PERBANDINGAN DIMENSI LEBAR DIE (CETAKAN)
DENGAN PRODUK (HASIL BENDING) DARI
PROSES BENDING CHASSIS MOBIL ESEMKA
NASKAH PUBLIKASI
Disusunoleh:
SUWARNO
NIM : D200 08 0106
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS MUHAMMADIYAH SURAKARTA
PERBANDINGAN DIMENSI LEBAR DIE (CETAKAN) DENGAN PRODUK (HASIL BENDING) DARI PROSES BENDING CHASSIS
MOBIL ESEMKA
Suwarno, M. Alfatih Hendrawan, Bambang Waluyo Febriantoko Jurusan Teknik Mesin Fakultas Teknik Universitas Muhammadiyah
Surakarta
Jl. A.Yani Tromol Pos I Pabelan, Kartasura. Email : [email protected] member), komponen yang melintang (croos member), komponen penguat (bracket). Untuk komponen long member mengingat bentuk dan ukurannya yang sangat spisifik maka sangat mutlak pembuatannya harus menggunakan peralatan produksi yang khusus yang biasa disebut dies. Dimana dalam pembuatan ini banyak bagian – bagian yang critical yang harus diatasi antara lain plat menempel pada dies, retak, lebar antara sisi tidak sama. Tujuan penelitian adalah Mengetahui perbandingan dimensi hasil bending dengan design dan die (cetakan) dan mengetahui penyebab terjadinya perbedaan dimensi hasil bending dengan design dan die (cetakan)
Penelitian ini menggunakan dua metode yaitu metode secara anilisis (dimensi design) dan analisa analisa eksperimen (pengukuran produk hasil bending). Jenis material komponen chassis ST32 tebal 4,8 mm dengan kekuatan tarik 20.60 kN. Proses pengukuran dengan menggunakan jangka sorong, bore gauge, dan mistar. Pengujian yang dilakukan adalah pengujian tarik-geser sesuai dengan standar uji ASME IX.
Dari hasil analisis perhitungan diperoleh besarnya spring back yang terjadi pada chassis dengan nilai terbesar 1.64° (1.49%), dan terkecil 0.38° (0.42%).
PENDAHULUAN
Latar Belakang
Mobil Nasional atau Mobnas adalah mobil yang diproduksi oleh suatu negara dan diakui sebagai produk dalam negeri untuk digunakan oleh rakyatnya dan bahkan diekspor ke negara lain. Di Indonesia juga pernah memproduksi mobil untuk dijadikan mobil nasional pada pertengahan tahun 1990. Berikut akan membahas tentang perkembangan Mobil Nasional Indonesia “ESEMKA SANG SURYA”, yang berupa prototipe mobil jenis niaga (mini truk) merupakan produksi SMK Muhhamadiyah 2 Borobudur yang didukung oleh beberapa perguruan tinggi.
Adapun struktur body mobil ini terdiri beberapa bagian yaitu:
- Kepala Mobil (cabin assy)
- Bak belakang (rear body assy)
- Chassis (under body assy)
Pada pembuatan penelitian ini secara spesifik membahas salah satu bagian utama dari komponen chassis (under body assy) yaitu bagian yang memanjang pada chassis (chassis long member). Bagian yang dimaksud dalam hal ini adalah struktur yang terdapat pada bagian bawah mobil, yang berfungsi sebagai rangka (frame) utama, yakni komponen yang memanjang (long member), komponen yang melintang (croos member), komponen penguat (bracket).
- Proses pola (blanking) dan pelubangan (pierce)
- Prosses tekuk (bending) dan pembentukan (forming)
Proses tekuk (bending), adalah proses yang dilakukan guna merubah material (plat) dari bentuk lembaran yang rata menjadi bentuk L atau U, khususnya pada chassis ini berbentuk U dilakukan dalam kondisi dingin. Proses pembentukan (forming) yaitu proses yang dilakukan untuk merubah bentuk material (plat) dari lembaran rata menjadi bentuk berbengkok (lekuk) dalam kondisi dingin.Dimana dalam pembuatan ini banyak bagian – bagian yang critical yang harus diatasi antara lain plat menempel pada dies, retak, lebar antara sisi tidak sama.
Berdasarkan latar belakang diatas perlu dilakukan analisa perbandingan dimensi lebar antara die (cetakan) dengan produk (chassis) dari proses bendingchassis mobil ESEMKA
Tujuan Penelitian
Dalam penelitian ini bertujuan untuk :
1. Mengetahui perbandingan dimensi lebar dies (cetakan) dengan produk (chassis).
2. Mengetahui penyebab terjadinya perbedaan dimensi lebar dies
(cetakan) dengan produk (chassis).
Tinjauan Pustaka
pada daerah bending pada saat bending dihilangkan yang menyebabkan penyimpangan bentuk pada sheet metal terhadap bentuk die. Springback
selalu terjadi pada sheet metal forming untuk itu perlu diperhatikan karena pengaruhnya sangat penting terhadap perubahan bentuk dan ukuran pada produk akhir yang dihasilkan. Springback dapat diamati pada proses bending dimana sudut bending pada saat bending dilepas (setelah terjadi
springback) akan lebih kecil dibandingkan dengan sudut bending pada saat bending dilakukan pada plat, sedangkan jari-jari bending pada plat pada saat bending dilepas (setelah terjadi springback) lebih besar dibanding pada saat bending dilakukan. Springback tidak hanya terjadi pada plat tipis atau plat datar, tetapi juga terjadi pada bentuk poros pejal, kawat, batang dengan luas area tertentu, serta padapipa. Pada prakteknya springback dapat dikurangi dengan memberikan bending lebih lama, beberapa trial sangat diperlukan untuk mengamati fenomena springback yang terjadi sehingga produk yang dihasilkan mempunyai bentuk dan ukuran yang sesuai dengan desain die.
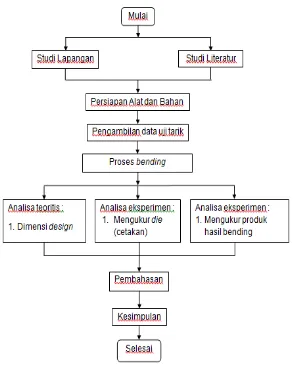
METODOLOGI PENELITIAN
Diagram alir penelitian
ANALISA DATA DAN PEMBAHASAN
Untuk memudahkan penelitian dalam spesimens dibagi menjadi 3 bagian seperti gambar seperti dibawah ini:
Gambar 4.1 pembagian analisa
A
B
Bagian A
Analisa pengukuran pada bagian A terdapat 9 titik pengukuran seperti
gambar berikut:
Gambar 4.2 bagian A
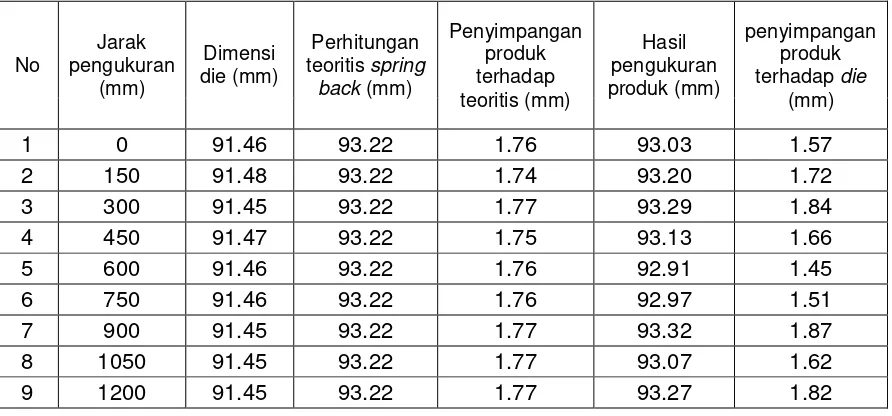
Bagian A (titik 1 s/d 9)
Tabel 4.6 besar terjadinya penyimpanganbagian A no 1 s/d 9
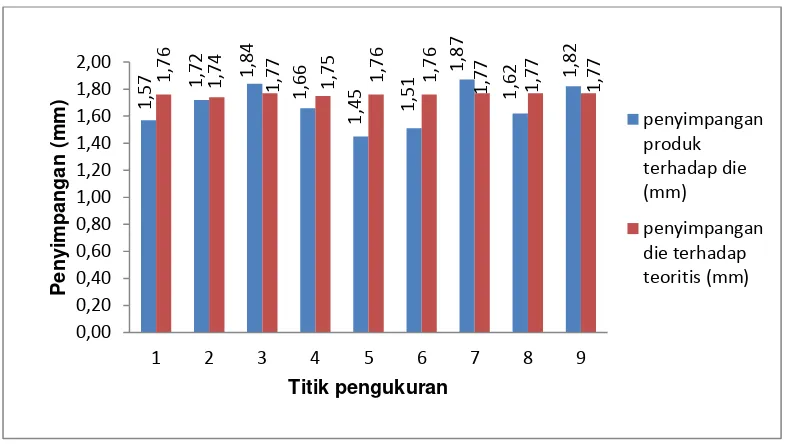
Gambar 4.8 grafik penyimpangan dimensi lebar hasil pengukuran produk
(chassis) terhadap die bagian A Bagian B
Analisa pengukuran pada bagian B terdapat 3 titik yaitu 2a, 2b, 2c
Gambar 4.4 bagian B
Tabel 4.7 besar terjadinya penyimpangan bagian B no 10 s/d 12
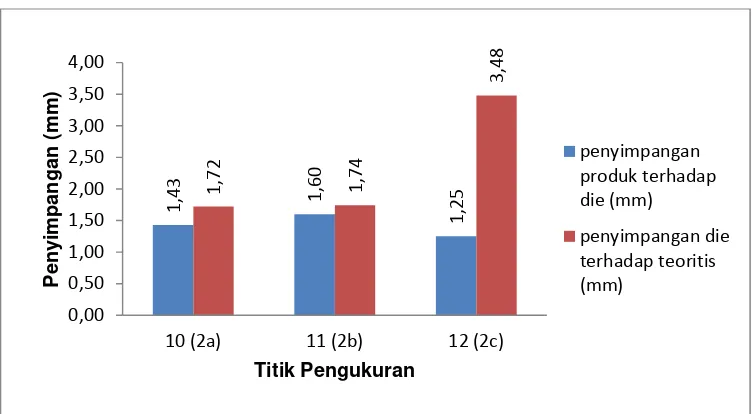
Gambar 4.9 grafik penyimpangan dimensi lebar hasil pengukuran produk
(chassis) terhadap die bagian B
Bagian C
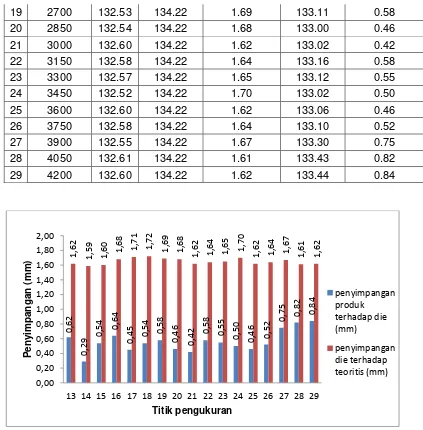
Analisa pengukuran pada bagian B terdapat 17 titik (titik 13 s/d 29)
Gambar 4.6 bagian C
Tabel 4.8 besar terjadinya penyimpangan bagian C no 13 s/d 29
19 2700 132.53 134.22 1.69 133.11 0.58
Gambar 4.10 grafik penyimpangan dimensi lebar produk terhadap die
pengukuran bagian C
B. PEMBAHASAN
Berdasarkan hasil pengukuran lebar chassis yang dilakukan di lap teknik mesin Universitas Muhammadiyah Surakarta (UMS) menunjukan bahwa disemua titik pengukuran terjadi penyimpangan/ spring back, pada bagian A ada 9 titik pengukuran diperoleh penyimpangan tertinggi 93.32 mm (no 7), kemudian bagian B terbagi 3 titik pengukuran diantaranya 2a (98.74 mm), 2b (113.16 mm), 2c (127.46 mm) sedangkan pada bagian C
terdapat 16 titik pengukuran dengan penyimpangan tertinggi 133.44 mm (titik ke-29)
Menurut Sriati Djaprie, 1986, bending merupakan suatu proses pembentukan dengan membengkokkan material berupa lembaran atau plat menjadi drum, tangki, bentuk profil dan lain – lain. Adapun kecenderungan dari proses bending itu sendiri adalah (springback), yaitu perubahan dimensi pada hasil pembentukan setelah gaya pembentukan dihilangkan.
Penelitian tersebut diperkuat dengan penelitian Siswanto W.A (2001) Pada proses sheet metal forming plat akan ditekan untuk menghasilkan deformasi plastis, pada saat bending dihilangkan akan terjadi perubahan bentuk atau penyimpangan terhadap permukaan die yang digunakan untuk penekanan, hal ini disebabkan karena plat memiliki sifat elastis sehingga sebagian deformasi akan sedikit kembali ketitik tertentu. Penyimpangan bentuk dan ukuran karena sifat elastisitas bahan ini dikenal dengan istilah springback, atau regangan elastis sisa pada daerah bending pada saat bending dihilangkan yang menyebabkan penyimpangan bentuk pada sheet metal terhadap bentuk die.
KESIMPULAN
1. Dari hasil pengukuran didapatkan rata – rata penyimpangan lebar antara hasil produk terhadap dies sebesar: pada bagian A 1.67 mm, bagian B 1.43 mm, bagian C 0.56 mm.
2. Penyebab terjadinya penyimpangan antara produk (hasil bending) terhadap dies adalah terjadinya fenomena spring back.
Saran
Saran yang dapat diberikan untuk penelitian selanjutnya antara lain:
1. Tekanan atau gaya mesin harus disesuaikan dengan kekuatan material supaya menghasilkan produk yang lebih baik dan sesuai keinginan konsumen.
DAFTAR PUSTAKA
Amsted, B.H.,1995, Teknologi Mekanik, terj. Sriati Djapri, Edisi ke-7 jilid 1, Erlangga, Jakarta.
Blogspot.com/2012/02/perkembangan mobil nasional indonesia. Diakses pada 21 agustus 2012 pukul WIB 09.00
Groenendjik.G 1980, “Pengujian Materi” Wolters Noordb off Bv. Groninggen, Tbe Nerberlands
http://www.scribd.com/doc/98780558/Buku Bse belajar Online Gratis com
Teknik Bodi Otomotif Jilid 1. Diakses pada 23 agustus 2012
pukul WIB 12.30
Siswanto.W.A., 2001.Simulasi Spring back Benchmark Problem Cross Member Numisheet 2005.Tugas Akhir S-1, Universitas Muhammadiyah Surakarta, Surakarta.