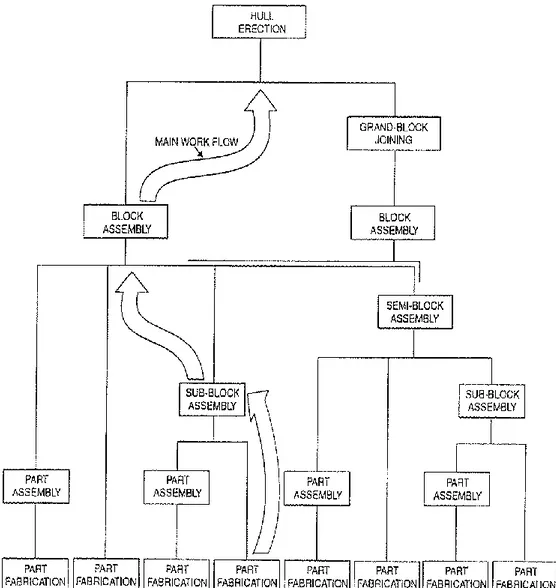
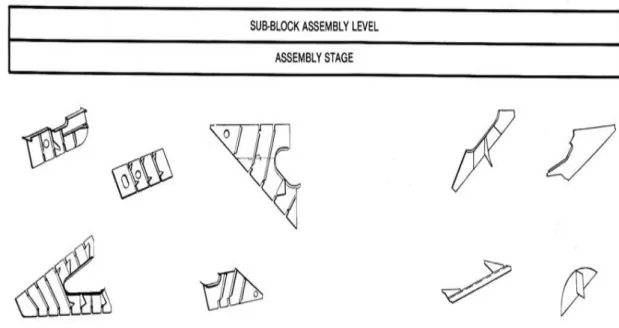
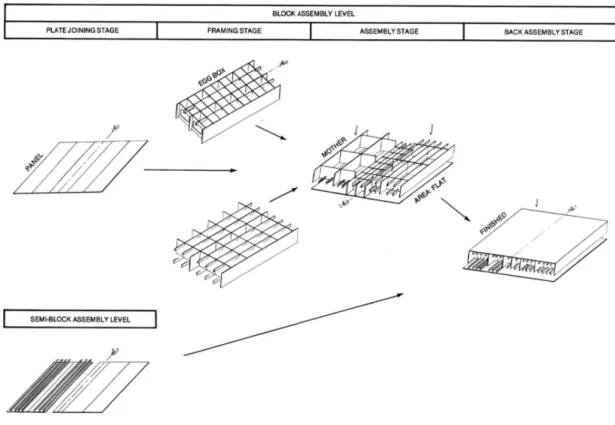
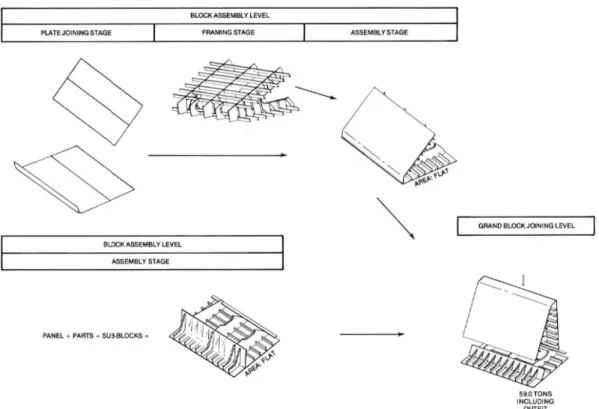
BAB II LANDASAN TEORI. berdasarkan sistem terbagi menjadi tiga macam yaitu sistem seksi, sistem blok
Teks penuh
Gambar


Dokumen terkait
Kegiatan pelatihan Manajemen Proyek dengan Metode Critical Path Method (CPM) untuk menambah wawasan memahami konsep CPM dengan baik dan mengaplikasikannya dalam
Salah satu metode untuk mengatasi masalah penjadwalan adalah menggunakan metode Network Planning dengan analisis CPM (Critical Path Method), karena seperti yang
CPM (Critical Path Method/metode jalur kritis) : Teknik manjemen proyek yang menggunakan hanya satu faktor waktu per aktivitas.. Dikembangkan di tahun 1957
Dengan menggunakan Critical Path Method (CPM) diketahui bahwa proyek membutuhkan waktu 249 hari untuk menyelesaikan rangkaian aktivitas pekerjaan dari awal hingga akhir,
Perbandingan Penjadwalan Proyek dengan Metode PDM Precedence Diagram Method & CPM Critical Path Method Studi Kasus: Lanjutan Pembangunan Proyek Gedung SD Islamic Center Samarinda..
Untuk meningkatkan kualitas perencanaan dan pengendalian dalam sebuah proyek digunakan suatu metode Critical Path Method CPM dengan program bantu software microsoft project, Hal ini
Untuk meningkatkan kualitas perencanaan dan pengendalian dalam sebuah proyek digunakan suatu metode Critical Path Method CPM dengan program bantu software microsoft project, Hal ini
Manajemen Proyek pada pembangunan Hotel Ibis di Kota Cirebon menggunakan pendekatan metode kuantitatif yang mencakup analisa perhitungan volume, metode pekerjaan, bahan, metode bar chart, S curve, dan critical path method
