4 BAB 2
TINJAUAN PUSTAKA
2.1 Proses Pengolahan Kelapa Sawit
Secara umum pengolahan kelapa sawit terbagi menjadi dua hasil akhir, yaitu pengolahan minyak kelapa sawit (CPO) dan pengolahan inti sawit (kernel). Pengolahan minyak kelapa sawit adalah untuk memperoleh minyak sawit yang berasal dari daging buah (mesocarp) kelapa sawit, sedangkan pengolahan inti sawit adalah untuk memperoleh inti sawit yang berasal dari biji (nut) kelapa sawit. Sebelum Tandan Buah Segar (TBS) masuk kedalam proses pengolahan, TBS terlebih dahulu ditimbang dan disortir.
Proses penimbangan dilakukan di jembatan timbang (weight bridge) yang berfungsi untuk mengetahui berat TBS tersebut. Setelah melakukan penimbangan, selanjutnya TBS tersebut dibawa ke loading ramp untuk dilakukan sortasi TBS untuk menyortir buah antara yang baik dengan yang mentah maupun yang busuk. Setelah disortir, TBS kemudian dibawa ke stasiun rebusan menggunakan lori untuk horizontal sterilizer dan menggunakan scrapper jika menggunakan vertical sterilizer.
Setelah buah direbus didalam sterilizer, Tandan Buah Rebus (TBR) kemudian dibawa menuju stasiun pemipilan (threser) untuk memisahkan antara tandan dengan berondolan. Tandan yang sudah terpipil dari berondolannya kemudian akan di bawa menggunakan empty bunch conveyor, yang kemudian akan menuju empty bunch hopper. Berondolan yang telah terpipil tersebut kemudian akan menuju stasiun press. Berondolan tersebut dilumat menggunakan mesin digester agar proses press berodolan akan lebih mudah. Setelah pelumatan berondolan yang sudah dilumat kemudian tersebut akan dipress menggunakan screw press. Di mesin ini berondolan akan diperas
5
sehingga akan terpisah antara cake (campuran antara serat dan nut sawit) dan crude oil (minyak kasar sawit) (Naibaho,1996).
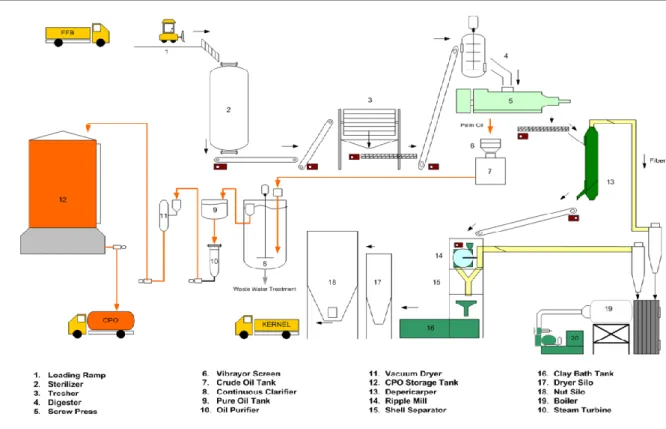
Berikut ini adalah gambar flow proses pada pabrik kelapa sawit.
Gambar 2.1 Flow Proses PKS
Cake yang berasal dari screw press akan menuju Cake Breaker Conveyor (CBC). Disini cake tersebut akan digemburkan sehingga serat yang lengket akan terpisah dari nut. Kemudian nut yang sudah terpisah antara serabut dan nut akan dipisahkan menggunakan depericarper, nut akan ke bawah menuju nut polishing drum dan serabut akan menuju boiler sebagai bahan bakar. Nut yang di polishing drum akan dihaluskan kembali dari serat yang masih melengket. Setelah dari nut polishing drum, maka nut tersebut akan dipecahkan menggunakan Ripple Mill. Dari Ripple mill akan terpisah antara cangkang dan inti sawit. Cangkang akan dipisahkan yang kemudian akan menjadi bahan bakar boiler sedangkan inti sawit yang telah dipisahkan akan dipisahkan antara cangkang di Light Tenera Dust Separator dan
6
Claybath/Hydrocyclone dan dikeringkan di Kernel Dryer dan dikumpulkan di Kernel Storage (Naibaho,1996).
Crude oil yang berasal dari screw press kemudian akan dibersihkan pertama di sand trap tank, untuk memisahkan antara crude oil dengan pasir-pasir dengan cara sedimentasi. Kemudian Crude Oil tersebut akan menuju ayakan getar (vibro separator) yang akan memisahkan antara Crude Oil dengan Sludge yang masih melekat dengan Crude Oil. Setelah dari ayakan getar, Crude Oil akan disedimentasikan kembali di Crude Oil tank untuk memisahkan antara Crude Oil dengan kotoran. Dari Crude Oil tank, minyak dipompakan menuju Vertical Continuous Tank.
Di alat ini minyak akan disedimentasikan kembali sehingga akan terpisah antara minyak, sludge dan non oil solid. Minyak dari Vertical Continuous Tank kemudian akan menuju oil tank, di alat ini minyak akan dimurnikan kembali dengan cara sedimentasi. Setelah dari oil tank, minyak sawit menuju oil purifier, untuk memisahkan minyak sawit dengan air dengan cara sentrifugal. Kemudian minyak sawit dari oil purifier akan dipompakan menuju vacuum dryer, untuk meminimalisasi air dalam minyak dengan cara kehampaan udara.
Setelah dari vacuum dryer maka minyak sawit tersebut akan dikumpulkan di dalam tangki timbun (Storage Tank), Sedangkan sludge dari Vertical Continuous Tank akan menuju Sludge tank. Di alat ini sludge akan terpisah antara minyak dan sludge, minyak akan menuju Vertical Continuous Tank sedangkan sludge tersebut kemudian akan dipisahkan lagi di sludge separator dengan cara sentifugal, sehingga akan terpisah antara minyak dan sludge. Minyak akan menuju Vertical Continuous Tank sedangkan sludge akan menuju fatfit yang selanjutnya akan menuju ke kolam limbah (Naibaho,1996).
7
Tinggi rendahnya rendemen minyak kelapa sawit yang didapat dari proses produksi sangat ditentukan oleh proses pengolahan di mesin screw press. Karena pada proses pengolahan di screw press merupakan titik awal dipisahkannya antara minyak dan cake, khususnya minyak dari mesocarp buah, kemudian mesocarp buah yang telah di kempa akan dibawa ke boiler untuk dijadikan bahan bakar. Apabila proses pengempaan tidak dilakukan dengan baik, maka akan banyak minyak yang hilang dan terikut pada mesocarp buah yang akan menjadi bahan bakar. Begitu juga terhadap tinggi rendahnya rendemen inti yang akan didapat, sangat ditentukan dari proses pengolahan di screw press.
Apabila tekanan di screw press terlalu tinggi, maka akan dapat menyebabkan tingginya kadar inti pecah pada cake. Apabila kadar inti pecah pada cake tinggi, maka ini dapat mengurangi rendemen dari inti sawit, karena inti yang telah pecah dari screw press akan sangat mudah terhisap oleh fan pada proses pemisahaan di depericarper. Inti yang ikut terhisap oleh fan depericarper akan dijadikan sebagai bahan bakar juga di boiler. Oleh karena itu, kondisi dari mesin screw press sangat menentukan kuantitas produksi dari minyak dan inti kelapa sawit (Naibaho,1996).
2.2 Screw Press
Screw Press adalah alat yang digunakan untuk mengekstrak minyak dari mesocarp buah yang telah dilumatkan dengan menggunakan tekanan dari hydraulic press. Alat ini dilengkapi oleh sebuah silinder (sarung screw) yang berlubang-lubang dan didalamnya terdapat 2 buah screw yang berputar berlawanan arah. Tekanan dihasilkan oleh 2 cone yang berada di ujung pengempa dan dioperasikan secara hydraulic . Pada screw press juga dijumpai pompa hidrolik untuk mengatur tekanan. Pengaturan tekanan berguna untuk menjaga agar biji sawit tidak pecah dan ampas tidak terlalu banyak mengandung minyak. Dengan meningkatkan tekanan, ampas kempa akan semakin kering tetapi memungkinkan biji sawit pecah,sehingga
8
rendeman inti nantinya tidak tercapai. Begitu juga sebaliknya, bila tekanan rendah maka akan menyebabkan ampas kempa masih basah, kehilangan minyak pada ampas dan biji akan bertambah, pemisahan ampas dan biji tidak sempurna, pengolahan biji mengalami kesulitan, dan bahan bakar ampas basah akan menyebabkn pembakaran dalam dapur ketel uap tidak sempurna (Naibaho,1996).
Penambahan air panas yang bersuhu 95-100 ◦C yang berasal dari tangki air panas dalam proses ini, untuk membantu pengekstraan minyak dan membantu melarutkan minyak dari sisa ampas. Tanki air panas posisinya berada diatas dekat dengan balance tank. Agar pengempaan berjalan baik, maka harus diperhatikan tiga hal, yakni :
a. Dalam masa tidak terdapat buah utuh.
b. Suhu sewaktu pengepresan berkisar antara 90-95 ◦C.
c. Lubang- lubang kecil tempat keluarnya minyak harus selalu bersih
Dapat dilihat gambar sebagai berikut:
9
2.3 Faktor yang mempengaruhi efisiensi ektraksi 2.3.1 Tekanan kerja screw press
a. Tekanan Lawan
Penggerak as screw press dilakukan dengan elektro motor yang dipindahkan dengan belt, gigi dan hydraulic. Power yang diperlukan menggerakkan alat screw adalah 19-21 KWH dengan putaran shaft 12-14 rpm. Efektifitas tekanan ini tergantung pada tekanan lawan pada adjusting cone. Tekanan pada hydraulic cone yang sesuai untuk “single stage pressing” diberikan tekanan pada tahap awal 40-50 bar dan pada double pressing menggunakan tekanan pertama 30-35 bar dan pada pengempaan kedua tekanan 40-50 bar.
Untuk menurunkan kadar minyak dalam ampas tekanan lawan dinaikkan dengan mengatur cone, hal ini akan menyebabkan efek samping yaitu ditemukan persentase biji pecah yang tinggi dan dapat mempercepat kerusakan screw press, bahkan dapat menyebabkan kebakaran electromotor screw press. Tekanan kerja cone yang rendah akan menghasilkan ampas dengan kadar minyak yang tinggi dengan sedikit jumlah biji pecah sudah berkurang. Oleh sebab itu, pengoperasian screw press hendaknya dipertimbangkan keuntungan dan kerugian yang diakibatkannya. Kerusakan cone yang terjadi dipabrik sering dibiarkan begitu saja tanpa diperbaiki, dengan melakukan pengaturan pada panel board yang mengatur ampere arus masuk, hal ini sudah bertentangan dengan prinsip kerja alat continuous pressing dan berakibat pada kerusakan electromotor yang cepat.
b. Stabilitas Tekanan
Tekanan yang terlalu bervariasi akan mengakibatkan pengaruh negatif terhadap proses pengempaan dan terhadap alat kempa. Adjust yang dilakukan pada elektro motor dan cone secara tepisah tidak dapat mempertahankan tekanan yang stabil. Untuk menstabilkan tekanan kerja dan tekanan lawan pada screw press dilakukan dengan cara “geardrive” dengan ”hydraulic
10
transmisi” sehingga ganjalan-ganjalan yang terdapat dalam screw press yang disebabkan ketidaksamaan bahan baku dapat diatur secara automatic. Alat ini sudah banyak dikembangkan pada screw press. Keuntungan dari alat ini ialah dapat mengatur sendiri tekanan tertinggi dan tekanan terendah dalam screw press, serta dapat diatur arah putaran screw sehingga cake yang berbeda dalam cylinder press dapat dikeluarkan. Untuk menstabilkan tekanan pressan maka dilakukan suatu sistem interlocking antara power penggerak screw dengan hydraulic cone. Dengan cara ini satu dengan yang lainnya saling mengurangi lonjakan-lonjakan tekanan baik karena keadaan adonan maupun akibat perubahan tegangan arus listrik. (Naibaho, 1996 ).
2.3.2 Air pengencer
Air pengencer yang diberikan pada alat screw press tergantung pada jenis alat. Pemberian air dilakukan dengan cara menyiram cake dari atas bagian tengah dan atau di chute screw press. Jumlah air pengencer yang diberikan tergantung pada suhu air pengencer, semakin tinggi suhu air pengencer maka jumlah air yang diberikan semakin sedikit. Pemberian air pengencer yang terlalu banyak dapat berakibat terhadap kandungan air didalam cake yang tinggi dan dapat menyebabkan :
1. Pemecahan cake yag lebih sulit dalam cake breaker conveyor (CBC), hal ini menyebabkan bebab CBC terlalu berat.
2. Semakin tinggi kandungan air ampas, maka kalor bakar akan semakin menurun yang dapat memperkecil kapasitas dari efisiensi boiler.
3. Pemeraman biji yang berkadar air tinggi dalam silo bijiakan lebih dan dapat menyebabkan penurunan efisiensi ekstrasi biji yang lebih rendah. (Naibaho,1996).
11
2.4 Gambar Komponen Alat Mesin Screw Press
Berikut ini adalah gambar dari komponen mesin yang ada pada mesin Screw Press
12
Gambar 2.4 worm screw
13
Gambar 2.6 Hidrolik Press
14 2.5 Perawatan Mesin
2.5.1 Perawatan (Maintenance)
Perawatan adalah suatu konsepsi dari semua aktivitas yang diperlukan untuk menjaga atau mempertahankan kualitas agar tetap dapat berfungsi dengan baik seperti dalam kondisi sebelumnya. Perawatan juga didefinisikan sebagai suatu kegiatan merawat fasilitas dan menempatkannya pada kondisi siap pakai sesuai dengan kebutuhan. Dengan kata lain perawatan merupakan aktivitas dalam rangka mengupayakan fasilitas produksi berada pada kondisi/kemampuan produksi yang dikehendaki. Perawatan merupakan suatu fungsi utama dalam suatu unit organisasi/usaha/industri. Fungsi lainnya diantaranya adalah pemasaran, keuangan, produksi dan sumber daya manusia. Fungsi perawatan harus dijalankan dengan baik, karena fasilitas-fasilitas yang diperlukan dalam organisasi dapat terjaga kondisinya.(Widrianda, TM,2013).
Masalah perawatan mempunyai kaitan yang sangat erat dengan tindakan pencegahan kerusakan (preventive) dan perbaikan kerusakan (corrective). Tindakan tersebut dapat berupa:
1. Inspection (Pemeriksaan)
Yaitu tindakan yang ditujukan terhadap sistem atau mesin untuk mengetahui apakah sistem berada pada kondisi yang diinginkan. 2. Service (Servis)
Yaitu tindakan yang bertujuan untuk menjaga kondisi suatu sistem yang biasanya telah diatur dalam buku petunjuk pemakaian sistem.
15
3. Replacement (Pergantian Komponen)
Yaitu tindakan pergantian komponen yang dianggap rusak atau tidak memenuhi kondisi yang diinginkan. Tindakan penggantian ini mungkin dilakukan secara mendadak atau dengan perencanaan pencegahan terlebih dahulu.
4. Repair (Perbaikan)
Yaitu tindakan perbaikan minor yang dilakukan pada saat terjadi kerusakan kecil.
5. Overhoul
Yaitu tindakan perubahan besar-besaran yang biasanya dilakukan di akhir periode tertentu.
2.5.2 Tujuan Umum Perawatan (Maintenance)
Tujuan perawatan merupakan bagian dari kegiatan pendukung bagi kegiatan komersil, maka seperti kegiatan lainya, perawatan ini harus efektif,efesien dan ekonomis. Dengan diaplikasikan perawatan ini maka alat atau mesin yang digunakan sesuai dengan rencana tidak mengalami kerusakan selama jangka waktu terntentu yang telah direncakan akan tercapai (Ahyari, 2002).
Tujuan utama dari sistem perawatan itu dilakukan untuk menghindarkan suatu mesin agar tidak mengalami kerusakan yang berat, sehingga tidak diperlukan waktu yang cukup lama dan juga biaya yang terlalu mahal untuk melakukan perawatan. Sehingga mesin-mesin dapat beroperasi seoptimal mungkin dan kegiatan produksipun berjalan dengan lancar dan mendapatkan keluaran (output) produk yang berkualitas. Prinsip utama dari sistem perawatan terdiri dari dua hal yaitu:
1. Menekan (memperpendek) periode kerusakan (breakdown) periode sampai batas minimum dengan pertimbangan aspek ekonomis.
16
2. Menghindari kerusakan (breakdown) tidak terencana, kerusakan tiba-tiba.
Beberapa tujuan maintenance yang utama antara lain
1. Untuk memperpanjang umur/masa pakai dari mesin dan perlatan 2. Menjaga agar setiap mesin/peralatan dalam kondisi baik dan
dalamkeadaan baik
3. Dapat menjamin ketersediaan optimum perlatan yang dipasang untukproduksi
4. Untuk menjamin kesiapan operasional dari selutruh perlatan yang diperlukan dalam keadaan darurat setiap waktunya
5. Memaksimumkan ketersediaan semua mesin/peralatan sistem produksi (mengurangi downtime)
6. Dapat menjamin keselamatan orang yang menggunakan sarana tersebut
7. Dapet mendukung upaya memuaskan pelanggan.
2.5.3 Tugas dan Kegiatan Maintenance
Semua tugas-tugas dan kegiatan dari pada maintenance dapat digolongkan kedalam salah satu dari lima tugas pokok yang berikut, (Joko Agung,2013):
a. Inspeksi (Inspection)
Kegiatan inspeksi meliputi kegiatan pengecekan dan pemeriksaan secara berkala (routine,schedule check) terhadap mesin/peralatan sesuai dengan rencana yang bertujuan untuk mengetahui apakah perusahaan selalu mempunyai fasilitas mesin/peralatan yang baik untuk menjamin kelancaran proses produksi.
b. Kegiatan teknik (Engineering)
Kegiatan teknik meliputi kegiatan percobaan atas peralatan yang baru dibeli dan kegiatan pengembangan komponen atau peralatan yang perlu diganti,serta melakukan penelitian-penelitian terhadap
17
kemungkinan pengembangan komponen atau peralatan,juga berusaha mencegah terjadinya kerusakan.
c. Kegiatan produksi
Kegiatan produksi merupakan kegiatan pemeliharaan yang sebenarnya yaitu dengan memperbaiki seluruh mesin/peralatan produksi.
d. Kegiatan administrasi
Kegiatan administrasi merupakan kegiatan yang berhubungan dengan pencatatan-pencatatan mengenai biaya-biaya yang terjadi didalam melakukan kegiatan pemeliharaan, penyusunan planning dan scheduling, yaitu rencana kapan kegiatan suatu mesin/peralatan tersebut harus diperiksa,disservice dan diperbaiki.
e. Pemeliharaan bangunan
Kegiatan pemeliharaan bangunan merupakan kegiatan yang tidak termasuk dalam kegiatan teknik dan produksi dari bagian maintenance.
2.6
Jenis-jenis Maintenance
2.6.1 Planned Maintenance (Pemeliharaan Terencena)
Planned maintenance (pemeliharaan terencana) adalah pemeliharaan yang diorganisasi dan dilakukan dengan pemikiran ke masa depan,pengendalian dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya. Oleh karena itu, program maintenance yang akan dilakukan harus dinamis dan memerlukan pengawasan dan pengendalian secara aktif dari bagian maintenance melalui informasi dari catatan riwayat mesin/peralatan. Konsep planned maintenance ditujukan untuk dapat mengatasi masalah yang dihadapi manajer dengan pelaksanaan kegiatan maintenance. Komunikasi dapat diperbaiki dengan informasi yang dapat member data yang lengkap untuk pengambilan keputusan. Adapun data yang penting dalam kegiatan maintenance antara lain laporan permintaan pemeliharaan,
18
laporan pemeriksaan, laporan perbaikan, dan lain-lain (David ciko,2009)
Pemeliharaan terencana (planned maintenance) teridri dari 3 bentuk pelaksanaan yaitu :
a. Preventive Maintenance (Pemeliharaan Pencegahan)
Preventif maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan untuk mencegah timbulnya kerusakan kerusakan yang tidak terduga dan menenmukan kondisi atau keadaan yang dapat menyebabkan fasilitas produksi mengalami kerusakan pada waktu digunakan didalam proses. Dengan demikian semua fasilitas produksi yang mendapatkan Preventive Maintenance akan terjamin kelancaran kerjanya dan selalu diusahakan dalam kondisi atau keadaan siap dipergunakan untuk setiap operasi atau proses produksi pada setiap saat sehingga dapatlah dimungkinkan sehingga pembuatan suatu rencana produksi yang lebih cepat.(David ciko,2009)
b. Corrective Maintenance (Pemeliharaan Perbaikan)
Corrective Maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan setelah terjadinya suatu kerusakan atau kelainan pada fasilitas atau peralatan sehingga tidak dapat berfungsi dengan baik. Kegiatan corrective maintenance yang dilakukan sering disebut dengan kegiatan perbaikan atau reparasi. Perbaikan yang dilakukan karena adanya kerusakan yang dapat terjadi akibat tidak dilakukannya Preventive maintenance ataupun telah dilakukan preventive maintenance tetapi sampai pada waktu tertentu fasilitas atau peralatan produksi yang ada. Oleh karena itu kebijaksanaan untuk melakukan corrective maintenance saja tanpa preventive maintenance, akan menimbulkan akibat-akibat yang dapat menghambat kegiatan produksi apabila terjadi suatu kerusakan yang tiba-tiba pada fasilitas produksi yang digunakan.( David ciko,2009)
19
c. Predictive Maintenance (Pemeliharaan prediksi)
Predictive maintenance adalah tingkatan-tingkatan maintenance yang dilakukan pada tanggal yang telah ditetapkan berdasarkan prediksi hasil analisa dan evaluasi data operasi yang diambil pada interval-interval waktu tertentu. Data rekaman untuk melakukan predictive maintenance dapat berupa data getaran, temperature, vibrasi, flow rate dan lainlainnya. Perencanaan predictive miantenace dapat dilakukan berdasarkan laporan oleh operator lapangan yang diajukan melalui work order ke dapartemen maintenance untuk dilakukan tindakan yang tepat sehingga tidak akan merugikan perusahaan (Setiawan F,D,2008).
2.6.2 Unplanned Maintenance (Pemeliharaan Tidak Terencana)
Unplanned maintenance biasanya berupa breakdown/emergency maintenance. Breakdown/emergency maintenance adalah tindakan maintenance yang tidak akan dilakukan pada mesin yang masih dapat beroperasi sampai mesin tersebut rusak dan tidak dapat berfungsi lagi. Melalui bentuk pelaksanaan pemeliharaan tidak terencana ini, diharapkan penerapan pemeliharaan tersebut dapat memperpanjang umur pakai dari mesin, dan dapat memperkecil frekuensi kerusakan (Ebeling,1997).
2.7 Total Productive Maintenance (TPM)
Total Productive Maintenance (TPM) sebagai suatu pendekatan yang inovatif dalam maintenance dengan cara mengoptimasi keefektifan peralatan serta mengurangi/ menghilangkan kerusakan mendadak (breakdown) dengan melakukan identifikasi terlebih dahulu (Matrodji,2008).
20
2.7.1 Defenisi Total Productive Maintenance (TPM)
TPM sesuai dengan namanya terdiri dari 3 suku kata yaitu : a. Total
Hal ini mengindikasikan bahwa TPM mempertimbangkan berbagai aspek dan melibatkan seluruh personil yang ada, mulai dari tingkatan atas hingga tingkatan bawah. Kata total dalam total productive maintenance mempunyai 3 pengertian yang dikaitkan pada tiga hal penting dari TPM (Matrodji,2008) :
1. Total Effectiveness, menunjukkan bahwa TPM bertujuan untuk efisiensi ekonomi- efektifitas dari perlatan/ mesin secara keseluruhan dan mencapai keuntungan.
2. Total Participation, semua orang ikut terlibat, bertangung jawab dan menjaga semua fasilitas yang ada dalam pelaksanaan TPM dari operator sampai top management.
3. Total Maintenace System, pelaksanaan perawatan dan peningkatan efektifitas dari fasilitas dan kesatuan operasi produksi. Meliputi maintenance prevention, maintability improvement, dan preventive maintenance.
b. Productive
Menitik beratkan pada segala usaha untuk mencoba melakukan pemeliharaan dengan kondisi produksi tetap berjalan dan meminimalkan masalah-masalah yang terjadi diproduksi saat pemeliharaan dilakukan.
21 c. Maintenance
Berarti memelihara dan menjaga peralatan secara mandiri yang dilakukan oleh operator produksi agar kondisi peralatan tetap bagus dan terpelihara dengan cara membersihkannya, memberi pelumasan dan memperhatikannya. Dengan kata lain Total Productive Maintenance sering didefinisikan sebagai Productive Maintenance yang dilaksanakan oleh seluruh pegawai, didasarkan pada prinsip bahwa peningkatan kemampuan peralatan harus melibatkan setiap orang didalam organisasi, dari lapisan bawah sampai manajemen puncak.
TPM merupakan bentuk kerjasama yang baik antara bagian pemeliharaan dan produksi dalam organisasi untuk meningkatkan kualitas produk, mengurangi pemborosan (waste), mengurangi biaya manufaktur, meningkatkan ketersediaan peralatan serta meningkatkan kondisi pemeliharaan perusahaan (Matrodji,2008). TPM dapat dimanfaatkan dengan efektif oleh organisasi untuk mengembangkan keterlibatan pekerja pada setiap langkah proses manufaktur dan pemeliharaan fasilitas untuk lebih mengefektifkan aliran produksi (production flow), meningkatkan kualitas produk dan mengurangi biaya operasi.
2.7.2 Tujuan Total Productive Maintenance (TPM)
Tujuan TPM (Total Productive Maintenance) adalah mempertinggi efektifitas peralatan dan memaksimalkan keluaran peralatan produksi, kualitas, biaya , penyerahan, keselamatan dan moral dengan berusaha mempertahankan dan memelihara kondisi optimal dengan maksud untuk menghindari kerusakan mesin, kerugian kecepatan, kerusakan barang dalam proses. Semua efisiensi termasuk efisiensi ekonomis dicapai dengan meminimalisasi biaya
22
pemeliharaan, memelihara konsidi peralatan yang optimal selama umur pakainya atau dengan kata lain, meminimalisasikan biaya daur hidup peralatan.(Djunaidi,2007)
Sasaran TPM adalah Zero ABCD, yaitu antara lain :
1. Accident, yang artinya dengan penerapan TPM yang baik maka diharapkan dapat meminimalisasi adanya kecelakaan kerja. 2. Breakdown, artinya TPM mempunyai sasaran agar tidak terjadi
adanya kerusakan (breakdown), sebab dengan adanya breakdown dapat mengganggu aktivitas proses produksi.
3. Crisis, yaitu TPM bertujuan untuk mengurangi semua krisis yang terjadi yang jelas-jelas sangat merugikan perusahaan.
4. Defect, yang artinya TPM juga mempunyai sasaran untuk mengurangi atau bahkan menghilangkan segala cacat produk yang terjadi sehingga produk yang dinikmati oleh konsumen sangat terjamin kualitasnya.
2.7.3 Konsep Total Productive Maintenance (TPM)
Adapun konsep dari Total Productive Maintenance (TPM) adalah : 1. Memaksimalkan penggunaan peralatan secara efektif.
2. Perawatan secara otomatis oleh operator 3. Kelompok aktivitas kecil.
2.7.4 Prinsip- prinsip Total Productive Maintenance (TPM)
1. Meningkatkan efektifitas dan efisiensi peralatan secara menyeluruh.
2. Memperbaiki sistem perawatan secara terencana. 3. Mengungsikan operator sebagai pemantau yang baik.
4. Melaksanakan pelatihan untuk meningkatkan kemampuan operasional kualitas maintenance.
5. Membangun keterlibatan setiap orang dan menggunakan kerjasama lintas fungsi.
23
2.8 Failure Mode And Effect Analysis (FMEA)
Failure modes and effects analysis (FMEA) merupakan salah satu teknik yang sistematis untuk menganalisa kegagalan. Teknik ini dikembangkan pertama kali sekitar tahun 1950-an oleh para reliability engineer yang sedang mempelajari masalah yang ditimbulkan oleh peralatan militer yang mengalami malfungsi.
FMEA di golongkan menjadi 2 jenis yaitu :
a. Design FMEA alat yang digunakan untuk memastikan bahwa potential failure modes, sebab dsan akibatnya telah diperhatikan terkait dengan katarteristik desain, digunakan oleh Design Responsible Engineer Team b. Process FMEA yaitu alat yang digunakan untuk memastikan bahwa
potential failure modes, sebab dan akibatnya telh diperhatikan terkait dengan karakteristik prosesnya, digunakan oleh Manufacturing Engineer /Team.
Design FMEA akan menguji fungsi dari komponen , sub sistem dan sistem. Modus potensialnya dapat berupa kesalahan pemilihan jenis material, ketidaktepatan spesifikasi dan yang lainnya. Seharusnya dilakukan sejak dilakukan desain produk awal.
Process FMEA akan menguji kemampuan proses yang akan digunakan untuk membuat komponen, sub sistem dan sistem. Modus potensial dapat berupa kesalahan operator dalam merakit bagian, adanya fariasi proses yang terlalu besar sehingga produk diluar batas spesifiksi yang telah ditetepkan serta faktor yang lainnya. Seharusnya dilakukan mendesign proses menufaktur. Ada bebarapa alasan mengapa kita harus menggunakan FMEA dianytaranya lebih baik mencegah terjadinya kegagalan dari pada memperbaiki kegagalan, meningkatkan peluang kita untuk dapat mendeteksi terjadinya suatu kegagalan, mengidentifikasi penyebab terjadinya kegagalan terbesar dan eleminasinnya, mengurangi peluang terjadinya kegagalan dan
24
membangun kualitas dari produk dan proses keuntungan yang didapat diperoleh dari penerapan FMEA diantaranya meningkatkan keamanan, kualitas dan andalan, nama baik perusahaan dan adanya cacat historys dari peristiwa kegagalan (Mulyadi.J,2013).
2.8.1 Pengertian Failure Modes and Effect Analysis (FMEA)
Merupakan salah satu prosedur terstruktur untuk megidentifikasi dan mencegah sebanyak mungkin mode kegagalan. FMEA digunakan untuk mengidentifikasi sumber-sumber dan akar penyebar dari suatu masalah. Suatu mode kegagalan adalah apa saja yang termasuk dalam kegagalan diluar batas resifikasi yang telah ditetapkan. Menurut Chrysler (1995), FMEA dapat dilakukan dengan cara :
1. Mengenali dan mengefakuasi kegagalan potensi produkdan efeknya.
2. Mengidentifikasi tindakan yang bisa menghilangkan atau mengurangi kesempatan dari kegagalan potensi terjadi.
2.8.2 Tujuan Failure Mode dan Efek Analisis (FMEA)
1. Untuk mengidentifikasi mode kegagalan dan tingkat keparahan efeknya.
2. Untuk mengidentifikasi kritis dan karakteristik signifikan.
3. Untuk membantu fokus and engineer dalam mengurangi perhatian terhadap produk dan proses, dan membantu dan mencegah terjadinya permasalahan.
2.8.3 Langkah Dasar Menentukan Nilai RPN Tertinggi 1. Severity ( Keparahan)
Setelah mengetahui failure effect, maka langkah selanjutnya adalah menentukan nilai severity. Nilai severity sangat penting untuk mengetahui efek potensial dari setiap jenis kegagalan. Kriteria untuk nilai severity berbeda-beda.. Adapun penilaian severity untuk
25
masing-masing efek kegagalan adalah sebagai berikut (Aisyah siti,2011) :
a. Untuk efek kegagalan jika diputar akan menimbulkan gesekan dan bunyi akibat proses pembuatan jalur tidak rata., nilainya adalah 7 karena produk tidak dapat dipakai dan harus diperbaiki (di-rework). Produk 100% dapat di-rework karena kerusakannya tidak terlalu parah dan dapat diperbaiki pada bagian repair.
b. Untuk efek kegagalan bearing menjadi tidak bersih dan pada permukaan outring terdapat bintik-bintik (black surface) nilainya adalah 5 karena produk tidak dapat dipakai dan harus diperbaiki (di-rework). Produk 100% dapat di-rework karena kerusakannya tidak terlalu parah dan dapat diperbaiki pada bagian repair.
c. Untuk efek kegagalan komponen menjadi tergores dan tidak dapat digunakan dan harus diperbaiki (di-rework) nilainya adalah 6 karena sebagian dapat dipakai dan sebagian kecilnya menjadi scrap. Sebagian produk dapat dipakai karena goresan yang terdapat pada komponen hanya sedikit dan tidak terlalu terlihat sedangkan sebagian lagi menjadi scrap karena goresannya terlihat jelas.
d. Untuk efek kegagalan maka permukaan sisi kiri dan sisi kanan bergaris seperti nanas, masih bisa diperbaiki nilainya adalah 5 karena produk tidak dapat dipakai dan harus diperbaiki (di-rework). Produk 100% dapat di-rework karena kerusakannya tidak terlalu parah dan dapat diperbaiki pada bagian repair.
2. Occerance (Frekuensi)
Occurance adalah ukuran yang menunjukkan seberapa sering kemungkinan penyebab kegagalan yang terjadi. Nilai occurance ditentukan berdasarkan diagram sebab-akibat untuk mengetahui akar penyebab masing-masing cacat. Pada Ranking 6,5 dan 4 Sedang: berhubungan dengan proses serupa keproses sebelumnya yang sudah mengalami kegagalan sekali-sekali. Besar nilai
26
occurance terdiri dari ranking 1-10. Semakin sering penyebab kegagalan terjadi, semaking tinggi nilai yang diberikan (Aisyah siti,2011).
3. Detection ( Deteksi )
Detection adalah peringkat yang menunjukkan seberapa telitinya alat deteksi yang digunakan. Detection berupa angka dari 1 sampai 10, dimana 1 menunjukan sistem deteksi dengan kemampuan tinggi atau hampir dipastikan suatu penyebab kegagalan dapat terdeteksi. Sedangkan 10 menunjukan sistem deteksi dengan kemampuan rendah, dimana deteksi tidak efektif atau tidak dapat mendeteksi sama sekali. Sedangkan 6 menunjukan sistem deteksi dengan kemampuan rendah. Sedangkan 5 menunjukan system deteksi dengan kemampuan sedang (Aisyah siti,2011).
4. Risk Priority Number (RPN) ( Tingkat Keparahan)
RPN adalah mencari suatu nilai tertinggi pada komponen alat yang mengalami kegagalan terparah alat. Setelah dilakukannya ratingan nilai severity, occurance, detection maka untuk mencari nilai tertingginya dilakukan dengan rumus:
RPN = S * O * D
Dimana :
Rpn = Risk Priority Number (nomor prioritas tertinggi) S = Severity (keparahan)
O = Occurance (Frekuensi kejadian) D = Detection (deteksi)