7
BAB II
LANDASAN TEORI
2.1. Definisi Lean six sigma.
Lean adalah suatu upaya terus menerus untuk menhilangkan pemborosan (waste) dan meningkatkan nilai tambah (value added) produk (barang dan/atau jasa) agar memberikan nilai kepada pelanggan (customer value). Tujuan lean adalah meningkatkan terus menerus customer value melalui peningkatan terus menerus rasio antara nilai tambah terhadap waste (the value-to-waste ratio). Lean Six Sigma merupakan perpaduan dari Lean dan Six Sigma.
Lean berfokus pada aliran proses untuk mengidentifikasi dan menghilangkan nilai selain menambah kegiatan, dan Six Sigma berfokus pada data faktual dan metodologi pemecahan masalah kaya untuk mengurangi variasi proses. Kombinasi dari kedua membuat Lean Six Sigma merupakan metodologi yang sempurna untuk manufaktur dan organisasi jasa untuk secara akurat
mengidentifikasi Voice of Customer dan Voice of Business, melaksanakan perbaikan proses dengan metodologi yang telah terbukti oleh Change Agents yang mampu. Hal ini kemudian akan menjadikan perbaikan proses bisnis sebagai sebuah pola pikir, sebagai kebiasaan, dan budaya. Sedangkan pada perusahaan manufactur lean adalah filosofi manajemen proses yang secara sistematis mengidentifikasi dan menghilangkan pemborosan dan nilai non menambahkan aktivitas sepanjang proses. Prinsip-prinsip Lean efektif untuk membuat aliran dalam produktivitas, kapasitas, dan throughput menjadi maksimal. Hasilnya adalah peningkatan kecepatan dan kelincahan dalam perusahaan.
Lean juga didefinisikan sebagai sebuah metoda dalam menghilangkan sesuatu yang bersifat waste. Waste didefinisikan sebagai segala macam hal yang tidak memberi nilai tambah ditinjau dari sudut pandang pelanggan akhir. Kata sederhana yang bisa menggantikan waste adalah mubazir atau sia-sia. Dalam organisasi perusahaan, inisiatif Lean diterapkan ke seluruh lini organisasi dalam rangka mencapai proses yang efektif dan lebih efisien, sehingga produktivitas perusahaan meningkat, menurunkan biaya operational, dan meningkatkan keuntungan bisnis.
2.2. Identifikasi Bentuk-Betuk waste atau Pemborosan.
Dalam TPS (Toyota Production System) terdapat 3 hal yang mengakibatkan pemborosan, yaitu muda, mura dan muri. Berikut adalah penjelasan tentang 3 hal tersebut :
Adalah kegiatan yang membebani mesin , Peralatan , Orang dengan beban yang melampaui kemampuannya. Contoh :
- Penggunaan alat angkat / angkut yang melebihi kapasitasnya.
- Operator yang tidak terampil untuk satu jenis pekerjaan, langsung ditugaskan untuk mengerjakan pekerjaan tersebut.
Kondisi ini akan mengakibatkan Quality problem, Safety, dll. Selain yang dibebani berlebihan akan cepat rusak, juga akan mengakibatkan PEMBOROSAN untuk perbaikannya.
2. MURA ( Ketidak seimbangan )
Timbul karena suatu saat tertentu terjadi ekses capacity tetapi pada saat yang lain yang segera terjadi beban berlebihan , hal ini terjadi disebabkan adanya ketidak teraturan / fluktuasi dalam volume produksi. Pemborosan terjadi karena ketidak teraturan dalam aktivitas produksi yang menyebabkan beban puncak hanya terjadi sewaktu – waktu saja.
3. MUDA ( Pemborosan )
Adalah suatu kondisi , aktivitas / kegiatan yang tidak memberi nilai tambah.
Hal ini akan mengakibatkan biaya produksi menjadi tinggi.
Pada kegiatan TPS , Muda ( Pemborosan ) merupakan target Improvement untuk dihilangkan.
TPS
PEKERJAAN & MUDA
GERAKAN DALAM BEKERJA KERJA POKOK MUDA KERJA PELENGKAP MUDA – MURA - MURI
Kerja lengkap adalah suatu kegiatan yang tidak menghasilkan nilai tambah, tetapi diperlukan.
Contoh :
- Mengambil Tool untuk memasang. - Mengambil Part untuk dipasang .
- Mensuply /megirim part kejalur. Dan lain-lain
Contoh aktivitas tersebut diatas , memang tidak memberi nilai tambah, tetapi harus dilakukan. Namun demikian, usahakan persentase kerja pelengkap ini sekecil mungkin, sehingga persentase kerja pokok menjadi besar.
Berikut adalah beberapa contoh dari aktifitas muda :
1. Muda Over produksi ( jumlah prod.melebihi jumlah yg. dibutuhkan )
2. Muda Transportasi ( Handling yang berulang – ulang tanpa memberi kan nilai tambah ).
3. Muda Stock ( adanya persediaan yang melebihi minimal Stock ).
4. Muda Gerakan. ( Gerakan dalam proses kerja yang tidak memberikan nilai tambah ).
5. Muda Menunggu. ( waktu menunggu ,dengan membiarkan mesin dan Operatornya menunggu untuk bekerja ).
6. Muda Proses. ( Pemborosan suatu proses yang tidak perlu terjadi ). 7. Muda Defect. ( disebabkan terjadinya cacat terhadap hasil produksi ).
TPS
MUDA ( Pemborosan ) yang paling berbahaya .
Tanbahan persediaan
Tambahan penanganan
Tambahan ruang produksi Tambahan bunga.
Tambahan Mesin. Tambahan Cacat.
Tambahan Orang.
Tambahan Dokumen. Produksi yang berlebihan menciptakan lebih banyak masalah ,
Dan menutupi sebab permasalahan yang sebenarnya. MUDA – MURA - MURI
Kesimpulan :
MUDA merupakan salah satu faktor kerja yang mengakibatkan PEMBOROSAN, sehingga dapat menurunkan PROFIT perusahaan.
Aktivitas Perbaikan / Improvement terhadap penyimpangan yang diakibatkan karena ketujuh jenis MUDA harus selalu dilakukan secara kontinyu dan oleh seluruh pihak ( seksi ) secara bersama.
2.3. TOTAL PRODUCTIVE MAINTENANCE
Total Productive Maintenance (TPM) adalah pilar utama yang membangun lean six sigma. Jika waktu mesin untuk beroperasi (machine uptime) tidak dapat di prediksi dan jika kapabilitas rendah, kita akan tidak mampu memnuhi permintaan pelanggan yang berflukluasi dan fleksibel.
Pemikiran TPM bukan pada perbaikan mesin, tetapi pencegahan kerusakan mesin/peralatan untuk meningkatkan umur mesin/peralatan.
Sasaran TPM adalah memaksimumkan Overall equipment Effectiveness (OEE) untuk menurunkan down time yang tidak terencana (unplanned equipment down time), sehingga kapasitas peralatan itu meningkat dan biaya menurun. Menciptakan suatu lingkungan kerja tempat quality, cost, delivery, safety, dan morale (QCSDM) terus menerus ditingkatkan melalui partisipasi aktif semua karyawan dan manajemen merupakan langkah menuju TPM. Usaha-usaha untuk menrapkan program 5S dan 6S merupakan langkah awal yang baik untuk membangun TPM menuju perusahaan lean sigma (Lean sigma enterprise system). Pengukuran OEE akan memberitahukan kita tentang bagaimana TPM berlangsung, bukan sekedar tentang waktu mesin beroperasi (equipment uptime) dan hasil produski. Dalam TPM, operator mesin HARUS menyadari bahwa perawatan mesin adalah TUGAS UTAMA mereka, BUKAN melepaskan tanggung jawab kepada bagian maintenance.
Total Productive Maintenance merupakan suatu filosofi yang bertujuan memaksimalkan efektivitas dari fasilitas yang digunakan di dalam industri, yang tidak hanya dialamatkan pada perawatan saja tapi pada semua aspek dari operasi dan instalasi dari fasilitas produksi termasuk juga didalamnya peningkatan motivasi dari orang-orang yang bekerja dalam perusahaan itu. Komponen dari TPM secara umum terdiri atas 3 bagian, yaitu :
1. Total approach : semua orang ikut terlibat, bertanggung jawab dan menjaga semua fasilitas yang ada dalam pelaksanaan TPM.
2. Productive action : sikap proaktif dari seluruh karyawan terhadap kondisi dan operasi dari fasilitas produksi.
3. Maintenance : pelaksanaan perawatan dan peningkatan efektivitas dari fasilitas dan kesatuan operasi produksi.
Keuntungan dari pelaksanaan TPM bisa dinikmati oleh semua pihak karena adanya peningkatan efektivitas dari fasilitas yang dapat dilihat melalui peningkatan Overall Effectivenes. Overall Effectivenes merupakan suatu indikator dari efektivitas suatu proses. TPM mempertimbangkan Overall Effectivenes sebagai salah satu ukuran performance dan perbaikan yang signifikan.
2.3.1. Manfaat implementasi TPM :
Berikut adalah beberapa manfaat implemantasi TPM : 1. Reduksi dalam unplanned downtime
2. Meningkatkan kapasitas produksi
3. Reduksi biaya-biaya perawatan (maintenance cost) dan memperpanjang masa pakai peralatan
4. Operator-operator mesin terlibat aktif dalam memaksimumkan kinerja peralatan
5. Menetapkan rencana perawatan, termasuk perawatan preventive (preventive maintenance) dan perawatan prediktif (predictive maintenance)
7. Meningkatkan OEE
Perhitungan Overall Effectiveness adalah sebagai berikut: Overall Effectiveness = % availability x % performance x % quality
% Availability = Loading time - (breakdown+ set up time loss)
x100%
Loading time
% Performance = Quantity produced x100%
Time run x capacity given time Atau
% Performance = Time run Minor stoppage Reduce speed
x100%
Time run
% Quality = Amount produced Defect Reprocesse d x100%
Produced atau
% Quality = Time run Defect time Reprocessi ng time x100% Time run
Berikut adalah beberapa langkah yang harus di lakukan sebelum membangun system TPM :
1. Mengembalikan peralatan atau mesin ke kondisi yang dapat di andalkan dengan cara sebagai berikut :
- Bersihkan mesin dan peralatan secara hari-hati (oleh semua anggota TPM tim)
- Gunakan color-coded tag atau catatan-catatan tentatng area yang membutuhkan perbaikan atau perawatan.
2. Eliminasi breakdowns
- Lakukan peninjauan ulan defect tags dalam tahap di atas
- Eliminasi factor-faktor yang berkontribusi terhadap kegagalan (factor-faktor yang menyebabkan kerusakanmesin dan peralatan.
- Tingkatkan aksesibilitas terhadap bagian atau area sehingga pembersihan, penyesuaian, pemberian minyak, inspeksi, dan aktifitas lain dapat dilakukan secara teratur.
3. Mengembangkan data base informasi tentang TPM
Tunjuk satu tim untuk mendokumentasikan semua prosedur preventive maintenance.
4. Eliminasi cacat
1. Siapkansuatu deteksi awal (peringatan dini)
2. Lakukan instalasi visual control melalui TPM Activity Board atau audit 5S/6S
3. Bantu mencegah kerusakan di masa yang akan datang melalui pelatihan semua staf maintenance tentang teknik-tenik TPM.yang sesuai.
4. Lakukan implementasi 5S atau 6S, kaizen, dll, untuk meningkatkan housekeeping dan organisasi.
5. Tinjau uang dan tingkatkan kinerja mesin dan peralatan secara regular, melalu pertemuan bersama secara periodic antara bagian produksi dan bagian perawatan guna membahas kemajuan dan hambatan TPM
6. Tingkatkan keamanan untuk mencapai kecelakaan nol (zero accidents) dengan mentaati semua prosedur standar seperti lock-out/tagout procedure, proper lifting techniques, penggunaan alat-alat pengaman, dll.
2.4. Implementasi 5S atau 6S
Perusahaan-perusahaan lean-sigma memulai program peningkatan terus menerus secara mendasar melalui perbaikan housekeeping menggunakan prinsip 5S atau 6S untuk menciptakan dan memelihara agar tepat kerja menjadi teratur, bersih, aman dan mem\iliki kinerja tinggi. 5S, yang memungkinkan setiap orang memisahkan kondisi-kondisi normal dan abnormal, merupakan landasan untuk peningkatan terus menerus, zero defect, reduksi biaya, dan untuk menciptakan area kerja yang aman dan nyaman.
5S adalah program peningkatan terus menerus yang memiliki akronim berikut :
1. Seiri (Sort = Pengaturan) :
Secara tegas memisahkan item yang dibutuhkan dari item yang tidak dibutuhkan, kemudian menghilangkan atau membuang item yang tidak diperlukan dari tempat kerja.
2. Seiton (Stabilize, Straighten, Set in order, Simplify) :
Menyimpan item yang di perlukan di tempat agar mudah di ambil jika akan di gunakan.
Mempertahankan area kerja agar tetap bersih dan rapih 4. Seiketsu (Standardize) :
Melakukan standarisasi terhadap praktek 3S (Seiri, Seiton, dan Seiso) di atas
5. Shitsuke (Sustain, self-discipline) :
Membuat agar kedisiplinan menjadi suatu kebiasaan melalui mengikuti prosedur-prosedur yang telah di tetapkan.
2.4.1. Tujuan implementasi 5S
Langkah langkah pendekatan terhadap penerapan 5S pada daerah tertentu :
1. 1S- Sort
Menyingkirkan atau membuang dari tempat kerja semua item yang tidak digunakan lagi dalam pelaksanaan tugas atau aktivitas.
T/M mengidentifikasi item yang tidak dibutuhkan (dies usang pada rak) dan rak “red-tags”.
2. 2S- Stabilize
Mengatur atau menyusun item-item yang di perlukan dalam area kerja, kemudian mengidentifikasi dan memberikan label atau tanda, sehingga setiap orang dapat menemukan item-item itu secara mudah dan cepat.
Item diletakkan pada area red-tag. Item mungkin akan digunakan line yang lain atau pada akhirnya dibuang.
3. 3S-Shine
Menjaga atau memelihara agar area kerja tetap bersih dan rapih (bersinar). Berikut adalah beberapa langkah yang dapat dilakukan :
1. Tentukan the shine target
2. Tentukan jadwal untuk melakukan house keeping 3. Buat prosedur untuk melakukan shine harian 4. Tetapkan periode Inspeksi secara regular
4. 4S-Standardize
Menstandarisasikan atau menciptakan konsistensi implementasi 1S-3S. Berikut adalah beberapa langkah yang dapat dilakukan :
1. Meninjau ulang prosedur-prosedur yang dilakukan untuk 1S-3S, dan memasukan elemen-elemen 3S itu ke dalam aktifitas harian
2. Menggunakan visual process control dan petunjuk-petunjuk visual apa saja yang tepat untuk membantu orang mengingat atau memahami tentang hal-hal yang terjadi dan mempertahankan 3S yang telah di tetapkan
3. Menciptakan 5S agreements untuk memfleksibelkan keputusan-keputusan tentang siapa yang akan bertanggung jawab untuk tugas apa, dll.
5. 5S-Sustain
Menjamin keberhasilan dan kontinuitas program 5S atau 6S jika dimasukan safety, atau 7S, jika telah mengadopsi lean six sigma sebagai suatu disiplin.
Berikut adalah beberapa langkah yang dapat dilakukan untuk implementasi sustain :
1. Ciptakan suatu fomuir audit 5S
2. Tetapkan jadwal periodik untuk melakukan audit 5S 3. Merayakan kesuksesan implementasi program 5S atau 6S
2.5. Metode Improvement 2.5.1. Metode structure cycle
Berikut adalah bagian-bagian yang terdapat pada structure cycle 1. QCC (Quality Control Circle)
QCC adalah sebuah kelompok yang beranggotakan 4 s/d 10 orang dari golongan 2 & 3 dan berasal dari 1(satu)seksi/departemen yang secara terus menerus menjaga dan meningkatkan kualitas produk, layanan, dan pekerjaan.
2. QCP (Quality Control Project)
QCP adalah sebuah kelompok yang beranggotakan 4 s/d 10 orang dari golongan 3 & 4 dan berasal dari 1(satu) departemen/divisi yang secara terus menerus menjaga dan meningkatkan kualitas produk, layanan, dan pekerjaan.
Struktur Circle
QCC
QCP
1. Golongan 4 2. Berjumlah 1 orang 1. Dept. Head 2. Berjumlah 1 orang1. Bergantian per tema 2. Sebagai pemimpin kelompok
3. Semua Golongan 4. Berjumlah 1 orang
1. Ditentukan per Project 2. Sebagai pemimpin kelompok
3. Golongan 4 4. Berjumlah 1 orang
Berjumlah min. 4 max 10
(Termasuk Tema Leader) Berjumlah min. 4 max 10 (Termasuk Tema Leader)
3. SS (Suggestion System)
SS adalah kegiatan improvement yang dilakukan oleh tiap individu karyawan, ruang lingkupnya adalah area proses kerja. Tiap karyawan dapat melakukan improvement terhadap jenis pekerjaannya agar lebih efektif, efisien, dan menghasilkan kinerja yang maksimal.
2.5.2 Metode Improvement PDCA
Berikut adalah 8 langkah yag di lakukan improvement dengan menggunakan metode PDCA :
Bagan 2.1
Bagan langkah-langkah PDCA
2.6. Langkah-langkah improvement
Berikut adalah langkah-langkah improvement dengan menggunakan metode PDCA :
7. Menentukan tema & Analisa Situasi 8. Menetapakan Target
Langkah 1
Menentukan Tema & Analisa Situasi
Langkah 2
Menetapkan Target
Langkah 3
Analisa Faktor Penyebab & Menemukan Sumber
Penyebab
Langkah 4
Mencari ide-ide perbaikan
Langkah 5 Implementasi rencana perbaikan Langkah 6 Evaluasi Hasil Langkah 7 Standarisasi & Rencana Pencegahan Langkah 8 Menetapkan Rencana Berikut Hasil Memuaskan ? YA TIDAK
9. Analisa Faktor & Menemukan Sumber Penyebab 10. Mencari Ide Perbaikan
11. Implementasi Ide Perbaikan 12. Evaluasi Hasil
13. Standarisasi & Rencana Pencegahan
77
TAHAP KAIZEN METODE QCC
1 Mencari point yang dapat di kaizen
1. Pemilihan Thema
2. Menetapkan Target 2 Analisa kondisi yang ada 3. Analisa kondisi yang ada 3 Mencari solusi / ide untuk
perbaikan
4. Analisa sebab akibat
5. Rencana penanggulangan 4 Membuat rencana kongkrit ide
perbaikan / rencana kaizen 5 Melakukan rencana ide
perbaikan / kaizen
6. Penanggulangan
6 Konfirmasi pelaksanaan
proses & hasil 7. Evaluasi hasil8. Standarisasi & Tindak lanjut
•Tahapan Kaizen dan Metode QCC
P
D C A
1. Menentukan tema & Analisa Situasi Masalah adalah sesuatu yang :
• menyimpang dari keinginan • menyimpang dari target
Bagan 2.2
Parameter analisa masalah
2. Menetapkan Target Dasar penetapan target
4. Sejalan dengan Target yang ditetapkan perusahaan. 5. Sejalan dengan Target customer.
- hal yang diinginkan
- Standard kual it as
- t arget kondisi
harapan
Keadaan yang sesungguhnya
Kondisi aktual
BANDINGKAN !!!!
Apakah t er j adi penyimpangan ????
- q u a l it y - c o s t - d e l i v e r y - s a f e t y - m o r a l - e n v i r o n m e n t - p r o d u c t i v i t y P a r a m e t e r h a s i l - k e m a m p u a n t e k n i s - d a t a p e n d u k u n g - w a k t u p e n y e l e s a i a n - p r i o r i t a s k e b u t u h a n ( u r g e n t ) P a r a m e t e r i m p l e m e n t a s i A N A L ISA M A SA L A H M A SA LA H - M A SA LA H
KELO M P O K P RIO RIT A S M A SA LA H
T EM A
6. Kondisi terbaik yang pernah dicapai. 7. Hasil dari analisa.
8. Veto (Target diambil berdasarkan kesepakatan bersama tanpa didukung data yang akurat). Perlu diketahui bahwasanya penetapan target nomor 5 ini adalah yang paling lemah.
3. Analisa Faktor & Menemukan Sumber Penyebab
4. Mencari Ide Perbaikan Bagaimana cara mengembangkan ide ?
4. Elimination
5. Apa yang terjadi jika sesuatu dihilangkan ? 6. Reversal
7. Apa yang terjadi bila sesuatu dibalik ?
Lihat
raba
ukur
cium
ringkas
kel ompokkan
v vSelidikilah kondisi di lapangan
Buatlah ringkasan hasil penyelidikan.
Rangkumlah dengan baik data dan fakta yang telah
didapatkan.
Kelompokan masalah yang didapat
( Stratifikasi )
8. Enlargement & Reduction
9. Apa yang terjadi bila sesuatu diperbesar atau dikurangi ? 10. Replacement & Substitution
11. Apa yang terjadi bila pengunaan sesuatu diubah settingnya atau diganti ?
12. Changing of Sequence
13. Apa yang terjadi bila urutan kerja/proses diubah ? 14. Combine
15. Apa yang terjadi bila dua atau lebih pekerjaan digabungkan menjadi satu ?
5. Implementasi Ide Perbaikan
14. Seluruh orang yang terlibat harus berperan aktif sesuai dengan pembagian tugas yang telah disepakati.
15. Kumpulkan data dan catat semua hal yang menyimpang selama pelaksanaannya
16. Pengecekan hasil dilakukan dengan membandingkan kondisi sebelum dan sesudah perbaikan.
17. Cara penanggulangan
18. Eliminate : Penghilangan 19. Combine : Penggabungan 20. Re-Arrange : Penataan ulang 21. Simplify : Penyederhanaan
6. Evaluasi Hasil
Bandingkanlah hasil improvement dengan sebelum improvement dengan menggunakan data dan seluruh informasi yang ada.
7. Standarisasi & Rencana Pencegahan
Penanggulangan yang baik harus ditetapkan sebagai standar untuk mencegah masalah yang sama terulang kembali.
Terdapat dua alasaan mengapa standarisasi perlu dilakukan
16. Tanpa Standar, dengan berjalannya waktu, tindakan penganggulangan yang sudah dilakukan sedikit demi sedikit akan dilupakan dan cara lama akan dipakai kembali yang mengakibatkan masalah yang sudah diatasi akan muncul kembali.
17. Tanpa Standar yang jelas, kemungkinan besar masalah yang sama akan muncul jika terdapat pergantian personel.
8. Penetapan Rencana Berikut
4. Kemukakan masalah-masalah/program-program perbaikan yang masih ada
5. Buat rencana tentang apa yang akan dilakukan dengan masalah yang masih tersisa
6. Pikirkan dan ulas apa yang sudah berjalan dengan baik dan apa yang belum berjalan baik.
2.7. Tool Improvement
Berikut adalah 7 tools yang digunakan untuk improvement dalam lean six sigma : Check Sheet, Stratifikasi, Grafik, Diagram Tulang ikan (Fishbone), Diagram Pareto, Histogram, Scatter Diagram.
9. Check sheet Contoh check sheet :
Tabel 2.1
Check sheet data kerusakan part
10. Stratifikasi
4. Stratifikasi adalah alat berupa tabel yang berfugsi mengklasifikasikan data menjadi kelompok yang sejenis yang lebih terperinci atau menjadi unsur-unsur tunggal dari masalah/data sehingga menghasilkan informasi yang lebih jelas dan mudah untuk dianalisis.
5. Kumpulkan dan kelompokanlah masalah berdasarkan faktor-faktor tertentu sesuai baris dan kolom dalam satu tabel secara urut. (misalnya jenis kerusakan, jenis penyebab kerusakan, lokasi kerusakan, material, hari pembuatan, unit kerja, penanggung jawab, waktu, dll),
Contoh Stratifikasi : Tabel 2.2 Tabel stratifikasi
Location
Defect
A
B
C
D
11. GrafikGrafik adalah kumpulan data yang dinyatakan dalam bentuk gambar secara sistematis. Grafik berfungsi
22. mempermudah dan memperjelas pembacaan data 23. memaparkan data masa lalu dan masa kini
24. melihat dengan jelas perbandingan dengan data lain yang berhubungan
Contoh grafik : Bar Graph
Digunakan untuk membandingkan data (contoh : pendapatan, pengeluaran, defect, dll)
Chart 2.1 Contoh bar graph
Line Graph
Digunakan untuk menggambarkan pergerakan data .
Chart 2.2 Contoh line graph
Pie Charts
Digunakan untuk menunjukan rasio dan perbandingan bobot pendapatan.
Chart 2.3 Contoh pie chart
Band Graph
Digunakan untuk menggambarkan perubahan data
Chart 2.4 Contoh band graph
Gantt Chart
Digunakan untuk membuat activity plan atau rencana kegiatan, jadwal Penugasan, dan semacamnya.
Tabel 2.3 Contoh gantt chart
Radar Chart
Digunakan untuk menggambarkan perubahan data.
Chart 2.5 Contoh radar chart
Digunakan untuk merepresentasikan sebuah kondisi atau data dengan menggunakan simbol. Hal ini membuat mudah untuk dimengerti.
Tabel 2.4 Contoh isograph
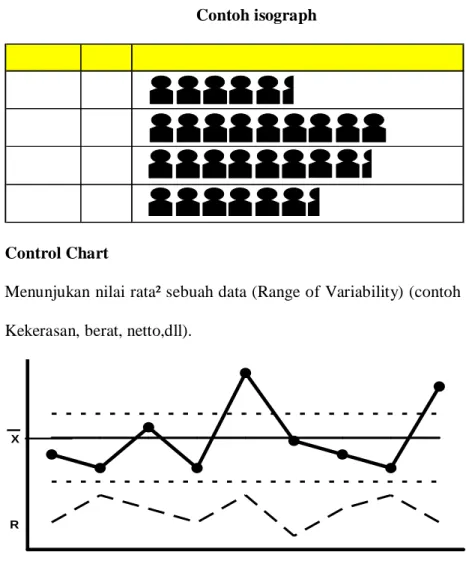
Control Chart
Menunjukan nilai rata² sebuah data (Range of Variability) (contoh : dimensi, Kekerasan, berat, netto,dll).
X
R
Chart 2.6 Contoh control chart
7. Diagram Tulang Ikan
Diagram ini dibuat dengan tujuan untuk mengetahui penyebab dari suatu masalah. Diagram sebab akibat merupakan suatu pendekatan terstruktur yang memungkinkan dilakukan suatu analisis lebih terperinci dalam menemukan penyebab-penyebab suatu masalah, ketidaksesuaian, dan kesenjangan yang ada. Contoh :
Diagram bon 2.1 Contoh diagram tulang ikan 8. Diagram Pareto
Diagram Pareto merupakan diagram batang untuk menjelaskan hirarki permasalahan sehingga berfungsi untuk menentukan prioritas penyelesaian yang disusun secara menurun dari besar ke kecil.
Teknik analisis pareto digunakan untuk mengidentifikasikan dan mengevaluasi cacat atau penyebab yang paling dominan sehingga kita dapat memprioritaskan penyelesaian masalah.
Contoh diagram pareto :
S EB AB
AKIB AT
?
M A N M A CHIN E M E T H OD M A T ER IA L E NV IR ON M E N T Sebab S e b a b Sebab S eb a b Sebab S e b a b Sebab S e b a b Sebab S eb a b Sebab Sebab Sebab S e b a b Sebab Se b ab Sebab S e b a b Sebab Se ba b Sebab SebabChart 2.7 Contoh pareto chart 9. Histogram
Histogram adalah diagram batang yang menggambarkan bentuk distribusi data.
Contoh histogram :
Chart 2.8 Contoh histogram chart
10. Scatter Diagram
Scarter diagram atau diagram pencar merupakan diagram yang menggambarkan korelasi (hubungan) antara 2 faktor/ data yang ada.
Diagram ini berguna untuk mengetahui tingkat hubungan dua kelompok data dan menemukan penyebab yang perlu dikendalikan dan ditingkatkan.
Contoh Scatcher diagram :
Chart 2.9 Contoh scatter diagram