Penerapan
Lean Manufacturing
dalam Proses
Produksi Common Rail 4D56
Reinny Patrisina(1), Kurnia Medio SE Ramadhan(2) (1), (2)
Jurusan Teknik Industri, Universitas Andalas Kampus Unand Limau Manis, Padang (1)
[email protected], (1)[email protected] ABSTRAK
PT XYZ merupakan perusahaan manufaktur yang bergerak dibidang produksi part otomotif dengan spesialisasi produk forging. Salah satu produk utamanya adalah Common Rail 4D56. Dalam proses produksi Common Rail 4D56 ditemukan beberapa pekerjaan yang tergolong pemborosan, akibatnya proses produksi menjadi tidak efisien dan lead time produksi menjadi panjang. Penelitian ini bertujuan mengidentifikasi pemborosan yang terjadi pada proses produksi Common Rail 4D56 dengan pendekatan Lean Manufacturing. Berdasarkan hasil pengolahan, didapatkan lead time produksi Common Rail 4D56 adalah 423,01 jam, yang terdiri dari kegiatan yang bersifat value added sebesar 72.06 jam dan kegiatan yang yang bersifat non value added sebesar 350,99 jam. Sebagian besar kegiatan non value added disebabkan karena permasalahan layout, dimana terjadi backtracking pada pergerakan material dari proses chamfer grinding ke heating, yang melewati area cutting. Jarak perpindahan ini bertambah panjang karena ukuran stasiun kerja yang besar akibat adanya alokasi extra space untuk tumpukan work in process. Jika dilakukan re-layout, maka diperkirakan waktu perpindahan material dapat dikurangi sebesar 80%. Pengurangan jumlah WIP juga dimungkinkan untuk dikurangi dengan melakukan penyesuaian ukuran kanban produksi sehingga terdapat keseimbangan proses antara satu mesin dengan mesin lainnya, jumlah tumpukan material diawal proses dapat dikurangi, dan meningkatkan utilitas space. Permasalahan lainnya yang ditemui yaitu kegiatan menunggu material handling untuk memindahkan produk yang selesai diproses, sehingga diperlukan penambahan material handling.
Kata kunci—Layout, Lead Time, Lean Manufacturing, Pemborosan.
I. PENDAHULUAN
A. Latar Belakang
Perusahaan manufaktur secara sederhana dapat didefinisikan sebagai perusahaan yang kegiatan utamanya memproses bahan baku atau komponen menjadi barang jadi yang memenuhi standar spesifikasi yang telah ditentukan dan biasanya berproduksi dalam skala besar. Dalam melaksanakan proses produksi, perusahaan harus melakukannya dengan efektif dan efisien agar
profit yang diperoleh perusahaan maksimal dan terhindar dari pemborosan biaya yang dapat merugikan perusahaan. Proses produksi yang efektif dan efisien dapat terwujud apabila perusahaan mampu meningkatkan pekerjaan yang memiliki nilai tambah (value added) dan mengurangi pekerjaan yang tidak memiliki nilai tambah (non added value) sehingga dapat mengurangi pemborosan yang terjadi.
PT XYZ merupakan perusahaan manufaktur yang memproduksi part otomotif dengan spesialisasi yaitu produk forging. Salah satu produk utamanya adalah Common Rail 4D56.
Kegiatan produksi Common Rail 4D56 melewati beberapa tahapan proses dari bahan baku hingga menjadi produk yang sesuai standar yang diinginkan customer, diantaranya yaitu proses cutting, chamfer grinding, heating, forging, dan trimming. Dalam menjalankan usahanya, PT XYZ selalu berusaha untuk menghasilkan produk yang berkualitas dan tepat waktu sehingga dapat memuaskan pelanggan. Namun dalam proses produksi Common Rail 4D56 ditemukan beberapa kegiatan yang menimbulkan pemborosan, seperti pada pemindahan material setelah proses shot blasting ke proses selanjutnya. Hal ini mengakibatkan lead time penyelesaian produk Common Rail 4D54 menjadi lebih panjang.
Lean manufacturing merupakan metode untuk memproduksi barang melalui peniadaan pemborosan (waste) sehingga dapat memperpendek lead time produksi. Lean manufacturing
adalah filosofi manajemen proses yang berasal dari Toyota Production System (TPS) yang banyak digunakan, yang menitik beratkan pada penghilangan pemborosan dengan tujuan peningkatan kepuasan konsumen secara keseluruhan (McWilliam, 2008). Lean manufacturing mendorong terciptanya fleksibelitas pada sistem produksi sehingga mampu menyesuaikan dengan cepat terhadap kebutuhan pelanggan dengan sistem produksi yang ramping dan dengan persediaan yang rendah (Singgih&Tjiong, 2011).
B. Perumusan Masalah
Dalam persaingan yang semakin ketat, diharapkan PT XYZ dapat berproduksi secara efisien dan efektif dengan mengurangi pemborosan yang terjadi selama proses produksi dan menghasilkan produk yang tepat waktu dan berkualitas. Dengan demikian yang menjadi permasalahan dalam penelitian ini yaitu bagaimana mengurangi pemborosan dalam proses produksi Common Rail 4D54 dengan menggunakan pendekatan Lean Manufacturing.
C. Tujuan Penelitian
Penelitian ini bertujuan mengidentifikasi pemborosan yang terjadi dalam proses produksi
Common Rail 4D56. Selanjutnya dari hasil tersebut akan disusun alternatif-alternatif usulan tindakan yang mungkin dilakukan sehingga dapat memperpendek lead time produksi Common Rail 4D56.
D. Manfaat Penelitian
Manfaat dari penelitian ini, diantaranya yaitu:
1. Dengan mengetahui pemborosan yang ada pada proses produksi Common Rail 4D56, diharapkan proses produksi akan lebih efisien.
2. Penurunan pemborosan yang terjadi dapat memperpendek lead time produksi, menurunkan biaya produksi, dan meningkatkan produktivitas perusahaan.
II. LANDASAN TEORI
Pemborosan (waste) dapat didefinisikan sebagai segala aktivitas kerja yang tidak memberikan nilai tambah (non value added) dalam proses transformasi input menjadi output sepanjang Value Stream Mapping. Berdasarkan perspektif lean, semua jenis pemborosan tersebut harus dihilangkan guna meningkatkan nilai produk atau jasa sehingga dapat meningkatkan customer value.
Pada dasarnya dikenal dua kategori utama pemborosan, yaitu (Graban, (2009):
1. Type One Waste: Merupakan aktivitas kerja yang tidak menciptakan nilai tambah dalam proses transformasi input menjadi output, namun aktivitas itu pada saat sekarang tidak dapat dihindarkan karena berbagai alas an seperti aktivitas inspeksi dan penyortiran. 2. Type Two Waste: Merupakan aktivitas yang tidak menciptakan nilai tambah dan dapat
dihilangkan dengan segera. Misalnya, menghasilkan produk cacat (defect) atau melakukan kesalahan (error) yang harus dapat dihilangkan dengan segera.
Terdapat tujuh jenis pemborosan yang terjadi di dalam proses manufaktur, yaitu (Hines & Taylor, 2000):
1. Overproduction: Memproduksi lebih daripada kebutuhan pelanggan internal dan eksternal, atau memproduksi lebih cepat atau lebih awal daripada waktu kebutuhan pelanggan.
2. Delays (waiting time): Keterlambatan yang tampak melalui orang-orang yang sedang menunggu mesin, peralatan, bahan baku, suppliers, perawatan/pemeliharaan, dll; atau mesin yang sedang menunggu perawatan orang-orang, bahan baku, peralatan, dan lain-lain.
3.Transportation: Memindahakan material atau orang dalam jarak yang sangat jauh dari suatu proses ke proses berikutnya yang dapat mengakibatkan waktu penanganan material bertambah.
4.Processes: Mencakup proses-proses tambahan atau aktivitas kerja yang tidak perlu atau tidak efisien.
5.Inventories: Pada dasarnya inventories menyembunyikan masalah dan menimbulkan aktivitas penanganan tambahan yang seharusnya tidak diperlukan. Inventories juga mengakibatkan extra paperwork, extra space, dan extra cost.
6.Motions: Setiap pergerakan dari orang atau mesin yang tidak menambah nilai kepada barang dan jasa yang akan diserahkan kepada pelanggan, tetapi hanya menambah biaya dan waktu saja.
7.Defective Product: Produk cacat yang mengakibatkan rework, kerja ulang tidak ada nilai tambahnya. Adanya customer returns, customer dissatisfaction, dan banyak scrap juga merupakan bentuk defective product.
II. METODOLOGI
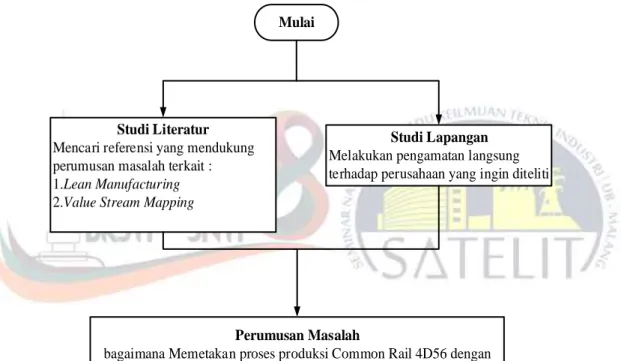
Metodologi penelitian berisikan studi literatur, pengumpulan data, pengolahan data, analisis, dan kesimpulan dari penelitian, seperti terlihat pada Gambar 1.
Mulai
Pengumpulan Data
Data yang dikumpulkan Merupakan data yang berkaitan dengan rangkaian proses yang dilalui dalam membuat produk
Common Rail 4D56
Perumusan Masalah
bagaimana Memetakan proses produksi Common Rail 4D56 dengan menggunakan Value Stream Mapping dan mereduksi pemborosan yang
terjadi sehingga dapat mengurangi lead time produksi?
Studi Literatur
Mencari referensi yang mendukung perumusan masalah terkait : 1.Lean Manufacturing 2.Value Stream Mapping
Studi Lapangan
Melakukan pengamatan langsung terhadap perusahaan yang ingin diteliti
A
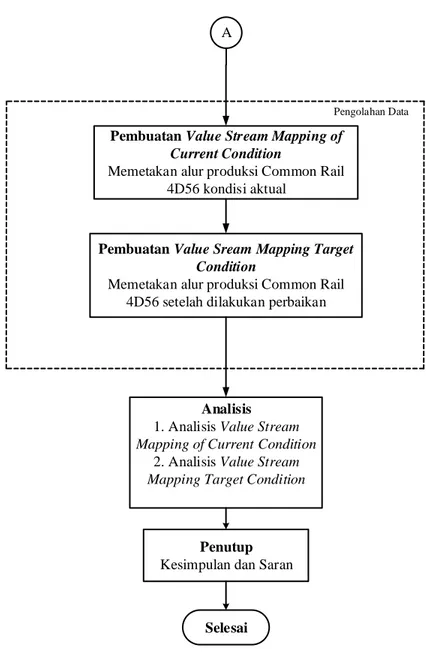
Penutup Kesimpulan dan Saran
Selesai
Pembuatan Value Stream Mapping of Current Condition
Memetakan alur produksi Common Rail 4D56 kondisi aktual
Pembuatan Value Sream Mapping Target Condition
Memetakan alur produksi Common Rail 4D56 setelah dilakukan perbaikan
Pengolahan Data A
Analisis
1. Analisis Value Stream Mapping of Current Condition
2. Analisis Value Stream Mapping Target Condition
Gambar 1Metodologi Penelitian (Lanjutan) Gambar 1 memperlihatkan tahapan penelitian sebagai berikut:
1.Studi Literatur: Studi literatur dilakukan untuk mendapatkan referensi yang berkaitan dengan penelitian yang dilakukan, seperti konsep lean manufacturing, value, waste, dan
Value Steram Mapping (VSM).
2.Pengumpulan Data: Metode pengumpulan data yang dilakukan dalam penelitian uni yaitu Observasi lansung terhadap objek yang diteliti, wawancara dengan staf dan operator, dan dokumentasi.
3.Pengolahan Data: Setelah dilakukan pengamatan dan pengumpulan data yang diperlukan, selanjutnya dilakukan:
Pembuatan current condition mapping: VSM merupakan diagram terstruktur yang digunakan dalam melakukan pemetaan berkaitan dengan aliran produk dan informasi dari awal hingga akhir.
Analisis terhadap alur produksi yang dilalui oleh material, kemudian ditentukan bagian yang tergolong ke dalam pemborosan dan dapat dieliminasi sehingga lead time
produksi Common Rail 4D56 dapat berkurang. Pembuatan future condition mapping
Future condition mapping merupakan pemetaan aliran produk dan informasi dari awal hingga akhir, dimana bagian yang tergolong pemborosantelah dieliminasi.
4.Analisis: Analisis dilakukan terhadap current condition yang dibuat sesuai dengan dengan keadaan aktual lini produksi Common Rail 4D56, serta analisis terhadap Future Condition.
5.Penutup: Berisikan kesimpulan dari penelitian yang telah dilakukan.
III. HASIL DAN ANALISIS
Future Condition Mapping merupakan kondisi setelah dilakukan perbaikan terhadap Current Condition Mapping. Perbaikan yang dilakukan bertujuan untuk mengurangi lead time produksi
Common Rail 4D56. Usulan perbaikan proses produksi Common Rail 4D56, diantaranya yaitu: 1. Re-Layout: Berdasarkan pengamatan terhadap current condition, khususnya tata letak
departemen Chamfer Grinding berkontribusi terhadap waste transportasi dan waiting. a. Transportasi
Kegiatan produksi pada area ini memiliki urutan yaitu: cutting - chamfer grinding - heating - forging – trimming (proses heating, forging, trimming merupakan satu kesatuan proses) sedangkan susunan layout-nya yaitu heating - forging - trimming - cutting - chamfer grinding. Berdasarkan layout saat ini, terlihat bahwa terjadi
backtracking dalam proses pembuatan Common Rail 4D56, yaitu dari proses
chamfer grinding ke heating, yang melewati stasiun kerja cutting.
Jika dilakukan re-layout, yaitu dengan menempatkan chamfer grinding antara
cutting dan trimming, maka diharapkan akan dapat memperbaiki aliran material: mengurangi backtracking dan memperpendek jarak perpindahan material di lantai produksi. Dengan demikian waktu transportasi dapat dikurangi, dari 217 detik dengan menggunakan forklift menjadi 30 detik dengan menggunakan handtruck, dan secara simultan juga memperpendek lead time produksi Common Rail 4D56.
Disamping itu ketergantungan kepada forklift juga menjadi berkurang sehingga waktu produk menunggu material handling untuk dipindahkan dapat dikurangi. Penambahan material handling jenis handtruck ini tidak membutuhkan biaya mahal namun efektif untuk mengurangi lead time produksi.
b. Waiting
Terdapat banyak tumpukan awal material yang menunggu untuk diproses di
chamfer grinding. Cycle time (CT) pada proses chamfer grinding adalah enam kali lebih lama (12 detik) dibanding CT pada proses cutting (2 detik). Dengan pertimbangan bahwa perusahaan menerapkan pull system dan menggunakan kanban produksi dalam kegiatan produksinya, maka dengan perbedaan CT yang cukup besar antara dua proses yang berurutan diperlukan penyesuian ukuran kanban produksi pada produksi Common Rail 4D56. Dengan demikian proses produksi menjadi lebih seimbang dan jumlah work in process (WIP) dapat dikurangi. Selanjutnya, dengan berkurangnya jumlah WIP maka kebutuhan akan
extra space untuk tumpukan material awal pada proses chamfer grinding dapat diminimalisir.
Disamping menunggu untuk diproses, pada departemen ini juga sering terjadi material selesai diproses menunggu untuk dipindahkan. Situasi tersebut disebabkan karena utilitas material handling (forklift) yang sangat tinggi sehingga pada saat dibutuhkan sering tidak available. Dengan demikian, akan memperpanjang lead time produksi.
2. Melakukan penyesuaian ukuran kanban produksi: Saat ini, ukuran lot produksi adalah 200 unit. Ukuran lot yang besar mengakibatkan banyaknya jumlah tumpukan WIP baik diawal maupun diakhir proses, dan ini mengakibatkan ukuran stasiun kerja menjadi lebih luas karena dibutuhkan extra space untuk menumpuk WIP tersebut. Disamping itu, waktu yang dibutuhkan untuk menyelesaikan satu lot produksi juga akan lama sehingga memperpanjang lead time produksi Common Rail 4D54. Sebaiknya ukuran lot produksi dibuat sekecil mungkin, dan idealnya adalah satu unit. Dengan demikian produk yang selesai diproses pada suatu mesin dapat segera dipindahkan untuk segera diproses di mesin berikutnya, dan tidak terdapat/hanya sedikit tumpukan diakhir proses.
3. Merubah bentuk lantai di gerbang area shot blasting: Area shot blasting memiliki dua gerbang, namun hanya satu gerbang yang dapat dilewati forklift karena kondisi lantai yang tidak memungkinkan untuk dilewati forklift. Sedangkan sebagian besar perpindahan material dari dan ke area shot blasting menggunakan forklift. Pada current condition, waktu transportasi dari proses shot blasting ke proses berikutnya (visual check) membutuhkan waktu 120 detik karena forklift harus bergerak memutari area shot blasting
untuk keluar dan masuk. Jika bentuk lantai pada gerbang yang tidak dapat dilewati saat ini diubah sehingga memungkinkan forklift untuk lewat, maka dapat menghemat waktu transportasi dari area shot blasting ke area visual check dan sebaliknya sebesar 50%, yaitu menjadi 60 detik.
IV. PENUTUP
Kesimpulan yang didapatkan berdasarkan penelitian yang telah dilakukan, yaitu:
1. Terdapat beberapa jenis pemborosan dalam proses produksi Common Rail 4D56, diantaranya yaitu waiting, inventory, dan transportasi. Waiting yaitu material menunggu untuk dipindahkan ke proses berikutnya karena terbatasnya jumlah material handling (forklift) dan lamanya waktu yang dibutuhkan untuk menyelesaikan satu lot produksi. Inventory terjadi karena ukuran kanban produksi yang besar dan processing time antara suatu proses (contoh:
cutting) dengan proses berikutnya (chamfer grinding) tidak seimbang. Pemborosan transportasi terjadi karena adanya backtracking dari chamfer grinding ke heating yang melewati proses cutting dan rute yang panjang antara shot blasting dan visual check.
2. Alternatif usulan perbaikan untuk mengurangi pemborosan pada produksi Common Rail 4D54 sehingga dapat memperpendek leadtime produksi, diantaranya yaitu menyesuaikan ukuran kanban produksi dengan mempertimbangkan cycle time antar proses yang berurutan,
re-layout departemen chamfer grinding sehingga mengurangi waktu transportasi sebesar 80%, penambahan material handling jenis handtruck, memperbaiki jalur transportasi dari proses shot blasting ke proses visual check.
DAFTAR PUSTAKA
Daonil, 2012, Implementasi Lean Manufacturing Untuk Eliminasi Waste Pada Lini Produksi Machining Cast Wheel Dengan Menggunakan Metode WAM dan VALSAT, Thesis Magister tidak dipublikasi, Depok: Universitas Indonesia.
Graban, M., 2009, Peningkatan Kualitas, Keselamatan Pasien, dan Kepuasan Pekerja, terjemahkan Dibyo Pramono, Jakarta: Balai Pustaka.
Haryono, 2015, “Analisis Penerapan Lean Manufacturing untuk Menghilangkan Pemborosan di Lini Produksi PT Adi Satria Abadi”, Jurnal Rekayasa Sistem Industri, Vol. 4 No.1, hlm 48.
Hines, P., 2000, Value Stream Management: Strategy and Excellence in The Supply Chain, London: Prentice Hall.
Hines, P. & Taylor, D., 2000, Going Lean, Lean Enterprise Research Center, United Kingdom: Cadiff Business School.
McWilliams, D. L. & Tetteh, E. G., 2008, “Value Stream Mapping to Improve Productivity in Transmission Case Machining”, Proceedings of Industrial Engineering Research Conference, Purdue University. Singgih, M. L., & Tjiong, W., 2011, “Perbaikan Sistem Produksi Divisi Injection Dan Blow Plastik”,
Prosiding Seminar Nasional Manajemen Teknologi Xiii, Doi:978-602-97491-2-0.
Taufik, K, 2012, Perancangan Lean Manufacturing dengan Metode VALSAT pada Line Produksi Drum Brake Type IMV (Studi Kasus: PT. Akebono Brake Astra Indonesia, Skripsi tidak dipublikasi, Depok: Universitas Indonesia.