PENERAPAN TEKNOLOGI PRODUKSI BERSIH
PADA INDUSTRI
ELEKTROPLATING
Generousdi
(1), Rodesri Mulyadi
(2) (1)Dosen Kopertis Wilayah X, Dpk Akatel Jambi
(2)Dosen Sekolah Tinggi Teknologi Industri (STTIND) Padang.
ABSTRAK
Industri berbasis logam seperti elektroplating cenderung menimbulkan masalah lingkungan, baik berupa masalah pencemaran tanah, udara, maupun air. Permasalahan ini perlu segera ditangani dengan teknologi produksi bersih bagi sumber polutan. Prinsip penerapan produksi bersih adalah mereduksi limbah yang terbentuk atau mencegah timbulnya limbah pada sumbernya. Industri elektroplating berpeluang untuk menerapkan teknologi produksi bersih, yang meliputi: persiapan permukaan, pelapisan listrik, pembilasan, daur ulang serta housekeeping dan manajemen. Program produksi bersih dapat dikatakan berhasil apabila memenuhi beberapa persyaratan yaitu, adanya kesadaran dan partisipasi karyawan, peningkatan prosedur operasi, pelatihan dan penjadualan serta proses.
ABSTRACT
Industry of metal finishing like electroplating has an impact on the environment, as pollution of soil, air and water. This problem has to handle with treatment of cleaner technology to source of pollutant. Principles of cleaner production are reduction the pollutant or prevention the pollutant on the source. Industry of electroplating has an opportunity to apply technology of cleaner production as preparation of the surface, electroplating, rinsing, recycling, housekeeping and management. Cleaner production programme can succeed if consciousness and participation of functionary, rising of operation procedure, training, scheduling and processing.
Keywords:cleaner production, electroplating
1. PENDAHULUAN
Penerapan prinsip-prinsip teknologi produksi bersih merupakan upaya mengurangi beban biaya untuk memenuhi peraturan pengelolaan lingkungan, karena jumlah limbah yang mungkin terbentuk relatif
berkurang dari jumlah limbah apabila tidak
menerapkannya. Dalam banyak contoh biaya
pengelolaan limbah dapat dieliminasi dengan
diterapkannya teknologi produksi bersih.
Pengurangan limbah melalui teknologi produksi bersih juga dapat meningkatkan produksi serta meningkatkan daya saing industri.
Penerapan produksi bersih di Indonesia dalam rangka meningkatkan daya saing industri juga berlaku untuk
jenis industri elektroplating. Dalam proses
produksinya, jenis industri ini selain menghasilkan limbah yang berupa logam berat (heavy metal) juga menghasilkan limbah B3. Untuk meminimisasi
terjadinya pencemaran lingkungan, industri
elektroplating seyogyanya menerapkan produksi
bersih, sehingga efisiensi dan efektifitas dalam proses produksinya dapat dioptimalkan.
Industri yang menghasilkan peralatan rumah tangga seperti kompor, lampu, berbagai bentuk ember, panci, sendok dan sebagainya, lebih dari 90 % bahan bakunya adalah logam berbentuk plat. Besi berbentuk plat tersebut dipotong baik dengan alat mekanis
maupun dengan cara dipanasi, lalu dibentuk dengan cara dipress sesuai dengan matras yang sudah ditentukan. Setelah itu logam besi dipoles secara bertingkat (dari mesin polish yang paling kasar untuk membuang kerak besi hingga yang mesin polish yang paling halus) sehingga didapatkan hasil polesan yang halus dan mengkilat. Proses selanjutnya adalah pelapisan baik menggunakan teknologi elektroplating
(lapis nikel ataupun nikel-krom) atau dicat
menggunakan serbuk enamel.
12
khrom yang berwarna putih mengkilat dan
mempunyai daya tahan yang baik terhadap korosi. Warna khrome yang mengkilat juga akan menambah daya tarik tersendiri bagi para konsumen.
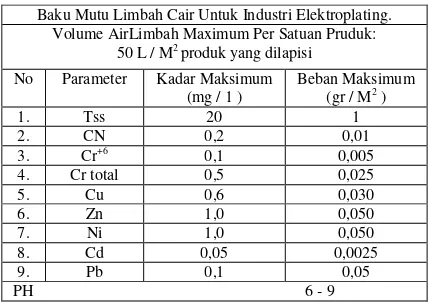
Saat ini pemerintah melalui industri terkait telah membuat rambu-rambu yang harus ditaati oleh kalangan industri. Baku mutu limbah daur industri elektroplating yang dibuat pemerintah dapat dilihat pada “Tabel (1)”.
Tabel 1 Baku mutu Limbah cair untuk Industri Elektroplating
Baku Mutu Limbah Cair Untuk Industri Elektroplating. Volume AirLimbah Maximum Per Satuan Pruduk:
50 L / M2produk yang dilapisi No Parameter Kadar Maksimum
(mg / 1 )
(Sumber: Keputusan Gubernur KDH Tk. I Jawa Timur, Nomor: 136 tahun 1994)
Produsen sendiri harus selalu proaktif dalam
menangani masalah pencemaran ini dengan
komitmen produksi yang berwawasan lingkungan.
Usaha yang dapat dilakukan, antara lain adalah membentuk atau menambah tugas/tanggung jawab
divisi Research and Development (R & D) yang
selain untuk melakukan pengembangan proses tetapi juga untuk melakukan penelitian atau rekayasa mendaur ulang / treatment hasil samping industrinya. Selain itu juga dapat bekerjasama dengan instansi yang diberi kewenangan atau yang mempunyai kemampuan dalam menangani hal tersebut.
Proses pelapisan dengan proses elektroplating yang
bertujuan untuk mempertahankan bentuk dan
menjaga keawetan produk dihasilkan limbah cair yang banyak mengandung unsur-unsur berbahaya seperti disebutkan diatas yakni unsur Cu, Ni dan Cr, CN, Zn dan sebagainya. Unsur-unsur ini dikenal sebagai unsur B-3 (Beracun dan Berbahaya), karena unsur ini bersifat karsinogenik [3].
Unsur-unsur tersebut harus dipisahkan dengan cara diikat menggunakan bahan kimia lain/koagulan sehingga akan berbentuk sebagai hidroksida dan kemudian diendapkan dengan penambahan flokulan. Misalnya chrom bervalensi enam yang sangat berbahaya harus dirubah menjadi chrom bervalensi tiga. Proses reduksi ini dapat dilakukan misalnya dengan Sodium Meta Bisulfat dengan dosis dan kondisi tertentu mengikuti reaksi / (Cahyono, 2003):
2H2CrO4+ 3H2SO3+ 2H2SO4
Cr2(SO4)3+ 3NaHSO4+ 5 H2O.
Unsur-unsur kimia yang lain dapat diendapkan
dengan prinsip yang sama. Pengendapan ini
berlangsung lamban dan hal inilah yang
menyebabkan kebutuhan lahan semakin besar. Hal tersebut dapat dihindari jika diterapkan proses filterisasi bertekanan pada air limbah. Pendangkalan sungai sekitar lokasi pabrik dapat terjadi bila air limbah yang telah ditreatmen langsung dibuang ke badan air penerima tanpa melalui tahap filterisasi hal ini sering dilakukan oleh perusahaan yang kehabisan lahan untuk tempat penampungan lumpur. Selain polutan tersebut diatas, limbah cair industri logam
biasanya juga mengandung minyak solar/IDO.
Minyak dan lemak tersebut juga harus dipisahkan dahulu secara proses fisika saja atau dengan bahan kimia tertentu. Setelah limbah kehilangan unsur polutannya maka ia dapat dilepas ke badan air penerima atau dipergunakan lagi dalam proses produksi sehingga akan memperkecil pemakaian air segar yang pada akhirnya dapat menekan biaya pruduksi. [4].
2. PENGERTIAN DAN KEUNTUNGAN
PRODUKSI BERSIH 2.1 Pengertian
Produksi bersih adalah suatu aksi yang
mengakibatkan berkurangnya atau tidak adanya limbah terbentuk atau limbah pada sumbernya, yang dapat terwujud melalui tindakan yang meningkatkan,
mendorong, atau memerlukan perubahan pada
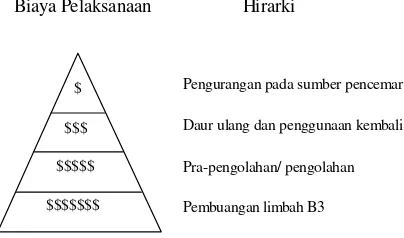
kebiasaan operasi suatu industri niaga, lembaga atau perorangan. Adapun teknik produksi bersih itu meliputi pencegahan pencemaran pada sumbernya dan daur ulang seperti terlihat pada “Gambar (1)”.
Produksi juga merupakan suatu perubahan
konseptual pada manajemen lingkungan dari filosofi “beraksi dan mengobati” kepada model “antisipasi dan pencegahan”. Model baru ini berfokus pada pencegahan pengotor, bukan pada pemeriksaan dan pembersihan. Kegiatan diarahkan pada identifikasi lingkungan berpotensi penyebab masalah dan dibuat
prioritas, bukan mengoperasikan pabrik dan
menunggu pintu diketuk petugas lingkungan yang
datang, menginformasikan kemungkinan
pelanggaran. Antisipasi dan pemecahan masalah lingkungan sebelum menjadi masalah yang serius adalah tujuan utama konsep produksi bersih ini.
produksi bersih lagi. Pilihan berikutnya adalah pngolahan limbah di dalam pabrik. Dan pembuangan adalah pilihan terakhir untuk pengolahan limbah. Tingkat yang terakhir ini biasanya melibatkan biaya yang paling banyak bila dibandingkan dengan ketiga tingkat yang lain.
Biaya Pelaksanaan Hirarki
$
$$$
$$$$$
$$$$$$$
Pengurangan pada sumber pencemar
Daur ulang dan penggunaan kembali
Pra-pengolahan/ pengolahan
Pembuangan limbah B3
Gambar 1. Diagram hirarki pengelolaan lingkungan
Ada tiga elemen kunci yang mempengaruhi
keberhasilan program produksi bersih pada suatu pabrik, yaitu inisiatif, komitmen dan keterlibatan
manajemen. Persyaratan ini meliputi kegiatan:
kesadaran dan partisipasi karyawan, peningkatan
prosedur operasi, pelatihan karyawan, dan
peningkatan penjadualan dan proses.
2.2 Keuntungan
Keuntungan yang diperoleh dengan menerapkan konsep produksi bersih antara lain adalah:
a. Penggunaan sumberdaya alam dan energi secara
lebih efektif dan efisien.
b. Mengurangi atau mencegah terbentuknya bahan
pencemar dan atau limbah.
c. Mencegah berpindahnya pencemar dari satu
media lingkungan ke media lingkungan lainnya. d. Mengurangi terjadinya risiko terhadap kesehatan
manusia dan lingkungan.
e. Meningkatkan usaha kebersihan (“Good
Housekeeping”) dan efisiensi.
f. Perubahan dalam proses untuk mereduksi emisi
dan limbah.
g. Penggunaan kembali dan daur ulang di dalam
proses.
h. Memformulasikan dan mendisain kembali
produk.
i. Mensubstitusi atau mengurangi pemakaian bahan
kimia mengandung B3.
j. Penggunaan bahan baku dan energi yang lebih
efektif dan efisien.
k. Perubahan sikap dan perilaku dalam manajemen
pengelolaan lingkungan.
3. PROSES PRODUKSI INDUSTRI
ELEKTOPLATING
Secara umum proses pelapisan logam dengan listrik (elektroplating) dibagi menjadi 3 tahap, yaitu:
persiapan permukaan, pelapisan logam dan
pengerjaan akhir. Tahapan proses produksinya dapat dilihat pada “Gambar (2)” berikut ini.
Persiapan Permukaan 1. Pembersihan Mekanik 2. Pembersihan Kimia
Proses Pelapisan Pengerjaan Akhir
A B C
Gambar 2. Diagram Proses Elektroplating
3.1. Persiapan Permukaan
Persiapan permukaan adalah tahap yang sangat penting dalam industri pelapisan. Pekerjaan yang
tidak benar dapat menyebabkan lapisan tidak
menempel, meningkatkan porositas dan menurunkan ketahanan terhadap karat. Persiapan permukaan dibagi menjadi 2 aktivitas utama yaitu : Pembersihan dengan cara mekanik dan kimia.
1. Pembersihan Mekanik
Pembersihan ini umumnya dilakukan dengan menyikat, polishing, penggerindaan, buffing, sand blasting, machining dan filling. Aktivitas
ini dilakukan untuk menghaluskan dan
meratakan permukaan. Pembersihan mekanik yang paling umum dilakukan oleh industri elektroplating adalah buffing (penghalusan).
2. Pembersihan Kimia
Setelah pembersihan mekanik, benda kerja
biasanya membutuhkan pembersihan kimia
untuk menghilangkan lemak, minyak, sisa
senyawa buffing, karat, kerak, oksida dan
lain-lain. Penghilangan kotoran-kotoran ini
memerlukan proses kimia seperti pelarut
organic, asam, dan alkalin (basa). Pembersihan ini dapat dilakukan dengan satu bahan kimia atau bisa dikombinasikan.
a. Pembersihan lemak dan minyak
(degreasing).
Untuk menghilangkan minyak (gemuk), lemak, sisa senyawa buffing, cairan/olie mesin pada benda kerja dapat dilakukan
dengan pelarut organic yang umum
digunakan adalah perkloroetilen (PCE), trikloroetilen (TCE), lll-trikloroetilen,
tetrakloroetilen, Freon TE/TF TA,
triklorometan, isopropyl alcohol. Alat yang digunakan untuk proses ini adalah vapor
degreaser. Pelarut organic dipanaskan
sehingga menjadi uap dan benda kerja dibersihkan dari dalam uap tersebut.
b. Pembersihan Pickling/descalling
Karat, kerak dan oksida perlu dibersihkan
dari permukaan benda kerja, serta
14 atau pengaktif yang biasa digunakan adalah
asam (nitrat, sulfat, hidroklorok, fluoborik, sodium metabisulfit) dan prosesnya disebut pickling dan descalling.
c. Soak Cleaning
Proses ini termasuk dalam line pelapisan, dan bisanya benda kerja pertama kali masuk proses pelapisan ke dalam tanki ini. Bahan kimia yang digunakan dalam pelapisan ini adalah basa kuat, bahan tambahan lainnya dan deterjen yang dicampur dengan air pada suhu 71-93 ° C. Benda kerja dicelupkan ke dalam campuran ini, kemudian dibilas atau
langsung dimasukan ke dalam proses
selanjutnya.
3.2. Proses Pelapisan
Pada industrielektroplatingkuno, kebanyakan bahan kimia pembersih yang digunakan adalah sianida, sehingga bisa menghasilkan permukaan yang benar-benar bersih dan siap masuk ke proses pelapisan. Namun pada industri elektroplating yang modern seperti sekarang ini, bahan sianida sudah diganti dengan non-sianida atau mengurangi konsentrasi sianida, sehingga satu proses tidaklah cukup untuk dapat benar-benar membersihkan permukaan logam.
Oleh karena itu proses pra pelapisan masih
diperlukan.
Tujuan pra pelapisan ini antara lain menghilangkan sisa kotoran dan semua oksida pada permukaan benda kerja. Pra pelapisan ini terdiri dari proses pembersihan (cleaning), pencelupan asam (pickling), pencelupan special, dan striking. Setelah proses
pelapisan, benda dibilas kemudian dikeringkan
sebelum dipak.
3.3. Pengerjaan Akhir
Pada beberapa benda yang sudah dilapis, masih memerlukan tambahan proteksi karat atau untuk mengubah warna lapisan. Misalnya aplikasi lilin atau fernis untuk meningkatkan ketahanan kilauan, dan
pelapisan konversi kromat dilanjutkan dengan
kadmium atau pelapisan lainnya untuk menghasilkan
lapisan kromat (untuk mengubah warna dari
transparan sampai hijau olive). Pelapisan kuningan sering diolah dengan berbagai larutan kimia untuk mengubah warna dari hijau sampai hitam (bahkan merah). Larutan pada proses pengerjaan akhir ini mengandung bahan-bahan kimia seperti asam nitrat, sodium dikromat, selenium, arsenic, antimony, atau bahan berbahaya lainnya. Proses ini bisa menjadi satu line pelapisan atau terpisah.
4. PELUANG PENERAPAN PRODUKSI BERSIH Prinsip utama dalam penerapan produksi bersih industri adalah mereduksi limbah terbentuk atau
mencegah timbulnya limbah pada sumbernya.
Industri elektroplating mempunyai peluang untuk menerapkan produksi bersih yang meliputi:
4.1 Persiapan Permukaan
1. Pembersihan dan Pengelupasan lapisan. Dengan melakukan reuse dan recycling.
Reuse:
Larutan bekas pembersihan bekas alkaline
dapat digunakan untuk pengaturan pH pada unit pengolahan air limbah.
Larutan asam bekas dapat digunakan untuk
mengatur pH selama operasi pengurangan krom.
Larutan asam klorida bekas dapat digunakan
untuk larutan make-up pengelupasan krom, kemudian larutan asam nitrit bekas dapat
digunakan untuk larutan make-up
pengelupasan nikel.
Recycling:
Larutan asam sulfat dapat disirkulasi
melalui sistem recovery asam.
Asam klorida dapat diambil kembali dari
operasi pickling dengan menggunakan unit difusi dialisis.
2. Pembersihan dan Penghilangan Lemak
Menggunakan pelarut konvensional
(penghilangan lemak dengan pencelupan).
Mengurangi kebutuhan pembersihan dan
pembersihan lemak.
Menggunakan pelarut dengan toksisitas
rendah, seperti pembersih emulsi, pelarut aqueus dan abrasif.
Standarisasi penggunaan pelarut.
Menggabungkan operasi pembersihan ke
dalam satu operasi penghilangan lemak secara sentral.
Menghindarkan kontaminasi pelarut.
Merawat alat harus bersih dari karat. Menambah pelarut secara hati-hati.
Pengambilan lumpur.
Mengontrol kehilangan karena penguapan :
a. Mengurangi drug out-pemasangan pada
rak yang benar, tingkatkan penirisan dan pemasangan papan peniris.
b. Menggunakan pembilasan arus balik.
c. Memisahkan pelarut untuk recycling. d. Menjaga limbah pelarut bersih dari air
padatan dan sampah.
e. Memberi label bahan kimia pada setiap container.
f. Menghindari area yang banyak angin
g. On-site recycling. h. Off-site recycling.
3. Penghilangan lemak dengan uap
Membatasi kecepatan masuk dan keluar
benda kerja.
Membatasi ukuran benda kerja, gunakan
keranjang yang mempunyai luas area 50 % dari pintu degreaser untuk meminimalkan drag out uap.
Menghindari kejutan-kejutan biasanya
terjadi ketika beban berat dimasukan ke
dalam tangki sehingga menghilangkan
selimut uap dan infiltrasi udara ke dalam unit pembersih.
Menjaga suhu pelarut.
Membiarkan cukup waktu dalam degreaser.
Semprotan hanya di bawah zona uap-pola
semprotan tidak boleh berupa kabut.
Menjaga permukaan pelarut dalam tangki.
Minimisasi difusi uap-difusi uap
mengakibatkan emisi udara.
4. Pembersih Aqueous
Menjaga mutu larutan.
Melakukan inspeksi pra pembersihan.
Menyediakan pemanasan secara kontiniu.
Mempraktekkan larutan make-up yang
benar, campur dengan baik dan panaskan sampai suhu yang dikehendaki.
Menghilangkan lumpur dan kotoran dengan
benar.
Mengawasi kekuatan larutan pembersih.
Merawat alat.
Mengurangi drag out.
Menggunakan air demineralisasi.
Menggunakan pembilasan arus balik.
Menggunakan pembilasan dengan
semprotan.
Memasang nozel pengkabut-mengurangi
penggunaan air.
Menggunakan sistem siklus tertutup
5. Abrasif
Menggunakan binder dengan kadar lemak
rendah atau berbasis air, untuk buffing atau polishing.
Mengontrol permukaan air pada operasi
pembilasan akhir.
4.2 Pelapisan Listrik
1. Pelapisan Dekoratif Krom
a. Modifikasi proses
b. Perawatan larutan proses.
c. Pengambilan kembali larutan proses.
d. Penggantian bahan Baku.
2. PelapisanHard Krom
a. Alternatif pelapis
b. Perbaikan proses yang mengurangi
pembentukan limbah
c. Pengurangan drag out
d. Perbaikan teknik pembilasan
e. Perawatan larutan
f. Teknologi atau metoda perawatan larutan
g. Pengambilan kembali bahan kimia
h. Pengurangan emisi udara
i. Konservasi energi
3. Pelapisan Tembaga
a. Penggantian bahan baku
b. Pelapisan tembaga alkalin tanpa sianida c. Proses tembaga alkalin baru bebas sianida d. Pelapisan tembaga electroless
4. Pelapisan Nikel
1. Nikel Watts
a. Bus bar anoda dari tembaga dibungkus
dengan pelapis selotip dari vynil
b. Bus bar anoda dari tembaga dilapisi
dengan nikel
c. Pemasangan papan peniris dari ppc di
atas bus bar anoda
2. Nikel Sulfamat
Pemakaian anoda nikel dari bahan karbon tuang atau karbon gulung
5. Pelapisan Seng
a. Modifikasi praktek pengoperasian b. Pengambilan kembali larutan
c. Penggantian bahan
d. Proses alternatif
6. Pelapisan Seng
a. Proses alternatif b. Peningkatan proses c. Pengontrolan air pembilas
d. Kontrol dan perawatan larutan pelapis e. Recovery/recycle bahan kimia ditempat f. Recovery di luar lokasi
7. Pelapisan Kadmium
a. Praktek operasi yang baik b. Pembilasan arus balik c. Penggantian proses
d. Sistem recovery
8. Pelapisan Anodisasi
16
b. Penerapan perbaikan proses untuk
mengurangi proses pengelupasan atau
pengerjaan ulang
c. Pengontrolan air pembilas
d. Penerapan recovery/recycle bahan kimia di
tempat
9. Pengelupasan (Stripping)
a. Praktek pengoperasian yang baik b. Alternatif penggunaan teknologi
c. Penguapan Atmosferik
d. Penguapan Atmosferik dan penukar Ion
e. Penukar ion
4.3 Pembilasan
Terdapat 2 (dua) metode untuk mengurangi
penggunaan air:
1. Peningkatan efisiensi pembilasan
a. Turbulensi antara benda kerja dan air
pembilas
b. Menambah waktu kontak antara benda kerja dan air pembilas
c. Meningkatkan volume air selama waktu kontak untuk mengurangi konsentrasi bahan kimia yang tercuci dari benda kerja
2. Pengendalian Aliran Air
a. Pemakaian alat pegendali kecepatan air b. Pemakaian alat pengendali aliran secara
konduktivitas
4.4 Daur Ulang
1. Recycling air pembilas
2. Pengambilan kembali bahan kimia 3. Pemanfaatan kembali bahan mentah
4.5.Housekeepingdan Manajemen
1. Inspeksi dan Perawatan
a. Memperbaiki seluruh tanki, pompa, kran
yang bocor, dll.
b. Inspeksi tanki dan linernya secara regular untuk mencegah kerusakan yang mungkin berakhir dengan membuang larutan.
c. Inspeksi koil uap alat penukar panas secara
reguler untuk mencegah kontaminasi
kondensat uap dan air pendingin atau kebocoran kondensat dan air pendingin ke dalam larutan pelapis.
d. Memasang alarm permukaan cairan pada
seluruh lapisan pelapis dan tanki pembilas untuk menghindari luapan.
e. Merawat rak pelapis dan anoda untuk
mencegah kontaminasi larutan. Mengambil rak anoda bila tidak digunakan.
f. Merawat barel.
g. Meminimisasi volume air yang digunakan
dalam operasi pembersihan.
h. Melatih pekerja dengan benar sehingga
mereka mengerti pentingnya minimisasi
kontaminasi larutan dan pembentukan
limbah serta mencegah tumpahan.
i. Pembilasan dan pembersihan benda kerja
dengan benar sebelum masuk ke operasi pelapisan. Daerah yang tidak akan dilapis harus ditutup dengan maskant atau sekotip atau lilin untuk mengurangi korosi. Benda harus diambil dari larutan kalau tidak sedang dilapis.
2. PenguranganDrag-Out
a. Modifikasi campuran larutan pelapis
b. Perubahan pengoperasian
c. Pemasangan papan peniris, batang peniris,
dan tanki peniris untuk menangkap tetasan.
d. Pemasangan pada rak yang benar
e. Desain benda sedemikian rupa sehingga
mudah ditiris.
f. Desain rak sedemikian rupa sehingga area
permukaan minimum, permukaan horizontal minimum, tidak ada kantong dan mudah tiris.
g. Penggunaan pisau udara dengan udara yang
dipadatkan dan tidak mengandung olie.
h. Penggunaan pembilasan dengan
pengkabutan dan semprot.
i. Pelapisan dalam barel: putar barel di atas tanki larutan untuk menghilangkan larutan pelapis yang tertinggal.
3. ManajemenDrag-Out
a. Recycling secara langsung ke dalam tanki
proses
b. Recovery di tempat atau di luar lokasi
c. Kirim ke recovery atau pengolahan di luar
lokasi.
4. Perawatan Larutan Pelapis
a. Mengambil kotoran dari larutan
b. Menggunakan air deionisasi untuk make up
dan air pembilas
c. Pengambilan secepat mungkin benda kerja
yang terjatuh ke dalam larutan
d. Mengurangi drag-in
e. Perawatan rak
f. Penggunaan anoda yang lebih murni
g. Memproses ulang larutan bekas
5. Penggantian Bahan Kimia
Penggantian bahan kimia pada industri pelapisan bisa dilakukan pada larutan kromium, sianida,
pickling,brightener,cleaner, dan etsa tembaga.
a. Inventori bahan baku supaya tidak terjadi tumpukan bahan
b. Pastikan bahwa container sudah kosong
sebelum membuka yang baru, hal ini dilakukan untuk menghindari ceceran
c. Prosedur pencampuran bahan kimia harus
dilakukan dengan ketat, hal ini untuk meminimisasi tumpahan
d. Penugasan hanya kepada beberapa pekerja
untuk menangani dan mencampur bahan
kimia, hal ini akan meningkatkan
konsistensi formulasi larutan dan akan mengurangi limbah
e. Mengembalikan sample bahan kimia kepada
pemasok
7. Manajemen Lumpur
Dilakukan dengan cara:
a. Pengurangan kandungan air pada lumpur
Dengan menggunakan peralatan centrifuge,
filter press, vacuum filter dan pengering Lumpur.
b. Pengolahan bahan kimia
i. Menggunakan soda kostik ii. Menggunakan polimer
5. KESIMPULAN
Dari uraian sebelumnya, dapat disimpulkan sebagai berikut:
1. Keuntungan penerapan produksi bersih pada
industri elektroplating antara lain adalah :
a. Menghemat konsumsi air
b. Menghemat biaya pengolahan air limbah
c. Mengurangi pembuangan bahan kimia
berbahaya
d. Mengurangi jumlah limbah B3
e. Mengurangi produk cacat
f. Mengurangi bahan kimia yang dipergunakan
g. Mengurangi biaya tenaga kerja sehingga
dapat mengurangi biaya produksi tahunan.
2. Produksi bersih merupakan salah satu cara yang paling efektif untuk program pencegahan dan
pengendalian pencemaran limbah industri,
melalui: substitusi bahan dan pemanfaatan
kembali bahan (reuse) dan pemakaian kembali bahan (recycle).
PUSTAKA
1.Altemayer. F, Introduction to Technology of Metal Finishing and Electroplating Processes,
Jakarta, Indonesia, Workshop conducted by World Environment Center, Bappedal, United States Agency for International Development, 1993.
2.Bappedal and USAID, Buku Panduan Pelatihan Produksi Bersih, Badan Pengendalian Dampak Lingkungan in Coorperation with United States
Agency for International Development through Indonesia Cleaner Production (ICIP) Programme, 1997.
3.Bennett. P,Assesment of the Metal Finishing and Planning Industry Source Reduction Planning Efforts, California Environmental Protection Agency, Departemen of Toxic Substances Control, Office of Pollution Prevention and Technology Development, 1996.
4.Cahyono. H.B, Lingkungan dan Industri Logam, Surabaya, ProRistand Indag, 2003.
5.Depperindag, Buku Panduan Produksi Bersih Industri Elektroplating, Puslitbang Sumberdaya, Jakarta, Wilayah Industri dan Lingkungan Hidup bekerjasama dengan Balai Besar Industri Kimia (BBIK)-Depperindag, 1998.
6.Sunaryo, S and Asmi, F, Efisiensi Produksi Melalui Penerapan Teknologi Produk Bersih pada Industri Elektroplating, Jakarta, Buletin Ilmiah Litbang Indag, No. 09.1.99.53, 1999.