BAB I PENDAHULUAN
A. LATAR BELAKANG
Pada beberapa dekade terakhir ini, konsumsi bahan bakar fosil seperti minyak bumi terus mengalami kenaikan. Hal itu dikarenakan pertumbuhan penduduk yang semakin meningkat serta perkembangan dunia industri yang semakin maju. Namun cadangan minyak bumi di Indonesia sendiri diperkirakan akan habis dalam 20 tahun. Meskipun minyak bumi paling banyak digunakan, namun dari pembakarannya menghasilkan berbagai polusi yang merupakan penyumbang terbesar terjadinya polusi di atmosfer dan global warming. Sumber energi terbarukan seperti diesel fuel merupakan salah satu hal yang dapat menjadi solusi dari permasalahan tersebut.
Biodiesel merupakan salah satu jenis diesel fuel dari minyak nabati yang dapat digunakan sebagai subtitusi dari bahan bakar fosil. Kelebihan biodiesel dibandingkan dengan bahan bakar fosil adalah tidak menghasilkan racun, bersifat biodegradable, bebas sulfur dan memiliki efisiensi pembakaran yang lebih tinggi. Kuota penggunaan Bahan Bakar Nabati (BBN) jenis biodiesel di Indonesia sekitar 1,5 juta kilo liter namun kemampuan produksi biodiesel dalam negeri baru mencapai 680 ribu kilo liter per tahun. Berdasarkan kondisi tersebut, maka peluang dari produksi biodiesel masih sangat menjanjikan. Produksi dari biodiesel diharapkan dapat meningkatkan perkembangan ekonomi serta dalam jangka waktu kedepan dapat menggantikan bahan bakar fosil sehingga dapat mengurangi ketergantungan pada penggunaan minyak bumi.
Salah satu tanaman yang masih belum banyak dikembangkan adalah tanaman tembakau. Biji tembakau memiliki kandungan minyak sebesar 35-49% yang dapat digunakan sebagai bahan baku pembuatan biodiesel. Indonesia merupakan penghasil tembakau terbesar di Asean dengan produksi mencapai 260 juta ton pada tahun 2016. Biji tembakau merupakan hasil samping dari tanaman tembakau yang belum termanfaatkan pada budidaya tanaman
tembakau. Sehingga pemanfaatannya tidak akan menimbulkan persaingan penanaman seperti dengan tanaman tanaman pangan.
Berdasarkan hal tersebut, maka pendirian pabrik biodiesel dari biji tembakau ini menarik untuk dikembangkan. Selain mengurangi masalah ketersediaan bahan bakar, pendirian pabrik juga akan membantu meningkatkan pemanfaatan sumber daya alam yang belum banyak dimanfaatkan.
B. TINJAUAN PUSTAKA
Biodiesel dapat diproduksi secara kontinyu dengan bahan baku berupa minyak biji tembakau. Biji tembakau memiliki kandungan minyak sebesar 35% - 49% (Onoji et al. 2016). Untuk menghasilkan minyak dari biji tembakau, maka dapat dilakukan beberapa alternatif proses ekstraksi seperti berikut ini :
a. Ekstraksi Solven
Ekstraksi ini dilakukan dengan cara mengontakkan minyak biji tembakau dengan solven senyawa organik selama 30 menit. Solven yang dapat digunakan seperti n-heksana, petroleum benzene, metanol, sodium hidroksida, dan boron trifluoride (Majdi et al., 2012). Proses ekstraksi ini dilakukan dengan cara yang cukup sederhana dan yield yang cukup tinggi, namun diperlukan proses pemisahan antara minyak dan solven setelah proses ekstraksi dilakukan (Longo, 2008). Pada proses ini digunakan perbandingan 1:3 (w/v) pada suhu 40 OC dan akan menghasilkan yield sekitar 86,4% (Stanisavljevic et al. n.d.). ekstraksi dilakukan menggunakan 3 buah ekstraktor secara batch sehingga dapat digunakan secara bergantian agar mampu mencukupi kebutuhan minyak yang akan digunakan sebagai bahan baku biodiesel. Minyak yang masih tercampur dengan solven dan air selanjutnya akan dipisahkan dengan minyak melalui cara diuapkan, kemudian uap tersebut akan diembunkan dan di recycle kembali kedalam ekstraktor. Sehingga akan diperoleh minyak biji tembakau murni yang akan digunakan pada proses selanjutnya.
b. Ultrasound Extraction (Sonication)
Ekstraksi ini menggunakan gelombang ultrasonik dengan frekuensi 20 – 2000 kHz untuk meningkatkan permeabilitas dari dinding sel. Proses tersebut dilakukan selama 30 menit (Majdi et al. 2012). Meskipun dapat menghasilkan yield yang tinggi, namun biaya yang diperlukan sangatlah besar dan terdapat kemungkinan adanya perubahan molekul serta terbentuknya radikal bebas (Longo, 2008).
c. Ekstraksi Superkritis
Ekstraksi ini menggunakan fluida CO2 superkritis sebagai solven yang dapat mengambil minyak dari biji tembakau. CO2 sering digunakan pada proses ekstraksi superkritis karena sifatnya yang tidak berbahaya, suhu kritis yang rendah, dan aman. Selain menghasilkan yield yang tinggi, solven CO2 dan minyak yang terambil juga dapat dengan mudah dipisahkan dan waktu ekstraksi yang relatif cepat (Longo, 2008). Solven CO2 yang digunakan harus memiliki kemurnian 99,9% dengan suhu kritis 31,1 oC dan 73,8 bar dengan waktu ekstraksi selama 40 menit. Pada penggunaannya, ekstraksi superkritis disertai dengan co-solven berupa ethanol untuk meningkatkan nilai polaritasnya. Sistem yang dipakai dapat menggunakan satu atau lebih kolom ekstraksi dengan fast-opening sistem dimana biji tembakau yang akan diekstrak minyaknya diletakkan didalam sebuah tempat didalam kolom sehingga mudah untuk dimasukkan ataupun dikeluarkan. Minyak yang telah terambil kemudian dipisahkan dengan gas CO2 dengan cara kondensasi pada suhu 8-10 oC dengan tekanan 45 bar. Proses tersebut dilakukan dalam proses batch, sehingga digunakan 2 kolom ekstraksi agar proses tetap dalam berjalan secara kontinyu dengan penggunaannya secara bergantian (Perrut n.d.).
Pada ekstraksi minyak biji tembakau untuk produksi biodiesel ini akan digunakan jenis ekstraksi solven karena beberapa pertimbangan seperti berikut ini :
- Proses ekstraksi dijalankan pada suhu yang relatif rendah sehingga dapat menghemat panas yang dibutuhkan serta mencegah kerusakan struktur dari minyak biji tembakau.
- Solven berupa n-heksana dapat di-recycle kembali.
- Proses ekstraksi cukup sederhana dan yield yang diperoleh cukup tinggi. - Waktu ekstraksi tidak terlalu lama.
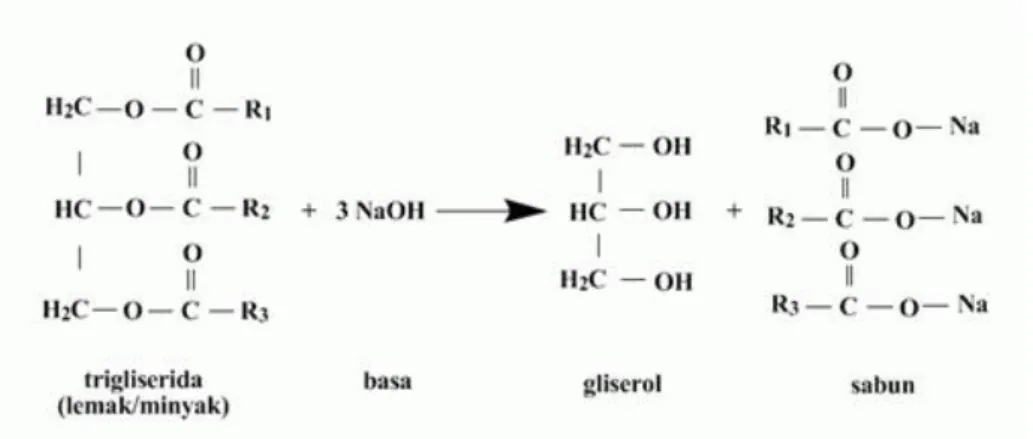
Dari hasil ekstraksi akan dihasilkan asam lemak bebas dengan kandungan asam linoleik (66%-76%), asam oleik (12%-15%), asam palmitik (8,5%), serta asam sterik (2,8%-4,7%) (Stanisavljevic et al. n.d.). Minyak biji tembakau memiliki kandungan free fatty acid (FFA) sekitar 35%. Dikarenakan kandungan FFA yang melebihi 3% maka proses transesterifikasi tidak dapat terjadi (Sharma et al. 2008). Sehingga dalam pembuatan biodiesel dari biji tembakau ini perlu dilakukan pengurangan jumlah FFA. FFA dapat mengganggu proses pembuatan biodiesel karena FFA dapat membentuk sabun ketika bereaksi dengan katalis basa. Pembentukan sabun itu akan mengkonsumsi katalis dan membuatnya terdeaktivasi serta membuat pemurnian biodiesel lebih sulit untuk dilakukan (Budiman, et al., 2014). Berikut ini merupakan reaksi pembentukan sabun oleh FFA.
Gambar 1. Reaksi Pembentukan Sabun oleh FFA
(Budiman, et al., 2014)
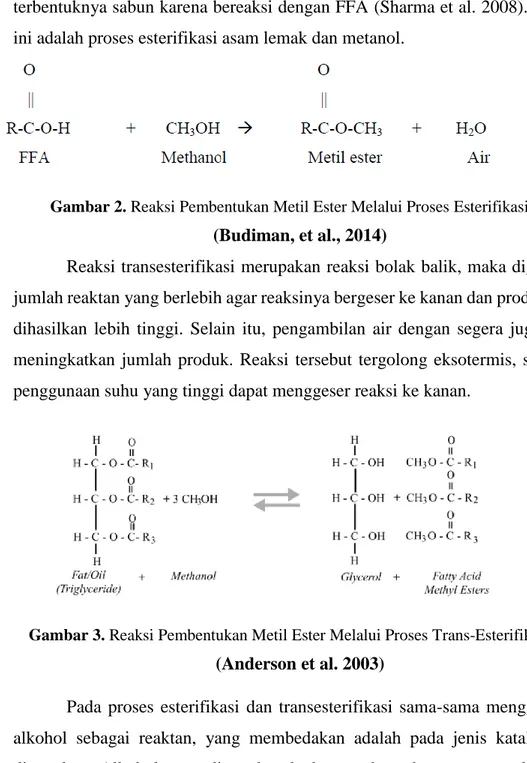
Bahan baku yang memiliki kadar FFA tinggi biasanya diproses melalui dua reaksi sekaligus. Pertama adalah tahap penurunan kadar FFA melalui reaksi esterifikasi dan tahap kedua adalah reaksi transesterifikasi sebagai reaksi utama produksi biodiesel. Reaksi esterifikasi adalah reaksi yang terjadi antara asam lemak bebas dengan alkohol yang menghasilkan alkil ester dan air. Pada umumnya dalam reaksi esterifikasi digunakan katalis asam untuk mencegah
terbentuknya sabun karena bereaksi dengan FFA (Sharma et al. 2008). Berikut ini adalah proses esterifikasi asam lemak dan metanol.
Gambar 2. Reaksi Pembentukan Metil Ester Melalui Proses Esterifikasi
(Budiman, et al., 2014)
Reaksi transesterifikasi merupakan reaksi bolak balik, maka digunakan jumlah reaktan yang berlebih agar reaksinya bergeser ke kanan dan produk yang dihasilkan lebih tinggi. Selain itu, pengambilan air dengan segera juga dapat meningkatkan jumlah produk. Reaksi tersebut tergolong eksotermis, sehingga penggunaan suhu yang tinggi dapat menggeser reaksi ke kanan.
Gambar 3. Reaksi Pembentukan Metil Ester Melalui Proses Trans-Esterifikasi
(Anderson et al. 2003)
Pada proses esterifikasi dan transesterifikasi sama-sama menggunakan alkohol sebagai reaktan, yang membedakan adalah pada jenis katalis yang digunakan. Alkohol yang digunakan keduanya dapat berupa metanol, etanol, isobutanol, dan lain-lain. Namun dari semua jenis alkohol, metanol memiliki beberapa kelebihan seperti berikut ini: (Budiman, et al., 2014)
- memiliki reaktivitas yang paling tinggi diantara jenis alkohol lainnya dikarenakan rantai C yang semakin semakin pendek akan memperkecil hambatan sterik saat penyerangan gugus karbonil trigliserilda berlangsung. - harganya relatif murah
- mudah di-recovery
- kelarutan dalam minyak cukup baik dibandingkan alkohol lainnya
- mampu melarutkan dengan baik katalis basa seperti NaOH dan KOH karena kepolarannya yang tinggi
- tidak memiliki titik azeotrop dengan air sehingga pemisahannya dengan produk samping berupa air dapat dilakukan secara sempurna
Senyawa etanol dan butanol, meskipun memiliki toksisitas yang lebih rendah dibandingkan metanol namun harganya lebih mahal dan yield yang dihasilkan nilainya lebih rendah. Sehingga dari pertimbangan tersebut dipilih metanol sebagai reaktan baik pada proses esterifikasi ataupun transesterifikasi.
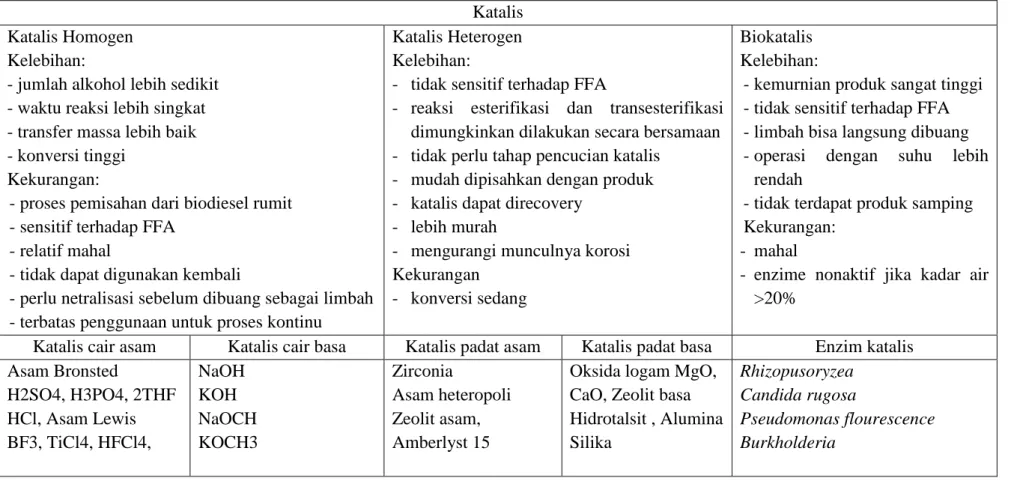
Katalis yang digunakan pada proses esterifikasi dan transesterifikasi dapat menggunakan katalis homogen, heterogen ataupun biokatalis. Katalis homogen berwujud cair cenderung lebih aktif dibandingkan dengan katalis heterogen yang berwujud padat. Pada proses transesterifikasi dan esterifikasi sebenarnya dapat juga melalui proses non-katalitik, yaitu tanpa menggunakan katalis didalamnya. Cara tersebut sebenarnya dapat mengurangi biaya produksi karena tidak lagi memerlukan proses pemisahan antara reaktan dan katalis, namun sayangnya proses non-katalitik ini masih belum banyak digunakan diindustri (Budiman, et al., 2014). Untuk jenis-jenis katalis yang dapat digunakan pada proses esterifikasi ataupun transesterifikasi serta kelebihan dan kekurangannya masing-masing dapat dilihat pada Tabel 1.
Tabel 1. Perbandingan Kelebihan dan Kekurangan Masing-masing Jenis Katalis pada Proses Pembuatan Biodiesel
Katalis Katalis Homogen
Kelebihan:
- jumlah alkohol lebih sedikit - waktu reaksi lebih singkat - transfer massa lebih baik - konversi tinggi
Kekurangan:
- proses pemisahan dari biodiesel rumit - sensitif terhadap FFA
- relatif mahal
- tidak dapat digunakan kembali
- perlu netralisasi sebelum dibuang sebagai limbah - terbatas penggunaan untuk proses kontinu
Katalis Heterogen Kelebihan:
- tidak sensitif terhadap FFA
- reaksi esterifikasi dan transesterifikasi dimungkinkan dilakukan secara bersamaan - tidak perlu tahap pencucian katalis
- mudah dipisahkan dengan produk - katalis dapat direcovery
- lebih murah
- mengurangi munculnya korosi Kekurangan
- konversi sedang
Biokatalis Kelebihan:
- kemurnian produk sangat tinggi - tidak sensitif terhadap FFA - limbah bisa langsung dibuang - operasi dengan suhu lebih
rendah
- tidak terdapat produk samping Kekurangan:
- mahal
- enzime nonaktif jika kadar air >20%
Katalis cair asam Katalis cair basa Katalis padat asam Katalis padat basa Enzim katalis Asam Bronsted H2SO4, H3PO4, 2THF HCl, Asam Lewis BF3, TiCl4, HFCl4, NaOH KOH NaOCH KOCH3 Zirconia Asam heteropoli Zeolit asam, Amberlyst 15
Oksida logam MgO, CaO, Zeolit basa Hidrotalsit , Alumina Silika Rhizopusoryzea Candida rugosa Pseudomonas flourescence Burkholderia (Budiman, et al., 2014)
Dari pertimbangan tersebut, maka dipilih katalis heterogen baik untuk proses esterifikasi ataupun transesterifikasi. Pada proses transesterifikasi digunakan katalis asam untuk mencegah terbentuknya sabun karena reaksi dengan FFA yang terkandung didalam minyak biji tembakau. Katalis yang digunakan adalah katalis Amberlyst 15 dengan reaktan berupa metanol dengan perbandingan molar 1:10 (w/w). Tujuan penggunaan reaktan yang berlebih yaitu untuk menggeser kesetimbangan reaksi ke arah produk. Konversi asam lemak yang dapat dicapai pada reaksi ini mencapai 97%. Sementara itu, pada reaksi transesterifikasi menggunakan katalis basa berupa CaO. Konversi katalis CaO yang dapat dicapai sebesar 95% dengan rasio molar reaktan 1:12. Reaksi transesterifikasi ini dijalankan pada suhu 65 oC. Kedua reaksi tersebut dijalankan pada reactive distillation column yang dilengkapi dengan katalis pada didalamnya. Penggunaan sistem ini dapat menghemat biaya produksi karena tidak memerlukan proses pemisahan kembali antara produk biodiesel dan produk sampingnya. Produk samping berupa air pada proses esterifikasi selanjutnya akan dipisahkan dengan reaktan meatanol yang jumlahnya berlebihan, sehingga metanol dapat di-recycle untuk digunakan pada rective distillation column untuk proses transesterifikasi