Analisis Total Productive Maintenance pada Mesin Laminating I dengan
Metode Overall Equipment Effectiveness
Total Productive Maintenance Analysis on Laminating Machines I Using
Overall Equipment Effectiveness Method
Zulkani Sinaga
1*, Tri Maryanto
11Program Studi Teknik Industri, Universitas Bhayangkara Jakarta Raya, Jl. Raya Perjuangan No.81, Marga Mulya, Bekasi Utara, Bekasi 17143, Indonesia
Diterima: 8 Januari, 2019 / Disetujui: 16 Februari, 2019
ABSTRACT
This research was conducted on one of the giant manufacturers of musical instrument equipment that is inseparable from problems related to the effectiveness of the machine/equipment caused by the six big losses. The improper handling and maintenance of the machine can result in losses called the six big losses. The first stage in the effort to increase production efficiency in this company is to measure the effectiveness of laminating machine I using the overall equipment effectiveness (OEE) method which is then followed by measuring the OEE six big losses to find out the amount of efficiency lost in the six big losses. From these six factors, then what factors are found to give the greatest contribution that result in the large amount of efficiency lost in laminating machines I. The causal diagram can be analyzed the real problem which is the main cause of high losses resulting in low efficiency on laminating-machine I. Conclusions that can be taken on laminating machine I that the OEE value for the period April 2016 to March 2017 ranged from 61.08% to 83.91%. This condition indicates that the ability of laminating-machine I to achieve targets and achieve effectiveness has not reached the ideal condition (≥86%). As for those that affect the OEE value and become the top priority, the reduced speed factor is 78.79%.
Keywords: Total Productive Maintenance, Overall Equipment Effectiveness, Six Big Losses
ABSTRAK
Penelitian ini dilakukan pada salah satu produsen peralatan alat musik raksasa yang tidak terlepas dari masalah yang berhubungan dengan efektivitas mesin/peralatan yang diakibatkan oleh six big losses. Tidak tepatnya penanganan dan pemeliharaan mesin dapat mengakibatkan kerugian-kerugian yang disebut dengan six big losses. Tahap pertama dalam usaha peningkatan efisiensi produksi pada perusahaan ini adalah dengan melakukan pengukuran efektivitas mesin laminating I dengan menggunakan metode overall equipment effectiveness (OEE) yang kemudian dilanjutkan dengan pengukuran OEE six big losses untuk mengetahui besarnya efisiensi yang hilang pada keenam faktor six big losses.
Dari keenam faktor tersebut selanjutnya dicari faktor apa yang memberikan kontribusi terbesar yang mengakibatkan besarnya efisiensi yang hilang pada mesin laminating I. Dengan diagram sebab akibat dapat dianalisis masalah sebenarnya yang menjadi penyebab utama tingginya kerugian yang mengakibatkan rendahnya efisiensi mesin laminating I. Kesimpulan yang dapat diambil pada mesin laminating I bahwa nilai OEE untuk periode April 2016 sampai Maret 2017 berkisar antara 61,08% sampai 83,91%. Kondisi ini menunjukkan bahwa kemampuan mesin laminating I dalam mencapai target dan pencapaian efektivitas belum mencapai kondisi yang ideal (≥86%). Adapun yang mempengaruhi nilai OEE dan menjadi prioritas utama adalah faktor reduced speed sebesar 78,79%.
Kata Kunci: Total Productive Maintenance, Overall Equipment Effectiveness, Six Big Losses
1. PENDAHULUAN
Penelitian ini dilakukan pada sebuah perusahaan yang bergerak dalam bidang alat musik elektronika dan pro audio yang tidak terlepas dari masalah yang berkaitan dengan efektivitas mesin/peralatan. Oleh karena itu diperlukan langkah-langkah untuk mencegah atau mengatasi masalah tersebut.
Total Productive Maintenance (TPM)
merupakan salah satu metode untuk melakukan pemeliharaan mesin dan peralatan. TPM berfungsi
sebagai sistem maintenance yang melibatkan
semua departemen dan semua orang ikut berpartisipasi dan mengemban tanggung jawab dalam pemeliharaan mesin dan peralatan di dalam TPM serta menghitung tingkat efektivitas dan efisien dari setiap mesin dengan menggunakan
metode Overall Equipment Effectiveness (OEE)
sebagai alat untuk mengukur dan mengetahui kinerja mesin. Dari data perusahaan yang diamati,
terdapat kendala-kendala masih rendahnya
efisiensi dan efektivitas penggunaan
mesin/peralatan dikarenakan ketidakmampuan dalam pengolahan perawatan dan pemeliharaan secara tepat sehingga mengurangi produktivitas.
Tabel 1. Total Waktu Kerusakan Mesin Laminating I Periode (Bulan) Frekuensi (x) Total Waktu Kerusakan (menit) Apr 2016 0 0 Mei 2016 0 0 Juni 2016 24 750 Juli 2016 16 800 Agt 2016 24 1400 Sept 2016 30 2800 Okt 2016 21 650 Nov 2016 30 2200 Des 2016 22 1800 Jan 2017 0 0 Feb 2017 0 0 Mar 2017 0 0 Total 167 10400
Berdasarkan Tabel 1 dan Gambar 1 tentang kerusakan mesin, diperoleh data kerusakan mesin yang terjadi masih tinggi selama periode April 2016–Maret 2017 dengan jumlah kerusakan sebanyak 167 kali kerusakan. Selama periode tersebut terdapat waktu kerusakan yang melebihi standar perusahaan yang diamati (standar waktu
kerusakan yang ditentukan perusahaan <600 menit per bulan) yaitu pada Bulan Juni 2016– Desember 2016. Waktu terbesar terjadi pada Bulan September 2016 dengan total waktu kerusakan sebanyak 2800 menit dan Bulan November 2016 dengan total waktu kerusakan sebanyak 2200 menit. Besarnya waktu kerusakan tersebut menunjukkan mesin laminating I tidak beroperasi secara efektif dan efisien.
2. TINJAUAN PUSTAKA 2.1. Pengertian Perawatan
Perawatan atau maintenance dapat
diartikan sebagai suatu aktivitas atau kegiatan
yang dilakukan untuk menjaga atau
mempertahankan kualitas perawatan pada suatu fasilitas tetap dapat berfungsi dengan baik dalam
kondisi siap digunakan (Sudrajat, 2011).
Perawatan sebagai bentuk aktivitas yang
dilakukan dengan tujuan untuk mencapai hasil
yang mampu mempertahankan atau
mengembalikannya pada kondisi selalu dapat berfungsi (Ansori dan Mustajib, 2013).
2.2. Total Productive Maintenance (TPM)
Total Productive Maintenace (TPM)
merupakan suatu konsep program tentang pemeliharaan yang melibatkan seluruh pekerja melalui kegiatan group kecil (Ansori dan Mustajib, 2013). Lebih lanjut mengatakan bahwa
Total Productive Maintenace adalah suatu
program pemeliharaan yang melibatkan suatu gambaran konsep untuk pemeliharaan peralatan dan pabrik dengan tujuan untuk meningkatkan produktivitas serta pada waktu yang sama dapat
meningkatkan kepuasan kerja dan moril
karyawan.
TPM secara umum terdiri dari atas 3 bagian:
1. Productive Action: sikap proaktif dari seluruh
karyawan terhadap kondisi dan operasi dari fasilitas produksi.
2. Total Approach: semua pihak ikut terlibat
dalam menjaga dan bertanggung jawab terhadap semua fasilitas yang ada dalam pelaksanaan kegiatan TPM.
3. Maintenance: pelaksanaaan perawatan dan
peningkatan efektivitas dari fasilitas dan kesatuan operasi produksi.
Gambar 1. Grafik Kerusakan Mesin Laminating I
Gambar 2. Mesin Laminating I 2.3. Overall Equipment Effectiveness (OEE)
Overall Equipment Effectiveness (OEE)
adalah alat ukur yang digunakan sebagai metode dalam penerapan program TPM guna menjaga peralatan pada kondisi atau keadaan ideal dengan menghapuskan six big losses peralatan. Selain itu, untuk mengukur kinerja dari satu sistem produktif. Kemampuan mengidentifikasi secara jelas akar permasalahan dan faktor penyebabnya sehingga membuat usaha perbaikan menjadi terfokus merupakan faktor utama metode ini diaplikasikan secara menyeluruh oleh banyak perusahaan di dunia (Ansori dan Mustajib, 2013).
OEE memiliki standar world class untuk
semua indikator sebagai berikut (Saleem et al.,
2017):
1. Availability Rate > 90 % 2. Performance Rate > 95 % 3. Quality Rate > 99 % 4. Overal OEE > 85 %
Formula untuk menentukan nilai OEE ditampilkan pada persamaan (1) (Kennedy, 2018). 𝑂𝐸𝐸 = (𝐴)(𝑃)(𝑄) (1)
dimana:
OEE: Overall Equipment Effectiveness, %
Availability (A): pemanfaatan waktu kegiatan
produksi, %
Performance (P): kemampuan peralatan
menghasilkan barang, %
Quality (Q): kualitas suatu barang, %
1. Availability
Availability adalah rasio yang digunakan
dalam menggambarkan pemanfaatan waktu yang tersedia untuk proses operasi mesin atau
peralatan. Availability rate dipengaruhi dua
komponen, yaitu equipment failure dan setup
and adjustment losses.Availability merupakan
rasio dari operation time, dengan
mengeliminasi downtime peralatan, terhadap
loading time (Ansori dan Mustajib, 2013).
𝐴 =𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 − 𝐷𝑜𝑤𝑛𝑡𝑖𝑚𝑒
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 ∗ 100% (2)
dimana:
Availability (A): pemanfaatan waktu kegiatan
produksi, %
Loading Time: waktu proses sebuah mesin,
menit
Downtime: waktu kerusakan mesin, menit
2. Performance Efficiency
Performance Efficiency merupakan suatu rasio
yang menggambarkan kemampuan dari
peralatan dalam menghasilkan barang atau
produk. Performance efficiency memiliki dua
komponen, yaitu reduce speed dan idling and
minor stoppage. Rasio ini merupakan hasil dari
net operating rate dan operating speed rate.
Operating speed rate peralatan mengacu
kepada perbedaan antara kecepatan operasi
aktual dan kecepatan ideal. Net operating rate
mengukur pemeliharaan dari suatu kecepatan selama periode tertentu (Ansori dan Mustajib, 2013).
𝑃 =𝑃𝑟𝑜𝑐𝑒𝑠𝑠 𝐴𝑚𝑜𝑢𝑛𝑡 ∗ 𝑇ℎ𝑒𝑜𝑟𝑖𝑡𝑖𝑐𝑎𝑙 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒
𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑜𝑛 𝑇𝑖𝑚𝑒 ∗ 100% (3)
dimana:
Performance Efficiency (P): kemampuan
peralatan menghasilkan barang, %
Process Amount: banyak produk yang
dihasilkan, pcs
Theoritical Cycle Time: waktu siklus ideal,
menit
Operation Time: waktu operasi, menit
3. Quality Rate
Quality rate merupakan suatu rasio yang
menggambarkan kemampuan peralatan dalam menghasilkan produk yang sesuai dengan
standar. Quality rate didukung 2 komponen,
yaitu defect in process dan reduced yield
(Ansori dan Mustajib, 2013).
𝑄 =𝑃𝑟𝑜𝑐𝑒𝑠𝑠 𝐴𝑚𝑜𝑢𝑛𝑡 − 𝐷𝑒𝑓𝑒𝑐𝑡 𝐴𝑚𝑜𝑢𝑛𝑡
𝑃𝑟𝑜𝑐𝑒𝑠𝑠 𝐴𝑚𝑜𝑢𝑛𝑡 ∗ 100% (4)
dimana:
Quality Rate (Q): kualitas suatu barang, %
Process Amount: banyak produk yang
dihasilkan, pcs
Defect Amount: banyak produk yang cacat, pcs.
2.4. Six Big Losses
Terdapat 6 kerugian besar yang
menyebabkan rendahnya kinerja dari peralatan (Ansori dan Mustajib, 2013). Keenam kerugian
tersebut disebut sebagai six big losses yang terdiri
dari:
1. Kerugian akibat kerusakan peralatan
(Equipment Failure).
2. Kerugian penyetelan dan penyesuaian (Setup
and Adjustment Losses).
3. Kerugian kerena menganggur dan penghentian
mesin (Idle and Minor Stoppage).
4. Kerugian kerena kecepatan operasi rendah
(Reduced Speed).
5. Kerugian cacat produk di dalam proses (Defect
in Process).
6. Kerugian akibat hasil yang rendah (Reduced
Yield).
1. Downtime Losses
Downtime losses merupakan waktu yang
disebabkan karena mesin mengalami gangguan sehingga mesin tidak dapat melakukan proses
produksi sebagaimana mestinya. Dalam
perhitungan overall equipment effectiveness
waktu setup and adjustment merupakan
a. Equipment Failure (EF)
Kerugian ini merupakan kerugian yang diakibatkan oleh kerusakan mesin dan peralatan saat proses produksi sedang
berjalan sehingga terhentinya proses
produksi.
𝐸𝐹 =𝑇𝑜𝑡𝑎𝑙 𝐸𝑞𝑢𝑖𝑝𝑚𝑒𝑛𝑡 𝐹𝑎𝑖𝑙𝑢𝑟𝑒
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 ∗ 100% (5)
dimana:
Equipment Failure (EF): kerusakan mesin,
%
Loading Time: waktu proses sebuah mesin,
menit
b. Setup and Adjustment Losses
Kerugian ini merupakan kerugian waktu yang lama dikarenakan adanya waktu yang terbuang saat melakukan setup.
𝑆𝐴 =𝑇𝑜𝑡𝑎𝑙 𝑆𝑒𝑡𝑢𝑝 & 𝐴𝑑𝑗𝑢𝑠𝑡𝑚𝑒𝑛𝑡
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 ∗ 100% (6)
dimana:
Setup and Adjustment (SA): pemasangan
dan penyetelan, %
Loading Time`: waktu proses sebuah mesin,
menit
2. Speed Losses
Speed Losses merupakan tidak tercapainya
produksi karena kecepatan proses terganggu.
a. Ideal and Minor Stoppage Losses
Kerugian ini merupakan kerugian yang disebabkan karena mesin berhenti. Hal ini terjadi karena keterlambatan barang datang ke stasiun kerja. Kerugian ini tidak dapat terdeteksi secara langsung.
𝐼𝑀𝑆 =(𝐽𝑢𝑚𝑙𝑎ℎ 𝑇𝑎𝑟𝑔𝑒𝑡 − 𝐽𝑢𝑚𝑙𝑎ℎ 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖) ∗ 𝐼𝑑𝑒𝑎𝑙 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 ∗ 100% (7) dimana:
Ideal Minor and Stoppage: berhenti dan
menggangur, %
Ideal Cycle Time: waktu edar, menit/pcs
Loading Time: waktu proses sebuah mesin,
menit
b. Reduced Speed Losses
Kerugian ini merupakan kerugian yang dikarenakan mesin tidak beroperasi secara maksimal akibat penurunan kecepatan mesin. 𝑅𝑆 =(𝐴𝑐𝑡 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒 − 𝐼𝑑𝑒𝑎𝑙 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒) ∗ 𝑃𝑟𝑜𝑑𝑢𝑘 𝑑𝑖𝑝𝑟𝑜𝑠𝑒𝑠 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 ∗ 100% (8) dimana:
Reduced Speed (RS): kecepatan mesin
beroperasi, %
Act Cycle Time: waktu edar aktual,
menit/pcs
Ideal Cycle Time: waktu edar ideal,
menit/pcs
Loading Time: waktu proses sebuah mesin,
menit
3. Quality Losses
Quality losses merupakan suatu keadaan
dimana saat produk hasil proses tidak sesuai dengan spesifikasi yang ditetapkan.
a. Defect Losses
Kerugian ini merupakan kerugian yang terjadi kerana produk yang dihasilkan memiliki kekurangan (cacat) setelah keluar dari proses produksi.
𝐷𝑒𝑓𝑒𝑐𝑡 𝐿𝑜𝑠𝑠𝑒𝑠 =(𝑇𝑜𝑡𝑎𝑙 𝑅𝑒𝑗𝑒𝑐𝑡 ∗ 𝐼𝑑𝑙𝑒 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒) 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 ∗ 100% (9) b. Reduced Yield
Kerugian ini merupakan keruigian yang terjadi pada awal waktu produksi hingga mencapai kondisi stabil. Kerugian ini diakibatkan karena produk yang dihasilkan tidak sesuai standar yang disebabkan karena perbedaan kualitas antara waktu awal mesin beroperasi dengan waktu saat mesin tersebut sudah stabil.
𝑅𝑌 =(𝐼𝑑𝑒𝑎𝑙 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒 ∗ 𝑇𝑜𝑡𝑎𝑙 𝐶𝑎𝑐𝑎𝑡 𝐴𝑤𝑎𝑙 𝑃𝑟𝑜𝑑𝑢𝑘𝑠𝑖) 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 ∗ 100% (10) dimana:
Reduced Yield (RY): berkurangnya hasil
produksi, %
Total Cacat Awal Produksi: total cacat, pcs
Ideal Cycle Time: waktu edar ideal,
menit/pcs
Loading Time: waktu proses sebuah mesin,
menit
2.5. Cause and Effect Diagram
Cause and effect diagram atau lebih dikenal
dengan diagram tulang ikan, diagram ini berfungsi untuk mencari akar dari permasalahan yang ada, diagram ini mengidentifikasi dan mengorganisasi penyebab-penyebab yang mungkin akan timbul pada suatu permasalahan:
1. Diperlukan analisis lebih terperinci terhadap
suatu masalah.
2. Terdapat kesulitan untuk memisahkan
penyebab dari akibat.
3. Terdapat pertemuan diskusi dengan
menggunakan brainstorming untuk
mengidentifikasi mengapa suatu masalah terjadi.
3. METODOLOGI 3.1. Pengolahan Data
Teknik pengolahan data dilakukan dengan
menggunakan metode Overall Equipment
Effectiveness. Langkah-langkah yang dilakukan
adalah sebagai berikut:
1. Penghitungan Availability
Availability adalah rasio operation time
terhadap loading time.
2. Penghitungan Performance Efficiency
Performanc efficiency adalah rasio kuantitas
produk yang dihasilkan dikalikan dengan waktu siklus idealnya terhadap waktu yang tersedia untuk melakukan proses produksi (operation time).
3. Penghitungan Quality Rate
Quality Rate adalah rasio produk yang baik
(good products) yang sesuai dengan spesifikasi
kualitas produk yang telah ditentukan terhadap jumlah produk yang telah diproses.
4. Penghitungan Overall Equipment Effectiveness
Setelah nilai availability, performance
efficiency, dan rate of quality product
diperoleh maka dilakukan perhitungan nilai
overall equipment effectiveness (OEE) untuk
mengetahui besarnya efektivitas penggunaan mesin.
5. Penghitungan OEE Six Big Losses
Penghitungan ini berdasarkan faktor-faktor
dari keenam six big losses yang terdiri dari:
a. Penghitungan Downtime Losses
Penghitungan downtime losses terdiri dari
penghitungan equipment failures
(breakdown) dan penghitungan setup dan
adjustment.
b. Penghitungan Speed Losses
Penghitungan speed losses terdiri dari
penghitungan idle and minor stoppage dan
penghitungan reduced speed losses.
c. Penghitungan Quality Losses
Penghitungan defect losess terdiri dari
penghitungan rework losess dan
penghitungan yield/scrap losses.
3.2. Analisis Data
Analisis data dilakukan pada hasil
penghitungan availability, performance
efficiency, rate of quality product, OEE, OEE Six
Big Losses. Analisis data tersebut diantaranya:
1. Analisis OEE
Analisis OEE dilakukan terhadap nilai yang
didapat dari penghitungan OEE.
2. Analisis Six Big Losses
Analisis six big losses dilakukan terhadap hasil
yang didapat dari faktor-faktor keenam Six Big
Losses.
3. Analisis Diagram Sebab Akibat
Analisis diagram sebab akibat dilakukan berdasarkan diagram pareto dari faktor-faktor
six big losses yang menjadi sumber masalah.
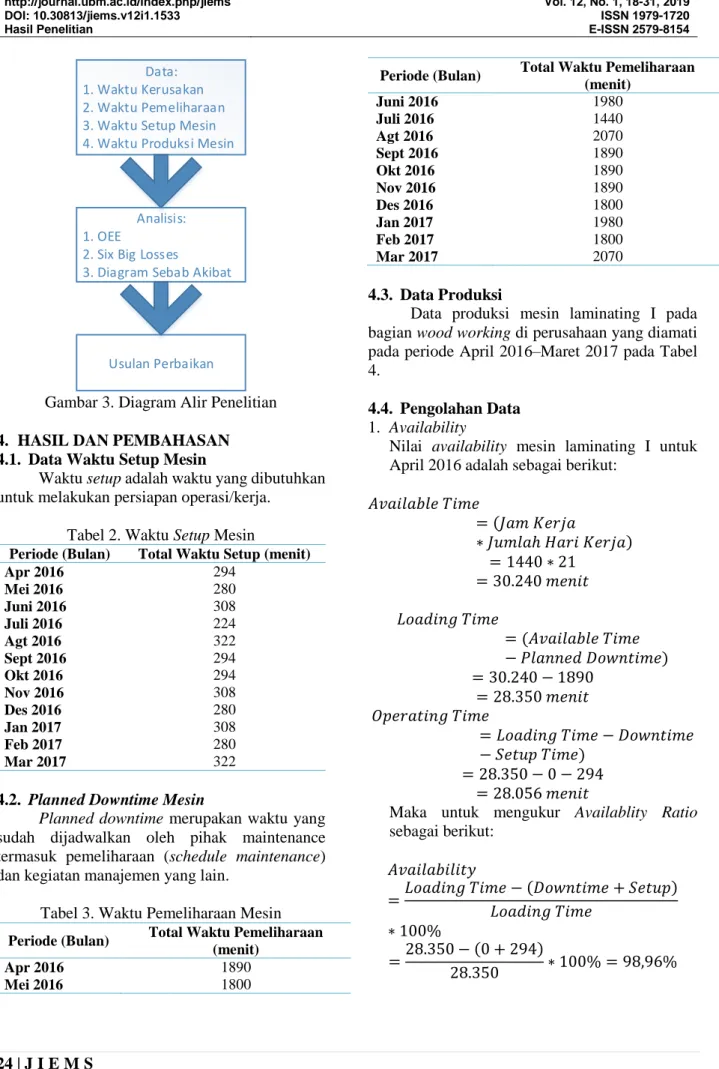
Langkah terakhir yang diambil penulis yaitu dengan membuat kesimpulan terhadap penelitian yang dilakukan. Diagram alir penelitian secara singkat digambarkan pada Gambar 3.
Data: 1. Waktu Kerusakan 2. Waktu Pemeliharaan 3. Waktu Setup Mesin 4. Waktu Produksi Mesin
Analisis: 1. OEE
2. Six Big Losses
3. Diagram Sebab Akibat
Usulan Perbaikan
Gambar 3. Diagram Alir Penelitian 4. HASIL DAN PEMBAHASAN 4.1. Data Waktu Setup Mesin
Waktu setup adalah waktu yang dibutuhkan
untuk melakukan persiapan operasi/kerja.
Tabel 2. Waktu Setup Mesin
Periode (Bulan) Total Waktu Setup (menit)
Apr 2016 294 Mei 2016 280 Juni 2016 308 Juli 2016 224 Agt 2016 322 Sept 2016 294 Okt 2016 294 Nov 2016 308 Des 2016 280 Jan 2017 308 Feb 2017 280 Mar 2017 322
4.2. Planned Downtime Mesin
Planned downtime merupakan waktu yang
sudah dijadwalkan oleh pihak maintenance
termasuk pemeliharaan (schedule maintenance)
dan kegiatan manajemen yang lain.
Tabel 3. Waktu Pemeliharaan Mesin
Periode (Bulan) Total Waktu Pemeliharaan (menit)
Apr 2016 1890
Mei 2016 1800
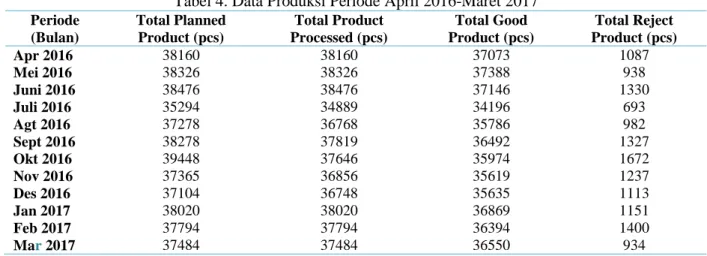
Periode (Bulan) Total Waktu Pemeliharaan (menit) Juni 2016 1980 Juli 2016 1440 Agt 2016 2070 Sept 2016 1890 Okt 2016 1890 Nov 2016 1890 Des 2016 1800 Jan 2017 1980 Feb 2017 1800 Mar 2017 2070 4.3. Data Produksi
Data produksi mesin laminating I pada
bagian wood working di perusahaan yang diamati
pada periode April 2016–Maret 2017 pada Tabel 4.
4.4. Pengolahan Data 1. Availability
Nilai availability mesin laminating I untuk
April 2016 adalah sebagai berikut: 𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑙𝑒 𝑇𝑖𝑚𝑒 = (𝐽𝑎𝑚 𝐾𝑒𝑟𝑗𝑎 ∗ 𝐽𝑢𝑚𝑙𝑎ℎ 𝐻𝑎𝑟𝑖 𝐾𝑒𝑟𝑗𝑎) = 1440 ∗ 21 = 30.240 𝑚𝑒𝑛𝑖𝑡 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 = (𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑙𝑒 𝑇𝑖𝑚𝑒 − 𝑃𝑙𝑎𝑛𝑛𝑒𝑑 𝐷𝑜𝑤𝑛𝑡𝑖𝑚𝑒) = 30.240 − 1890 = 28.350 𝑚𝑒𝑛𝑖𝑡 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 = 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 − 𝐷𝑜𝑤𝑛𝑡𝑖𝑚𝑒 − 𝑆𝑒𝑡𝑢𝑝 𝑇𝑖𝑚𝑒) = 28.350 − 0 − 294 = 28.056 𝑚𝑒𝑛𝑖𝑡
Maka untuk mengukur Availablity Ratio
sebagai berikut: 𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑖𝑙𝑖𝑡𝑦 =𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 − (𝐷𝑜𝑤𝑛𝑡𝑖𝑚𝑒 + 𝑆𝑒𝑡𝑢𝑝) 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 ∗ 100% =28.350 − (0 + 294) 28.350 ∗ 100% = 98,96%
Tabel 4. Data Produksi Periode April 2016-Maret 2017 Periode (Bulan) Total Planned Product (pcs) Total Product Processed (pcs) Total Good Product (pcs) Total Reject Product (pcs) Apr 2016 38160 38160 37073 1087 Mei 2016 38326 38326 37388 938 Juni 2016 38476 38476 37146 1330 Juli 2016 35294 34889 34196 693 Agt 2016 37278 36768 35786 982 Sept 2016 38278 37819 36492 1327 Okt 2016 39448 37646 35974 1672 Nov 2016 37365 36856 35619 1237 Des 2016 37104 36748 35635 1113 Jan 2017 38020 38020 36869 1151 Feb 2017 37794 37794 36394 1400 Mar 2017 37484 37484 36550 934
Tabel 5. Hasil Perhitungan Availability
Periode (Bulan) Loading Time (menit) Downtime (menit) Setup Time (menit) Availability (%)
Apr 2016 28350 0 294 98.96 Mei 2016 27000 0 280 98.96 Juni 2016 29700 750 308 96.44 Juli 2016 21600 800 224 95.26 Agt 2016 31050 1400 322 94.45 Sept 2016 28350 2800 294 89.09 Okt 2016 28350 650 294 96.67 Nov 2016 29700 2200 308 91.56 Des 2016 27000 1800 280 92.30 Jan 2017 29700 0 308 98.96 Feb 2017 27000 0 280 98.96 Mar 2017 31050 0 322 98.96 2. Performance Efficiency
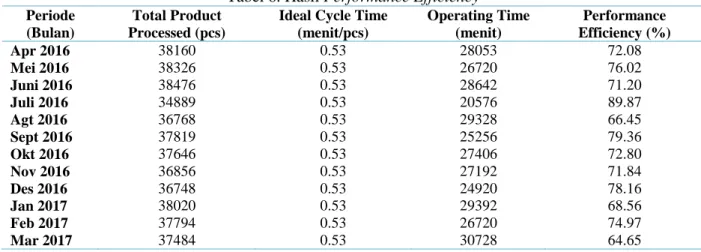
Performance efficiency yang ditampilkan pada
Tabel 6 merupakan suatu rasio yang menggambarkan kemampuan dari peralatan dalam menghasilkan barang yang dinyatakan
dalam persentase. theoritical cycletime (ideal
cycle time) merupakan siklus waktu optimal
yang diharapkan dapat tercapai dalam keadaan optimal dan tidak ada hambatan. Waktu
optimal mesin laminating I dalam
menghasilkan produk adalah 4 jam (240 menit). Dalam waktu 4 jam tersebut dapat menghasilkan 9 palet yang terdapat 50 pcs produk dalam 1 palet. Sehingga total yang dihasilkan adalah (9) (50) pcs = 450 pcs. Maka,
diperoleh ideal cycle time sebagai berikut:
𝐼𝑑𝑒𝑎𝑙 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒 = 240 𝑚𝑒𝑛𝑖𝑡 250 𝑝𝑐𝑠 = 0,53 𝑚𝑒𝑛𝑖𝑡/𝑝𝑐𝑠
Nilai Performance Efficiency mesin laminating
I untuk April 2016: 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 =𝑃𝑟𝑜𝑐𝑒𝑠𝑠 𝐴𝑚𝑜𝑢𝑛𝑡 ∗ 𝐼𝑑𝑒𝑎𝑙 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑜𝑛 𝑇𝑖𝑚𝑒 ∗ 100% =38.160 ∗ 0,53 28.056 ∗ 100% = 72,08% 3. Quality Rate
Nilai Rate of Quality Product mesin laminating
I untuk April 2016 ditampilkan sebagai berikut: 𝑄𝑢𝑎𝑙𝑖𝑡𝑦 𝑅𝑎𝑡𝑒 =𝑃𝑟𝑜𝑐𝑒𝑠𝑠 𝐴𝑚𝑜𝑢𝑛𝑡 − 𝐷𝑒𝑓𝑓𝑒𝑐𝑡 𝐴𝑚𝑜𝑢𝑛𝑡 𝑃𝑟𝑜𝑐𝑒𝑠𝑠 𝐴𝑚𝑜𝑢𝑛𝑡 ∗ 100% =38.160 − 1.087 38.160 ∗ 100% = 97,15%
4. Overall Equipment Effectiveness (OEE)
Nilai Overall Equipment Effectiveness mesin
laminating I untuk April 2016 ditunjukkan sebagai berikut:
𝑂𝐸𝐸 = 𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑖𝑙𝑖𝑡𝑦 ∗ 𝑃𝑒𝑟𝑓𝑜𝑟𝑚𝑎𝑛𝑐𝑒 ∗ 𝑄𝑢𝑎𝑙𝑖𝑡𝑦 𝑅𝑎𝑡𝑒
= 98,96% ∗ 72,09% ∗ 97,15% = 69,31%
Tabel 6. Hasil Performance Efficiency
Periode (Bulan)
Total Product Processed (pcs)
Ideal Cycle Time (menit/pcs) Operating Time (menit) Performance Efficiency (%) Apr 2016 38160 0.53 28053 72.08 Mei 2016 38326 0.53 26720 76.02 Juni 2016 38476 0.53 28642 71.20 Juli 2016 34889 0.53 20576 89.87 Agt 2016 36768 0.53 29328 66.45 Sept 2016 37819 0.53 25256 79.36 Okt 2016 37646 0.53 27406 72.80 Nov 2016 36856 0.53 27192 71.84 Des 2016 36748 0.53 24920 78.16 Jan 2017 38020 0.53 29392 68.56 Feb 2017 37794 0.53 26720 74.97 Mar 2017 37484 0.53 30728 64.65
Tabel 7. Hasil Quality Rate
Periode (Bulan)
Total Product Processed (pcs)
Total Reject Product (pcs)
Rate of Quality Product (%) Apr 2016 38160 1087 97.15 Mei 2016 38326 938 97.55 Juni 2016 38476 1330 96.54 Juli 2016 34889 693 98.01 Agt 2016 36768 982 97.33 Sept 2016 37819 1327 96.49 Okt 2016 37646 1672 95.56 Nov 2016 36856 1237 96.64 Des 2016 36748 1113 96.97 Jan 2017 38020 1151 96.97 Feb 2017 37794 1400 96.30 Mar 2017 37484 934 97.51
Tabel 8. Hasil Overall Equipment Effectiveness
Periode (Bulan) Availability (%) Performance Efficiency (%) Rate of Quality Product (%) Overall Equipment Effectiveness (%) Apr 2016 98.96 72.08 97.15 69.31 Mei 2016 98.96 76.02 97.55 73.39 Juni 2016 96.44 71.20 96.54 66.29 Juli 2016 95.26 89.87 98.01 83.91 Agt 2016 94.45 66.45 97.33 61.09 Sept 2016 89.09 79.36 96.49 68.22 Okt 2016 96.67 72.80 95.56 67.25 Nov 2016 91.56 71.84 96.64 63.57 Des 2016 92.30 78.16 96.97 69.74 Jan 2017 98.96 68.56 96.97 65.59 Feb 2017 98.96 74.97 96.30 71.42 Mar 2017 98.96 64.65 97.51 62.38
5. OEE Six Big Losses
Perhitungan OEE six big losses merupakan
perhitungan yang terdiri dari 6 kerugian utama yang menyebabkan mesin tidak beroperasi maksimal.
a. Downtime Losses
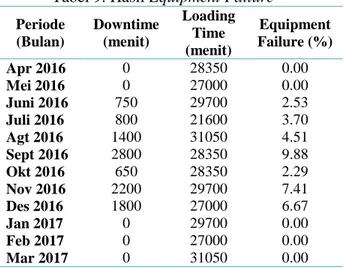
Equipment Failure
Perhitungan equipment failure pada mesin
laminating I untuk Bulan April 2016 ditunjukkan sebagai berikut:
𝐸𝑞𝑢𝑖𝑝𝑚𝑒𝑛𝑡 𝐹𝑎𝑖𝑙𝑢𝑟𝑒 =𝑇𝑜𝑡𝑎𝑙 𝐸𝑞𝑢𝑖𝑝𝑚𝑒𝑛𝑡 𝐹𝑎𝑖𝑙𝑢𝑟𝑒 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 ∗ 100% = 0 28.350∗ 100% = 0%
Tabel 9. Hasil Equipment Failure
Periode (Bulan) Downtime (menit) Loading Time (menit) Equipment Failure (%) Apr 2016 0 28350 0.00 Mei 2016 0 27000 0.00 Juni 2016 750 29700 2.53 Juli 2016 800 21600 3.70 Agt 2016 1400 31050 4.51 Sept 2016 2800 28350 9.88 Okt 2016 650 28350 2.29 Nov 2016 2200 29700 7.41 Des 2016 1800 27000 6.67 Jan 2017 0 29700 0.00 Feb 2017 0 27000 0.00 Mar 2017 0 31050 0.00
Setup and Adjustment Losses
Perhitungan setup and adjustment pada
mesin laminating I untuk Bulan April 2016 adalah sebagai berikut:
𝑆𝑒𝑡𝑢𝑝 & 𝐴𝑑𝑗𝑢𝑠𝑡𝑚𝑒𝑛𝑡
=𝑇𝑜𝑡𝑎𝑙 𝑆𝑒𝑡𝑢𝑝 & 𝐴𝑑𝑗𝑢𝑠𝑡𝑚𝑒𝑛𝑡
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 ∗ 100% = 294
28.350∗ 100% = 1,04%
Tabel 10. Hasil Setup & Adjustment Losess
Periode (Bulan) Setup Time (menit) Loading Time (menit) Setup and Adjustment Losses (%) Apr 2016 294 28350 1.04 Mei 2016 280 27000 1.04 Juni 2016 308 29700 1.04 Juli 2016 224 21600 1.04 Agt 2016 322 31050 1.04 Sept 2016 294 28350 1.04 Okt 2016 294 28350 1.04 Nov 2016 308 29700 1.04 Des 2016 280 27000 1.04 Jan 2017 308 29700 1.04 Feb 2017 280 27000 1.04 Mar 2017 322 31050 1.04 b. Speed Losses
Idle and Minor Stoppage Losses
Perhitungan idle and minor stoppage losses
pada mesin laminating I untuk Bulan April 2016:
𝐼𝑀𝑆 =(38.160 − 38.160) ∗ 0,53
28.350 ∗ 100% = 0%
Reduced Speed Losses
Perhitungan reduced speed losses pada
mesin laminating I untuk Bulan April 2016:
𝑅𝑆𝐿 =(0,73 − 0,53) ∗ 38.160
28.350 ∗ 100% = 26,92%
a. Quality Losses
Defect Losses
Perhitungan defect losses pada mesin
laminating I untuk Bulan April 2016; 𝐷𝑒𝑓𝑒𝑐𝑡 𝐿𝑜𝑠𝑠𝑒𝑠 = (𝑇𝑜𝑡𝑎𝑙 𝑅𝑒𝑗𝑒𝑐𝑡∗𝐼𝑑𝑒𝑎𝑙 𝐶𝑦𝑐𝑙𝑒 𝑇𝑖𝑚𝑒) 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑇𝑖𝑚𝑒 *100% =(1.087 ∗ 0,53)) 28.350 ∗ 100% = 2,03% Reduced Yield
Perhitungan reduced yield pada mesin
𝑅𝑒𝑑𝑢𝑐𝑒𝑑 𝑌𝑖𝑒𝑙𝑑 =(0,53 ∗ 0)
28.350 ∗ 100% = 0%
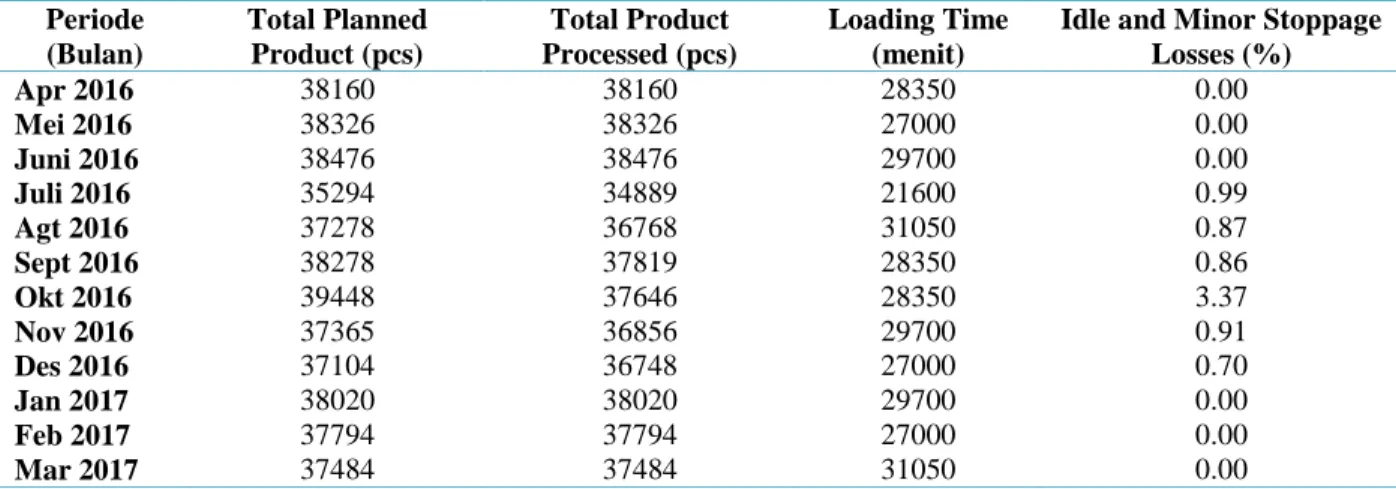
Tabel 11. Hasil Idle and Minor Stoppage Losess
Periode (Bulan) Total Planned Product (pcs) Total Product Processed (pcs) Loading Time (menit)
Idle and Minor Stoppage Losses (%) Apr 2016 38160 38160 28350 0.00 Mei 2016 38326 38326 27000 0.00 Juni 2016 38476 38476 29700 0.00 Juli 2016 35294 34889 21600 0.99 Agt 2016 37278 36768 31050 0.87 Sept 2016 38278 37819 28350 0.86 Okt 2016 39448 37646 28350 3.37 Nov 2016 37365 36856 29700 0.91 Des 2016 37104 36748 27000 0.70 Jan 2017 38020 38020 29700 0.00 Feb 2017 37794 37794 27000 0.00 Mar 2017 37484 37484 31050 0.00
Tabel 12. Hasil Reduced Speed Losess
Periode (Bulan)
Actual Cycle Time (menit/pcs)
Ideal Cycle Time (menit/pcs) Loading Time (menit) Reduced Speed Losses (%) Apr 2016 0.74 0.53 28350 27.62 Mei 2016 0.70 0.53 27000 23.73 Juni 2016 0.74 0.53 29700 27.78 Juli 2016 0.59 0.53 21600 9.65 Agt 2016 0.80 0.53 31050 31.69 Sept 2016 0.67 0.53 28350 18.38 Okt 2016 0.73 0.53 28350 26.29 Nov 2016 0.74 0.53 29700 25.79 Des 2016 0.68 0.53 27000 20.16 Jan 2017 0.77 0.53 29700 31.12 Feb 2017 0.71 0.53 27000 24.77 Mar 2017 0.82 0.53 31050 34.98
Tabel 13. Hasil Defect Losses
Periode (Bulan)
Total Reject Product (pcs)
Ideal Cycle Time (menit/pcs) Loading Time (menit) Defect Losses (%) Apr 2016 1087 0.53 28350 2.03 Mei 2016 938 0.53 27000 1.84 Juni 2016 1330 0.53 29700 2.37 Juli 2016 693 0.53 21600 1.70 Agt 2016 982 0.53 31050 1.68 Sept 2016 1327 0.53 28350 1.48 Okt 2016 1672 0.53 28350 3.12 Nov 2016 1237 0.53 29700 2.21 Des 2016 1113 0.53 27000 2.18 Jan 2017 1151 0.53 29700 2.05 Feb 2017 1400 0.53 27000 2.75 Mar 2017 934 0.53 31050 1.59
Tabel 14. Hasil Reduced Yield Periode
(Bulan)
Total Reject Start Up (pcs)
Ideal Cycle Time (menit/pcs) Loading Time (menit) Reduced Yield (%) Apr 2016 0 0.53 28350 0 Mei 2016 0 0.53 27000 0 Juni 2016 0 0.53 29700 0 Juli 2016 0 0.53 21600 0 Agt 2016 0 0.53 31050 0 Sept 2016 0 0.53 28350 0 Okt 2016 0 0.53 28350 0 Nov 2016 0 0.53 29700 0 Des 2016 0 0.53 27000 0 Jan 2017 0 0.53 29700 0 Feb 2017 0 0.53 27000 0 Mar 2017 0 0.53 31050 0
6. Analisis Overall Equipment Effectiveness
(OEE)
Analisis perhitungan OEE dilakukan untuk
mengetahui tingkat efektivitas dari
penggunaan mesin laminating I selama periode April 2016-Maret 2017. Berdasarkan hasil perhitungan yang telah dilakukan, diperoleh nilai OEE berkisar antara 61,08% sampai 83,91%. Hal ini jauh dari keadaan ideal yaitu (85%). Nilai OEE tertinggi pada mesin laminating I hanya dicapai pada bulan Juli
2016 sebesar 83,9 %, dengan nilai availability
95,26%, performance efficiency 89,87%, dan
rate of quality product 98,01%.
7. Analisis OEE Six Big Losses
Analisis perhitungan OEE six big losses
dilakukan agar perusahaan mengetahui
faktor-faktor dari keenam six big losses yang
memberikan konstribusi terbesar yang
mengakibatkan rendahnya nilai efektivitas.
Total kerugian waktu yang disebabkan oleh six
big losses.
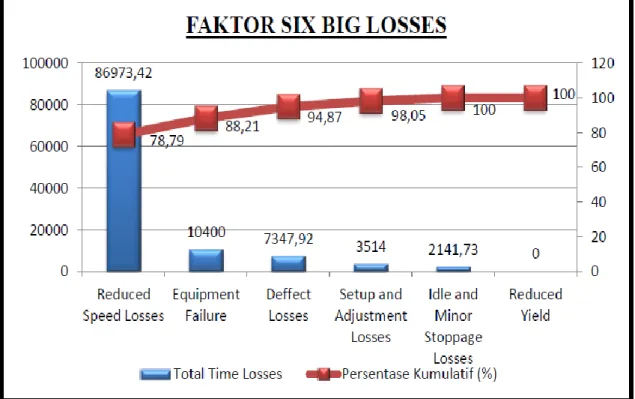
8. Analisis Diagram Sebab Akibat
Berdasarkan Gambar 4, sumber masalah
adalah faktor reduced speed losses dengan
persentase sebesar 78,79%. Gambar 5 merupakan diagram sebab akibat faktor
reduced speed losses pada mesin laminating I.
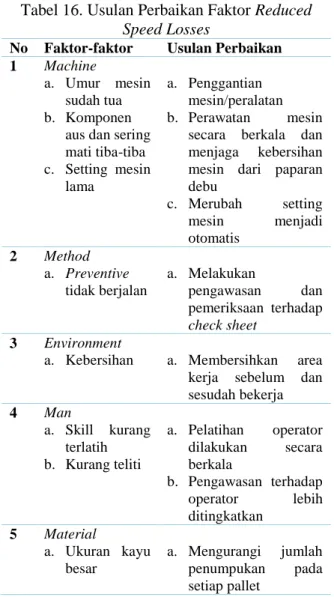
9. Usulan Perbaikan
Dari hasil analisis diagram sebab akibat yang
dilakukan dapat dilihat pada faktor reduced
speed losses yang merupakan faktor yang
paling dominan yang mengakibatkan
rendahnya efektivitas mesin. Usulan perbaikan selengkapnya disajikan pada Tabel 16.
Tabel 15. Persentase Total Waktu Kerugian dan Faktor Six Big Losses
No Six Big Losses Total Time Losses Persentase (%) Persentase Kumulatif (%)
1 Reduced Speed Losses 86973.42 78.79 78.79
2 Equipment Failure 10400 9.42 88.21
3 Defect Losses 7347.92 6.66 94.87
4 Setup and Adjustment Losses 3514 3.18 98.05
5 Idle and Minor Stoppage Losses 2141.73 1.95 100
6 Reduced Yield 0 0 100
Gambar 4. Diagram Pareto Faktor Six Big Losses
Tabel 16. Usulan Perbaikan Faktor Reduced Speed Losses
No Faktor-faktor Usulan Perbaikan
1 Machine
a. Umur mesin sudah tua b. Komponen
aus dan sering mati tiba-tiba c. Setting mesin lama a. Penggantian mesin/peralatan b. Perawatan mesin
secara berkala dan menjaga kebersihan mesin dari paparan debu c. Merubah setting mesin menjadi otomatis 2 Method a. Preventive tidak berjalan a. Melakukan pengawasan dan pemeriksaan terhadap check sheet 3 Environment
a. Kebersihan a. Membersihkan area kerja sebelum dan sesudah bekerja 4 Man a. Skill kurang terlatih b. Kurang teliti a. Pelatihan operator dilakukan secara berkala b. Pengawasan terhadap operator lebih ditingkatkan 5 Material a. Ukuran kayu besar a. Mengurangi jumlah penumpukan pada setiap pallet 5. SIMPULAN
Efektivitas mesin laminating I berdasarkan perhitungan dengan metode OEE selama periode April 2016–Maret 2017 berkisar antara 61,08% sampai 83,91%. Kondisi ini menunjukkan bahwa kemampuan mesin laminating I dalam mencapai target dan pencapaian efektivitas belum mencapai kondisi yang ideal (≥86%).
Dari hasil perhitungan faktor six big losses
terdapat kerugian tertinggi pada reduced speed
losses sebesar 78,79%, nilai ini menunjukkan
bahwa rendahnya kecepatan operasional aktual yaitu mengalami kerugian waktu 86.973,42 menit. Berdasarkan analisis diagram sebab akibat terdapat beberapa usulan perbaikan terhadap
faktor reduced speed losses yang merupakan
faktor paling dominan yang mengakibatkan rendahnya efektivitas mesin.
Perusahaan dapat melakukan perawatan mesin secara berkala dan melakukan pengawasan serta pemeriksaan terhadap check sheet agar
kegiatan preventive maintenance dapat berjalan.
Perusahaan juga dapat menggalakkan penanaman kesadaran kepada seluruh karyawan untuk ikut berperan aktif dalam menjaga kebersihan mesin dan area kerja dari paparan debu kayu. Selain itu, perusahaan dapat pula melakukan pelatihan pada
setiap operator maupun personil maintenanace
agar dapat meningkatkan kemampuan dan keahlian dalam menanggulangi permasalah yang ada pada setiap peralatan/mesin.
DAFTAR PUSTAKA
Ansori, N. dan Mustajib, M. I. (2013) Sistem
Perawatan Terpadu. Yogyakarta: Graha
Ilmu.
Kennedy, R. K. (2018) Understanding,
Measuring, and Improving Overall
Equipment Effectiveness. Boca Raton: CRC
Press.
Saleem, F. et al. (2017) “Overall Equipment
Effectiveness of Tyre Curing Press: A Case
Study,” Journal of Quality in Maintenance
Engineering, 23(1), hal. 39–56. doi:
10.1108/JQME-06-2015-0021.
Sudrajat, A. (2011) Pedoman Praktis Manajemen
Perawatan Mesin Industri. Bandung: