Co., Ltd., Mitsui & co., Ltd.
PT. INALUM dapat dicatat sebagai pelopor dan perusahaan pertama di Indonesia yang bergerak dalam bidang industri peleburan aluminium dengan investasi 411 milyar yen. Perbandingan saham antara pemerintah Indonesia dan Nippon Asahan Aluminium Co., Ltd pada saat perusahaan didirikan adalah 10% dengan 90%. Pada bulan Oktober 1978 perbandingan tersebut menjadi 25% dengan 75% dan sejak Juni 1987 menjadi 41,13% dengan 58,87%. Dan sejak 10 Februari 1998 menjadi 41,12% dengan 58,88%.
Selanjutnya pemerintah Indonesia melakukan suatu langkah besar dengan melakukan nasionaliasi terhadap PT INALUM per 1 November 2013. Langkah ini diambil setelah pemerintah Indonesia memutuskan utuk melakukan termination agreement (pengakhiran kerjasama) 30 tahun pengelolaan PT INALUM yang berdasarkan perjanjian antara Pemerintah Indonesia dan Jepang dalam Master Agreement for the Asahan Hydroelectric and Aluminium Project (MA) pada 7 Juli 1975, kontrak kerjasama berakhir pada 31 Oktober 2013.
Ada beberapa alasan yang mendorong pemerintah untuk melakukan akuisisi PT Inalum :
1. Industri aluminium mempunyai prospek yang baik.
2. Estimasi pertumbuhan permintaan atas aluminium di pasar domestik akan meningkat secara signifikan selama periode 2010-2030 hingga lebih dari tiga kali lipat.
4. Kebutuhan aluminium untuk industri di Indonesia rata-rata per tahun sekitar 700 ribu ton, sementara hasil produksi PT INALUM yang didistribusikan untuk kebutuhan lokal ‘hanya’ sekitar 100 ribu ton, sehingga Indonesia masih harus impor sekitar 600 ribu ton. Sementara itu, kemampuan produksi Inalum rata-rata per tahun sebesar 240 ribu ton, sehingga Indonesia masih harus melakukan impor alumunium, diantaranya dari Jepang.
5. Saat ini perusahaan berada di industri aluminium smelting dengan profitabilitas cukup tinggi untuk industri aluminium secara keseluruhan. Peleburan alumina menjadi aluminium ingot dinilai mempunyai peningkatan nilai tambah yang signifikan, yaitu dari US$ 350 per ton alumina menjadi US$ 2.500 per ton aluminium ingot.
6. PT INALUM merupakan satu-satunya perusahaan peleburan aluminium di Asia Tenggara yang memiliki fasilitas lengkap seperti pabrik carbon plant, reduction plant dan casting plant dan siap dikembangkan lebih lanjut. Selain itu, PLTA Siguragura adalah pemasok tenaga listrik untuk kebutuhan kurang lebih 14 ribu kilowatt per hour (kWh) per ton aluminium cair.
Sehingga, disepakati proses termination agreement dilakukan pada 9 Desember 2013. Proses pengambilalihan saham sendiri butuh waktu 10 hari dan selesai pada 19 Desember 2013. Setelah diakuisisi oleh pemerintah Indonesia, pengelolaan PT INALUM (Persero) berada dibawah Kementerian BUMN sesuai peraturan perundang-undangan. Selain itu, DPR juga menerima keinginan pemerintah Provinsi Sumatera Utara beserta 10 Kabupaten dan Kotamadya di daerah strategis Proyek Asahan untuk berpartisipasi memiliki saham di PT INALUM (Persero), dengan catatan kepemilikam Pemerintah RI dipertahankan minimal 70 persen.
2.2 Ruang Lingkup Bidang Usaha
Secara garis besar, lingkup PT. Inalum meliputi pembangkit listrik tenaga Air (PLTA) sungai Asahan di Paritohan, kecamatan Porsea, kabupaten Toba Samosir, pabrik peleburan aluminium di Kuala Tanjung, kecamatan Sei Suka, kabupaten Asahan dan seluruh sarana dan prasarana yang diperlukan untuk kedua proyek tersebut, seperti pelabuhan, jalan, perumahan karyawan, sekolah, dan lain-lain. Semuanya itu telah menghabiskan dana investasi berjumlah 411 milyar.
2.2.1 Peleburan Aluminium
penunjang bagi Pabrik Peleburan Aluminium ini, antara lain : 1. Bagian Reduksi
Unit reduksi terdiri dari 3 gedung yang masing-masing dipasangi 170 tungku type anoda prapanggang (Prebaked Anode Furnace) 170.000 amp dengan lisensi dari Sumitomo Aluminium Smelting Co.,Ltd. Total kapasitas produksi dari unit reduksi ini adalah 225.000 ton Aluminium per tahun dari 510 tungku terpasang. Pada tungku reduksi ini, bahan baku alumina (Al2O3) dilebur oleh balok-balok anoda karbon dengan proses elektrolisa menjadi cairan Aluminium.
2. Bagian Karbon
3. Bagian Penuangan
Aluminium cair dari tungku reduksi diangkut ke Bagian Penuangan dan setelah dimurnikan lebih lanjut dalam dapur-dapur penampung, dibentuk menjadi Aluminium batangan (Ingot) yang beratnya masing-masing 50 lb (22,7 kg) dan merupakan produk akhir PT. Inalum, dan dipasarkan ke dalam dan ke luar negeri. Di Bagian Penuangan ini terdapat 10 buah dapur penampung yang masing-masing berkapasitas 30 ton, dan 7 unit mesin pencetak Ingot.
4. Bagian Pembersih Gas
Untuk menghindari polusi, gas yang dilepas dari tungku reduksi termasuk fluorida dan debu di hisap ke dalam sistem pembersih gas kering dengan ventilator penghisap melalui pipa gas. Gas fluorida bersenyawa secara kimia dengan dengan alumina segar dari silo alumina. Senyawa berukuran debu ditangkap dengan kantong saringan untuk dipergunakan kembali di tungku-tungku reduksi, sedangkan gas yang bersih di lepas ke udara bebas melalui cerobong yang tinggi.
5. Instalasi Pembersih Limbah Pemukiman
6. Fasilitas Lainnya
Di daerah peleburan, dibangun juga bengkel-bengkel untuk perbaikan dan perawatan peralatan permesinan, kelistrikan, kenderaan angkutan dan fasilitas penyimpanan bahan baku, antara lain :
a. Silo alumina (3 unit @ 20.000 ton) b. Silo kokas (20 unit @ 1.400 ton) c. Silo pitch keras (5.400 ton)
d. Tangki minyak IDO (2 unit @ 2.400 kl)
e. Fasilitas kantor utama luasnya 3.300 m2, cafetaria, tempat ibadah, kamar tukar pakaian, tempat parkir, dan lain-lain.
2.3 Lokasi Perusahaan
Gambar 2.1 Peta Lokasi Pabrik Peleburan Sumber : PT.Inalum
2.4 Daerah Pemasaran
2.5 Struktur Orgasnisasi
2.5.1 Struktur Organisasi PT.Inalum
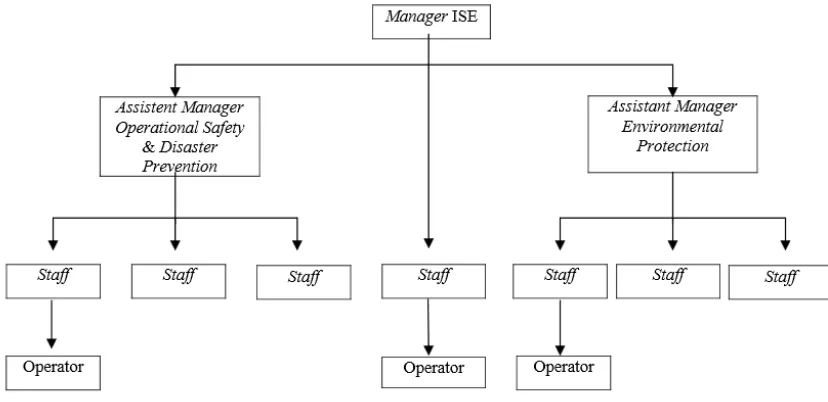
Stuktur organisasi PT INALUM menggunakan bentuk organisasi lini, fungsional, dan staff, dimana wewenang diserahkan dari pucuk pimpinan kepada unit-unit (satuan-satuan) organisasi yang ada dibawahnya dalam bidang-bidang pekerjaan tertentu sesuai kebutuhan organisasi dan di bawah pucuk pimpinan ditempatkan staff. Staff ini tidak mempunyai wewenang komando ke bawah.
Struktur organisasi fungsional mengelompokkan fungsi-fungsi yang sama atau kegiatan yang sejenis untuk membentuk suatu satuan organisasi. Struktur organisasi ini membantu perusahaan dalam hal mengarahkan program kerja secara jelas dan cepat. Penggambaran stuktur organisasi bagian SRO (Smelter Reduction Operation) di PT INALUM dapat dilihat pada Gambar 2.2.
2.5.2 Pembagian Tugas dan Tanggung Jawab Bagian SRO (Smelter Reduction
Operation)
Seksi SRO terdiri dari 2 subseksi yaitu: 1. Pot Operation ( Pot line 1, 2 dan 3 )
Tugas dan tanggung jawab subseksi ini adalah : a. Memproduksi aluminium cair dari tiap potline.
b. Mengatur kinerja dan meningkatkan performance masing-masing pot. c. Mengontrol mutu aluminium cair di tiap potline.
d. Menjaga dan meningkatkan safety dan kondisi lingkungan kerja. 2. Technical Operation Support
Tugas dan tanggung jawab subseksi ini adalah:
a. Memberikan dukungan teknis ke pot operasi setiap potline. b. Operasi start-up dan menangani perbaikan cover pot. c. Mengukur temperatur bath.
d. Mengukur tinggi metal, tinggi bath dan metal clear. e. Mengambil sampel metal dan bath.
f. Mengukur parameter untuk pendeteksian awal terhadap keabnormalan pot.
g. Menaikkan anode busbar dan menganalisa hasil dari kenaikan tesebut.
h. Mengawasi dan mengontrol safety dan lingkungan kerja di lapangan. i. Memasukkan data procom dan HRMS, korespondensi dan filling
j. Memperbaiki hal-hal kecil fasilitas pot, penanggulangan dan pemeriksaan keabnormalan pot.
2.6 Jumlah Tenaga Kerja dan Jam Kerja
2.6.1 Jumlah Tenaga Kerja
Jumlah tenaga kerja yang bekerja di PT. Inalum seluruhnya berjumlah 2.305 orang yang tersebar, baik di Pabrik Peleburan, Pembangkit Listrik, Kantor Perwakilan, serta Kantor Pusat di Jakarta. Distribusi jumlah karyawan pada setiap lokasi perusahaan tersebut dapat dilihat pada Tabel 2.1.
memiliki tenaga kerja yang cukup besar, sehingga wajar jika total tenaga kerja yang ada di Pabrik Peleburan Aluminium ini sangat besar.
2.6.2 Jam Kerja
Jam kerja yang berlaku di PT. Inalum, khususnya di Pabrik Peleburan Aluminium Kuala Tanjung terbagi atas dua, yaitu :
1. Day time
Waktu ini berlaku untuk karyawan yang bekerja di kantor (administrasi), yaitu mulai pukul 08.00 – 16.00 wib pada hari Senin s/d hari Jumat, dan istirahat mulai dari pukul 12.00 – 13.00 wib. Pada hari Sabtu bekerja hanya dari pukul 08.00 – 12.00 wib tanpa istirahat. Khusus untuk hari Sabtu ini, setiap dua minggu sekali karyawan mendapat giliran libur secara bergantian. Libur ini disebut dengan istilah “Sabtu off”.
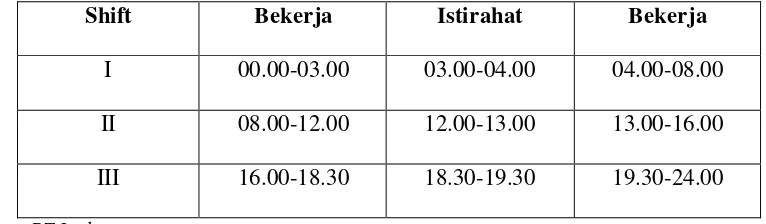
2. Shift time
Tabel 2.2 Jam Kerja di PT.Inalumu
Shift Bekerja Istirahat Bekerja
I 00.00-03.00 03.00-04.00 04.00-08.00 II 08.00-12.00 12.00-13.00 13.00-16.00 III 16.00-18.30 18.30-19.30 19.30-24.00
Sumber: PT.Inalum
2.7 Proses Produksi
2.7.1 Proses Produksi dalam Tungku Reduksi
Uraian proses produksi yang terjadi dalam pot reduksi adalah sebagai berikut:
1. Baking (Preheating)
Baking adalah pemanasan permukaan blok katoda secara bertahap, tujuannya menghindari thermal shock yang mungkin terjadi bila pot yang masih dingin tiba-tiba dioperasikan pada temperatur tinggi. Secara umum ada dua metoda proses baking yang digunakan saat ini, yaitu :
a. Reduction Cell Electrical Bake-out atau Resistance Preheating atau Coke Bed Preheating
kuat arus yang dipakai). Selain itu metoda ini juga menggunakan coke (kokas) sebagai media penghantar arus/panas dari anoda ke katoda dan sebagai isolasi terhadap oksidasi.
b. Reduction Cell Fuel Bake-out atau Fuel Fired Baking atau Thermal Preheating
Metoda kedua ini adalah metoda baking yang menggunakan minyak atau gas LPG sebagai bahan bakar dan dilengkapi dengan burner (semacam nozzle untuk menginjeksikan nyala api/panas ke dalam pot). Gas Baking System termasuk ke dalam kelompok metoda ini dan menggunakan gas LPG sebagai bahan bakar di dalam prosesnya.
2. Start-up
Setelah operasi baking yang berlangsung selama 72 jam (3 hari) atau pada akhir masa operasi baking, temperatur blok katoda sekitar 750 0C dan siap untuk start-up.
3. Transisi
4. Operasi Normal
Saat memasuki operasi normal kondisi pot diharapkan sudah stabil. Pekerjaan-pekerjaan utama yang biasa dilakukan antara lain:
a. Penggantian anoda dan penaikan busbar anoda
Anoda di dalam pot berjumlah 18 buah, dengan masa pakai tiap anoda 28 hari. Agar tegangan pot tetap stabil, penggantian anoda harus diatur, tiap harinya 1 anoda yang boleh diganti. Untuk anoda pojok (A, H dan J atau 18, 1 dan 9), 1 hari berikutnya tidak ada penggantian anoda. Busbar anoda adalah batangan aluminium penghantar listrik, tempat menjepitkan rod anoda. Busbar anoda dapat bergerak turun naik menggerakkan seluruh anoda. Karena dilakukan metal tapping setiap 4 shift, maka busbar anoda akan turun. Secara berkala (± 14 hari sekali) busbar anoda harus dinaikkan pada posisinya semula. Pada saat ini penggantian anoda dan penaikan busbar ini dilakukan dengan bantuan ACC.
b. Pengambilan metal cair (metal tapping – MT)
Metal cair hasil proses produksi, setiap hari diambil dengan disedot dengan menggunakan ladel metal yang digantungkan pada ACC. Banyaknya metal yang diambil dari setiap pot disesuaikan dengan tinggi metalnya dan kondisi pot itu sendiri, besarnya ± 1,4 ton perhari atau 1,8 – 1,9 ton per 32 jam.
c. Pemasukan material
utamanya menurunkan temperatur liquidus bath, sehingga pot bisa dioperasikan pada temperatur yang lebih rendah. Pemasukan AlF3 ke dalam pot, dilakukan dengan AlF3 car.
d. Pemecahan kerak tengah dan pemasukan alumina
Pemecahan kerak tengah dilakukan oleh blade, sedangkan pemasukan alumina ke dalam bath sebanyak kira-kira 20 kg dilakukan melalui gate alumina di bagian tengah pot. Pekerjaan ini dikontrol secara kontinyu oleh komputer.
e. Pengontrolan voltage dan penanggulangan noise
Agar temperatur pot tetap terjaga, maka tegangan pot yang sebanding dengan energi input perlu dikontrol terus menerus. Pekerjaan-pekerjaan di atas dikontrol oleh komputer.
f. Pengukuran parameter
2.7.2 Proses Pencetakan (Casting)
2.7.2.1 Bahan Baku, Bahan Tambahan dan Bahan Penolong
Bahan – bahan yang digunakan dalam proses produksi pencetakan aluminium ingot pada PT INALUM dapat dikelompokkan menjadi 3 jenis antara lain: 1. Bahan Baku
Bahan baku yang digunakan dalam operasi pencetakan aluminium ingot di pabrik pencetakan adalah :
a. Aluminium Cair
tapping (penghisapan) menggunakan sistem penyedotan vakum dengan kompresor dan dibantu peralatan Anode Charging Crane (ACC).
1. Bahan Tambahan
Bahan tambahan yang digunakan dalam operasi pencetakan aluminium ingot di pabrik pencetakan adalah :
a. Cold Metal adalah metal (aluminium) yang telah membeku, tetapi bukan merupakan produk, terdiri atas : out product, ingot sisa, ingot spec-out, recovery metal, scrap kutip, scrap lempengan, scum, aluminium ball, dan scrap lainnya.
b. Strapping Band dan Seal, yang digunakan untuk mengikat aluminium ingot.
c. Spray Paint, yang digunakan untuk mengecat bagian samping dari tumpukan aluminium ingot yang menunjukkan grade-nya
d. Marker, yang digunakan untuk menulis nomor lot, berat dan nomor bundel tumpukan aluminium ingot.
3. Bahan Penolong
Bahan penolong yang digunakan dalam operasi pencetakan aluminium ingot di pabrik pencetakan adalah :
b. Dross treatment flux adalah merupakan bahan tambahan yang terdiri atas senyawa-senyawa kimia yang digunakan untuk mempertahankan temperatur dross, agar metal cair yang terikut bersama dross ketika di skimming-off tidak membeku sebelum diolah lebih lanjut. Senyawa-senyawa yang terkandung dalam dross treatment flux ini adalah :
- NaNO3 : 60% - NaCl : 30% - Na2SiF6 : 10%
c. Heavy Oil, yang berguna untuk bahan bakar melting furnance.
d. Gas LPG, yang berguna untuk penyala burner di dapur pelebur dan untuk memanaskan launder, pouring device dan mould.
c. Air, yang berguna untuk mendinginkan aluminium ingot selama proses pencetakan.
2.7.2.2 Uraian Proses Pengolahan Aluminium Cair Menjadi Aluminium
Batangan
1. Charging
dibawa ke casting shop dengan Metal Transport Car (MTC) untuk dicetak menjadi batangan-batangan aluminium ingot.
2. Cold metal charging
Pengisian cold metal dilakukan sebelum pengisian hot metal. Pengisian cold metal ini dilakukan oleh 2 orang personil, dengan menggunakan peralatan yang disebut dengan ingot charger dan dibantu dengan sebuah kendaraan forklift untuk menempatkan cold metal pada ingot charger. Jumlah cold metal yang dimasukkan setiap kali charging tidak boleh melebihi batas yang telah ditetapkan, yaitu :
a. Untuk Melting furnance, maksimum 5 % dari jumlah total aluminium cair yang dimasukkan.
b. Untuk Holding furnance, maksimum 3,33% dari jumlah total aluminium cair yang dimasukkan.
3. Hot metal charging
Setelah di-tapping (dihisap) aluminium cair di tampung dalam vacuum
yang membawa aluminium cair itu berhenti tepat di depan pintu pengisian dapur. Pengemudi MTC mengeluarkan launder MTC ke dalam pintu pengisian dan memeriksa kondisi alat pencekam (clamp) yang menghubungkan ladle dengan MTC, serta membersihkan lubang nozzle discharge ladle tersebut. Sementara itu crane man, mengatur kait hoist crane 10 ton ke bagian penggantungan ladle dan kemudian sesuai dengan tanda peluit dari pengemudi MTC yang telah naik ke atas dapur, ladle diangkat dan aluminium cair dituang ke saluran penuangan (launder). Setelah operasi pengisian aluminium cair ke dalam dapur, lalu temperatur dapur di set 760˚C.
4. Treatment
Treatment adalah proses pengolahan (perlakuan) terhadap aluminium cair selama berada di dalam dapur, baik dapur pelebur (melting furnance)
maupun dapur penampung (holding furnance), yang meliputi : a. Flux treatment
Proses ini mencakup operasi fluxing dan stirring, yaitu penaburan De-Inclusion flux ke atas permukaan aluminium cair yang disertai dengan pengadukan untuk penyempurnaan reaksi. Senyawa-senyawa yang terkandung dalam De-Inclusion flux antara lain :
Holding time adalah waktu yang dibutuhkan untuk mereaksikan
De-Inclusion flux dengan aluminium cair selama ± 2,5 jam pada temperatur ≥
760oC. c. Skimming off
Skimming off adalah operasi pengeluaran dross yang mengapung di permukaan aluminium cair yang dilakukan kira-kira 30 menit sebelum pencetakan.
d. Sampling TPM
Sampling TPM merupakan pengambilan sampel Test Product metal (TPM) untuk dianalisa kadar Fe, Cu, Si yang terkandung di dalam aluminium cair sebagai dasar penentuan apakah produksi sudah sesuai dengan rencana. Kalau sudah sesuai, pencetakan dapat dilakukan. Apabila kadar Fe, Cu, Si yang terkandung di dalam aluminium cair
belum sesuai dengan grade-nya. Ada beberapa cara penanggulangan yang dapat dilakukan yaitu:
1) Restirring, pengadukan ulang molten, agar molten dapat tercampur secara homogen. Setelah dilakukan pengadukan, dilakukan pengambilan sampel lalu dianalisa lagi.
2) Penambahan molten, ditambahkan molten yang berkadar Fe rendah ke molten yang memiliki kadar Fe tinggi.
4) Perubahan grade, diubah grade yang diinginkan menjadi grade di bawahnya. Misalnya dari grade S1-B, diturunkan gradenya menjadi G1.
5. Pencetakan (Casting)
Agar proses pencetakan molten menjadi aluminium ingot berjalan dengan baik, perlu dilakukan beberapa kegiatan pendahuluan, yaitu :
a. Memeriksa jumlah dari aluminium cair yang telah dituang ke dalam dapur, memeriksa temperatur aluminium cair dan juga nomor lot dari ingot yang akan dicetak.
b. Menghidupkan switch utama pada panel kontrol dan panel operasi. c. Melakukan pemanasan awal dari saluran tuang (launder), alat
penuang cetakan (pouring device) dan scum skimmer. d. Mengatur kecepatan pencetakan (kecepatan konveyor).
e. Menyemprot bagian cetakan dengan minyak paraffin. f. Menyalakan pompa-pompa penyuplai air industri.
g. Temperatur dapur diset > 720oC dan kecepatan mesin pencetak (casting machine) 12 T/jam.
Pengeluaran busa logam ini dilakukan secara perlahan-lahan sehingga tidak terjadi bentuk-bentuk bergelembung pada permukaan ingot. Aluminium ingot yang telah tercetak secara mekanis diberi nomor lot oleh alat marking
device yang seterusnya mould berjalan menuju hammering device. Hammering device berfungsi untuk melepaskan ingot dari cetakan pada ujung perputaran di casting machine. Di ujung perputaran casting machine ingot yang telah terlepas tadi akan membalik dan langsung ditahan oleh ingot retaining roller. Setelah melewati alat ini ingot tersebut akan ditahan kembali oleh ingot pusher yang sejalan dengan alat ingot retaining roller. Setelah ditahan dengan
ingot pusher maka dari bawah ingot tadi ditampung oleh receiving arm yang secara mekanis akan membawa ingot ke stacking machine.
6. Penyusunan
hidrolik di atas konveyor pengumpul tersebut Setelah disusun oleh operator dengan menggunakan servo arm, dimana satu tumpukan terdiri dari sembilan tingkatan, tumpukan ini digeser ke ujung stock conveyor secara mekanis sehingga nantinya tumpukan ini dapat diambil dengan forklift untuk ditimbang terlebih dahulu sebelum dibawa ke ingot cooling yard. 7. Pengikatan (Bundling)
Proses bundling dimulai sejak aluminium ingot selesai ditumpuk pada stock conveyor. Operasi-operasi yang dilakukan yaitu :
a. Weighing (penimbangan)
Tumpukan aluminium ingot yang baru dicetak, diangkut dengan forklift dari stock conveyor ke timbangan 2 ton. Berat tumpukan ingot harus berada dalam batas yang diizinkan, yaitu : 970 kg – 1030 kg per tumpuk.
b. Cooling down
Pada cooling yard zone tumpukan aluminium ingot yang masih panas didinginkan dengan memanfaatkan udara bebas selama kurang lebih 24 jam.
c. Marking dan Painting
d. Pengikatan (Strapping)
Pengikatan ini dilakukan setelah aluminium ingot didinginkan di cooling yard selama 24 jam, dan telah melalui operasi marking dan
painting. Pengikatan (strapping) ini dilakukan di bundling house. Pengikatan ini menggunakan bahan strapping band dan seal yang terbuat dari baja, dan alatnya dinamakan Combination Strapping Tool (CS Tool), yang menggunakan tekanan udara 5,5 – 6,5 kg/cm2.
8. Operasi Pengolahan Dross (Dross Processing)
Pada saat skimming off diperoleh dross yang ditampung pada cawan penampung dross disebut crucible. Dross yang tertampung dalam crucible ini akan diolah lagi dengan alat pengolahan dross atau Dross Processing Equipment (DPE) untuk memisahkan metal cair yang terikat bersama dross ketika di skimming. Proses pengolahan dross ini terdiri dari
beberapa tahap antara lain : 1. Pemasukan Flux (fluxing) 2. Pengolahan DPE
3. Penimbangan Recovery metal 4. Pedinginan pada dross cooling yard 5. Pengutipan scrap metal
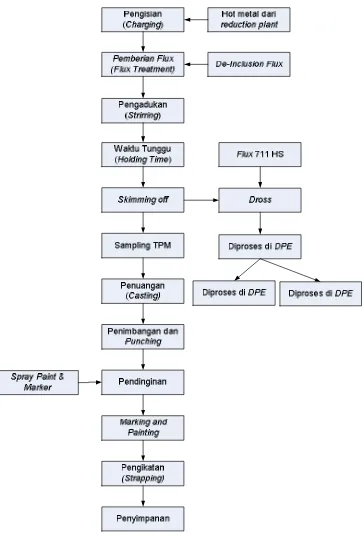
Gambar 2.3 Block Diagram Proses Pengolahan Aluminium
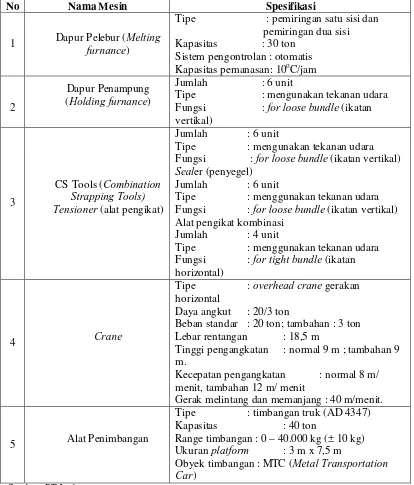
2.8 Mesin dan Peralatan
Mesin dan peralatan yang digunakan untuk kegiatan produksi di PT INALUM dapat dilihat pada Tabel 2.3:
Tabel 2.3 Mesin dan Peralatan di PT.Inalum
No Nama Mesin Spesifikasi
Tinggi pengangkatan : normal 9 m ; tambahan 9 m.
Kecepatan pengangkatan : normal 8 m/
menit, tambahan 12 m/ menit
Gerak melintang dan memanjang : 40 m/menit.
5 Alat Penimbangan
Tipe : timbangan truk (AD 4347)
Kapasitas : 40 ton
Range timbangan : 0 – 40.000 kg (± 10 kg) Ukuran platform : 3 m x 7,5 m
Obyek timbangan : MTC (Metal Transportation Car)
2.9 Safety and Fire Protection
Beberapa jenis safety protector atau pelindung keselamatan kerja yang digunakan PT. Indonesia Asahan Aluminium (INALUM), adalah sebagai berikut: 1. Helm
Sebagai pengaman kepala dari benturan dan benda-benda yang jatuh dari atas. 2. Sarung Tangan
Sebagai pelindung jari atau tangan dari bahan yang panas, bahan kimia yang beracun dan berbahaya, atau ketika melakukan pekerjaan yang memotong.
3. Kacamata
Sebagai pelindung mata dari debu, sinar ultraviolet dan radiasi. 4. Masker
Sebagai pelindung paru-paru dan saluran pernafasan dari debu dan gas beracun.
5. Kaca Pelindung Muka
Sebagai pelindung muka dari logam yang panas, dan api atau sinar pada saat mengelas dan proses pengisian aluminium cair ke dalam dapur (Charging). 6. Tutup Telinga
Sebagai pelindung telinga dari kebisingan di pabrik. 7. Apron
2.10 Pengolahan Limbah
Limbah – limbah yang dihasilkan pada proses produksi pada PT INALUM terdiri dari tiga bagian yaitu:
1. Proses Pengolahan Limbah Padat
Limbah padat yang dihasilkan dari kegiatan operasional pabrik dikumpulkan pada tempat penyimpanan sementara, dan tempat penyimpanan ini ditutup dengan baik. Limbah padat ini pada umumnya ditanam di tempat yang sudah ditentukan.
2. Proses Pengolahan Limbah Cair
Limbah cair diolah dengan cara pengolahan atau pemurnian air industri pada Water Purifying Facilities. Setelah diolah dan dimurnikan air ini kemudian digunakan kembali baik untuk keperluan industri, maupun keperluan konsumsi.
3. Proses Pengolahan Limbah Gas