Manajemen Mutu dan Patient Safety
7 ALAT PENINGKATAN MUTU
Oleh :
MUSTAINAH
K11113011
DEPARTEMEN MANAJEMEN RUMAH SAKIT FAKULTAS KESEHATAN MASYARAKAT
Tujuh Alat Peningkatan Mutu
1. Lembar Periksa
Lembar isian (check sheet) merupakan alat bantu untuk memudahkan dan menyederhanakan pencatatan data. Bentuk dan isinya disesuaikan dengan kebutuhan maupun kondisi kerja yang ada. Untuk mempermudah proses pengumpulan data maka perlu dibuat suatu lembar isian (check sheet), dengan memperhatikan hal-hal sebagai berikut :
a. Maksud pembuatan harus jelas
Dalam hal ini harus diketahui informasi yang jelas dan apakah data yang nantinya diperoleh cukup lengkap sebagai dasar untuk mengambil tindakan atau tidak.
b. Stratifikasi harus sebaik mungkin
Dapat dipahami dan diisi serta memberikan data yang lengkap tentang apa yang ingin diketahui.
c. Dapat diisi dengan cepat, mudah dan secara otomatis bisa segera diananlisa. Jika perlu dicantumkan gambar dan produk yang akan di check.
Tujuan pembuatan lembar pengecekan adalah menjamin bahwa data dikumpulkan secara teliti dan akurat oleh karyawan operasional untuk diadakan pengendalian proses dan penyelesaian masalah. Data dalam lembar pengecekan tersebut nantinya akan digunakan dan dianalisis secara cepat dan mudah. Lembar pengecekan ini memiliki beberapa bentuk kesalahan jumlah.
Manfaat dari penggunaan check sheet dalam mengelola kualitas, antara lain yaitu:
a. Data dapat dicatat dengan mudah b. Data dapat dipahami dengan mudah
c. Mencegah terjadinya data hilang (missing data) d. Dapat menentukan sumber persoalan
e. Memungkinkan pemecahan persoalan dengan cepat
f. Dipakai untuk memeriksa beberapa item secara bersamaan g. Memungkinkan pengklasifikasian/penstrataan data
a. Ketika data dapat diamati dan dikumpulkan berulang kali oleh orang yang sama atau di lokasi yang sama.
b. Ketika mengumpulkan data mengenai frekuensi atau pola kejadian, masalah, cacat, lokasi cacat, penyebab cacat, dan sebagainya.
c. Ketika mengumpulkan data proses produksi.
Kemudahan-kemudahan yang diperoleh dari penggunaan checksheet akan berdampak pada penghematan waktu maupun biaya dalam hal pengumpulan data. Lebih jauh data yang dapat dikumpulkan dengan cepat, terpilah, dan valid, maka data tersebut dapat dianalisis secara rinci untuk kepentingan pengambilan keputusan yang akurat dalam hal pengendalian kualitas. Besar kecilnya manfaat yang bisa diperoleh dari penggunaan check sheet bergantung pada banyak hal. Selain bergantung pada faktor manusia yang menjadi observer pengisi check sheet, juga bergantung pada baik buruknya check sheet yang digunakan. Makin baik check sheet, makin besar manfaat yang bisa diperoleh dengan catatan observernya juga baik. Lalu check sheet yang baik yaitu :
1. Sesuai dengan tujuan yang telah dirumuskan terlebih dahulu, 2. Direncanakan secara sistematis,
3. Berupa format yang praktis dan baik,
4. Hasil pengecekan diolah sesuai dengan tujuan, 5. Dapat diperiksa validitas, reabilitas, dan ketelitian, 6. Bersifat kuantitatif.
Contoh Kasus :
Untuk mengetahui tingkat kepuasan pasien yang berada di Instalasi Rawat Inap Rumah Sakit UNHAS pada bulan Januari tahun 2016 pihak menejemen rumah sakit memberikan kuesioner tingkat kepuasan kepada pasien pulang yang berada di kelas I, II, dan III. Salah satu variabel tersebut yaitu mengenai tingkat kepuasan terhadap keramahan perawat. Hasil dari tingkat kepuasan tersebut yaitu :
Sangat
yang sama. Tujuan dari Stratification (Stratifikasi) adalah untuk mengidentifikasikan faktor-faktor penyebab pada suatu permasalahan.
Saat menggunakan stratifikasi :
Sebelum mengumpulkan data
Ketika data berasal dari beberapa sumber atau kondisi, misalnya sif, hari-hari dalam satu minggu, pemasok atau grup populasi
Ketika analisis data mungkin memerlukan pemisahan sumber atau kondisi berbeda
Langkah-langkah yang diperlukan dalam Stratification (Stratifikasi) adalah sebagai berikut :
1. Menentukan Tujuan dari pelaksanaan Stratifikasi
2. Menentukan variabel atau kriteria yang akan dikelompokkan
3. Membuat kelompok dan sub kelompok (jika diperlukan)
4. Memasukan faktor-faktor kedalam kelompok ataupun subkelompok yang sesuai
5. Agar data lebih mudah dilihat, data stratifikasi tersebut lebih baik dibuat ke dalam bentuk Pareto diagram atau Scatter Diagram.
Contoh Kasus :
Untuk mengetahui tingkat kepuasan pasien yang berada di Instalasi Rawat Inap Rumah Sakit UNHAS pada bulan Januari tahun 2016 pihak menejemen rumah sakit memberikan kuesioner tingkat kepuasan kepada pasien pulang yang berada di kelas I, II, dan III. Salah satu variabel tersebut yaitu mengenai tingkat kepuasan terhadap keramahan perawat. Hasil dari tingkat kepuasan tersebut yaitu :
Sangat
Tidak Puas TidakPuas KurangPuas Puas SangatPuas Total
Kelas I - ||| |||| |||| || 13
Kelas II || ||| ||| || | 11
Kelas III | || |||| |||| ||| 14
Manajemen ingin mengelompokan data berdasarkan tingkat kepuasan pasien terhadap keramahan perawat, maka data tersebut akan disortir sehingga menjadi data seperti dibawah ini :
Tingkat Kepuasan Total
Sangat Tidak Puas 3
Tidak Puas 8
Kurang Puas 11
Puas 10
Sangat Puas 6
Total 38
3. Diagram Kendali
Diagram Kendali (Control Chart) adalah grafik yang digunakan untuk mengkaji perubahan proses dari waktu ke waktu. Merupakan salah satu alat atau tools dalam pengendalian proses secara statististik yang sering kita kenal dengan SPC (Statistical Process Control), ada juga yang menyebutnya dengan Seven Tools. Pembuatan control chart dalam SPC bertujuan untuk mengidentifikasi setiap kondisi didalam proses yang tidak terkendali secara statistik (out of control) karena pengendaliannya terhadap proses maka control chart termasuk ke dalam aktivitas on line quality control.
Tujuan dari peta kendali adalah untuk menentukan apakah hasil kerja suatu proses masih dipertahankan pada taraf kualitas yang dapat diterima. Hal ini dilakukan dengan mendeteksi apakah suatu proses dalam keadaan tak acak atau tak terkendali. Suatu karakteristik kualitas yang menjadi perhatian dan satuan proses akan disampel menurut waktu.
Karakteristik kualitas yang mendasari pembentukan peta kendali pada umumnya ada dua macam yaitu peubah dan sifat (attribute). Untuk peta kendali peubah, ciri yang diamati adalah pengukuran seperti rata-rata. Sedang untuk peta sifat maka yang diamati adalah apakah tiap produk telah sesuai (cacat atau tidak).
Beberapa manfaat yang diperoleh dari peta kendali adalah:
1. Kapan tindakan perbaikan perlu dilakukan
3. Kapan membiarkan proses terus berlangsung
4. Mengukur kemampuan proses memenuhi persyaratan tertentu
5. Sebagai alat peningkatan mutu.
6. Bagaimana menyusun spesifikasi proses.
Pada dasarnya setiap peta kontrol memiliki :
o Garis tengah (central line), yang biasa dinotasikan CL.
o Sepasang batas kontrol (control limit), yakni batas kontrol atas (upper control limit) dinotasikan UCL dan batas kontrol bawah (lower control limit) dinotasikan LCL.
o Tebaran nilai-nilai karakteristik kualitas yang menggambarkan keadaan dari proses.
Peta Kontrol x-bar dan R
Peta kontrol x-bar (rata-rata) dan R (Range) digunakan untuk memantau proses yang mempunyai karakteristik berdimensi kontinu, sehingga sering disebut sebagai peta kontrol untuk data variabel.
Peta kontrol memberikan penjelasan tentang apakah perubahan-perubahan telah terjadi dalam ukuran titik pusat (central tendency) atau rata-rata dari suatu proses.
Sementara itu, peta kontrol R (range) menjelaskan tentang apakah perubahan-perubahan telah terjadi dalam ukuran variasi, dengan demikian berkaitan dengan perubahan homogenitas produk yang dihasilkan melalui suatu proses
Peta pengendali proporsi digunakan bila kita memakai ukuran cacat berupa proporsi produk cacat dalam setiap sempel yang diambil. Bila sampel yang diambil untuk setiap kali melakukan observasi jumlahnya sama maka kita dapat menggunakan peta pengendali proporsi kesalahan (p-chart) maupun banyaknya kesalahan (np-chart). Namun bila sampel yang diambil bervariasi untuk setiapkali melakukan observasi berubah-ubah jumlahnya atau memang perusahaan tersebut akan melakukan 100% inspeksi maka kita harus menggunakan peta pengendali proporsi kesalahan (p-chart).
Bila sampel yang diambil untuk setiap kali observasi jumlahnya selalu sama atau konstan, maka langkah-langkah pembuatan peta kendali - p adalah sebagai berikut:
1. Tentukan ukuran contoh/subgrup yang cukup besar (n > 30),
2. Kumpulkan banyaknya subgrup (k) sedikitnya 20–25 sub-grup,
3. Hitung untuk setiap subgrup nilai proporsi unit yang cacat, yaitu :
p=x
n
Dimana :
p = proporsi kesalahan dalam setiap sampel
x = banyaknya produk yang salah dalam setiap sampel n = banyaknya sampel yang diambil dalam inspeksi
4. Hitung nilai rata-rata dari p, yaitu p dapat dihitung dengan :
5. Hitung batas kendali CL, UCL dan LCL dari peta kendali p :
UCL = Upper Control Limit / Batas Pengendalian Atas (BPA) LCL = Lower Control Limit / Batas Pengendalian Bawah (BPB)
6. Plot data proporsi (persentase) unit cacat serta amati apakah data tersebut berada dalam pengendalian atau diluar pengendalian. (Hendra Poerwanto G)
Contoh Kasus :
Pada Januari 2016, Kamar Operasi Rumah Sakit UNHAS mengadakan audit alat medis yang berada di kamar operasi. Berikut hasil audit pada bulan Januari :
No. Nama Alat Unit yangcacat (x) diinspeksi (n)Unit yang p=x
n
1. Operating Table 0 3 0
2. Mayo Table 0 2 0
3. Operating Lamp Ceiling Type
1 6 0.16
4. Lampu Periksa/Examination Lamp/Hanging Lamp
0 6 0
5 ETT, LMA, Nasotracheal,
Dewasa dan Pediatric 1 9 0.11
6 Laringoscope Set (Dewasa
Dan Pediatric) 1 9 0.11
7 Fiber Optic 2 7 0.28
8 Mesin Anesthesi 0 3 0
9 Defibrilator 1 3 0.33
10 Ventilator Anesthesi 0 3 0
11 Electro Surgery Unit (ESU) 0 7 0
12 Autoklaf 1 5 0.2
13 Major Surgery Instrument Set Untuk Kepala (Dewasa
Dan Pediatric)
1 6 0.16
14 Bor 1 3 0.33
15 Major Surgery Instrument Set untuk leher (Dewasa Dan
Pediatric)
2 6 0.33
16 Major Surgery Instrument Set untuk thorak dan cardiac
Dewasa
0 6 0
17 Major Surgery Instrument Set untuk thorak dan cardiac
Baby
0 6 0
18 Major Surgery Instrument Set untuk abdomen Dewasa
1 3 0.33
19 Major Surgery Instrument
Set untuk abdomen pediatric 0 3 0
Set untuk urologi Dewasa 21 Major Surgery Instrument
Set untuk urologi pediatric 1 3 0.33
22 Major Surgery Instrument
Set untuk bedah plastik 0 3 0
23 Major Surgery Instrument Set untuk vaskuler
1 3 0.33
24 Minimal invasive surgery set 1 6 0.16
25 Mastektomi set 2 6 0.33
Total 17 120 3.49
¿ 17 120
¿0.14
CL ¿0.14
UCL=0.14+3
√
0.14(1−0.14) 120 ¿0.23LCL=0.14−3
√
0.14(1−0.14) 1201 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 UCL p LCL
Belum tahu cara buat diagram seperti di bawah
4. Diagram Pareto
Selain itu, Diagram Pareto juga dapat digunakan untuk membandingkan kondisi proses, misalnya ketidaksesuaian proses, sebelum dan setelahdiambil tindakan perbaikan terhadap proses.
Adapun Penyusunan Diagram Pareto meliputi 6 (enam) langkah, yaitu:
1. Menentukan metode atau arti dari pengklasifikasian data, misalnya berdasarkan masalah, penyebab jenis ketidaksesuaian, dan sebagainya.
2. Menentukan satuan yang digunakan untuk membuat urutan karakteristik- karakteristik tersebut, misalnya rupiah, frekuensi, unit, dan sebagainya.
3. Mengumpulkan data sesuai dengan interval waktu yang telah ditentukan.
4. Merangkum data dan membuat rangking kategori data tersebut dari yaang terbesar hingga yang terkecil.
5. Menghitung frekuensi kumulatif atau persentase kumulatif yang digunakan.
6. Menggambar diagram batang, menunjukkan tingkat kepentingan relatif masing-memberikan kuesioner tingkat kepuasan kepada pasien pulang yang berada di kelas I, II, dan III. Salah satu variabel tersebut yaitu mengenai tingkat kepuasan terhadap keramahan perawat. Hasil dari tingkat kepuasan tersebut yaitu :
Sangat
Kura
5. Diagram Tulang Ikan
Diagram fishbone (diagram tulang ikan) atau disebut juga diagram sebab-akibat (cause and effect diagram) atau disebut juga diagram Ishikawa (Ishikawa Diagram), ini sesuai dengan nama Prof. Kaoru Ishikawa dari Jepang yang memperkenalkan diagram ini.
Diagram sebab-akibat adalah suatu pendekatan terstruktur yang memungkinkan dilakukan suatu analisis yang lebih terperinci dalam menemukan penyebab suatu masalah, ketidaksesuaian, dan kesenjangan yang terjadi. Diagram ini dapat diigunakan dalam situasi dimana, (1) terdapat pertemuan diskusi dengan menggunakan brainstorming untuk mengidentifikasi mengapa suatu masalah terjadi (2) diperlukan analisis terperinci terhadap suatu masalah, dan (3) terdapat kesulitan untuk memisahkan penyebab dari akibat.
Penggunaan diagram ini mengikuti langkah-langkah sebagai berikut:
a. Dapatkan kesepakatan tentang masalah yang terjadi dan ungkapkan masalah itu sebagai suatu pertanyaan masalah.
b. Temukan sekumpulan penyebab yang mungkin, dengan menggunakan teknik
brainstorming atau membentuk anggota tim yang memiliki ide-ide yang berkaitan dengan masalah yang sedang dihadapi.
d. Tetapkan setiap penyebab dalam kategori utama yang sesuai dengan menempatkannya pada cabang yang sesuai.
e. Untuk setiap penyebab yang mungkin, tanyakan “mengapa” untuk menemukan akar penyebab, kemudian tulislah akar-akar penyebab itu pada cabang-cabang yang sesuai dengan kategori utama (membentuk tulang-tulang kecil dari ikan).
f. Interpretasi atas diagram sebab akibat itu adalah dengan melihat penyebab-penyebab yang muncul secara berulang, kemudian dapatkan kesepakatan melalui consensus tentang penyebab tersebut.
g. Terapkan hasil analisis dengan menggunakann diagram sebab-akibat, dengan cara mengembangkan dan mengimplementasikan tindakan korektif, serta memonitor hasil-hasil untuk menjamin bahwa tindakan korektif yang dilakukan itu efektif karena telah menghilangkan akar penyebab dari masalah yang dihadapi.
Alat ini digunakan ketika sebuah institusi atau tim perlu mengidentifikasi dan mengeksplorasi sebab-sebab masalah atau mencari faktor-faktor yang bisa mengarahkan pada sebuah perbaikan atau peningkatan.
Contoh Kasus :
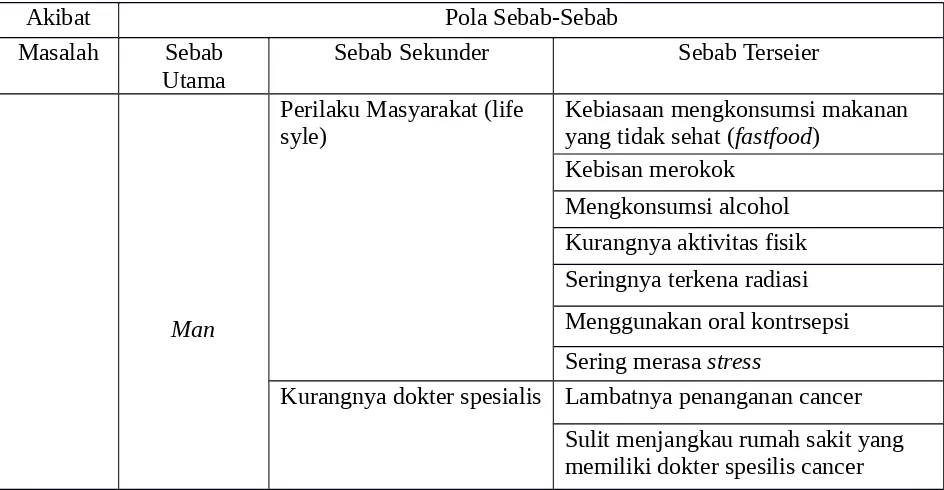
Suatu penelitian ingin melihat sebab akibat terjadinya Cancer Payudara yang terjadi di wilayah Kabupaten Takalar, Sulawesi Selatan dengan menggunakan fishbone diagram.
Tabel Bantu dalam Fishbone Diagram
Akibat Pola Sebab-Sebab
Masalah Sebab
Utama Sebab Sekunder Sebab Terseier
Man
Perilaku Masyarakat (life syle)
Kebiasaan mengkonsumsi makanan yang tidak sehat (fastfood)
Kebisan merokok Mengkonsumsi alcohol Kurangnya aktivitas fisik Seringnya terkena radiasi Menggunakan oral kontrsepsi Sering merasa stress
Cancer Payudar
a
Kurangnya tenaga kesehatan
Kurangnya penyuluhan kepada masyarakat tentang penyakit cancer payudara
Money
Kurangnya Budget dari PEMDA
Pembelian alat-alat kesehatan menjadi lambat
Pelaksanaan pengobatan menjadi lambat
Kurangnya Income
perkapita Mahalnya biasa pengobatan
Penderita lebih memilih pengobatan alternative yang lebih murah
Ability to Pay (ATP) terhadap pelayanan kesehatan untuk pemeriksaan masih rendah
Wilingness to Pay (WTP) terhadap pelayanan kesehatan dan untuk pemeriksaan masih rendah
Akibat Pola Sebab-Sebab
Masalah
Sebab Utama Sebab Sekunder Sebab Terseier
Cancer Payudar
a
Material
Obat Sulit untuk diperoleh
Peningkatan harga obat karena kurangnya persediaan
Distribusi obat yang tidak sesuai dengan kebutuhan rumah sakit
Belum ada obat yang bisa membunuh secara keseluruhan sel kanker
Alat operasi Alat operasi yang sulit di peroleh Terdapat di rumah sakit khusus Pembiayaan yang relative mahal Alat radioterapi dan
kemoterapi
Terdapat di rumah sakit khusus Pembiayaan yang relative mahal Alat radioterapi dan kemoterapi yang sulit di peroleh
Alat terapi Terdapat di rumah sakit khusus Pembiayaan yang relative mahal Alat terapi yang sulit di peroleh
Market Sosialisasi pencegahan Kurang melakukan surveilans untuk
Digram Fishbon
6. Diagram Pencar
Scatter Diagram atau Diagram Pencar adalah salah satu alat dari QC Seven Tools (7 alat pengendalian Kualitas) yang berfungsi untuk melakukan pengujian terhadap seberapa kuatnya hubungan antara 2 (dua) variabel serta menentukan jenis hubungan dari 2 (dua) variabel tersebut apakah hubungan Positif, hubungan Negatif ataupun tidak ada hubungan sama sekali. Bentuk dari Scatter Diagram atau Diagram Pencar adalah gambaran grafis yang terdiri dari sekumpulan titik-titik (point)dari nilai sepasang variabel (Variabel X dan Variabel Y)
Dalam bahasa Inggris, Scatter Diagram sering disebut juga dengan Scatter Chart, Scatter plot, Scattergram dan Scatter graph. Sedangkan dalam bahasa Indonesia, Scatter Diagram sering dikenal dengan istilah Diagram Pencar, Diagram Sebar ataupun Diagram Tebar.
Baberapa kasus yang dapat dijadikan sebagai bahan untuk pengujian kekuatan hubungan antara 2 variabel antara lain :
Alat Operasi
Tenaga Ksehatan Income perkapita
Dpkter Spesialis Budget dariPEMDA
1. Hubungan antara kecepatan Mesin dengan Kualitas Produk.
2. Hubungan antara Jumlah Tenaga Kerja dengan Output yang dihasilkan.
3. Hubungan antara Jumlah Jam kerusakan mesin dengan tingkat kecacatan yang terjadi.
4. Hubungan antara Total Jam Lembur dengan tingkat absensi Tenaga Kerja.
5. Hubungan antara Absensi dengan tingkat kerusakan produk.
Cara Membuat Scatter Diagram (Diagram Pencar)
1. Pengumpulan dat
Lakukan pengumpulan sepasang data X dan Y yang akan dipelajari hubungannya kemudian masukkanlah data tersebut ke dalam sebuah Tabel. Usahakan pengumpulan pasangan data melebihi 30 pasangan data (n > 30) agar tingkat ke-akurasi-annya lebih tinggi.
2. Pembuatan Sumbu Vertikal dan Sumber Horizontal
Tentukanlah nilai Maksimum dan nilai Minimum dari kedua data variabel X dan Y tersebut kemudian buatlah sumbu Vertikal dan sumbu Horizontal beserta skalanya sesuai dengan nilai Maksimum dan Nilai Minimum yang didapat.
3. Penebaran (Plotting) data
Lakukanlah Penebaran data (data plotting) kedalam kertas yang telah dibuat pada langkah ke-2 (langkah pembuatan sumbu vertikal dan sumbu horizontal)
4. Pemberian Informasi
Berikanlah informasi yang secukupnya untuk Scatter Diagram tersebut seperti :
1. Judul Grafik
2. Banyaknya pasangan data
4. Interval Waktu
5. Orang yang membuat dan penanggung Jawab Scatter Diagram tersebut.
Contoh Kasus :
Salah satu rumah sakit di Makassar sedang menghadapi masalah yaitu rendahnya tingkat kepuasan pasien Rawat Inap pada bulan Januari. Dicurigai bahwa penyebabnya adalah kurang ramahnya perawat yang berada di Rawat Inap dari VVIP hingga Kelas III . Berikut adalah table mengenai tingkat kepuasan pasien di Instalasi Rawat Inap :
Rawat Inap Pasien Pulang HidupBulan Januari Tingkat Kepuasan (%)
Kelas VVIP 12 66
Kelas VIP 25 40
Kelas I 34 44
Kelas II 45 33
Kelas III 56 53
n=5
Sumbu Horizontal : Nilai maksimum untuk Jumlah pasien pulang adalah 56 dan minimum adalah 12
Sumbu Vertikal : Nilai maksimum untuk Tingkat Kepuasan adalah 66 dan minimum 33
0 10 20 30 40 50 60
0 10 20 30 40 50 60 70
Tingkat Kepuasan Pasien
di Instalasi Rawat Inap
7. Histogram
Dalam Statistik, Histogram merupakan tampilan bentuk grafis untuk menunjukkan distribusi data secara visual atau seberapa sering suatu nilai yang berbeda itu terjadi dalam suatu kumpulan data. Histogram juga merupakan salah satu alat dari7 alat pengendalian kualitas (QC 7 Tools). Manfaat dari penggunaan Histogram adalah untuk memberikan informasi mengenai variasi dalam proses dan membantu manajemen dalam membuat keputusan dalam upaya peningkatan proses yang berkesimbungan (Continous Process Improvement).
Langkah-langkah Membuat Histogram
1. Mengumpulkan data Pengukuran
Data untuk membuat Histogram adalah data pengukuran yang berbentuk Numerik. 2. Menentukan besarnya Range
Sebelum menentukan Besarnya nilai Range, kita perlu mengetahui Nilai terbesar dan Nilai Terkecil dari seluruh data pengukuran kita. Cara untuk menghitung Nilai Range (R) adalah :
R = Xmaks – Xmins Atau
Range = Nilai terbesar – Nilai terkecil 3. Menentukan Banyaknya Kelas Interval
Sebagai Pedoman, terdapat Tabel yang menentukan Kelas Interval-nya sesuai dengan banyaknya Jumlah Sample Unit pada Data Pengukuran.
4. Menentukan Lebar Kelas Interval, Batas Kelas, dan Nilai Tengah Kelas 4.1 Menentukan Lebar Kelas Interval
Yang menentukan Lebar setiap kelas Interval adalah pembagian Range (Langkah 2) dan Banyaknya Interval Kelas (Langkah 3).
4.2 Menentukan Batas untuk setiap Kelas Interval
Untuk menentukan Batas untuk setiap kelas Interval, kita memakai rumus : Nilai terendah – ½ x unit pengukuran
4.3 Menentukan Nilai Tengah setiap Kelas Interval : Nilai Tengah Kelas Pertama :
Nilai Tengah Kelas Pertama = batas atas + batas bawah kelas Pertama / 2
5. Menentukan Frekuensi dari Setiap Kelas Interval
Untuk mempermudah perhitungan, pakailah tanda “Tally” pengelompokkan 5 (lima) untuk menghitung satu per satu jumlah frekuensi yang jatuh dalam kelas Interval. Masih kasus yang sama, berikut ini tabel hasil perhitungannya :
1. Membuat Garis Horizontal dengan menggunakan skala berdasarkan pada unit pengukuran data
2. Membuat Garis Vertikal dengan menggunakan skala frekuensi
3. Menggambarkan Grafik Batang, tingginya sesuai dengan Frekuensi setiap Kelas Interval
4. Jika terdapat batasan Spesifikasi yang ditentukan oleh Customer (Pelanggan) maka tariklah garis vertikal sesuai dengan spesifikasi tersebut.
Contoh Kasus :
Seorang mahasiswa ditugaskan untuk mengukur tinggi badan 25 teman sekelasnya, kemudian ia menyusun mulai dari terpendek sampai tertinggi. Hasil yang ia peroleh yaitu :
15 Nilai Maksimum = 168
Nilai Minimum = 152
Range = 168-152 = 16
Jumlah Kelas = 5
Lebar Interval Kelas = 16/5 = 3.2 = 4
Batas Bawah Kelas interval = 152 - ½ x 4 = 150
Kelas Nilai Tengah Frekuensi
150 – 153 151.5 2
154 – 157 155.5 4
158 – 161 159.5 12
162 – 165 163.5 6
151.5 155.5 159.5 163.5 167.5 0
2 4 6 8 10 12 14
HISTOGRAM
Frekuensi