BAB I
PENDAHULUAN
1.1 LATAR BELAKANG
Perusahaan yang mempunyai proses pembuatan produk yang rumit terkadang pimpinan perusahaan sulit mengetahui proses yang berlangsung pada perusahaan baik dalam skala kecil maupun secara keseluruhan. Umumnya semua perbaikan yang dilakukan ditunjukkan untuk mengurangi biaya produksi secara keseluruhan. Peta kerja menjadi alat yang baik dipakai untuk menganalisa suatu operasi kerja dengan tujuan mempermudah atau menyederhanakan proses kerja yang ada.
Pembuatan produk pasti membutuhkan peta yang baik dan berurutan agar operator yang membuat produk tersebut mudah membacanya. Kemampuan membuat peta kerja ini salah satu yang harus dimiliki oleh seorang sarjana Teknik Industri agar mampu menganalisis pembuatan suatu produk lebih dalam. Peta-peta tersebut meliputi Operation Process Chart, Assembly Process Chart, Flow Diagram, Flow Process Chart, Peta Tangan Kanan-Tangan Kiri, Peta Regu Kerja.
Praktikum modul I ini membahas tentang peta kerja dalam produk pembuatan Tamiya. Praktikan diharapkan mampu merakit, mengemas, mendalami seluruh proses manufaktur hingga membuat pemetaannya agar informasi yang dikaji dapat dipahami orang lain. Hasil akhir dari praktikum ini diharapkan mampu memahami peta kerja secara keseluruhan.
1.2 TUJUAN PRAKTIKUM
Praktikum kali ini, praktikan diharapkan:
a. Melatih kemampuan dalam membuat peta-peta kerja suatu operasi atau kegiatan yang spesifik.
b. Melatih kemampuan dalam mengamati detail rangkaian operasi yang spesifik.
c. Melatih kemampuan menggunakan peta-peta kerja untuk mengidentifikasi masalah yang ada.
d. Melatih kemam puan dalam menggunakan peta-peta kerja sebagai alat analisis untuk perbaikan suatu stasiun kerja.
e. Melatih kemampuan untuk meneruskan informasi dari peta-peta kerja untuk menentukan jumlah mesin yang diperlukan pada suatu rangkaian operasi.
a.
2
BAB II
LANDASAN TEORI
2.1 Peta Kerja
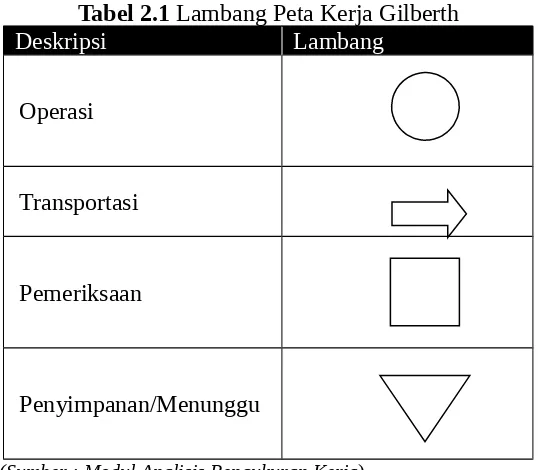
Peta kerja adalah suatu alat yang sistematis dan jelas untuk berkomunikasi secara luas dan sekaligus bisa mendapatkan informasi-informasi yang diperlukan untuk memperbaiki suatu metode kerja.Peta kerja dapat menggambarkan kegiatan kerja secara sistematis dan jelas. Peta kerja, dapat melihat semua langkah atau kejadian yang dialami oleh suatu benda kerja mulai dari masuk ke pabrik (bentuk bahan baku); dan semua langkah yang dialami benda kerja tersebut (transportasi, operasi mesin, pemeriksaan, perakitan, dll) sampai akhirnya menjadi produk jadi. Lambang peta-peta kerja yang digunakan saat ini dikembangkan oleh Gilberth. Membuat suatu peta kerja awalnya diusulkan 40 lambang, kemudian disederhanakan menjadi 4 lambang yaitu:
Tabel 2.1 Lambang Peta Kerja Gilberth
Deskripsi Lambang
Operasi
Transportasi
Pemeriksaan
Penyimpanan/Menunggu
(Sumber : Modul Analisis Pengukuran Kerja)
Tahun 1947, American Society of Mechanical Engineers (ASME) membuat standar lambang-lambang yang terdiri dari 6 macam lambang. Lambang-lambang yang diusulkan merupakan hasil modifikasi dari Lambang-lambang yang di usulkan oleh Gilberth. Lambang-lambang tersebut adalah sebagai berikut:
Tabel 2.2 Lambang Peta Kerja
Deskripsi Lambang
Operasi
Transportasi
Pemeriksaan
Menunggu
Penyimpanan
Aktivitas Gabungan
a. Operasi (Operation)
Terjadi apabila benda kerja mengalami perubahan sifat, baik fisik maupun kimiawi. Mengambil atau menerima informasi maupun memberikan informasi pada suatu keadaan juga merupakan operasi. Aktivitas administrasi (perencanaan dan perhitungan) juga merupakan operasi. Contoh aktivitas operasi: menyerut kayu dengan mesin serut, mengeraskan logam, merakit, mengebor benda kerja, mengetik, dll.
b. Pemeriksaan (Inspection)
Terjadi apabila benda kerja atau peralatan mengalami pemeriksaan baik kualitas maupun kuantitas. Pemeriksaan biasanya dilakukan terhadap suatu obyek dengan cara membandingkan obyek tersebut dengan suatu standar tertentu. Contoh aktivitas pemeriksaan: mengukur dimensi benda, memeriksa warna benda, menguji kualitas bahan dan produk, memeriksa jumlah bahan baku dan produk yang dipesan, membaca skala pengukur temperatur.
c. Transportasi (Transportation)
Terjadi apabila benda kerja, pekerja atau perlengkapan mengalami perpindahan tempat yang bukan merupakan bagian dari suatu proses operasi. Suatu pergerakan yang merupakan bagian dari proses operasi bukanlah merupakan transportasi, contoh: keramik yang mengalami operasi pemanasan sambil bergerak diatas ban berjalan. Contoh aktivitas transportasi: benda kerja diangkut dari mesin bubut ke tempat mesin skrap untuk mengalami operasi berikutnya atau saat objek atau bahan dipindahkan dari lantai bawah kelantai atas dengan menggunakan elevator.
d. Menungu (Delay)
menunggu untuk didistribusikan ke tempat lain, pekerja menunggu elevator sambil membawa obyek atau benda kerja.
e. Penyimpanan (Storage)
Terjadi apabila benda kerja disimpan untuk jangka waktu yang cukup lama. Jika benda kerja tersebut akan diambil kembali, biasanya memerlukan suatu prosedur perizinan tertentu. Prosedur perizinan dan lamanya waktu adalah dua hal yang membedakan antara kegiatan menunggu dan penyimpanan. Contoh aktivitas penyimpanan: dokumen-dokumen atau catatan-catatan disimpan dalam berkas, bahan baku disimpan dalam gudang (receiving), barang jadi disimpan di gudang (shipping).
f. Aktivitas Gabungan
Terjadi apabila antara aktivitas operasi dan pemeriksaan dilakukan bersamaan atau dilakukan pada suatu tempat kerja.
A. MACAM-MACAM PETA KERJA
Pada dasarnya peta kerja dapat dibagi dalam 2 kelompok besar berdasarkan kegiatannya, yaitu:
1. Peta-peta kerja yang digunakan untuk menganalisis kegiatan kerja keseluruhan, apabila kegiatan kerja melibatkan sebagian besar atau semua fasilitas yang diperlukan untuk membuat produk yang bersangkutan. Yang termasuk kelompok kegiatan kerja keseluruhan adalah:
a) Peta Proses Operasi b) Peta Aliran Proses
c) Peta Proses Kelompok Kerja d) Diagram Aliran
Kelompok kegiatan kerja setempat: a) Peta Pekerja dan Mesin
b) Peta Tangan Kiri dan Tangan Kanan
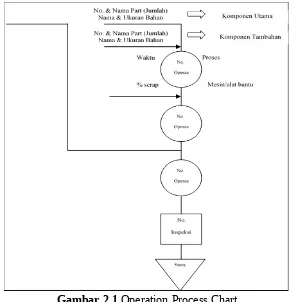
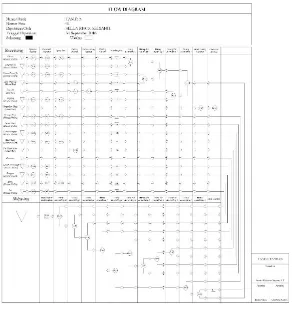
a. PETA PROSES OPERASI (OPERATION PROCESS CHART)
Merupakan suatu diagram yang menggambarkan langkah-langkah proses (operasi dan pemeriksaan) yang akan dialami bahan baku. Peta proses operasi yang dicatat hanyalah kegiatan-kegoatan operasi dan pemeriksaan saja, biasanya pada akhir proses terdapat penyimpanan (storage).
Kegunaan Peta Proses Operasi
1. Bisa mengetahui kebutuhan akan mesin dan penganggurannya. 2. Bisa memperkirakan kebutuhan akan bahan baku.
3. Sebagai alat untuk menentukan tata letak pabrik.
4. Sebagai alat melakukan perbaikan cara kerja yang sedang dipakai. 5. Sebagai alat untuk latihan kerja.
Prinsip Pembuatan Peta proses Operasi
a) Pada baris paling atas dinyatakan kepala “Peta Proses Operasi”. Diikuti oleh identifikasi lain seperti: nama objek, nama pembuat peta, tanggal dipetakan, sebagia usulan atau sekarang, nomor peta.
b) Material yang akan diproses diletakkan diatas garis horizontal yang menunjukkan bahwa material tersebut masuk kedalam proses.
c) Lambang-lambang ditempatkan dalam arah vertikal, yang menunjukkan terjadinya pembuatan proses.
d) Penomoran terhadap suatu kegiatan operasi diberikan secara berurutan sesuai dengan urutan operasi yang dibutuhkan untuk pembuatan produk tersebut sesuai dengan proses yang terjadi
f) Untuk memperoleh peta proses operasi yang baik, produk yang biasanya paling banyak memerlukan operasi, harus dipetaka terlebih dahulu. Dipetakan dengan garis vertikal disebelah kanan halaman kertas.
b. PETA ALIRAN PROSES (Flow Process Chart)
Suatu diagram yang menunjukkan urutan-urutan dari operasi, pemeriksaan, transportasi, menunngu (delay) terjadi dan penyimpanan (storage) yang terjadi selama satu proses. Peta Aliran Proses terdapat informasi-informasi yang diperlukan untuk bahan analisis perbaikan sistem kerja. Informasi yang dapat diperoleh adalah: waktu yang dibutuhkan dalam satu proses (jam) dan jarak perpindahan dalam suatu proses (meter). transportasi, menunngu (delay) terjadi dan penyimpanan (storage) yang terjadi selama satu proses. Peta Aliran Proses terdapat informasi-informasi yang diperlukan untuk bahan analisis perbaikan sistem kerja. Informasi yang dapat diperoleh adalah: waktu yang dibutuhkan dalam satu proses (jam) dan jarak perpindahan dalam suatu proses (meter).
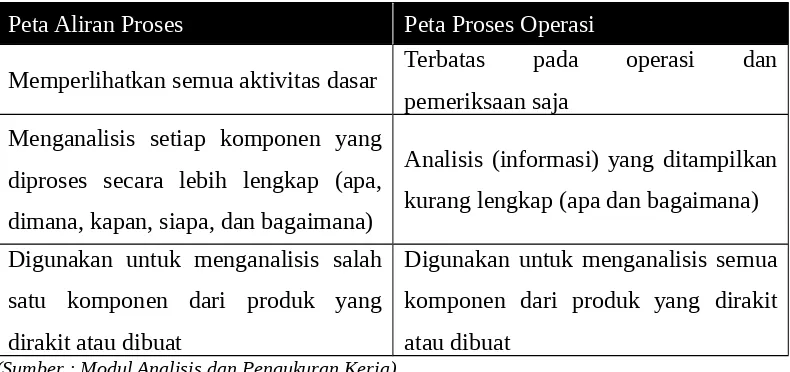
Perbedaan Peta Aliran Proses & Peta Proses Operasi
Tabel 2.3 Perbedaan Peta Aliran Proses & Peta Proses Operasi
Peta Aliran Proses Peta Proses Operasi
Memperlihatkan semua aktivitas dasar Terbatas pada operasi dan pemeriksaan saja
Menganalisis setiap komponen yang diproses secara lebih lengkap (apa, dimana, kapan, siapa, dan bagaimana)
Analisis (informasi) yang ditampilkan kurang lengkap (apa dan bagaimana)
Digunakan untuk menganalisis salah satu komponen dari produk yang dirakit atau dibuat
Digunakan untuk menganalisis semua komponen dari produk yang dirakit atau dibuat
(Sumber : Modul Analisis dan Pengukuran Kerja)
Macam-macam Peta Aliran Proses
Peta Aliran Proses pada umumnya terbagi dalam 2 tipe, yaitu:
a) Peta Aliran Proses tipe bahan; suatu peta yang menggambarkan kejadian yang dialami bahan dalam suatu proses operasi.
Kegunaan Peta Aliran Proses
1. Bisa digunakan untuk mengetahui aliran bahan atau aktivitas orang mulai dari awal sampai akhir proses.
2. Memberikan informasi mengenai waktu penyelesaian suatu proses
3. Bisa digunakan untuk mengetahui jumlah kegiatan yang dialami bahan atau dilakukan oleh orang selama proses berlangsung.
4. Sebagai alat untuk melakukan perbaikan-perbaikan proses atau metoda kerja.
Prinsip Pembuatan Peta Aliran Proses
a) Pada bagian paling atas ditulis kepala peta dengan judul “Peta Proses Operasi”, diikuti dengan pencatatan beberapa identifikasi lain seperti: nomor atau nama komponen, nomor peta, peta orang atau bahan atau sekarang atau usulan, tanggal pembuatan, nama pembuatan peta (dicatat disebelah kanan atas kertas).
b) Disebelah kiri atas, dicatat mengenai ringkasan yang memuat jumlah total dan waktu total dari setiap kegiatan, dan total jarak perpindahan yang dialami bahan atau orang selama proses berlangsung.
c) Dibagian badan diuraikan proses yang terjadi lengkap beserta lambang dan informasi mengenai jarak perpindahan, jumlah yang dilayani, waktu yang dibutuhkan. Juga ditambahkan dengan kolom analisa, catatan dan tindakan yang diambil berdasarkan analisa tersebut.
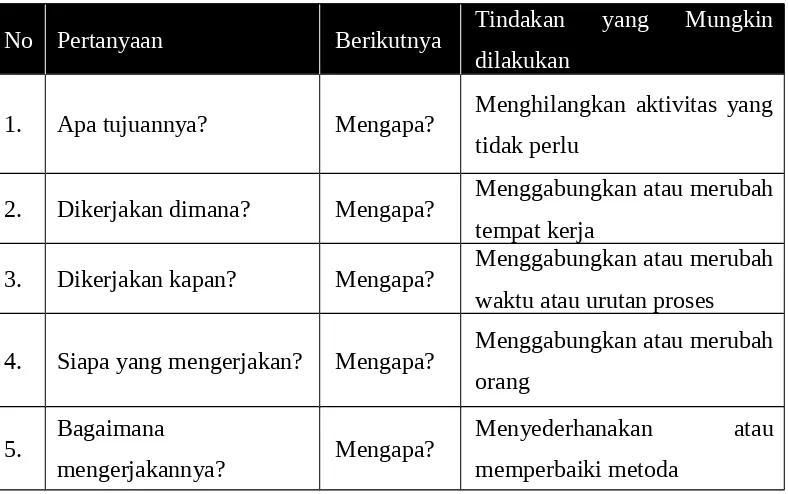
Cara Analisa Peta Aliran Proses
Tabel 2.1 Cara Analisa Peta Aliran Proses
No Pertanyaan Berikutnya Tindakan yang Mungkin dilakukan
1. Apa tujuannya? Mengapa? Menghilangkan aktivitas yang tidak perlu
2. Dikerjakan dimana? Mengapa? Menggabungkan atau merubah tempat kerja
3. Dikerjakan kapan? Mengapa? Menggabungkan atau merubah waktu atau urutan proses
4. Siapa yang mengerjakan? Mengapa? Menggabungkan atau merubah orang
5. Bagaimana
mengerjakannya? Mengapa?
Menyederhanakan atau memperbaiki metoda
(Sumber : Modul Analisi dan Pengukuran Kerja Peta Kerja)
c. PETA PROSES KELOMPOK KERJA
Peta Proses Kelompok Kerja merupakan bagian dari Peta Aliran Proses. Peta Proses Kelompok Kerja digunakan untuk menunjukkan beberapa aktivitas dari sekelompok orang yang bekerja bersama dalam suatu proses kerja, aktivitas yang satu dengan aktivitas yang lainnya saling bergantungan. Adanya kebergantungan antar aktivitas, maka dalam Peta Proses Kelompok Kerja biasanya banyak dijumpai lambang menunggu (delay), yang menunjukkan bahwa satu aktivitas sedang menunggu selesainya aktivitas lain.
Kegunaan Peta Proses Kelompok Kerja :
a) Dapat digunakan sebagai alat untuk menganalisa aktivitas suatu kelompok kerja.
b) Dapat meminimumkan waktu menunggu. c) Bisa mengurangi ongkos produksi/proses.
d) Bisa mempercepat waktu penyelesaian produksi/proses.
1. Buat judul peta “Peta Proses Kelompok Kerja” kemudian tulis identifikasi lainnya beserta ringkasan.
2. Untuk membuat Peta Proses Kelompok Kerja tidak diperlukan lambang penyinpanan (storage).
3. Lambang-lambang dari setiap anggota kelompok dapat diletakkan secara berdekatan, perubahan lambang menunjukkan perubahan aktivitas.
d. DIAGRAM ALIRAN (Flow Diagram)
Diagram Aliran merupakan suatu gambaran menurut skala dari susunan lantai dan gedung, yang menunjukkan lokasi dari semua aktivitas yang terjadi dalam Peta Aliran Proses. Diagram Aliran biasanya disertakan setelah Peta Aliran Proses dibuat (Diagram Aliran berfungsi untuk memperjelas suatu Peta Aliran Proses). Aktivitas-aktivitas yang digambarkan dalam Diagram Aliran harus sesuai dengan aktivitas yang terjadi di dalam Peta Alitan Proses.
Kegunaan Diagram Aliran :
a) Lebih memperjelas suatu Peta Aliran Proses (memberi informasi tambahan mengenai arah aliran). Informasi tersebut berguna sebagai bahan analisis untuk bisa memperpendek jarak perpindahan.
b) Menolong dalam perbaikan tata letak tempat kerja.
Prinsip Pembuatan Diagram Aliran :
1. Dibagian kepala ditulis “Diagram Aliran” kemudian diikuti identifikasi
5. Bila hanya digambarkan lintasan untuk seorang operator dan satu barang, maka perbedaan warna berarti menunjukkan perbedaan antara cara sekarang dengan cara yang diusulkan.
e. PETA PEKERJA DAN MESIN
Peta pekerja dan mesin merupakan suatu grafik yang menggambarkan koordinasi antara waktu bekerja dan waktu menganggur dari kombinasi antara pekerja dan mesin. Contoh Peta Pekerja dan Mesin, menggambarkan aktivitas yang terjadi selama operasi pembelian satu kilogram kopi giling dari suatu toko pangan. Kegunaannya adalah:
1. Merubah tata letak tempat kerja.
2. Mengatur kembali gerakan-gerakan kerja. 3. Merancang kembali mesin dan peralatan.
4. Menambah pekerja bagi sebuah mesin, atau sebaliknya menambah mesin bagi seorang pekerja.
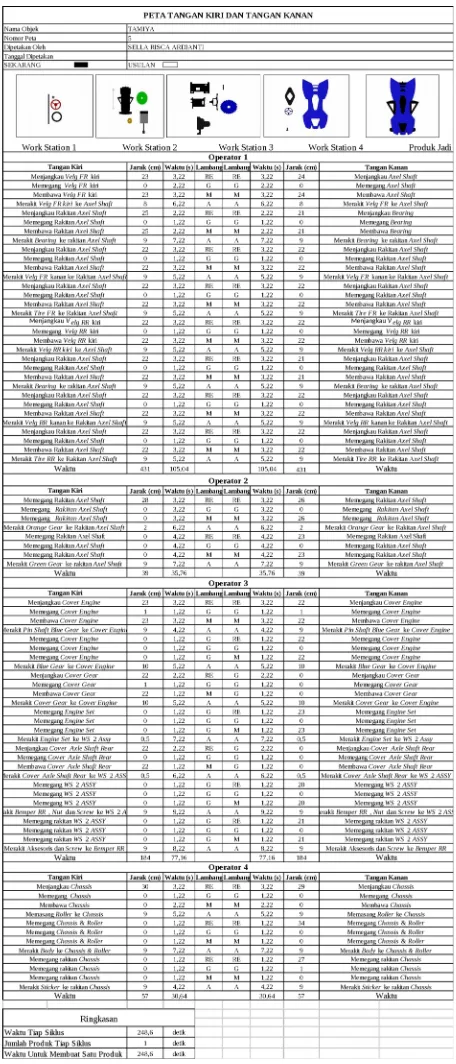
f. PETA TANGAN KANAN DAN TANGAN KIRI
Peta tangan kanan dan tangan kiri, yaitu yang menggambarkan gerakan-gerakan saat bekerja dan waktu menganggur yang dilakukan oleh tangan kanan dan tangan kiri, juga menunjukkan perbandingan antara tugas yang dibebankan pada tangan kanan dan tangan kiri ketika melakukan pekerjaan. Kegunaanya adalah:
1. Menyeimbangkan gerakan kedua tangan dan mengurangi kelelahan. 2. Menghilangkan atau mengurangi gerakan-gerakan yang tidak efisien dan
tidak produktif.
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 PENGUMPULAN DATA a. List Part
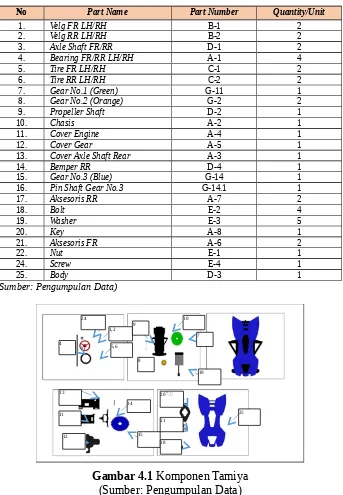
Tabel 4. 1 Daftar Komponen Tamiya
No Part Name Part Number Quantity/Unit
1. Velg FR LH/RH B-1 2 2. Velg RR LH/RH B-2 2 3. Axle Shaft FR/RR D-1 2 4. Bearing FR/RR LH/RH A-1 4 5. Tire FR LH/RH C-1 2 6. Tire RR LH/RH C-2 2 7. Gear No.1 (Green) G-11 1 8. Gear No.2 (Orange) G-2 2 9. Propeller Shaft D-2 1
10. Chasis A-2 1
11. Cover Engine A-4 1
12. Cover Gear A-5 1
13. Cover Axle Shaft Rear A-3 1
14. Bemper RR D-4 1
15. Gear No.3 (Blue) G-14 1 16. Pin Shaft Gear No.3 G-14.1 1 17. Aksesoris RR A-7 2
18. Bolt E-2 4
19. Washer E-3 5
20. Key A-8 1
21. Aksesoris FR A-6 2
22. Nut E-1 1
24. Screw E-4 1
25. Body D-3 1
(Sumber: Pengumpulan Data)
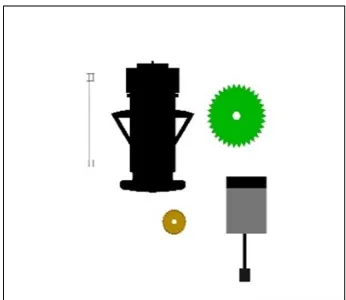
Gambar 4.2 Komponen Tamiyapada Workstation 1 (Sumber: Pengumpulan Data)
Gambar 4.3 Komponen Tamiya pada Workstation 2 (Sumber: Pengumpulan Data)
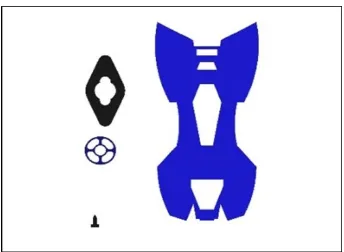
Gambar 4.5 Komponen Tamiyapada Workstation 4 (Sumber: Pengumpulan Data)
Gambar 4.6 Produk Tamiya (Sumber: Pengumpulan Data)
Gambar 4.7OPC (Sumber: Pengolahan Data)
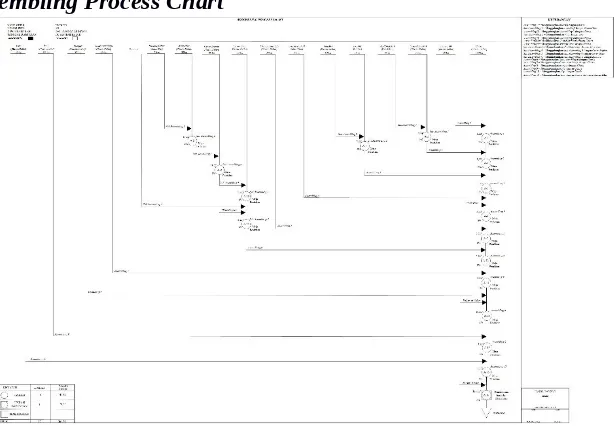
4.2.2 Assembling Process Chart
Gambar 4.8 Asembling Process Chart
(Sumber: Pengumpulan Data)
Gambar 4.9 Flow Diagram (Sumber: Pengumpulan Data)
Gambar 4.10 Peta Tangan Kanan dan Tangan Kiri (Sumber: Pengumpulan Data)
Gambar 4.11 Peta Regu Kerja (Sumber: Pengumpulan Data)
Gambar 4.12 Flow Process Chart
BAB V
ANALISIS
5.1 ANALISIS
Peta kerja yang dibuat dalam praktikum ini adalah peta kerja untuk produk tamiya. Peta kerja yang dibuat meliputi, peta proses operasi, peta aliran proses, peta regu kerja, peta kerja tangan kiri dan kanan, diagram aliran dan peta proses perakitan. Hal yang dilakukan adalah membongkar Tamiya untuk mengetahui komponen-komponen tersebut, setiap komponen tersebut dapat diketahui bahan asal atau mentah sebelum komponen tersebut dirakit untuk kemudian dibuat berbagai peta kerja.
Setiap pembuatan peta-peta kerja, penempatan komponen, pengukuran waktu, dan posisi kerja sangat berpengaruh terhadap proses pekerjaan misalnya dalam proses
assembling komponen Tamiya tidak diletakan dengan benar sehingga dapat menyebabkan proses kerja terhambat yang menjadikan waktu terbuang atau tidak efisien. Kejadian ini sebenarnya dapat dihindari misalnya dengan menempatkan suatu komponen dengan baik dan benar. Pembuatan peta kerja ini banyak hal yang sangat mempengaruhi proses produksi cepat tidaknya dalam membuat tamiya seperti, penempatan komponen, metode kerja, pengukuran waktu dan posisi kerja menentukan pengaruh pada proses pekerjaan.
Proses kerja sangat berpengaruh contohnya seorang pekerja yang sedang merakit komponen-komponen Tamiya, seperti dalam peta kerja Assembling Process Chart. Seorang pekerja harus bisa memahami apa saja yang di dahulukan untuk di rakit, itu harus dilakukan dengan baik dan benar, ini bisa membuat pekerjaan menjadi lebih mudah, efisien, nyaman dan cepat. Pembuatan peta yang paling efektif yaitu Assembling Process Chart (APC) kita dapat mengetahui bahwa waktu yang dibutuhkan untuk proses produksi satu tamiya dibutuhkan waktu produksi sebanyak 250,84 detik.
BAB VI
KESIMPULAN DAN SARAN
6.1 KESIMPULAN
Kesimpulan pada modul mengenai peta kerja yaitu:
1. Peta kerja sangat dapat membantu pengerjaan suatu produksi karena kita bisa melihat langkah-langkah proses pengerjaan dari awal hingga suatu barang dikatakan jadi.
2. Peta kerja juga bisa terdapat hal-hal penting seperti bahan material waktu pembuatan yang dibuat secara tersusun dan mudah di mengerti dalam suatu gambaran langkah atau proses produksi.
6.2 SARAN
Saran pada modul mengenai peta kerja yaitu:
1. Pada saat membuat peta kerja seharusnya kita terlebih dahulu menyusun komponen-komponen bahan agar bisa mempermudah pembuatan proses peta kerja.
2. Apabila praktikum memerlukan aplikasi yang dapat mempermudah pembelajaran seharusnya aplikasi tersebut diajarkan terlebih dahulu guna untuk menambah pemahaman.