1
“ PENGENDALIAN KUALITAS BOTOL SPRITE DI PT X SURABAYA ”
Pengusul
: Alif Juni Paresadi.
NRP
: 1307100520.
ABSTRAKSI
Biaya kualitas dalam dunia industri memiliki peranan yang penting terutama pada penghematan pengeluaran perusahaan. Memberi usulan proses perbaikan dan penilaian untuk dapat menentukan urutan prioritas perbaikan cacat dengan meminimalkan biaya produksi tanpa mengurangi kualitas produk. Metode analisis yang digunakan berdasarkan 10 jenis cacat. Dan mana yang menghemat biaya kualitas antara top ten total quality cost dan top ten defect. Setelah dilakukan penelitian top ten defect dapat menghemat biaya kualitas sebesar Rp 24.770,196.
Kata kunci : Biaya Kualitas.
PENDAHULUAN. 1.1 Latar Belakang.
Dalam era industrialisasi yang semakin kompetitif sekarang ini, setiap pelaku bisnis yang ingin memenangkan kompetisi dalam dunia industri akan memberikan perhatian penuh terhadap kualitas. Salah satu dampak peningkatan adalah pendapatan terjadi karena peningkatan penjualan produk berkualitas yang berharga kompetitif. Kualitas memiliki banyak definisi yang beraneka ragam dan berfariasi dari konvensional sampai yang lebih strategik. Definisi konvensional dari kualitas biasanya menggambarkan karakteristik langsung dari suatu produk (Gaspersz,1997).
PT X bergerak dalam bidang pembuatan botol yang terbuat dari kaca. Segala jenis botol dapat dibuat di PT X dan perusahaan yang memesan bukan hanya dalam negeri saja melainkan sudah beredar sampai kemanca negara. Proses produksi botol yang dilakukan PT X terdiri dari 6 proses utama yaitu penyimpanan bahan baku, pencampuran bahan baku, peleburan bahan baku, pembentukan botol annealing I, sortir, labeling dan annealing II. Dalam setiap proses terdapat banyak sekali operasi yang mempunyai pengaruh besar terhadap karakteristik kualitas produksi botol.
Dalam pengendalian kualitas terhadap cacat yang terjadi dalam proses produksinya, PT X belum menggunakan metode statistik dengan menggunakan teknik peta Shewhart. Peta control yang digunakan adalah peta control sistem target defect item per unit botol. Target disini adalah jumlah
defect item per unit botol produk maksimum yang boleh terjadi. Penetapan angka target ditentukan
oleh PT X sebagai pemegang tunggal produksi botol. Penetapan angka target tidak didapatkan dari perhitungan statistik tetapi terhadap produksi yang berjalan. Sehingga perlu dilakukan penelitian lebih lanjut untuk mengetahui proses pembuatan botol di PT X dalam kendali atau tidak.
Penerapan sistem target menimbulkan beberapa impilikasi negatif. Diantaranya terhadap pekerja, pengendalian mutu dan maintenanece produksi terhadap pekerja dijalur produksi, sistem penentuan taget menjadi memberatkan, karena angka target lebih bersifat historikal yang ditentukan oleh manajemen dan bulan dari kondisi yang terjadi pada proses yang sedang berjalan dijalur produksi. Akibatnya banyak terjadi defect item per unit botol berada diatas target dan proses produksi dikatakan tidak terkendali, sedangkan performasi kerja dinilai oleh manajemen salah satunya berdasarkan pencapaian angka target tersebut.
1.2 Rumusan Masalah.
Dari permasalahan yang terdapat pada PT X dapat dirumuskan sebagai berikut :
1. Berapa total biaya kualitas yang harus dikeluarkan oleh PT X Surabaya untuk proses perbaikan dan penilaian cacat botol sprite selama bilan Maret 2009?
2. Beradasarkan penghematan biaya kualitas manakah yang terbaik antara top ten total quality
2
1.3 Tujuan Penelitian.
Berdasarkan permasalahan diatas, maka tujuan peneliti adalah untuk :
1. Membandingkan pengendalian kualitas statistik yang tebaik berdasarkan penghematan biaya kulitas antara top ten total quality cost dan top ten defect.
2. Menentukan total biaya kualitas yang harus dikeluarkan oleh PT X Surabaya untuk proses perbaikan dan penilaian cacat botol sprite selama bilan Maret 2009.
1.4 Batasan Masalah.
Untuk memudahkan dalam penelitian, maka peneliti membatasi masalah sebagai berikut :
1. Data yang digunakan adalah data produksi botol sprite yang tersedia di bagian Sortir pada bulan Maret 2009, dengan ukuran 200 ml. Data diambil dari seksi pengawasan mutu dan kualitas PT X.
2. Data cacat botol sprite yang diambil adalah yang dominan.
1.5 Manfaat Penelitian.
1. Bagi Perusahaan.
Bahan pertimbangan atau masukan untuk menentukan kecacatan produksi botol pada seksi pengawasan mutu dan kualitas di PT X.
2. Bagi Peneliti.
Hasil penelitian diharapkan dapat digunakan untuk mendalami tentang pengendalian kualitas. 3. Bagi pembaca.
Hasil penelitian dapat dipergunakan sebagai bahan bacaan yang menarik dan perbandingan dalam penelitian selanjutnya.
METODOLOGI PENELITIAN
2.1 Langkah – Langkah Analisis Adalah :
1. Menghitung waktu standar untuk melakukan perbaikan tiap cacat dan penilaian sebagai berikut :
Langkah – langkah yang dilakukan dalam tahap ini adalah :
Menentukan jumlah kecukupan data yang diteliti dengan tingkat keyakinan 95% dan tingkat ketelitian 10%. Agar mengetahui data yang diteliti apakah sudah cukup atau perlu ada penambahan.
Mengelompokkan data kedalam sup group dan menghitung rata – rata dari sup group.
Menghitung waktu standar deviasi sebenarnya dari waktu penyelesaian. Menghitung standar deviasi dari distri busi harga rata – rata sub group. Menentukan batas kontrol atas dan bawah.
Menghitung waktu siklus rata - rata. Menghitung waktu normal.
Menghitung waktu standar.
2. Menghitung besarnya biaya kualitas untuk perbaikan tiap jenis cacat.
Setelah mendapatkan waktu standar untuk masing – masing cacat dominan, kemudian dicari biaya kualitas dari masing –masing cacat tersebut yang meliputi internal failure dan biaya penilaiansetiap cacat adalah biaya tenaga kerja, biaya deprisiasi mesin, biaya pemakaian listrik. Biaya tenaga kerja diadapat dengan mengalikan waktu standar perbaikan satu cacat dengan upah tenaga kerja. Kemudian biaya depresiasi mesin didapat kan dari harga mesin dibagi dengan umur mesin. Biaya listrik terpakai pada proses perbaikan cacat. Biaya kualitas total untuk setiap cacat didapatkan dari penjumlahan faktor – faktor diatas.
3
Setelah mendapatkan biaya kualitas untuk perbaikan masing – masing cacat yang dominan, kemudian dibuat diagram pareto terhadap cacat yang terjadi dalam proses produsi botol sprite pada bulan Maret 2009 berdasarkan 10 jumlah cacat terbanyak dan berdasrkan 10 biaya kualitas terbesar
4. Analisis keseluruhan merupakan hasil dari analisia secara singkat untuk tiap metode yang digunakan. Tahap ini memberikan usulan yang terbaik untuk mengurangi jumlah cacat yang terjadi.
ANALISIS DAN PEMBAHASAN 3.1 Analisis Data Yang Akan Diolah.
Data yang akan diolah tahap ini adalah data yang berasal dari Seksi Pengawasan Mutu dan Kualitas. Data cacat botol sprite ukuran kecil yaitu 200 ml pada bulan Maret 2009 dapat dilihat di Lampiran 1.
3.2 Analisis terhadap hasil perhitungan biaya kualitas.
Dalam tahap ini akan dibahas mengenai perhitungan biaya kualitas berdasarkan data-data yang didapat dari PT X Surabaya.
3.2.1 Perhitungan Waktu Standar Proses Perbaikan dan penilaian Tiap Cacat.
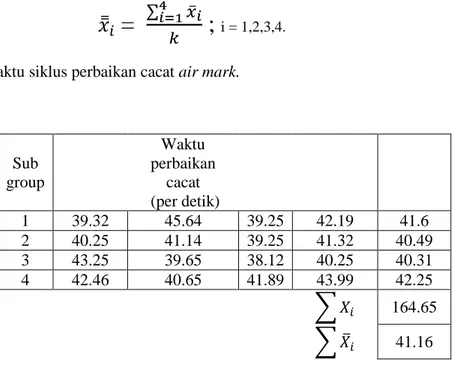
Untuk menghitung waktu standar, terlebih dahulu mencari waktu siklus. Data-data yang akan diolah adalah data-data pada Lampiran 2. Untuk lebih jelasnya maka akan di uraikan hasil perhitungan wak tu standar cacat air mark. Rumus dan tahapan telah diuraikan metodologi.
1. Menentukan jumlah pengukuran yang harus dilakukan untuk tingkat keyakinan 95% dan tingkat ketitian 10% dengan rumus :
-;
i = 1,2,...,16.Masukkan nilai N = 16 dan data X pada lampiran 2 untuk cacat air mark N’ = 0,88 di bulatkan menjadi 1 data. Sedangkan data pendahuluan sebesar 16 data jadi nilai N’ tidak melebihi nilai N maka perhitungan waktu siklus proses perbaikan cacat air mark dapat dilanjutkan.
2. Mengelompokkan data ke dalam sub group dan menghitung rata-rata.
=
;
i = 1,2,3,4. Tabel 3.1 waktu siklus perbaikan cacat air mark.Sub group Waktu perbaikan cacat (per detik) 1 39.32 45.64 39.25 42.19 41.6 2 40.25 41.14 39.25 41.32 40.49 3 43.25 39.65 38.12 40.25 40.31 4 42.46 40.65 41.89 43.99 42.25 164.65 41.16
4
=
=
10,29 detik.Jadi, hasil rata-rata dari sub group adalah sebesar 10.29 detik. Untuk waktu siklus setiap cacat dapat di lihat pada lampiran 2.
3. Menghitung waktu standar devisiasi sebenarnya dari waktu penyelesaian.
σ =
= = 1,925 detik.
Jadi, nilai waktu standar devisiasi sebenarnya dari waktu penyesuaian adalah 1,925 detik. 4. Menghitung standar devisiasi dari distribusi harga rata-rata sub group :
= = 1.925 / 2 = 0,96 detik. 5. Menghitung keseragaman data :
BKA = + 3 = 41.16 + 3 (0.96) = 44,04 detik. BKB = - 3 = 41.16 – 3 (0.96) = 38,28 detik.
Dari perhitungan keseragaman yang dilakukan tiadk ada datang ekstem maka semua data dapat digunakan dalam perhitungan selanjutnya.
6. Perhitungan waktu siklus
Ws =
⁄ N
; i = 1,2,....,16Dimasukkan Xi dan N sebesar pada tabel 3.1 maka didapat waktu siklus dari perbaikan cacat
air mark sebesar 41,16 detik.
7. Untuk mencari besarnya nilai performa rating menggunakan cara melihat tabel Shumard. Perincian performa rating untuk setiap tiap cacat dapat dilihat pada Lampiran 3.
Nilai performa rating untuk cacat air mark sebabai berikut : Keterampilan : 0.13 (superskill)
Usaha : 0.05 (good) Kondisi kerja : -0.03 (fair) Konsentrasi : 0.01 (good)
Dari masing-masing performa rating dijumlahkan makan didapatkan nilai
p = 1 + 0,16 = 1,16
Waktu normal = 41.16 x 1,16 = 47,74 detik.
Jadi, waktu normal sebesar untuk cacat air mark 47,74 detik. 8. Menghitung waktu standrat dengan rumus :
Waktu standart =
waktu normal x (jam/unit)
Ws = 47,74 x = 50,78 detik.
Jadi, waktu standar pada cacat air mark sebesar 50,78 detik. Untuk mengetahui hasil dari perhitungan waktu standar keseluruhan cacat pada botol sprite yang terjadi dapat dilihat pada bulan Maret 2009 pada Lampiran 3.
3.2.2 Perhitungan Biaya Kualitas.
Setelah mendapatkan waktu baku untuk perbaikan masing-masing cacat pada botol sprite, kemudian mencari kualitas dari masing-masing cacat yang meliputi internal failure dan biaya penilaian.
Perhitungan biaya kualitas sebagai berikut : 1. Biaya kegagalan Internal
a. Biaya Material terpakai yang dibutuhkan dalam proses perbaikan pada cacat air mark meliputi :
5 Strapping band = Rp 14.63
Lap = Rp 20
Minyak fos = Rp 11.5
Jadi biaya material untuk cacat air mark yang dikeluarkan adalah Rp 106.083. unutuk seluruh cacat dapat dilihat pada lampiran 4.
b. Biaya listrik pada bulan Maret 2009 digunakan 6 pembakit daya atau kompresor dengan daya masing-masing 230 KW, dan tarif listrik industri sebesar Rp 1.380/ KWh ( data : situs :
www.PLN.com search google pada bulan Mei 2009). Penggunaan listrik oleh kompresor
dalam sehari yaitu 9,487. Maka penggunaan listrik per detik adalah 6 x 230 x 9,487 x 1380 : (6 x 8 x3600) = 104,66 rupiah. Biaya listrik per detik untuk setiap cacat dapat dilihat pada lampiran .
Dari pengamatan penggunaan listrik untuk perbaikan cacat air mark adalah 40,02 x 104,66= 4180,4932rupiah.
c. Biaya tenaga kerja di PT.X adalah 35.000 per jam. Dalam memperbaiki cacat air mark yaitu Rp 35.000 : 3600 = Rp 9,72. Jadi biaya pekerja yang harus dikeluarkan untuk memperbaiki cacat air mark sebesar 41.16 x 9,72 = Rp 400,0752.
d. Biaya depresiasi mesin untuk cacat air mark sebagai berikut mesin yang digunakan untuk perbaikan cacat air mark adalah mesin Coasting dengan harga 25.645.000 umur mesin 10 tahun dengan asumsi ( 1 bulan 20 hari kerja dan 1 sift 8 jam) maka biaya depresiasi mesin
Coasting = 25.645.000 : (6 x 240 x 8 x 3600) = Rp 0,371 per detik. Lama penggunaan mesin Coasting untuk perbaikan cacat air mark sebesar 40,02detik. Jadi biaya depresiasi yang harus dikeluarkan sebesar Rp 0,371 x 40,02 = Rp 14,85. Untuk biaya depresiasi mesin keseluruhan dapat dilihat pada Lampiran 6.
Tabel 3.2 biaya depresiasi mesin.
Jenis Mesin Harga mesin
Umur mesin (Tahun) Biaya deprediasa (Rp) Titl 9564000 6 0,230 Warm 18053000 7 0,373 Coasting 25645000 10 0,371 Sidewall 8546000 5 0,247 Superinspector 18165000 6 0,438 Missprint 39050000 15 0,376 Lahr 21980000 12 0,264
Jadi total biaya kegagalan internal yang harus dikeluarkan untuk perbaiki cacat air mark yaitu sebesar Rp 106,083 + Rp 4180,4932 + Rp 400,0752 + Rp 14,85 = Rp 4701,5014.
2. Biaya Penilaian.
Diketahui waktu standar untuk melakukan penilaian terhadap seluruh cacat sebesar 7,851 detik. Jadi, biaya pekerja yang harus dikeluarkan sebesar = 7,851 x 9,72 = Rp 76,31 sedangkan biaya material yang terpakai untuk satu lembar kertas feedback cacat atau cold end seharga Rp 81,606 total biaya penilaian adalah Rp 76,31 + Rp 81,606 = Rp 157,91.
Maka total biaya kualitas yang harus dikeluarkan untuk melakukan proses perbaikan dan penilaian dari cacat air mark sebesar Rp 4701,5014 + Rp 157,91 = Rp 4859,41. Biaya kualitas setiap cacat dapat dilihat pada Lampiran 7.
3.3 Analisis Terhadap Hasil Pengolaha Diagram Pareto.
Proses pengendalian kualitas terhadap cacat-cacat yang terjadi, harus sepenuhnya memperhatikan besarnya biaya kualitas yang dikeluarkan untuk memperbaiki cacat tersebut. Terlebih apabila proses perbaikan terhadap cacat-cacat yang terjadi tersebut membutuhkan biaya yang tinggi.
6
Proses pengendalian kualitas terhadap cacat banyak yang beroriantasi pada jumlah terjadinya cacat, sehingga mengurangi biaya kualitas yang harus dikeluarkan. Jenis cacat yang harus mendapatkan prioritas untuk diperbaiki adalah cacat-cacat yang mempunyai frekuensi kemunculan terbesar, sedangkan kenyataannya banyak faktor-faktor yang mempengaruhi biaya kualitas.
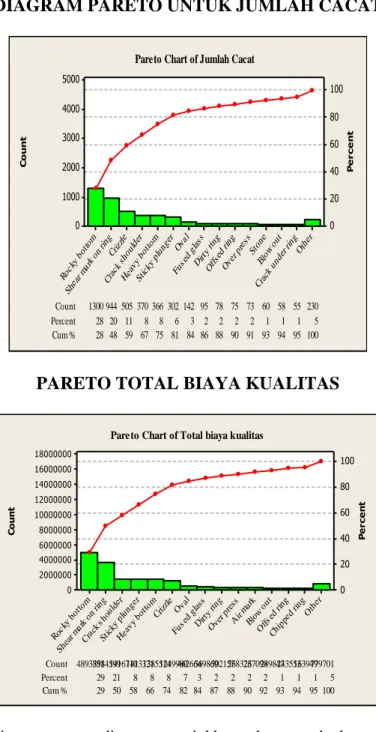
DIAGRAM PARETO UNTUK JUMLAH CACAT
C o u n t P e r c e n t Count 78 75 73 60 58 55 230 Percent 28 20 1300 11 8 8 6 3 2 2 2 2 1 944 1 1 5 Cum % 28 48 59 67 75 81 505 84 86 88 90 91 93 94 95 100 370 366 302 142 95 Oth er Crac k un der r ing Blow out Ston e Ove r pre ss Offs ed ri ng Dirt y rin g Fus e d gl ass Ova l Stic ky p lung er Hea vy b otto m Cra ck s houl der Criz zle Shea r mar k on ring Rock y bo ttom 5000 4000 3000 2000 1000 0 100 80 60 40 20 0 Pareto Chart of Jumlah Cacat
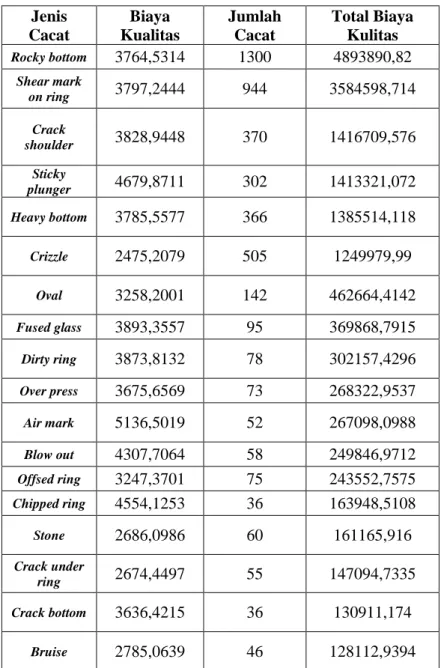
PARETO TOTAL BIAYA KUALITAS
C o u n t P e rc e n t Count 302157268323267098249847243553163949779701 Percent 29 21 4893891 8 8 8 7 3 2 2 2 2 1 3584599 1 1 5 Cum % 29 50 58 66 74 82 1416710 84 87 88 90 92 93 94 95 100 141332113855141249980462664369869 Oth er Chi pped ring Offs ed ri ng Blow out Air mar k Ove r pre ss Dirt y rin g Fus e d gl ass Ova l Criz zle Hea vy b otto m Stic ky p lung er Cra ck s houl der Shea r mar k on ring Rock y bo ttom 18000000 16000000 14000000 12000000 10000000 8000000 6000000 4000000 2000000 0 100 80 60 40 20 0
Pareto Chart of Total biaya kualitas
Kedua jenis diagram pareto diatas menunjukkan adanya perbedaan dalam urutan prioritas cacat. Dengan menggunakan diagram pareto berdasarkan jumlah cacat dan total biaya kualitas, didapatkan kesamaan pada prioritas cacat terbesar dan total biaya kualitas selama bulan Maret 2009 dengan peringkat teratas adalah cacat Rocky bottom sebesar 1300 botol dan total biaya kualitas yang dapat dihemat bila keseluruhan cacat Rocky bottom dapat dihilangkan sebesar Rp 4.893.890,82.
Perbedaan diagram pareto diatas adalah urutan prioritas jumlah cacat dan total biaya kualitas. Pada urutan ke tiga diagram pareto jumlah cacat diduduki cacat crizzle dengan jumlah cacat 505 botol sedangkan pada total biaya urutan ke tiga di tempati Crack shoulder dengan total biaya
Rp 1.416.709,576. Walaupun cacat crizzle memiliki jumlah kemumculan cacat besar, tetapi tidak menimbulkan biaya kualitas perbaikan cacat besar.
7
Dalam melakukan pengolaha terhadap data-data kualitas, peneliti menggambil 10 cacat yang menghasilkan biaya kualitas yang terbesar. Pemilihan 10 cacat agar pihak manajemen bisa menghemat biaya kualitas dan memangkas biaya yang tidak diperlukan.
Perbandingan antara prioritas perbaikan terhadap 10 jenis cacat menunjukkna bahwa prosentase perubahan biaya kualitas terhadap total biaya kualitas, lebih besar dari pada prosentase perubahan biaya kualitas terhadap total jumlah cacat. Sehingga perbaikan cacat diprioritas biaya kualitas membawa perubahan yang lebih besar dibandingkan dengan perbaikan cacat dengan prioritas jumlah cacat.
Berdasarkan analisis diatas, maka didapat bahwa penggunaan diagram pareto berdasarkan biaya kualitas untuk perbaikan cacat, dapat mengurangi biaya pengendalian kualitas terhadap cacat tanpa mengurangi kualitas produk secara keseluruhan.
3.4 Analisis Keseluruhan.
Dari hasil perhitungan yang telah dilakukan oleh penulis maka dapat dilihat di tabel 3.3 hasil seluruh cacat yang terjadi :
Tabel 3.3 Total Biaya Kualitas Seluruh Cacat.
Jenis Cacat Biaya Kualitas Jumlah Cacat Total Biaya Kulitas Rocky bottom 3764,5314 1300 4893890,82 Shear mark on ring 3797,2444 944 3584598,714 Crack shoulder 3828,9448 370 1416709,576 Sticky plunger 4679,8711 302 1413321,072 Heavy bottom 3785,5577 366 1385514,118 Crizzle 2475,2079 505 1249979,99 Oval 3258,2001 142 462664,4142 Fused glass 3893,3557 95 369868,7915 Dirty ring 3873,8132 78 302157,4296 Over press 3675,6569 73 268322,9537 Air mark 5136,5019 52 267098,0988 Blow out 4307,7064 58 249846,9712 Offsed ring 3247,3701 75 243552,7575 Chipped ring 4554,1253 36 163948,5108 Stone 2686,0986 60 161165,916 Crack under ring 2674,4497 55 147094,7335 Crack bottom 3636,4215 36 130911,174 Bruise 2785,0639 46 128112,9394
8
Could mould 3863,368 32 123627,776
Pinched beck 3171,026 28 88788,728
Jumlah 17.051.175,48
Dari tabel 3.3 dapat dilihat hasil keseluruhan perhitungan cacat botol sprite pada bulan Maret. Maka pengeluaran biaya kualitas yang dikeluarkan oleh PT X Surabaya sebesar Rp 17.051.175,48.
Perbandingan antara top ten total quality cost dan top ten defect dapat dilihat pada tabel 4.5 dan tabel 4.6 sebagai berikut :
Tabel 3.4 Top Ten Defect.
Jenis cacat Jumlah cacat
Biaya kualitas (Rp) Total kualitas (Rp) Rocky bottom 1300 3764,5314 4893890,82 Shear mark on ring 944 3797,2444 3584598,714 Crizzle 505 2475,2079 1249979,99 Crack shoulder 370 3828,9448 1416709,576 Heavy bottom 366 3785,5577 1385514,118 Sticky plunger 302 4679,8711 1413321,072 Oval 142 3258,2001 462664,4142 Fused glass 95 3893,3557 369868,7915 Dirty ring 78 3873,8132 302157,4296 Offsed ring 75 3247,3701 243552,7575 Jumlah 4177 ---- 15.322.257,68
Perbaikan dengan metode biaya kualitas dengan top ten defect adalah mengurutkan jumlah cacat mulai yang terbanyak sampai terkecil. Dari hasil tabel 3.4 diatas dapat dilihat berapa pengeluaran biaya kualitas yang dikeluarkan PT X pada bulan Maret 2009 sebesar Rp 15.322.257,68.
Dan top ten total quality cost adalah mengurutkan biaya kualitas tiap cacat mulai yang terbesar sampai terkecil untuk memperbaiki cacat yang terjadi. Karena setiap cacat memiliki karekteristik masing-masing dan biaya perbaikan yang dikeluarkan tidak sama antara cacat yang satu dengan yang lain. Untuk lebih jelasnya peneliti menampilkan tabel 3.5 agar dapat mengetahui besar biaya kualitas perbaikan top ten total quality cost pada bulan Maret 2009. Dari hasil perhitungan yang dilakukan peneliti biaya kualitas yang harus dikeluarkan oleh PT X pada bulan Maret 2009 sebesar Rp 15.347.027,88
9
Tabel 3.5 Top Ten Total Quality Cost.
Jenis Cacat Biaya Kualitas (Rp) Jumlah Cacat Total Biaya Kulitas (Rp) Rocky bottom 3764,5314 1300 4893890,82 Shear mark on ring 3797,2444 944 3584598,714 Crack shoulder 3828,9448 370 1416709,576 Sticky plunger 4679,8711 302 1413321,072 Heavy bottom 3785,5577 366 1385514,118 Crizzle 2475,2079 505 1249979,99 Oval 3258,2001 142 462664,4142 Fused glass 3893,3557 95 369868,7915 Dirty ring 3873,8132 78 302157,4296 Over press 3675,6569 73 268322,9537 Jumlah ---- 4175 15.347.027,88
Dari penelitian yang telah dilakukan dapat dilihat adanya selisih antara biaya top ten total
quality cost dan top ten defect. Yaitu sebesar Rp 24.770,196 dapat menghemat biaya perbaikan
kualitas pada bulan Maret 2009.
KESIMPULAN DAN SARAN
4.1 Kesimpulan.
Setelah peneliti melakukan penelitian menyimpulkan hasil penelitian sebagai berikut :
1. Biaya kualitas yang harus dikeluarkan oleh PT X untuk memperbaiki seluruh cacat yang terjadi pada botol sprite selama bulan Maret 2009 adalah sebesar Rp 17.051.175,48.
2. Biaya kualitas untuk perbaikan top ten total quality cost sebesar Rp 15.347.027,88,- sedangkan biaya kualitas top ten defect sebesar Rp 15.322.257,68,-. Jadi dengan melakukan proses perbaikan terhadap 10 cacat berdasarkan top ten defect dapat menghemat biaya sebesar Rp 24.770,196,- pada bulan Maret 2009.
4.2 Saran.
Dari hasil penelitian yang dilakukan, maka peneliti menyarankan hal-hal sebagai berikut : 1. Pencatatan data-data tentang cacat yang dilakukan oleh seksi Sortir dalam tiap bulan
supaya lebih lengkap dan terstruktural terhadap semua produksi.
2. Dalam perbaikan cacat lebih baik menggunakan metode top ten defect karena sudah ada penelitian penghematan biaya kualitas.
DAFTAR PUSTAKA
Besterfield, D.H. (1998). Quality Control (5 th edition). Singapore : Prentice-hall, Inc.
10
Feigenbaum, A.V. (1992). Kendali Mutu Terpadu. Edisi Ketiga. Jakarta : Erlangga.
Gaspersz, Vincent. (1997). Penerapan Konsep – Konsep Kualitas Dalam Manajemen Bisnis Total. Jakarta : Gramedia Pustaka Utama.
Mitra, A. (1993). Fundamentals Of Quality Control and Impovement. Singapore : Mac Millan Publishing Co.
Montgomery, D.C. (1998). Pengantar Pengendalian Kualitas Statistik. Yogyakarta : Gadjah Mada University Press.
Widihararih, T.Dra, M. Si.(2002). Rancangan Percobaan. Semarang : Akademi Statistika Muhammadiyah.
Trihendradi, Cornelius.(2005).SPSS 13:Step by Step Analisis Data Statistik. Yogyakarta : ANDI. Irawan, Nur. Ph.D., dan Astuti, S.P. (2006). Mengolah Data Statistik dengan Mudah Menggunakan
Minitab 14. Yogyakarta : ANDI.