BAB II
LANDASAN TEORI
Pada bab ini akan dibahas mengenai teori-teori dasar yang digunakan untuk menunjang perancangan dan pembuatan Prototype Mesin CNC.
2.1 Computer Numerical Control (CNC)
Computer numerical control (CNC) adalah sebuah sistem dimana mikrokomputer atau mikrokontroller merupakan bagian integral dari panel control mesin (James G. Keramas, 1999, hal 248). Mikrokomputer atau mikrokontroller mengolah data dari pengguna dalam bentuk bahasa numerik (data perintah dengan kode angka, huruf dan simbol) sesuai standar ISO.
Awal lahirnya mesin CNC (Computer Numerically Controlled) bermula dari 1952 yang dikembangkan oleh John Pearseon dari Institut Teknologi Massachusetts, atas nama Angkatan Udara Amerika Serikat. Semula proyek tersebut diperuntukkan untuk membuat benda kerja khusus yang rumit.Semula perangkat mesin CNC memerlukan biaya yang tinggi dan volume unit pengendali yang besar.Pada tahun 1973, mesin CNC masih sangat mahal sehingga masih sedikit perusahaan yang mempunyai keberanian dalam mempelopori investasi
dalam teknologi ini. Dari tahun 1975, produksi mesin CNC mulai berkembang pesat.Perkembangan ini dipacu oleh perkembangan mikroprosesor, sehingga volume unit pengendali dapat lebih ringkas. Dewasa ini penggunaan mesin CNC hampir terdapat di segala bidang. Dari bidang pendidikan dan riset yang mempergunakan alat-alat demikian dihasilkan berbagai hasil penelitian yang bermanfaat yang tidak terasa sudah banyak digunakan dalam kehidupan sehari- hari masyarakat banyak. Contoh dari mesin CNC terlihat pada Gambar 2.1.
Gambar 2.1 Mesin CNC
Mesin CNC memiliki 3 buah bagian utama yang dapat bergerak berdasarkan sumbu X, Y, dan Z. Sistem kerja teknologi CNC ini akan lebih presisi antara komputer dan mekanik, sehingga bila dibandingkan dengan mesin perkakas yang sejenis, maka mesin CNC lebih teliti, tepat, fleksibel dan cocok untuk produksi massal.
2.1.1 Format Pemrograman NC
Format pemrograman NC yang dikenal saat ini adalah G-Code. Format G- Code ini adalah format yang pertama dikenalkan dan dikhususkan untuk pemrograman NC. G-Code adalah nama umum dari ISO 6983 atau Numerical Control of Machine – Program Data Format And Definition of Address Words.
Awal tahun 1960 G-Code ini dikembangkan oleh Electronical Industries Alliance secara terus – menerus sehingga akhirnya dikeluarkan revisi terakhir yang disetujui pada bulan februari tahun 1980 yang disebut RS274D.
G-Code yang berorientasi pada mesin (Machine Oriented) yaitu berfokus pada jejak titik pusat pahat (tool center path) pada sumbu mesin untuk pemogramannya. Contoh dari beberapa kode G terlihat pada Tabel 2.1.
Tabel 2.1 Beberapa Contoh Kode G-Code CNC
2.1.2 Nilai Koordinat Pada Mesin CNC
Dalam pemrograman CNC ada dua nilai koordinat yang biasa digunakan dalam pembuatan sebuah program, yaitu absolute G90 dan incremental G91.
Keduanya dapat dipergunakan untuk membuat program tergantung tingkat kesulitan dan kemudahan proses.
Koordinat absolute digunakan apabila proses permesinan dengan reference kerja tetap atau titik nolnya tidak berpindah tempat, sedangkan yang dimaksud dengan koordinat incremental yaitu apabila titik referensi berpindah – pindah.
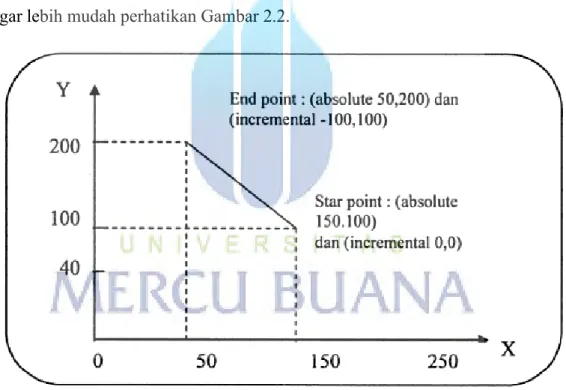
Agar lebih mudah perhatikan Gambar 2.2.
Gambar 2.2 Koordinat Absolute dan Incremental
Gambar di atas dapat membedakan antara absolute dan incremental melalui bentuk koordinat seperti di bawah ini. Koordinat absolute(G90) adalah
koordinat yang titik nolnya tetap sehingga jika dibuat dalam bentuk program akan ditulis sebagai berikut:
G90 X150 Y100 G90 X50 Y200
Sementara itu, koordinat incremental (G91) adalah koordinat yang titik nolnya berpindah tempat sehingga jika dibuat dalam bentuk program akan ditulis sebagai berikut:
G91 X0 Y0 G91 X-100 Y100 G91 X-100 Y100
2.1.3 Fungsi Interpolasi
Fungsi kode G yang sering digunakan dalam proses permesinan adalah gerakan lurus (G00, G01), ataupun melingkar (G02, G03). Titik koordinat yang dapat digunakan koordinat absolute dan incremental bergantung pada tingkat kesulitan sebuah proses.
2.1.3.1 Fungsi G00 Rapid Axes Positioning
Kode G00 berfungsi untuk memposisikan pahat terhadap benda kerja.Gerakan ini bisa dilakukan dengan mengunakan perintah koordinat absolute G90 atau incremental G91, G00 dapat bergerak cepat atau dapat diatur oleh handle ravid traverse yaitu pengatur langkah kecepatan gerak pahat [5]. Besaran lintasan
dari ravid traverse dibuat dalam bentuk persentase antara 25%, 50% dan 100%
dari langkah semestinya tergantung mesin.
Syntax: G00 [G-code] [axes] [offset] [F..] [a]
Keterangan :
G-code : Kode G00 untuk bergerak ke posisi pahat.
Axes : Sumbu X , Y atau Z dengan nilai numeriknya.
Offset : Factor offset (opsional).
F : Kecepatan menuju titik pahat(opsional).
a : Acceleration atau percepatan (opsional).
2.1.3.2 Fungsi G01 Linier Interpolation
Kode G01 berfungsi untuk melakukan proses pemotongan benda kerja dengan garis lurus. gerakan ini bisa dilakukan dengan mengunakan perintah koordinat absolute G90 atau incremental G91.
Syntax: G01 [G-code] [axes] [offset] [F..] [a]
Keterangan :
G-code : Kode G01 untuk bergerak lurus memahat.
Axes : Sumbu X ,Y atau Z dengan nilai numeriknya.
Offset : Factor offset (opsional).
F : Kecepatan menuju titik target (opsional).
a : Acceleration atau percepatan (opsional).
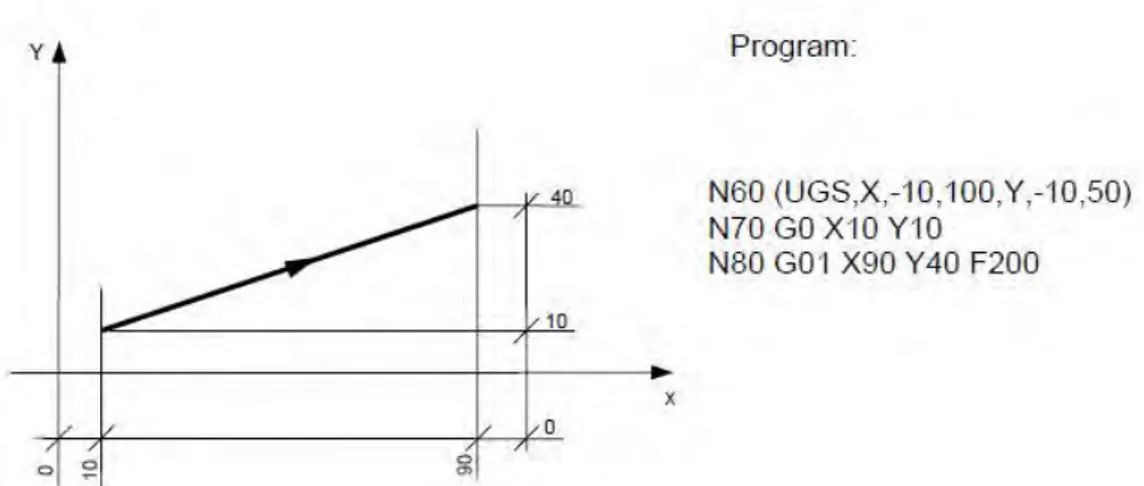
Gambar 2.3 Contoh Program dan Simulasi G00 dan G01
2.1.3.3 Fungsi G02 dan G03 Circular Interpolation
Kode G02 dan G03 berfungsi untuk melakukan proses pemotongan benda kerja dengan bentuk melingkar. Gerakan ini bisa dilakukan dengan menggunakan perintah koordinat absolute G90 atau incremental G91. Lintasan G02 adalah lintasan pahat yang bergerak searah jarum jam (CW) dan G03 lintasan pahat yang bergerak kebalikan arah jarum jam (CCW). Proses kerja dari kode ini harus diikuti dengan besar kecepatan langkah proses pemotongan (F) dan juga radius lintasan(R).
Syntax: G02 atau C03 [G-code] [axes] I J [F..] [a]
G02 atau C03 [G-code] [axes] R [F..] [a]
Keterangan :
G-code : Kode G02 atau G03 untuk bergerak melingkar.
Axes : Sumbu X , Y atau Z dengan nilai numeriknya.
I : Abscissa dari titik pusat lingkaran.
J : Ordinate dari titik pusat lingkaran.
R : Radius lingkaran.
F : Kecepatan menuju titik target (opsional).
a : Acceleration atau percepatan (opsional).
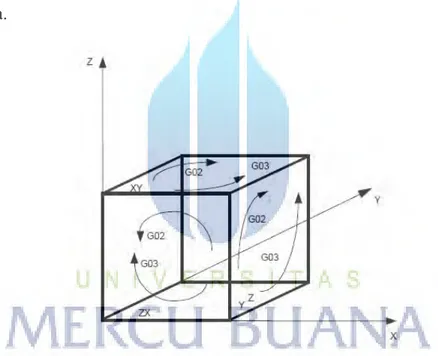
Maksimum derajat yang dapat diprogram adalah 3600. Untuk orientasi bentuk tiga dimensi seperti yang terlihat pada Gambar 2.4, harus mensetting G16, G17, G18 dan G19. G17 atau orientasi sumbu X- Y secara otomatis aktif ketika mesin menyala.
Gambar 2.4 Orientasi Bidang Pada Tiga Dimensi
Gambar 2.5 menunjukkan contoh ilustrasi dari circular interpolation G02 (searah jarum jam) dan G03 (berlawanan jarum jam) dengan koordinat titik pusat lingkaran I dan J.
Gambar 2.5 Ilustrasi Circular Interpolation
Circular interpolation dengan absolute programming:
X10 Y20
G2 X46 Y20 I28 J20 F200 G3 X64 Y38 I46 J38
Circular interpolation dengan incremental programming:
X10 Y20
G2 G91 X36 I18 J0 F200 G3 X18 Y18 I0 J18
2.2 Arduino
Arduino adalah papan rangkaian elektronik open source yang di dalamnya terdapat komponen utama yaitu sebuah chip mikrokontroler dengan jenis AVR dari perusahaan Atmel. Mikrokontroler itu sendiri adalah chip atau IC (integrated circuit) yang bisa diprogram menggunakan komputer.
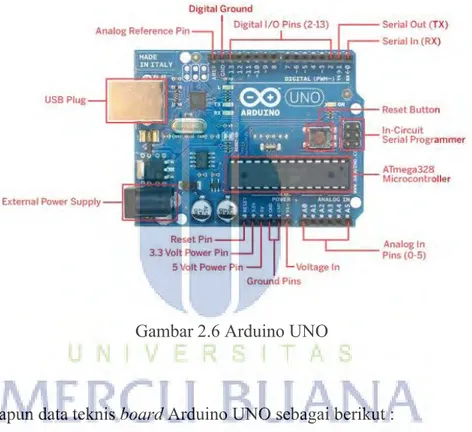
Tujuan menanamkan program pada mikrokontroler adalah agar rangkaian elektronik dapat membaca input, memproses input tersebut dan kemudian menghasilkan output sesuai yang diinginkan. Jadi mikrokontroler bertugas sebagai otak yang mengendalikan proses input, dan output sebuah rangkaian elektronik. Bagian-bagian pada Arduino dapat dilihat pada Gambar 2.6.
Gambar 2.6 Arduino UNO
Adapun data teknis board Arduino UNO sebagai berikut :
Mikrokontroler: Arduino UNO
Tegangan Operasi: 5V
Tegangan Input (recommended): 7 - 12V
Tegangan Input (limit): 6 - 20V
Pin digital I/O: 14 ( 6 diantaranya pin PWM )
Pin analog input: 6
Arus DC per pin I/O: 40 mA
Arus DC untuk pin 3.3V: 150 mA
Flash Memory: 32 KB dengan 0.5 KB digunakan untuk bootloader
SRAM: 2 KB
EEPROM: 1 KB
Kecepatan Pewaktu: 16 MHz
2.3 Motor Stepper
Motor stepper seperti pada Gambar 2.7 adalah salah satu jenis motor DC yang dapat berputar pada sudut tertentu pada langkah tetap. Besarnya langkah bervariasi antara 0,9o hingga 90o.
Gambar 2.7 Motor Stepper
Motor stepper digunakan pada aplikasi yang memerlukan perputaran pada sudut tertentu namun tidak memerlukan feedback dari sensor posisi. Sudut perpindahan diketahui dengan menghitung jumlah langkah yang telah dilakukan.
Motor stepper merupakan satu-satunya jenis motor DC yang pengendaliannya dapat dilakukan secara open loop. Contoh penggunaan motor stepper dapat dilihat
pada printer dan scanner. Motor stepper memiliki beberapa bagian yang sama seperti motor pada umumnya, dapat dilihat pada Gambar 2.8.
Gambar 2.8 Bagian-bagian Motor Stepper
2.3.1 Prinsip Kerja Motor Stepper
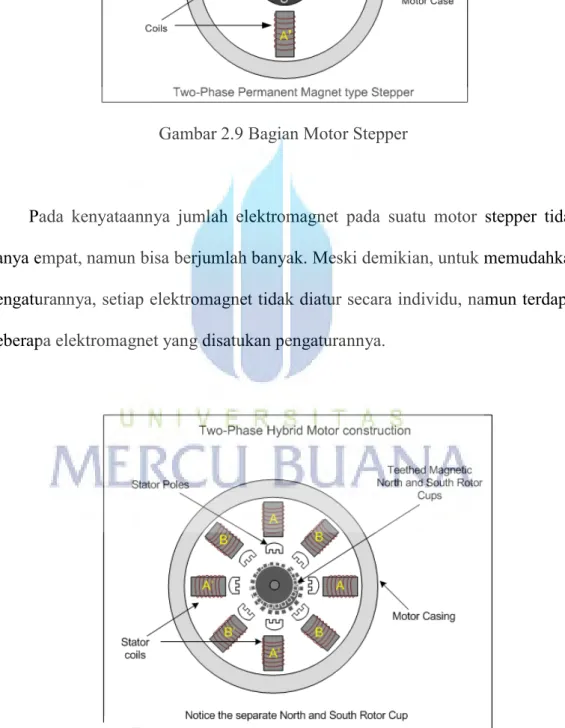
Motor stepper terdiri dari rotor berupa magnet permanen dan stator berupa elektromagnet seperti pada Gambar 2.9 dan Gambar 2.10.
Gambar 2.9 Bagian Motor Stepper
Pada kenyataannya jumlah elektromagnet pada suatu motor stepper tidak hanya empat, namun bisa berjumlah banyak. Meski demikian, untuk memudahkan pengaturannya, setiap elektromagnet tidak diatur secara individu, namun terdapat beberapa elektromagnet yang disatukan pengaturannya.
Gambar 2.10 Prinsip Kerja Motor Stepper
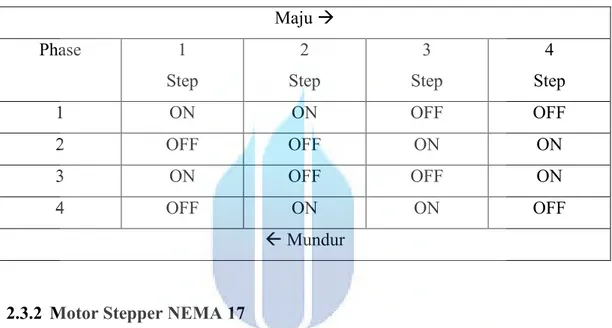
Posisi rotor akan tergantung pada kombinasi medan magnet yang dihasilkan oleh stator. Terdapat berbagai macam metode switching untuk menghasilkan kombinasi medanmagnet untuk menggerakkan rotor. Berikut Tabel 2.2 sinyal output permanen magnet.
Tabel 2.2 Sinyal Output Permanen Magnet Maju
Phase 1
Step
2 Step
3 Step
4 Step
1 ON ON OFF OFF
2 OFF OFF ON ON
3 ON OFF OFF ON
4 OFF ON ON OFF
Mundur
2.3.2 Motor Stepper NEMA 17
Motor stepper NEMA 17 yang terlihat pada Gambar 2.11 adalah motor standar yang dipakai untuk mesin CNC. Harganya yang murah serta minim perawatan membuatnya banyak diminati pembeli. Berikut ini spesifikasi dari NEMA 17:
Phase : 2
Step/Revolution : 200
Step Accuracy : ± 5%
Step Angle : 1.8 derajat
Berat :0.28 kg
Induktansi : 2.2 mH
Gambar 2.11 Motor Stepper Nema 17
2.4 IC A4988
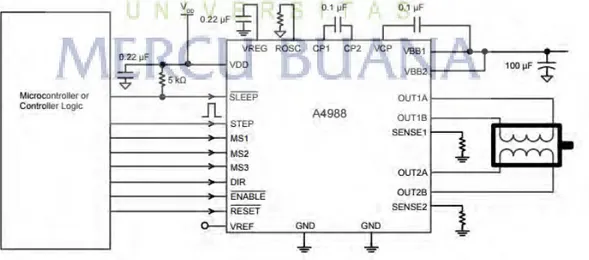
IC A4988 adalah driver microstepping motor yang lengkap dengan built-in penerjemah untuk memudahkan pengoperasian motor stepper bipolar.IC ini memiliki fitur microstepping, yakni dapat meningkatkan resolusi dari step motor.IC A4988 memiliki kemampuan untuk beroperasi dalam slow atau mixed decay mode seperti pada diagram aplikasi Gambar 2.12.
Gambar 2.12 Diagram Aplikasi IC A4988
Untuk mengoperasikan motor stepper menggunakan IC A4988 hanya menggunakan dua pin, yakni STEP dan DIR. STEP berfungsi mengatur kecepatan motor stepper dengan memberikan trigger HIGH dan LOW, DIR berfungsi untuk mengatur arah putaran motor.
Bentuk IC A4988 berserta rangkaian tipikal dapat dilihat pada Gambar 2.13.
IC A4988 memiliki 8 buah kaki yang terdapat pada sisi kanan dan sisi kirinya.
Gambar 2.13 IC A4988
2.5 Power Supply
Power Supply adalah suatu perangkat yang dapat mengubah dan menurunkan tegangan listrik dari 220V AC menjadi 12V DC, 5V DC atau 3,3V DC. Komponen yang terdapat pada power supply dapat dilihat seperti pada Gambar 2.14.
Gambar 2.14 Power Supply
2.6 PCB Matrix Strip Board
PCB ini merupakan jenis PCB yang memiliki lubang. Susunan lubang ini membentuk matrik bergaris seperti pada Gambar 2.15.Pada dasarnya PCB ini digunakan untuk memudahkan penggunanya dalam merangkai komponen- komponen elektronika hanya dengan kabel penghubung (jumper).
Gambar 2.15 PCB Matrix Strip Board
Kekurangan dalam penggunaan PCB ini adalah sulitnya mengatur sistem wiring yang menghubungkan antara komponen satu dengan komponen lainnya.
Kesulitan lainnya adalah pada saat melakukan penyolderan kaki komponen yang memiliki dua penghubung atau lebih pada satu titik solder yang sama.
2.7 Timing Belt
Timing belt adalah sabuk rantai yang lentur dan memiliki gigi yang berurutan seperti pada Gambar 2.16. Belt ini biasa digunakan pada mesin mobil karena kekuatannya. Desain gigi yang sedemikian rupa akan meminimalkan terjadinya backslash.
Gambar 2.16 Timing Belt
2.8 Pulley
Pulley adalah gear yang terpasang pada shaft / ujung sebuah motor. Pulley tersedia dalam berbagai macam ukuran tergantung diameter shaft, lebar belt yang digunakan dan pitch atau jarak antar ujung gigi. Contoh dari pulley terlihat pada Gambar 2.17 dibawah ini.
Gambar 2.17 Pulley GT2
2.9 Flexible Coupler
Flexible Coupler adalah komponen penyambung antara shaft motor dengan threaded rod. Flexible coupler tersedia dalam berbagai ukuran tergantung diameter shaft dan diameter threaded rod. Desainnya yang fleksibel akan mereduksi getaran atau goyangan antara shaft dan threaded rod yang tidak satu titik pusat. Bentuk dari flexible coupler terlihat pada Gambar 2.18.
Gambar 2.18 Flexible Coupler Diameter 5 milimeter
2.10 Linier Bearing
Tidak seperti beearing biasa yang bergerak rotasional, linier bearing dapat bergerak linier atau lurus. Hal ini dimungkinkan karena terdapat bola – bola kecil pada bagian dalam bearing. Linier bearing tersedia dalam berbagai ukuran tergantung diameter slidernya. Tampilan dari linier bearing terlihat pada Gambar 2.19.
Gambar 2.19 Linier Bearing LM8UU
2.11 Acrylic
Polymethyl metacrylate (PMMA) atau acrylic merupakan material yang bening.Tidak hanya sekedar tembus pandang, PMMA juga sedikit sekali menyerap sinar yang melalui bahan tersebut. Disinilah letak perbedaan optis yang utama antara kaca dan acrylic.Walaupun tembus pandang, kaca menyerap cahaya yang masuk sehingga semakin tebal kaca tersebut maka semakin sedikit cahaya yang dapat melaluinya, maka sifat transparannya makin berkurang. Pada acrylic, penyerapan sinar yang terjadi demikian kecil sehingga walaupun ketebalannya bertambah, sifat transparannya tidak banyak berubah.
Selain itu kaca lebih bersifat kaku jika dibandingkan dengan acrylic. Acrylic bersifat lebih lentur, sehingga secara teknis lebih dapat bertahan pada hentakan tekanan dinamik air. Selain itu, hal yang merugikan adalah kaca akan berwarna kehijauan (dilihat dari ketebalan) sedangkan pada acrylic tidak. Beberapa kelebihan yang dipunyai oleh acrylic:
1. Bening dan transparan.
2. Kuat, lentur dan tahan lama.
3. Dapat dibuat menjadi berbagai bentuk.
4. Mempunyai berat yang lebih ringan dari kaca.
5. Harga relatif murah dari kaca.
2.12 Arduino Programming Tools
Arduino memiliki software khusus yang dapat digunakan untuk membuat sebuah program. Software khusus dari Arduino adalah IDE Sketch Arduino yang tersedia secara gratis untuk di download bagi siapa saja yang ingin menggunakannya. Tampilan IDE Sketch Arduino adalah seperti pada Gambar 2.20.
Gambar 2.20 Tampilan Utama IDE Sketch Arduino
2.12.1 Toolbar
Toolbar yang ada pada IDE Sketch Arduino memiliki beberapa menu utama seperti pada Gambar 2.21.
Gambar 2.21 Toolbar IDE Sketch Arduino
Penjelasan dari Gambar 2.21 adalah:
a. Verify
Tombol ini digunakan untuk meng-compile program yang telah dibuat. Compile berguna untuk mengetahui apakah program yang telah dibuat benar atau masih memilki kesalahan. Apabila ada kesalahan yang terjadi, bagian message akan menampilkan letak kesalahan tersebut.
b. Stop
Tombol ini digunakan untuk membatalkan proses verify yang sedang berlangsung.
c. New
Tombol ini digunakan untuk membuat coding pada layar baru.
d. Open
Tombol ini digunakan untuk membuka coding yang sudah disimpan sebelumnya.
e. Save
Tombol ini digunakan untuk menyimpan coding yang sedang dikerjakan.
f. Upload
Tombol ini digunakan untuk mengirim coding yang sudah dikerjakan ke mikrokontroler.
g. Serial Monitor
Tombol ini digunakan untuk melihat aktivitas komunikasi serial dari mikrokontroler baik yang dikirim oleh user kemikrokontroler maupun sebaliknya.
2.12.2 Coding Area
Bagian ini merupak bahasa pemrograman C yaitu:
1. Void Setup ( )
Bagian ini merupakan dijalankan seperti pada
2. Void Loop ( )
Bagian ini merupakan
modul Arduino terhubung dengan pada Gambar 2.23
merupakan tempat penulisan coding denga
rograman C. Coding di dalam Arduino memiliki dua bagian uta
merupakan inisialisasi yang diperlukan sebelum seperti pada Gambar 2.22.
Gambar 2.22 Contoh Void Setup
merupakan fungsi utama yang dijalankan terus m
erhubung dengan power supply.Contoh void loop terdapat .
Gambar 2.23 Contoh Void Loop
an menggunakan dua bagian utama,
m program utama
menerus selama oid loop terdapat
2.12.3 Application Status
Bagian ini memberikan informasi kepada pengguna mengenai tugas yang sedang dijalankan oleh aplikasi Arduino.
2.8.4 Message
Bagian ini memberikan informasi kepada pengguna mengenai besarnya ukuran file dari coding yang dibuat dan letak kesalahan yang terjadi pada coding.
2.8.5 Serial Port
Serial port digunakan untuk memprogram mikrokontroler langsung dari aplikasi Arduino. Selain itu, komunikasi serial juga digunakan untuk mengirim dan menerima data antara mikrokontroler dan computer melalui fasilitas serial monitor yang terdapat pada aplikasi Arduino. Seperti Gambar 2.24.
Gambar 2.24 Serial Port
2.13 Software Inkscape
Inkscape merupakan software yang biasa digunakan untuk membuat desain gambar. Software ini dapat dimanfaatkan untuk merubah file dengan extention pdf menjadi sekumpulan G-code agar dapat terbaca oleh software Grbl . Untuk mengubah desain menjadi G-code dengan cara berikut:
1. Pilih desain yang akan digunakan. Setelah desain muncul, klik kanan dan pilih menuungrup seperti pada Gambar 2.25.
Gambar 2.25 Tampilan Software Inkscape
2. Block keseluruhan desain dan ubah ukurannya dengan mengisi kolom W dan H selain itu ubah pula satuannya menjadi mm seperti pada Gambar 2.26. Setelah itu isi kolom x dan y yang ada pada Gambar 2.27 dengan 0 untuk memindahkan gambar ke koordinat (0,0).
Gambar 2.26 Merubah Ukuran Desain
Gamber 2.27 Koordinat (0,0)
3. Block keseluruhan desain dan pilih menu Extention → Gcodetools → Path to Gcode seperti pada Gambar 2.28.
Gambar 2.28 Merubah Desain Menjadi Gcode
4. Pada tab option, isi kolom yang dilingkari seperti pada Gambar 2.29 dengan ketinggian sumbu Z pada posisi awal. Lalu pada tab preferences seperti Gambar 2.30 dapat diatur nama file, lokasi penyimpanan file, serta pergerakkan sumbu Z. Semakin kecil nilainya maka sumbu Z akan semakin turun ke bawah
Gambar 2.29 Tab Option
Gambar 2.30 Tab Preference 5. Pilih tab Path to Gcode seperti pada Gambar 2.31 lalu apply
Gambar 2.31 Tab Path to Gcode
6. Setelah mucul kotak berwarna hijau seperti pada Gambar 2.32, pilih close dan file otomatis tersimpan pada lokasi penyimpanan yang dipilih.
Gambar 2.32 Proses Akhir Inkscape
2.14 Software GBRL Controller
Software GBRL Controller adalah Universal G-Code Sender.Software ini berfungsi untuk mengirimkan kode G-code secara kontinu ke arduino.Software ini hanya dapat membaca file dengan extention.ngc. Fitur – fitur pada yang terdapat pada software ini adalah visualisasi gerak dari program yang akan dibuat, terdapat beberapa tombol untuk pergerakan awal mesin CNC dan keterangan koordinat titik End Effector. Saat memulai program Gbrl Controller, akan muncul setting atau pengaturan seperti pada Gambar 2.33 dibawah ini.
Gambar 2.33 Pengaturan Awal Software Gbrl Controller
Beberapa penjelasan dari gambar 2.33 sebagai berikut :
$0, $1 dan $2 – XYZ, step/mm
Kalibrasi tiap sumbu motor dengan gambar di software, motor stepper sumbu X, Y dan Z harus ditentukan step per millimeter nya. Parameter yang perlu diketahui untuk menentukan step / mm sebuah mesin CNC yakni harus diketahui pitch atau jarak antara gigi pulley untuk sistem pergerakan belt and pulley, jarak antar ulir untuk sistem pergerakan threaded rod, full steps per revolution motor stepper dan microstep per step pada controller. mm per revolution pada sistem belt dan pulley dapat ditentukan dengan jumlah gigi
dikali pitch, sedangkan pada sistem threaded rod ditentukan dari jarak antar ulir.
Maka steps / mmpada sebuah sumbu dapat ditentukan dengan rumus:
/ = /
$3 – Step pulse. microseconds
Panjang pulsa step untuk motor stepper. Range angka yang digunakan antara 5 sampai 50 microseconds.
$4 dan $5 – Default feed and seek rate, mm/min
Setting defaults seek (G0) dan feed rate (G1, G2, G3) setelah GBRL dinyalakan dan inisialisasi. Seek rate atau rapids untuk bergerak dari titik A ke B secepat mungkin, biasanya untuk berpindah atau traversing ke posisi tertentu. Feed rate untuk kecepatan memahat atau menulis, jika program G- code tidak menulis feed ratenya maka nilai default yang dipakai.
$6 – Step port invert mask, int : binary
Beberapa mesin CNC memerlukan input HIGH dan LOW yang dibalik baik direction atau steps.
$7 – Step idle delay, msec
Setiap kali motor stepper bergerak menyelesaikan satu potongan program G- code, Gbrl akandisablemotor stepper. Stepper idle lock adalah waktu dimana motor stepper diam atau disable setelah mengerjakan satu potongan program
adalah antara 25 sampai 50 miliseconds, nilai maksimum delay yang bisa digunakan adalah 255 miliseconds.
$8 – Acceleration, mm/sec^2
Percepatan motor stepper bergerak, nilai yang kecil akan memperhalus gerakan motor stepper, sebaliknya jika nilainya besar maka feed rate akan semakin cepat. Jika nilai ini terlalu tinggi akan menyebabkan mesin kurang presisi.
$9 – Junction deviation, mm
Pengaturan percepatan untuk menentukan seberapa cepat mesin dapat bergerak pada patahan. Pergantian putaran pada motor stepper yang cepat dapat menyebabkan kesalahan koordinat garis.
$10 – Arc, mm/segment
Grbl membuat lingkaran dan busur dengan membagi ke dalam garis kecilTampilan Software Grbl Controller dapat dilihat pada Gambar 2.34.
Gambar 2.34 Tampilan Software Grbl