BAB II
TINJAUAN PUSTAKA
2.1 PENDAHULUAN
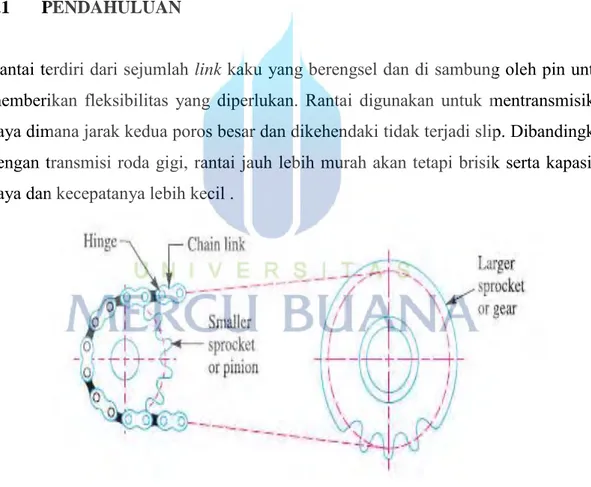
Rantai terdiri dari sejumlah link kaku yang berengsel dan di sambung oleh pin untuk
memberikan fleksibilitas yang diperlukan. Rantai digunakan untuk mentransmisikan daya dimana jarak kedua poros besar dan dikehendaki tidak terjadi slip. Dibandingkan dengan transmisi roda gigi, rantai jauh lebih murah akan tetapi brisik serta kapasitas daya dan kecepatanya lebih kecil .
Gambar 2.1 Gambaran Umum Rantai (Sumber : Roezh, 2013)
2.2 PENGGUNAAN RANTAI
Rantai sebagian besar digunakan untuk mengirimkan gerakan dan daya dari satu poros ke poros yang lain, seperti ketika jarak pusat antara poros pendek seperti pada sepeda, sepeda motor, mesin pertanian, konveyor. Dan juga rantai mungkin dapat juga digunakan untuk jarak pusat yang panjang sampai 8 meter. (Roezh, 2013)
2.2.1 Keuntungan dan Kerugian Transmisi Rantai a. Keuntungan
1. Selama beroperasi tidak terjadi slip sehingga diperoleh rasio kecepatan yang sempurna.
2. Karena rantai terbuat dari logam, maka ruang yang dibutuhkan lebih kecil dari pada sabuk, dan dapat menghasilkan transmisi yang besar.
3. Memberikan efisiensi transmisi tinggi (sampai 98 persen).
4. Dapat dioperasikan pada suhu cukup tinggi maupun pada kondisi atmosfer.
b. Kekurangan
1. Biaya produksi rantai relatif tinggi.
2. Dibutuhkan pemeliharaan rantai dengan cermat dan akurat, terutama 3. Pelumasan dan penyesuaian pada saat kendur.
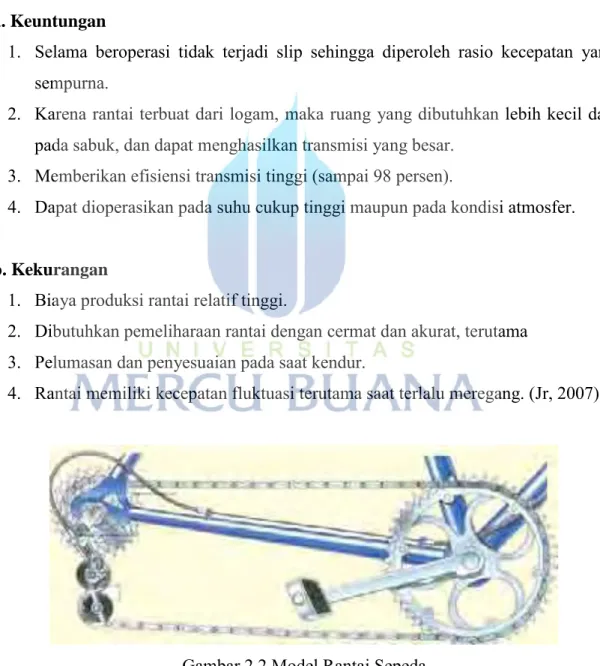
4. Rantai memiliki kecepatan fluktuasi terutama saat terlalu meregang. (Jr, 2007)
Gambar 2.2 Model Rantai Sepeda (Sumber : Roezh, 2013)
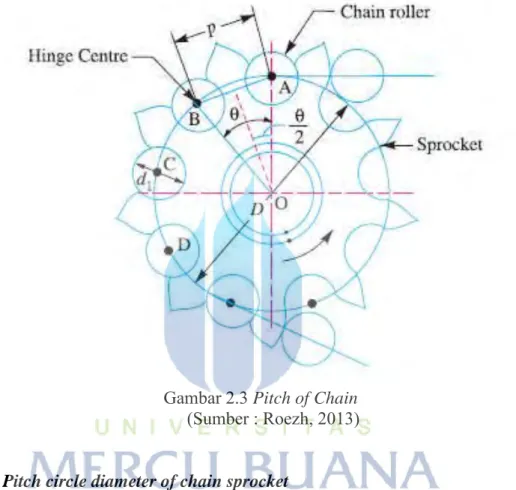
2.2.2 Istilah Yang Sering Digunakan Dalam Rantai. a. Pitch of Chain
Adalah jarak antara pusat engsel link dan pusat engsel yang sesuai dari link yang
berdekatan, seperti ditunjukkan pada Gambar. 2.3, biasanya dilambangkan dengan p.
Gambar 2.3 Pitch of Chain
(Sumber : Roezh, 2013)
b. Pitch circle diameter of chain sprocket
Adalah pusat lingkaran pada engsel A, B, C, dan D dimana ditarik lingkaran melalui pusat-pusat tersebut dengan pusat poros sebagai pusat lingkaran, disebut
2.3 JENIS-JENIS RANTAI
2.3.1 Rantai Rol (Roller Chain)
Gambar 2.5 Rantai Rol (Sumber : Roezh, 2013)
Rantai rol sangat luas pemakaianya karena harganya yang relatif murah dan perawatan serta pemasanganya mudah. Contoh : pemakaian pada sprocket sepeda motor dan
sepeda, dan untuk menggerakan sprocket pada industri.
Gambar 2.6 Rantai Rol pada Sepeda Motor dan Gear
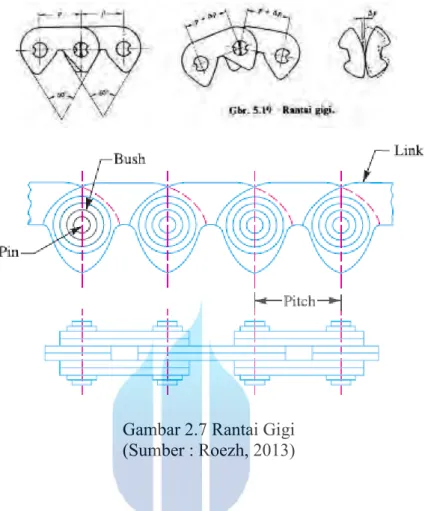
2.3.2 Rantai Gigi (Silent Chain)
Gambar 2.7 Rantai Gigi (Sumber : Roezh, 2013)
Rantai jenis ini mempunyai keunggulan pada tingkat kecepatan dan kapasitas daya yang ditransmisikan lebih besar dan tingkat kebisingan lebih kecil, akan tetapi harganya lebih mahal.
Pemakaian rantai ini masih terbatas karena harganya yang mahal dan orang lebih suka menggunakan transmisi roda gigi. (Jr, 2007)
2.4 RANTAI ROL (ROLLER CHAIN)
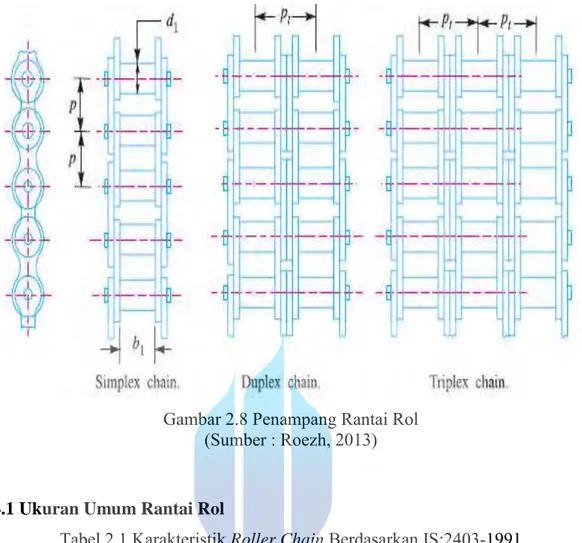
Rantai roller distandarisasi dan dibuat atas dasar pitch. Rantai rol tersedia dalam
satu-baris atau rantai rol multi-satu-baris (duplex atau triplex), seperti ditunjukkan pada
Gambar 2.8 Penampang Rantai Rol (Sumber : Roezh, 2013)
2.4.1 Ukuran Umum Rantai Rol
2.4.2 Faktor Keamanaan Rantai Pengerak
Faktor keselamatan bagi rantai penggerak didefinisikan sebagai rasio kekuatan putus (WB) dari rantai dengan beban total pada sisi penggerak dari rantai (W). Secara matematis :
Faktor Safety =
(2.1)
Kekuatan putus rantai dapat diperoleh dengan hubungan empiris berikut, yaitu : WB = 106 p2 (dalam Newton) untuk roller chain
Dimana :
p = pitch rantai (mm)
Beban total (atau total tegangan) pada sisi penggerak rantai adalah jumlah gaya tangensial (FT), tegangan sentrifugal rantai (FC) dan tegangan pada rantai akibat mengendur (FS), atau :
W =
(2.2)
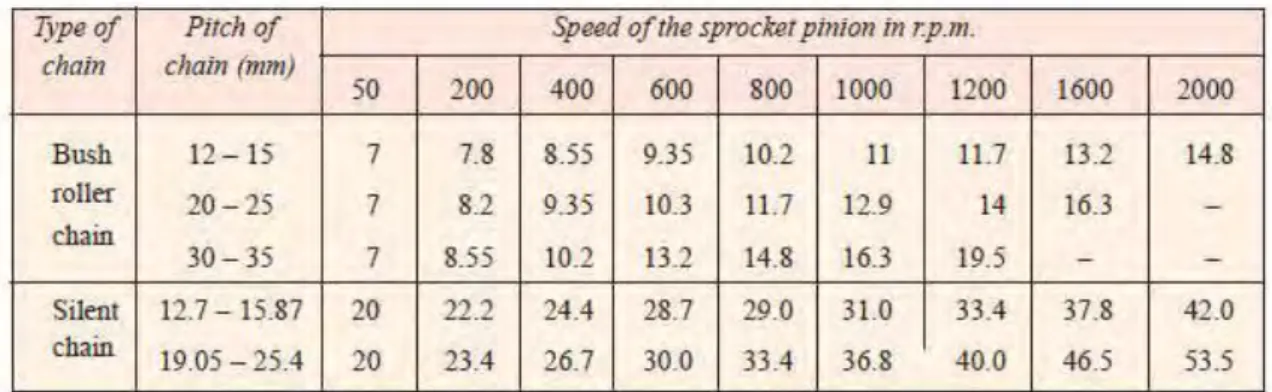
Tabel berikut menunjukkan faktor keamanan untuk rantai rol dan rantai gigi (Silent Chain) tergantung pada kecepatan pinion sprocket (rpm) dan pitch rantai. (Roezh,
2013)
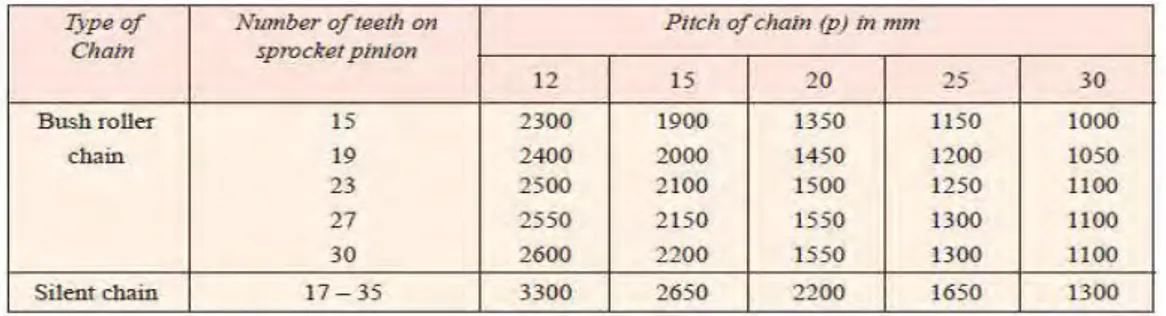
2.4.3 Kecepatan Yang Diijinkan Pada Sprocket Kecil (Pinion)
Tabel berikut menunjukkan kecepatan yang diizinkan pada sprocket yang kecil
(pinion).
Tabel 2.3 Kecepatan yang Diijinkan pada Sprocket Kecil (pinion) dalam rpm
2.4.4 Daya yang Ditransmisikan Rantai
Daya yang ditransmisikan oleh rantai berdasarkan breaking loadadalah :
P =
(watt) (2.3)
Dimana :
Wb = Breaking load (N),
v = Kecepatan rantai (m / s) n = Faktor keamanan, dan KS = Service Factor = K1.K2.K3
Service factor (KS) adalah produk dari berbagai faktor, seperti faktor beban
(K1), faktor pelumas (K2) dan faktor peringkat (K3). Nilai-nilai faktor-faktor ini diambil sebagai berikut:
a. Faktor beban (K1) = 1, untuk beban konstan
= 1,25, untuk beban variabel dengan shock ringan
= 1,5, untuk beban shock berat
b. Faktor pelumasan (K2) = 0,8, untuk pelumasan terus menerus = 1, untuk pelumasan drop (bisa tetesan)
= 1,5, untuk pelumasan periodik c. Faktor Peringkat (K3) = 1, selama 8 jam per hari
= 1,25, selama 16 jam per hari = 1,5, untuk kontinyu.
Dalam melakukan perancangan,
Desain power = Rated Power x Service Factor (Ks) (2.4) Power rating untuk rantai rol sederhana tergantung pada kecepatan sprocket
kecil (pinion), ditampilkan pada tabel berikut.
Tabel 2.4. Power Rating (dalam kW) dari Roller Chain Sederhana
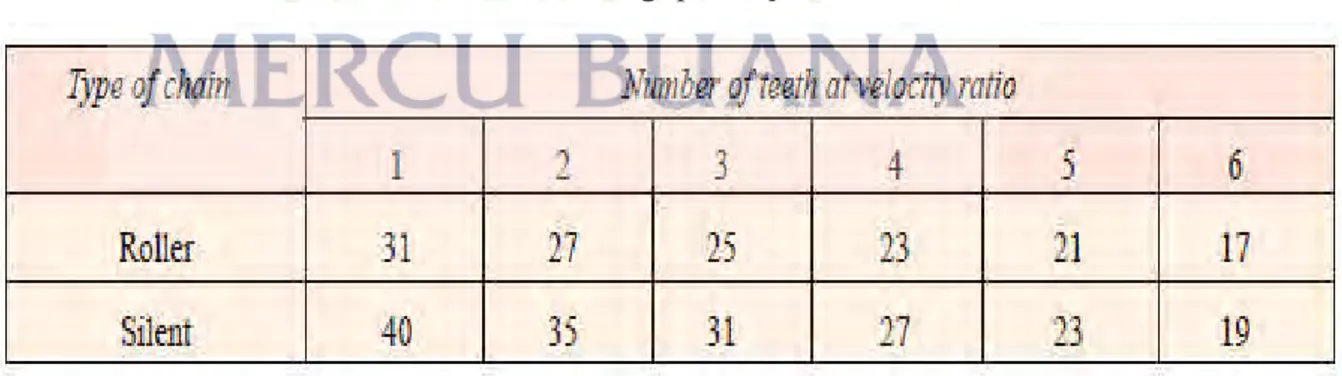
Sedangkan jumlah gigi pada pinion dengan tipe roller atau silent ditunjukkan
pada tabel 2.5 berikut. (Roezh, 2013)
2.5 PROSES PLASMA NITROCARBURIZING
2.5.1 Definisi Plasma
Plasma secara garis besar adalah gas terionisasi. Suatu gas dikatakan terionisasi jika terdiri dari atom-atom yang terionisasi bermuatan positif (ion) dan elektron yang bermuatan negatif. Plasma terbentuk dari gas terionisasi di dalam tabung, yang digolongkan menjadi dua yaitu terionisasi lemah dan terionisasi kuat. Terionisasi lemah apabila derajat ionisasi lebih rendah dari 10-4 sedangkan terionisasi kuat apabila derajat ionisasi lebih besar dari 10-4. Pada prinsipnya, karena proses ionisasi membutuhkan energi dalam orde elektron volt untuk melepas elektron, maka dalam membuat plasma harus ditambahkan energi dalam suatu sistem. Penambahan ini bisa dilakukan dengan osilator gelombang mikro (RF) ataupun gelombang searah (DC) pada ruangan bertekanan rendah. Meskipun plasma merupakan gas terionisasi, namun tidak semua gas terionisasi disebut plasma.
Plasma dapat dibuat dengan cara memanfaatkan tegangan listrik, misal dengan menghadapkan dua buah elektroda di udara bebas; dalam hal ini udara merupakan suatu isolator yaitu materi yang tidak dapat menghantarkan listrik. Pada kedua elektroda dipasang tegangan listrik yang cukup tinggi sehingga sifat konduktor akan muncul pada udara di antara kedua elektroda dan bersamaan dengan itu arus listrik mulai mengalir. Aliran arus listrik ini menunjukkan adanya ionisasi yang mengakibatkan terbentuknya ion serta elektron di antara dua elektroda tersebut dengan plasma.
Plasma juga merupakan kumpulan dari atom-atom dan molekul-molekul gas netral, partikel-partikel bermuatan dalam bentuk ion-ion positif, ion-ion negatif dan elektron serta foton. Sebagian besar plasma dihasilkan melalui lintasan arus yang melewati gas netral. Plasma terionisasi lemah mempunyai partikel-partikel netral yang lebih banyak dari partikel bermuatan. Satu di antara sifat yang penting dari plasma adalah kecenderungannya untuk tetap netral secara listrik yaitu kecenderungan untuk membuat setimbang antara muatan positif dan negatif di dalam setiap bagian volum makro. Sedikit ketidakseimbangan rapat muatan ruang menimbulkan gaya listrik-listrik yang kuat, yang bilamana mungkin akan memulihkan kenetralan. Sebaliknya,
apabila plasma diletakkan dalam pengaruh medan listrik luar, rapat muatan akan menyesuaikan diri sehingga sebagian besar dari plasma akan terlindung dari medan. (Kosmac & Brussels, 2015)
Komposisi plasma dari berbagai jenis ion baik positif atau negatif pada kerapatan (ni1, ni2, ni3 ….) saling memiliki hubungan yaitu semakin banyak ion yang
terbentuk, maka semakin besar pula komposisi plasmanya.
Hubungan ini menunjukkan netralisasi listrik pada plasma dengan n sebagai
kerapatan plasma. Muatan sistem plasma dihasilkan di antara elektroda dan ketebalan daerah muatan ruang yang merupakan panjang Debye yang bergantung pada
temperatur elektron. (Susita dkk, 2016)
2.5.2 Nitriding dan Nitrocarburizing
Tujuan dari dilakukan nitriding dan nitirocarburizing adalah untuk
meningkatkan usia pakai, korosi, kemampuan tahanan dari fatique suatu bahan.
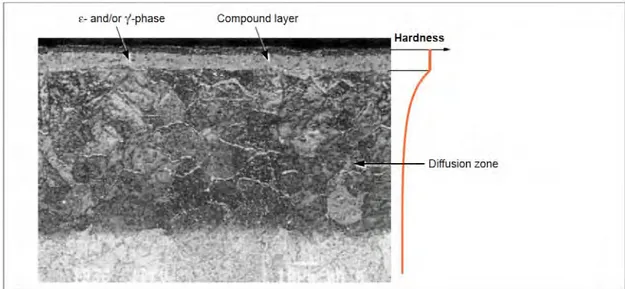
Peningkatan yang dimaksud dapat diartikan pada penampang permukaan mikrostruktur dan kekerasan setelah di lakukan perlakuan (treatment). Gambar 2.9
Lapisan paling luar baja yang dilakukan nitriding dan nitrocarburizing dengan
ketebalan 2-30 µm dan terddiri dari ɛ-phase atau γ' – phase, atau mixture thereof
bergantung pada atmosfer dan tingkatan baja. Lapisan ini disebut sebagai “Lapisan
Compound” atau juga disebut “Layer Putih”. Tahanan korosi dan tribological properties (gesekan dan pemakaian) utamanya telah ditunjukan compound layer.
Dibawah Lapisan Compound ada daerah difusi yang mana berada di kedalaman baja,
secara tipikal 0,1-0,5 mm. Beban kapasitas bearing, statika dan kekuatan fatique
Gambar 2.9 Penampang Mikrostruktur Material Stainless Steel.
(Sumber : Holm & Sproge, Tanpa Tahun)
Nitriding dan nitrocarburizing sering digunakan sebagai alternatif untuk
mengkarburizing atau mengkarbunitriding. Keutamaan yang terpenting adalah
nitriding dan nitrocarburizing adalah metode temperatur rendah. Sedangkan Carburizing dan Carbonitriding adalah metode temperatur tinggi. Dengan temperatur
rendah disini berarti temperatur dibawah satu dimana fase transformasi ke permulaan
austenite, dan temperatur tinggi adalah diatas temperatur yang disebutkan.
Konsekuensi nilainya adalah lebih sedikit distorsi pada part yang diperlakuan
(treated), dimana pengurangan menggunakan gerinda dan kemudian lebih pendeknya
siklus produksi.
Nitriding dan nitrocarburizing memberikan peningkatan yang unik dalam
tahanan korosi dan daya lekat pemakaiannya (adhesive wear), yang mana tidak bisa
dicapai oleh carburizing atau carbonitriding. Selanjutnya, peningkatan tahanan korosi
2.5.2 Terminologi dan Prosesnya
Dalam upayanya, terdapat dua nama proses nitriding dan nitrocarburizing.
Sebagaimana kita ketahui secara prinsip terdapat perbedaan kecil diantara keduanya dan kadang-kadang, keduanya digunakan untuk proses yang sama, yang mana menciptakan kekacauan (confusion). Ada juga sering konfusi diantara nitrocarburizing dan carbonitriding. Satu hal penting yang perlu digaris bawahi
adalah nitriding dan nitrocarburizing yaitu maksud penggunaan untuk perlakuan pada
temperatur dibawah satu, dimana permulaan austenite (matriks material berwarna
putih) ke formasi (dibawah A1). Ada pula matriks ferrite (warna gelap) yang memiliki
kekerasan rendah, serta perlite (kecoklatan) yang kekerasannya sedang. Maksud carbonitriding pada penggunaan lain harus sesuai ketentuan untuk perlakuan dimana
baja adalah austenitic.
Nitriding dimaksudkan untuk penggunaan gas nitriding klasik didalam amonia.
Sesuai indikasi pada namanya, ini merupakan sebuah proses dimana nitrogen ditransfer menuju dan diambil oleh baja. Juga dalam nitrocarburizing elemen utama
yang ditransfer ke baja adalah nitrogen tetapi ditambah dengan carbon juga. Kedua proses ini memberikan prinsip permukaan mikrostruktur dan kekerasan seperti ditunjukan pada gambar 2.9. Gas nitriding klasik telah dikembangkan untuk tujuan
meningkatkan kekuatan fatique dan kapasitas beban bearing tanpa mendapatkan
distorsi yang signifikan dari komponen yang di treatment seperti pada carburizing
(atau carbonitriding). Untuk mencapai kondisi kedalaman yang cukup perlu waktu nitriding yang lama, dari 10-100 jam yang perlu digunakan.
Nitrocarburizing mulai dikenal dengan perkembangan proses bath salt Tenifer (Tufftride) dan proses Nitemper gas yang dikembangkan pada tahun enam puluhan.
Dibandingkan dengan nitridasi klasik, nitrocarburizing adalah proses waktu yang
singkat, yang biasanya membutuhkan waktu 30 menit sampai 4 jam, dilakukan pada suhu yang lebih tinggi, sekitar 570 ° C dibandingkan dengan 500-510 ° C pada
nitriding gas. (Kosmac dkk, 2015)
tergantung pada tingkatan baja dan jenis ruangan atmosfirnya. Biasanya kedua fase letaknya berdampingan tapi γ mendominasi setelah nitridasi dan ɛ setelah
nitrocarburizing. The fase-γ menyebabkan lapisan senyawa rapuh sedangkan ɛ
memiliki keuletan yang lebih tinggi. Bagian terluar dari lapisan senyawa biasanya memiliki beberapa porositas.
Banyak perbedaan nama dari variasi nitriding dan nitrocarburizing yang sudah
ada dipasaran. Gambar 2.10 berikut nama merek perusahaan dagang seperti Nitemper
dan Tenifer yang sudah disebutkan adi. AGA Nitroflex adalah Desain dari pembakaran nitriding dan nitrocarburizing pada tekanan atmosfir dari AGA.
Gambar 2.10 Daftar Merek Perusahaan Dagang (Sumber : Kosmac, 2015)
Nama dapat susun dalam tiga kelompok yang berkaitan dengan media proses, yang mungkin garam, gas atau plasma. Proses salt bath yang kehilangan mulai pasar
untuk proses gas karena masalah lingkungan dengan garam yang mengandung sianida. proses plasma masih digunakan di sejumlah kasus tetapi meningkat penggunaan karena keuntungan tertentu seperti kemungkinan untuk menggunakan suhu proses yang sangat rendah dan nitrida misalnya stainless steel, yang sulit dengan metode lain.
(Ben Slima, 2012)
Kekerasan lapisan compound adalah sekitar 700 HV untuk baja paduan rendah
dan meningkat kekerasan dengan meningkatnya konten paduan dalam baja seperti yang ditunjukkan pada gambar 2.11. kekerasan yang diukur jatuh sebagai tingkat
porositas dalam terluar lapisan senyawa permukaan meningkat. Umumnya porositas lebih besar untuk baja paduan rendah dibandingkan dengan baja paduan tinggi.
Gambar 2.11 Kekerasan Lapisan Compound Meningkat dengan Peningkatan Konten
Paduan dari Baja yang Ditreatment (Perlakuan).
(Sumber : Sudjadi, 2012)
Konten paduan adalah yang paling penting juga untuk kekerasan zona difusi. Ada dua mekanisme yang menentukan kekerasan zona difusi. Pertama solusi pengerasan padat adalah mekanisme yang mana sangat penting untuk baja paduan rendah. Temperatur saat proses menentukan tingkat larutan padat dari nitrogen, karbon dan paduan elemen. tingkat penurunan dari suhu proses menentukan berapa banyak yang dapat disimpan dalam larutan padat. Tingkat pendinginan lambat berarti ada cukup waktu untuk pengendapan besi atau paduan nitrida elemen dan ini
mengurangi efek pengerasan dari pengerasan larutan padat. Inilah sebabnya mengapa baja paduan rendah biasanya didinginkan dalam air atau minyak setelah
nitrocarburizing.Efek pengerasan kedua di zona difusi pengerasan presipitasi. Untuk
Gambar 2.12 Ciri Khas (Typical) Kekerasan Setelah Nitriding dan Nitrocarburizing
(Sumber : Sudjadi, 2012)
Konsekuensi dramatis pada mekanisme ini adalah pada jangkauan kekerasan yang luas antara 300-1300 vickers yang dapat dicapai tergantunng pada baja yang
nitriding atau di nitocarburizing.
Kekerasan pada lapisan compound akan menentukan ketahanan aus suatu
material. Peningkatan kekerasan di dalam lapisan compound normalnya memberikan
peningkatan ketahanan aus. Hal ini tentu membenarkan untuk ketahanan aus akibat gesekan, situasi tersebut dimana partikel abrasif , contohnya pasir, keausan pada permukaan. Satu observasi yang penting adalah kekerasan setelah nitriding atau nitrocarburizing dapat memberikan kemungkinan terjadi aus pada "lever terendah".
Ini berarti kekerasan permukaan lebih tinggi dari partikel abrasif. Namun, batas kedalaman pada lapisan compound adalah drawback dan sementara nitriding atau nitrocarburizing dapat diaplikasikan dengan baik hanya pada material yang memiliki
abrasi lunak.
Ketahanan aus perekat baja secara dramatis membaik setelah nitridasi atau
Lapisan Senyawa memberikan gesekan rendah dan kecenderungan rendah untuk "las" menentang permukaan baja. Sebuah zona luar berpori berfungsi sebagai pelumas waduk. Semua sifat ini bertindak bersama-sama untuk memberikan ketahanan aus perekat yang sangat baik.
Dibandingkan dengan metode pengerasan permukaan termal atau termokimia lain pada baja nitridasi dan nitrocarburizing yang unik karena ketahanan korosi
ditingkatkan. Perkembangan baru dari proses memiliki ketahanan korosi bahkan lebih ditingkatkan pada manfaat tambahan dari penampilan permukaan estetis menyenangkan hitam pekat. Ini diperoleh oleh oksidasi sedikit setelah proses