J T M
JURNAL TEKNIK MESIN
ISSN 2089 - 7235
J T M
JURNAL TEKNIK MESIN
Jurnal Penelitian, Karsa Cipta, Penerapan dan Kebijakan Teknologi
Volume 05, Nomor 1, Februari 2016
1 ANALISA KERUSAKAN PADA FORKLIFT ELEKTRIK NICHIYU FB20-75C DENGAN METODE FMEA
Heri Suwandono
2 ANALISA LAJU KOROSI PADA PUMP IMPELLER DI INDUSTRI PERTAMBANGAN BATU BARA
Puguh Ogi Nur Rachman
3 ANALISA PEMANFAATAN EXCESS COKE OVEN GAS SEBAGAI BAHAN BAKAR GAS HEATER DI IRON MAKING
Edi Suderajat
4 OPTIMASI FILLING TIME INJECTION MOLDING CRISPER DENGAN BANTUAN SOFTWARE AUTODESK MOLDFLOW INSIGHT
Raswan Rudiyadi
5 OPTIMASI PERHITUNGAN ULANG KEBUTUHAN LIFT PENUMPANG TYPE IRIS1-NV PA 20 (1350) CO105 PADA GEDUNG APARTEMEN 17 LANTAI
Andri Sulistyo
6 PEMANFAATAN LIMBAH LUMPUR (SLUDGE) WASTEWATER TREATMENT PLANT PT.X SEBAGAI BAHAN BAKU KOMPOS
JTM Vol. 05, No. 1, Juni 2016
KATA PENGANTAR
Kami mengucapkan syukur kepada Allah SWT karena dengan karunia dan hidayah-Nya, maka
Jurnal JTM, Volume 05, Nomor 1 Tahun 2016 kembali dapat diterbitkan.
Edisi jurnal kali ini menyajikan enam makalah hasil kerja Tugas Akhir mahasiswa Teknik
Mesin, Fakultas Teknik, Universitas Mercu Buana. Dalam makalahnya, beberapa mahasiwa
mempresentasikan judul yang erat kaitannya dengan analisa proses, desain dan
perancangan. Beberapa judul yang disajikan antara lain: Analisa Kerusakan Forklift dengan
Metode FMEA, Optimasi
filling time injection molding
menggunakan AutoDesk MoldFlow
Insight, Pemanfaatan limbah lumpur sebagai bahan baku kompos.
Kami mengucapkan penghargaan dan ucapan terima kasih kepada seluruh anggota
Dewan Redaksi, Redaktur Pelaksana serta semua pihak yang telah memberikan kontribusinya
selama proses penyiapan, penyusunan sampai penerbitan. Semoga keberadaan Jurnal
Teknik Mesin ini dapat dimanfaatkan sebaik-baiknya oleh civitas akademika secara umum dan
semua kolega di Universitas Mercu Buana secara khususnya.
Jakarta, Februari 2016
Prof. (Em.) Dr.-Ing. Ir. Darwin Sebayang
Pemimpin Redaksi
ISSN 2089 - 7235
J T M
JURNAL TEKNIK MESIN
Jurnal Penelitian, Karsa Cipta, Penerapan dan Kebijakan Teknologi
Pemimpin Redaksi
: Prof. (Em.) Dr.-Ing. Ir. Darwin Sebayang (UMB)
Dewan Redaksi
: Prof. Dr. Ir. Chandrasa Soekardi (UMB)
: Dr. Kontan Tarigan (UMB)
: Dr. Nurdin Ali (UMB)
: Dr. Poempida Hidayatullah (UMB)
: Prof. Dr. Bambang Suharno (Universitas Indonesia)
: Dr. Nasrudin (Universitas Indonesia)
: Dr. Ing.Puji Untoro (Universitas Surya)
: Dr. Ing Kusnanto (Universitas Gajah Mada)
: Dr. Sagir Alva (UMB)
: Ir. Yuriadi Kusuma (UMB)
: Dr. Sulistyo (Universitas Diponegoro)
: Dr. Abdul Hamid (UMB)
Redaktur Pelaksana
: Ir. Haris Wahyudi, M.Sc (UMB)
: Nur Indah, S. ST. MT (UMB)
: Ir. Nurato, MT (UMB)
: Edijon Nopian (UMB)
Alamat Redaksi
: Program Studi Teknik Mesin, Fakultas Teknik, Kampus
Menara Bhakti, Universitas Mercu Buana
Jl. Meruya Selatan No. 01, Kembangan, Jakarta Barat 11650,
Indonesia
Email: [email protected]
Telp/Fax: +62 21 5871335
Jurnal ilmiah JTM diterbitkan 3 (tiga) kali dalam setahun pada bulan Februari, Juni dan
Oktober. Redaksi menerima tulisan ilmiah tentang hasil penelitian, karsa cipta, penerapan dan
kebijakan teknologi yang berkaitan dengan Teknik Mesin.
ISSN 2089 - 7235
J T M
JURNAL TEKNIK MESIN
Jurnal Penelitian, Karsa Cipta, Penerapan dan Kebijakan Teknologi
Volume 05, Nomor 1, Februari 2016
DAFTAR ISI
1 ANALISA KERUSAKAN PADA FORKLIFT ELEKTRIK NICHIYU FB20-75C DENGAN METODE FMEA
1-6 Heri Suwandono
2 ANALISA LAJU KOROSI PADA PUMP IMPELLER DI INDUSTRI PERTAMBANGAN BATU BARA
7-13 Puguh Ogi Nur Rachman
3 ANALISA PEMANFAATAN EXCESS COKE OVEN GAS SEBAGAI BAHAN BAKAR GAS HEATER DI IRON MAKING
14-18 Edi Suderajat
4 OPTIMASI FILLING TIME INJECTION MOLDING CRISPER DENGAN BANTUAN SOFTWARE AUTODESK MOLDFLOW INSIGHT
19-22 Raswan Rudiyadi
5 OPTIMASI PERHITUNGAN ULANG KEBUTUHAN LIFT PENUMPANG TYPE IRIS1-NV PA 20 (1350) CO105 PADA GEDUNG APARTEMEN 17 LANTAI
23-30 Andri Sulistyo
6 PEMANFAATAN LIMBAH LUMPUR (SLUDGE) WASTEWATER TREATMENT PLANT PT.X SEBAGAI BAHAN BAKU KOMPOS
31-36 Dicky Cahyadhi
1 JTM Vol. 05, No. 1, Februari 2016
ANALISA KERUSAKAN PADA FORKLIFT ELEKTRIK NICHIYU
FB20-75C DENGAN METODE FMEA
Heri SuwandonoProgram Studi Teknik Mesin, Fakultas Teknik, Universitas Mercu Buana Email: [email protected]
Abstrak -- Forklift merupakan jenis kendaraan khusus yang digunakan untuk memindahkan dan menyusun barang dalam suatu susunan tertentu. Forklift elektrik Nichiyu tipe FB20-75C merupakan forklift elektrik yang menggunakan tenaga listrik sebagai tenaga penggerak, sehingga emisi gas buang yang dihasilkan forklift elektrik lebih bagus dibandingkan dengan forklift bertenaga diesel. Untuk menjaga performa dari forklift elektrik tersebut dibutuhkan perawatan yang berkala. Untuk itu penulis menggunakan metode Failure Mode and Effect Analysis (FMEA) dalam menganalisa penyebab kegagalan yang sering terjadi serta efek yang ditimbulkan oleh kegagalan tersebut serta menentukan langkah-langkah untuk mencegah tingkat kerusakan atau kemungkinan rusak dimulai dengan prioritas tinggi sampai prioritas rendah sehingga mengurangi kerugian-kerugian dan bahaya yang terjadi. Dari 17 kegagalan yang ditemukan maka dapat dianalisa nilai severity, occurance, detection dan Rpn dari setiap potensi kerusakan tersebut. Dari hasil analisa tersebut didapat bahwa kerusakan MPU, charger dan bearing sensor memiliki nilai Rpn tertinggi yaitu 80, sehingga menjadi prioritas dalam tindakan perbaikan dengan cara melakukan aksi terhadap mode kegagalan tersebut berdasarkan kontrol detection sehingga dapat mengurangi kerugian dan bahaya yang akan terjadi.
Kata kunci: Failure Mode and Effect Analysis (FMEA), severity, occurance, detection dan Rpn.
Abstract -- Forklift is a special vehicle used to move and arrange items in a specific arrangement. Electric forklift Nichiyu FB20-75C uses electricity as the driving force so the exhaust emissions produced is better than the diesel powered forklift. To maintain the performance of an electric forklift, periodic maintenance is required. Author using failure mode and effects analysis method to analyze the causes of failure that often occurs as well as the effects of the failure and determine the measures to prevent the extent of damage or possible damage starting from the highest priority to the lowest priority for reduce losses and dangers inflicted. From 17 kinds of failures were founded, it can be analyzed the value of severity, occurrence, detection and RPN from any potential failures. The result of the analysis showed that the failure of the MPU, Charger and Bearing sensor has the highest RPN value 80. So it becomes a priority in the corrective and preventive actions through the detection control for reducing losses and danger.
Keywords: Failure Mode and Effect Analysis (FMEA), severity, occurance, detection and Rpn.
1. LATAR BELAKANG MASALAH
Dengan banyaknya pembangunan gudang-gudang industri, mulai dari gudang-gudang dengan kapasitas kecil hingga berkapasitas sangat besar dapat menjadi indikator perkembangan ekonomi dan bisnis di Indonesia. Sejalan dengan kondisi tersebut tingkat kebutuhan akan alat bantu angkut berkapasitas besar memegang peranan penting dalam menunjang proses pemindahan dan proses penataan barang-barang hasil produksi didalam gudang tersebut.
Forklift elektrik Nichiyu tipe FB20-75C merupakan forklift elektrik produk Jepang yang cukup banyak digunakan di Asia sebagai salah satu alat bantu angkut yang digunakan dalam proses pemindahan dan penataan barang dalam gudang. Forklift elektrik tersebut menggunakan baterai sebagai sumber tenaga listrik yang dibutuhkan.
Untuk mendukung kinerja dan menjaga produktivitas tetap berjalan dengan baik maka diperlukan sebuah sistem perawatan dan pemeliharaan yang baik dan terencana guna menghindari kerusakan – kerusakan yang dapat menyebabkan gagalnya produktifitas dan menghindari terjadinya kecelakaan kerja di suatu perusahaan.
Dari latar belakang masalah tersebut maka penulis ingin menggunakan metode Failure Mode and Effect Analysis (FMEA) yang merupakan teknik analisa resiko secara sirkulatif dalam perawatan dan pemeliharaan forklift elektrik Nichiyu tipe FB20-75C.
1.1 Rumusan Masalah
Berdasarkan latar belakang masalah diatas maka beberapa masalah yang dapat dirumuskan antara lain:
1. Penyebab kerusakan yang sering terjadi pada forklift elektrik Nichiyu tipe FB20-75C.
JTM Vol. 05, No. 1, Februari 2016 2
2. Penggunaan metode FMEA dalam menganalisa kerusakan-kerusakan yang terjadi.
3. Bagaimana nilai RPN yang dihasilkan dari penggunaan metode FMEA pada forklift elektrik Nichiyu tipe FB20-75C.
1.2 Batasan Masalah
Guna menghindari masalah-masalah lain yang akan muncul dalam penulisan tugas akhir ini, maka diperlukan adanya pembatasan masalah. Penggunaan metode FMEA hanya digunakan dalam menganalisa beberapa kerusakan yang terdapat pada forklift elektrik Nichiyu FB20-75C.
Kerusakan-kerusakan tersebut antara lain : hose pecah, cylinder bocor, tie rod rusak, bearing motor traction rusak, bearing sensor rusak, oli dan filter oli kotor, control valve bocor, baterai rusak, micro processor unit rusak, condenser rusak, contactor aus, microswitch rusak, kipas rusak, kanvas rem aus, master rem bocor, charger baterai rusak, carbon brush motor steering aus. 1.3 Tujuan Penelitian
Penulis ingin menggunakan metode Failure Mode and Effect Analysis (FMEA) dalam perawatan forklift elektrik Nichiyu FB20-75C untuk mengetahui penyebab kerusakan serta akibat dari kerusakan sehingga bisa menentukan langkah-langkah untuk mencegah terjadinya kerusakan dan memperbaiki kerusakan sebelum menimbulkan kerusakan yang lebih parah. Sehingga forklift tersebut bisa beroperasi dengan baik dan mengurangi resiko kerusakan yang bisa berakibat pada menurunnya produktifitas forklift 1.4 Tinjauan Pustaka
1.4.1 Tinjauan Umum Forklift Elektrik Nichiyu FB20-75C
Forklift elektrik Nichiyu FB20-75C adalah salah satu produk dari Mitsubishi Nichiyu Forklift CO., LTD. Forklift ini merupakan forklift tipe counter balance yang memiliki daya angkut 2000 Kilogram, dengan tenaga baterai sebagai penggerak utama. Keunggulan forklift elektrik ini sangat ramah lingkungan dibandingkan dengan forklift diesel karena tidak mengeluarkan emisi gas buang maupun emisi suara, sehingga sangat cocok digunakan didalam ruangan terutama dalam industri makanan dan obat – obatan.
Gambar 1. Forklif Elektrik Nichiyu FB20-75C 1.4.2 Prinsip Kerja Forklift Elektrik Nichiyu FB20-75C
Pada dasarnya prinsip kerja dari forklift elektrik adalah merubah tenaga elektrik menjadi tenaga mekanis. Tenaga elektrik diperoleh dari baterai yang ada pada forklift yang kemudian dialirkan menuju motor untuk menggerakan roda dan hydraulic pump melalui kontrol elektronik dengan memanfaatkan beberapa sensor dan potentiometer agar motor bekerja sesuai dengan kebutuhan.
Dalam forklift elektrik terdapat 3 motor yang memiliki fungsi berbeda, yaitu untuk sistem traction, hydraulic, serta steering. Pada unit forklift elektrik yang lama, ketiga motor yang digunakan adalah motor dengan arus searah (DC). Sedangkan pada unit forklift elektrik Nichiyu FB20–75C sudah menggunakan motor arus bolak-balik (AC) untuk sistem hydraulic dan sistem traction, sedangkan untuk sistem steering tetap menggunakan motor arus searah (DC). Sistem kerja forklift elektrik Nichiyu FB20-75C dibagi menjadi 3 sistem kerja yaitu:
A. Sistem Traction
Sistem traction baru bekerja ketika sensor keamanan (safety sensor) sudah memberikan sinyal bahwa kendaraan aman untuk bekerja. Control unit menerima input dari directional valve yang menentukan kearah mana kendaraan harus berjalan. sinyal dari potentiometer yang terdapat pada accelerator menentukan besar kecilnya tegangan yang harus dialirkan control unit menuju motor melalui field effect transistor, sehingga unit dapat berjalan dengan kecepatan yang dibutuhkan.
Ketika motor mulai bergerak, bearing sensor akan memberikan sinyal balik menuju control unit sehingga control unit dapat mengetahui kerja dari motor sudah selaras dengan input yang diterima control unit dari accelerator. Putaran motor itulah yang kemudian diteruskan oleh front axle untuk menjalankan roda bagian depan forklift.
3 JTM Vol. 05, No. 1, Februari 2016 B. Sistem hydraulic
Sistem hydraulic akan bekerja ketika safety sensor telah mengirimkan sinyal menuju control unit bahwa sistem hydraulic telah aman untuk dioperasikan. Ketika hydraulic lever ditekan maka control unit akan mengalirkan arus listrik menuju motor hydraulic melalui field effect transistor sehingga motor akan berputar.
Putaran motor tersebut akan menggerakan hydraulic pump sehingga oli dari hydraulic tank akan mengalir menuju control valve dan diteruskan menuju cylinder hydraulic melalui hose hydraulic.
C. Sistem Steering
Sistem steering berfungsi ketika steering wheel diputar. Potentiometer yang terdapat pada steering wheel akan mengirimkan sinyal menuju control unit sehingga control unit bisa menggerakan motor steering. Putaran motor steering itulah yang digunakan untuk membelokkan roda bagian belakang forklift melalui actuator linkage.
1.4.3 FMEA
FMEA (Failure Mode and Effects Analysis) pertama kali diperkenalkan penggunaannya pada akhir tahun 1940 oleh angkatan bersenjata Amerika Serikat. Metode FMEA banyak digunakan didalam berbagai industri termasuk plastik, katering dan software.
FMEA (Failure Mode and Effects Analysis) adalah suatu alat metodologi analisis yang digunakan untuk mengidentifikasi penyebab suatu kegagalan serta mengevaluasi akibat– akibat dan resiko potensi kegagalan yang terjadi pada suatu produk atau proses, kemudian menetapkan langkah-langkah guna mengatasi atau mencegah kegagalan itu terjadi sehingga produk atau proses dapat berjalan dengan baik. FMEA terdiri dari dua (2) tipe yaitu:
A. PMFEA (Process Failue Mode and Effect Analysis) adalah analisis yang digunakan untuk memastikan bahwa masalah-masalah potensial telah dipertimbangkan dan dibahas selama proses pengembangan produk dan proses (APQP – Advanced Product Quality Planning). Titik penting dari FMEA proses yaitu bahwa diskusi dilakukan mengenai desain (produk atau proses), penelaan dan perubahan terhadap fungsi dalam aplikasi dan resiko yang ditimbulkan oleh potensi kegagalan.
B. DFMEA (Design Failure Mode and Effect Analysis) adalah analisa sebuah produk yang berdasarkan desain dalam mengurangi resiko kegagalan dengan:
Membantu dalam evaluasi objektif dari desain, termasuk persyaratan fungsional dan alternative desain.
Mengevaluasi desain awal produk dalam perakitan, layanan dan persyaratan daur ulang.
Meningkatkan kemungkinan bahwa mode potensial kegagalan dan efek pada system operasi kendaraan telah dipertimbangkan dalam proses desain.
DMFEA adalah dokumen hidup yang harus diperbaharui sebagai perubahan yang terjadi atau informasi tambahan yang diperoleh sepanjang fase pengembangan produk.
Sebuah DMFEA harus dimulai dengan pengembangan informasi untuk memahami sistem, subsistem, atau komponen yang dianalisis dan menentukan persyaratan dan karakteristik fungsional.
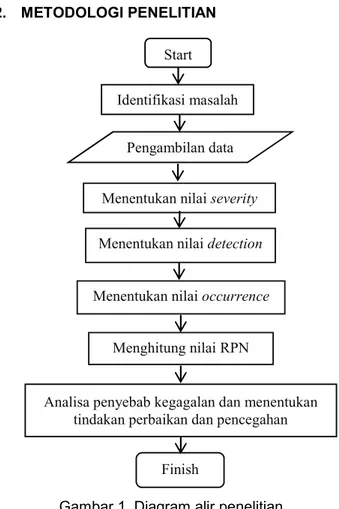
2. METODOLOGI PENELITIAN
Gambar 1. Diagram alir penelitian 2.1 Identifikasi Masalah
Identifikasi masalah dilakukan dengan cara studi literatur, studi lapangan, wawancara serta diskusi dengan pihak-pihak yang terkait dengan pengoperasian dan perawatan forklift elektrik. 2.2 Pengambilan Data
Start Identifikasi masalah
Pengambilan data
Analisa penyebab kegagalan dan menentukan tindakan perbaikan dan pencegahan
Finish
Menentukan nilai occurrence
Menentukan nilai severity
Menentukan nilai detection
JTM Vol. 05, No. 1, Februari 2016 4
Data diambil dari dokumen-dokumen perawatan forklift elektrik pada PT. Berca Mandiri Perkasa. 2.3 Menentukan Nilai Severity
Severity (keparahan) adalah nilai yang terkait dengan efek yang paling serius untuk modus kegagalan yang diberikan pada satu komponen yang berpengaruh pada hasil kerja suatu alat. Peringkat nilai severity dapat dilihat dengan menggunakan skala 1 sampai dengan 10 yang mencerminkan nilai tingkat bahaya dari yang paling kecil sampai yang paling besar. Penentuan nilai severity dari setiap mode kegagalan dilakukan berdasarkan efek yang ditimbulkan oleh kegagalan yang terjadi.
2.4 Menentukan Nilai Occurrence
Untuk menenetukan nilai occurrence maka kita harus mementukan Ppk (Probability Process Control) melalui perhitungan statistik sebagai berikut:
Ppk =
(sumber: “Potential Failure and Effect Analysis” Automotive Industry Action Group, AIAG : 71) Dengan
Z = −η
(sumber: Ronald E. Walpole, “Ilmu Peluang dan Statistik untuk Insinyur dan Ilmuwan”, ITB: 243).
= n . p
= . (1 − )
q = 1 – p
atau = . .
Ppk : Probability Process Control Z : Distribusi normal
X : waktu terjadi
n : frekuensi kegagalan dalam satu tahun (12 bulan)
p : banyaknya kegagalan pertahun ( )
q : probabilitas gagal
: simpangan baku : nilai tengah
2.5 Menentukan Nilai Detection
Detection (deteksi) ini berhubungan dengan control yang digunakan untuk mendeteksi penyebab terjadinya kegagalan serta tindakan perbaikannya. Pendekatan yang disarankan
untuk kontrol deteksi adalah dengan mengasumsikan kegagalan yang terjadi dan kemudian melihat kemampuan control desain tersebut.
Setiap kegagalan memiliki nilai deteksi yang diukur berdasarkan nilai kegagalan.Nilai deteksi yang tinggi menunjukan bahwa besar kemungkinan kegagalan akan terjadi kembali. 2.6 Menghitung Nilai RPN
RPN (Risk Priority Number) merupakan salah satu pendekatan untuk membantu dalam menentukan aksi prioritas dengan cara mengalikan nilai dari Severity, Occurrence, Detection.
RPN = Severity (S) x Occurrence (O) x Detection (D)
3. PENGUMPULAN DAN ANALISA DATA 3.1 Pengambilan Data
Berdasarkan dokumen-dokumen perawatan forklift elektrik Nichiyu FB20-75C didapatkan data sebagai seperti Tabel 1.
Tabel 1. Potensi Kegagalan
3.2 Menentukan Nilai Severity, Occurrence, Detection dan RPN
5 JTM Vol. 05, No. 1, Februari 2016
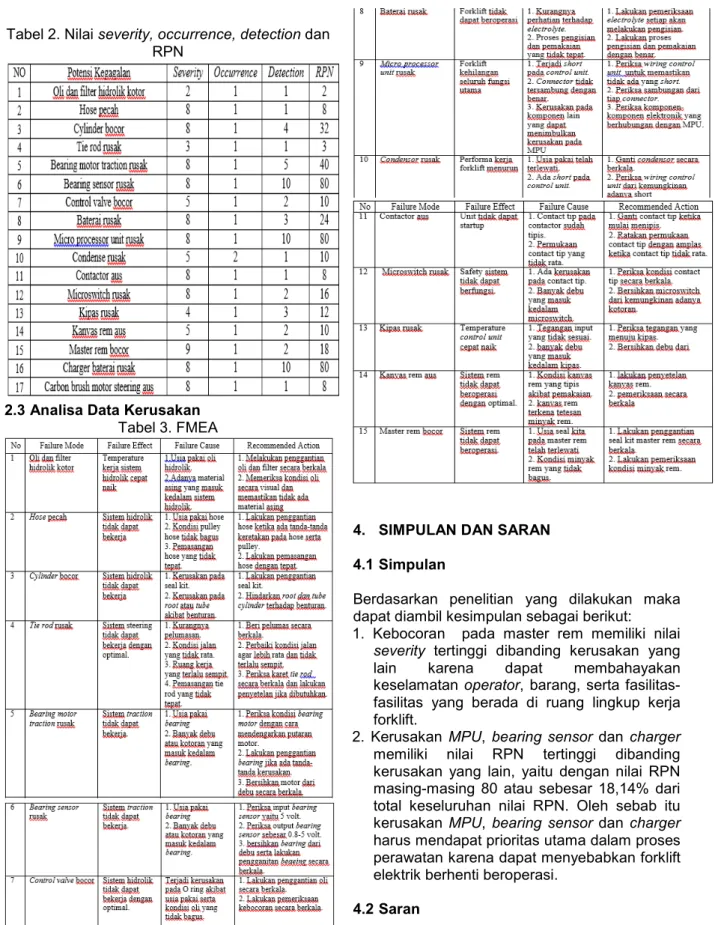
Tabel 2. Nilai severity, occurrence, detection dan RPN
2.3 Analisa Data Kerusakan
Tabel 3. FMEA
4. SIMPULAN DAN SARAN 4.1 Simpulan
Berdasarkan penelitian yang dilakukan maka dapat diambil kesimpulan sebagai berikut: 1. Kebocoran pada master rem memiliki nilai
severity tertinggi dibanding kerusakan yang lain karena dapat membahayakan keselamatan operator, barang, serta fasilitas-fasilitas yang berada di ruang lingkup kerja forklift.
2. Kerusakan MPU, bearing sensor dan charger memiliki nilai RPN tertinggi dibanding kerusakan yang lain, yaitu dengan nilai RPN masing-masing 80 atau sebesar 18,14% dari total keseluruhan nilai RPN. Oleh sebab itu kerusakan MPU, bearing sensor dan charger harus mendapat prioritas utama dalam proses perawatan karena dapat menyebabkan forklift elektrik berhenti beroperasi.
4.2 Saran
Berdasarkan penelitian yang telah dilakukan maka penulis memberikan saran sebagai berikut: 1. Perawatan dan pemeriksaan berkala yang
JTM Vol. 05, No. 1, Februari 2016 6
kerusakan pada MPU, bearing sensor dan charger yaitu sebagai berikut:
Periksa wiring control unit dari kemungkinan adanya short ataupun putus Periksa sambungan dari tiap connector Periksa komponen-komponen elektronik
yang berhubungan dengan MPU.
Periksa input voltage yang menuju bearing sensor yaitu sebesar 5 Volt dan periksa output voltage dari bearing sensor yaitu sebesar 0,8 Volt – 5 Volt ketika beroperasi. Periksa sumber tegangan listrik yang menuju charger yaitu sebesar 380-400 Volt dan sesuaikan dengan tapping charger. Periksa output dari charger ketika proses
pengisian yaitu sebesar 50 Volt – 52 Volt dengan arus sebesar 10 A – 100 A. 2. Ganti komponen secara berkala tanpa
menunggu adanya kerusakan.
DAFTAR PUSTAKA
[1]. Automotive industry action group (AIAG), February 1995 “Potential Failure Mode and EffectAnalysis”.
[2]. Hanliang, Njoo. Et al. 2013. “Peningkatan Kualitas Proses Produksi di PT. Indal Alumunium Industry TBK Sidoarjo”. Calyptra: Jurnal Ilmiah Mahasiswa Universitas Surabaya. Volume 2, No.1.
[3]. Laricha, Lithrone. Et al. 2013. “Usulan Perbaikan Kualitas dengan Penerapan Metode Six Sigma dan FMEA (Failure Mode and Effect Analysis) Pada Proses Produksi Roller Conveyor MBC di PT. XYZ” Jurnal Ilmiah Teknik Industri Untar. Volume 1, No. 2, 86-94.
[4]. Nanda, Leonard. Et al. Desember 2014. “Analisa Risiko Kualitas Produk dalam Proses Produksi Miniatur Bis dengan Metode Failure Mode and Effect Analysis Pada Usaha Kecil Menengah Niki Kayoe”. Gema Aktualita. Volume , No. 2.
[5]. Nippon Yusoki, 2012. Workshop Manual Nichiyu FB-75 series.
Nurkertamanda, Denny & Tri Wulandari, Fauziyati. Januari 2009. “ Analisa Moda dan Efek Kegagalan (Failure Mode and Effects Analysis/FMEA) Pada Produk Kursi Lipat Chitose Yamato HAA”. J@TI Undip. Volume IV, No. 1.
[6]. Potential Failure Mode and Effects Analysis, 2008 ( FMEA ) Reference Manual Fourth Edition.
[7]. PT. Altrak 1978 “BASIC NICHIYU COURSE”, Jakarta 2006.
[8]. Putra, Muhammad Nur Mulianto. 2014 “Analisis Penyebab Defect Kapal Motor) dan Fault Tree Analysis (FTA) (Study Kasus di PT. PAL Indonesia)”. Teknik Industri Universitas Brawijaya. Volume 3, No.2.
[9]. Ronald E. Walpole. 1995. Ilmu Peluang dan Statistik untuk Insinyur dan Ilmuwan. Bandung: ITB.
7 JTM Vol. 05, No. 1, Juni 2016
ANALISA LAJU KOROSI PADA
PUMP IMPELLER
DI INDUSTRI PERTAMBANGAN BATU BARA
PUGUH OGI NUR RACHMANProgram Studi Teknik Mesin, Fakultas Teknik, Universitas Mercu Buana, Jakarta E-mail: [email protected]
Abstrak -- Korosi merupakan kerusakan material logam yang disebabkan reaksi antara logam dengan lingkungannya yang menghasilkan oksida logam dan sulfida logam atau hasil reaksi lainnya yang lebih dikenal sebagai pengkaratan. Stainless steel merupakan jenis baja yang tahan terhadap korosi karena memiliki unsur paduan minimal 18% chrom (Cr) dan 8% nikel (Ni).Penelitian ini menggunakan tahanan polarisasi dengan menggunakan software 342 Sotcorr Corrosion Meansurement software yang dilengkapi dengan Potensiostat/Galvanostat 273, lalu dilakukan uji foto optik dengan pembesaran 50 kali, untuk mengetahui permukaan spesimen dengan perbesaran struktur pada stainless steel 304 tersebut. Objek penelitian menggunakan stainless steel 304 dengan ukuran spesimen 10 mm sebanyak 3 kali pengujian. Stainless steel AISI 304 mempunyai nilai masa jenis 7,94 gr/cm² dan berat ekuivalen 25,12 gr.Hasil dari metode tahanan polarisasi pada sample pertama didapatkan potensial korosi -336,54 mV dan laju korosi 0,0201 mpy, pada sample kedua potensial korosi -359,25 mV dan laju korosi 0,0266 mpy, selanjutnya pada sample terakhir didapatkan potensial korosi -353 mV dan laju korosi 0,0221 mpy.
Kata Kunci: Pump Impeller, Stainless Steel, Limbah Batu Bara, Korosi, Laju Korosi.
Abstact -- Corrosion is a metal material damage caused by the reaction between the metal and its environment that generates metal oxide and metal sulfide or other reaction products are more commonly known as rusting. Stainless steel is a type of steel that is resistant to corrosion because it has at least 18% alloying elements chromium (Cr) and 8% nickel (Ni).This study uses a polarization resistance using 342 software Sotcorr Corrosion Meansurement software that comes with a potentiostat / Galvanostat 273, then test optical photograph with magnification of 50 times, to know the surface of the specimen with a magnification of structures on the 304 stainless steel. The object of research using 304 stainless steel with a size of 10 mm specimen 3 times testing. Stainless steel AISI 304 has a value of density of 7.94 g / cm² and the equivalent weight of 25.12 grams.Results of polarization resistance method in the first sample obtained -336.54 mV corrosion potential and corrosion rate of 0.0201 mpy, the second sample -359.25 mV corrosion potential and corrosion rate of 0.0266 mpy, then the final sample obtained corrosion potential - 353 mV and the corrosion rate of 0.0221 mpy.
Keywords: Pump Impeller, Stainless Steel, Waste Coal, Corrosion, Corrosion rate
1. PENDAHULUAN
Pompa mempunyai fungsi pada operasi penambangan dan penggalian menangani berbagai cairan, banyak di antaranya mengandung zat padat atau asam pekat bahkan keduanya. Aplikasi pada penambangan batu bara mencakup pengembunan air, umpan penyaringan, penanganan medium berat, perpindahan endapan lumpur, pengaliran lumpur, pemompaan minyak, umpan pengentalan, kemudian pengaliran pengentalan, pembuangan sampah dan pembilasan batu bara. Sebagian besar pompa dalam pelayanan ini kerap menggunakan pompa sentrifugal dan pompa bolak balik.
Pompa sentrifugal sering disebut pompa tambang, karena unit-unitnya dilengkapi dengan selubung besar, yang memberikan kemudahan karat yang luas. Oleh karena itu, perlengkapan tambahan dibuat agar dapat mencegah karat. Keunggulan dari pompa sentrifugal adalah
mudahnya penggantian pada bagian-bagian yang telah aus.
Pada penambangan batu bara, bagian yang cepat terkorosi adalah impeller, yang berfungsi mengubah tenaga mesin menjadi tenaga kinetik. Pada proses produksi batu bara pompa ini berfungsi memompakan slurry dari slurry pool ke mesin press untuk di pisahkan dengan air dan juga sebagai pembilasan pada batu bara.
Korosi pada pompa impeller merupakan proses kerusakan material karena pengaruh lingkungan yang korosif. Korosi tidak dapat di cegah keberadaannya, akan tetapi korosi dapat dikendalikan keberadaanya sehingga kita dapat menunda terjadinya korosi yang membuat material pompa impeller jadi tahan lebih lama terhadap korosi. Pada penelitian sebelumnya mengenai pengukuran laju korosi pada stainless steel AISI 304, dengan media larutan nira aren oleh Rizki Ornelasari (2015), dengan temperature 27 ºC dengan waktu 7 hari didapatkan laju korosi 13,938 mpy.
JTM Vol. 05, No. 1, Februari 2016 8
2. METODELOGI PENELITIAN
Penelitian ini bertujuan untuk mengetahui laju korosi pada pump impeller pada limbah pertambangan batu bara.
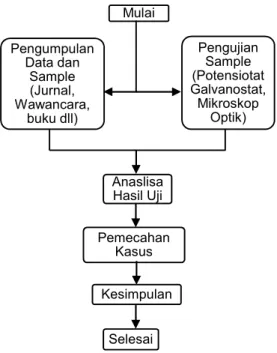
2.1 Diagram Alir
Gambar 2.1 Diagram allir
Diagram alir adalah diagram yang menggambarkan bagaimana proses pengujian mulai dari awal hingga akhir.
2.2 Bahan Dan Alat Penelitian
Dalam pengujian ini bahan yang digunakan sebanyak tiga sampel menggunakan material stainless steel AISI 304.
Gambar 2.1 Foto Sampel 01
Gambar 2.2 Foto Sampel 02
Gambar 2.3 Foto Sampel 03
Alat penelitian yang digunakan sesuai kebutuhan adalah Software 342Sotcorr Corrosion Meansurement software yang dilengkapi dengan alat ukur laju korosi Potensiostat / Galvanostat 273 dan Mikroskop Optik.
2.2.1 Potensiostat / Galvanostat 273
Gambar 2.4 Alat ukur laju korosi Potensiostat/ Galvanostat 273
Pembuktian dari hasil alat ini dapat menggunakan rumus:
( )( ) = 0,13 ( )
. dimana:
I corr = Arus korosi (mA) EW = Berat ekuivalen (g)
A = Luas permukaan sample (cm2) D = Densitas massa (g/cm3)
mpy = Mili-inchi per tahun (mils per year) 2.2.2 Mikroskop Optik Mulai Pengumpulan Data dan Sample (Jurnal, Wawancara, buku dll) Pengujian Sample (Potensiotat Galvanostat, Mikroskop Optik) Anaslisa Hasil Uji Pemecahan Kasus Kesimpulan Selesai
9 JTM Vol. 05, No. 1, Februari 2016
Mikroskop optik digunakan untuk melakukan pengamatan permukaan pada permukaan stainless steel AISI 304 sebelum maupun sesudah pengujian.
Gambar 2.5 Mikroskop optik
Dari uraian metode peneltian diatas, untuk mencapai hasil yang optimal maka alur penelitian harus sesuia dengan urutannya.
3. ANALISA
Pengujian terhadap impeller dengan material stainless steel AISI 304 dengan media limbah pertambangan batu bara di BATAN Puspitek adalah untuk mengetahui perilaku korosi dan laju korosi. Pengujian ini dilakukan dengan menggunakan Software 342 Sotcorr Corrosion Meansurement software yang dilengkapi dengan Potensiostat/Galvanostat 273. Dari pengujian yang dilakukan akan diperoleh kurva tafel dari setiap sampel uji.
Kurva tafel yang didapat dari hasil penelitian menggunakan potensiostat dengan software 342 Sotcorr Corrosion Meansurement software akan di analisa nilai potensial korosi, arus korosi dan laju korosi sehingga dapat diketahui sejauh mana material baja tahan karat AISI 304 bertahan dalam lingkungan pertambangan batu bara.
3.1 Pengujian Laju Korosi Polarisasi Resistance
Laju korosi terhadap impeller dengan material baja tahan karat AISI 304 di lingkungan limbah pertambangan batu bara menggunakan standar ASTM 102 yang merupakan standar pengujian laju korosi untuk material stainless steel AISI 304 tanpa inhibitor, terdapat nilai massa jenis (density) dan berat ekuivalen (weight equivalent).
Tabel 3.1. Equivalent Weight Values for a Variety of Metals and Alloys
SUS AISI
EW (gr)
Density (gr/cm
ᵌ
)
304
25,12
7,94
309
24,62
7,98
310
24,44
7,98
316
25,5
7,98
317
25,26
7,98
321
25,13
7,94
410
25,94
7,7
430
25,3
7,72
446
24,22
7,65
Dari tabel 3.1 equivalent weight values for a variety of metals and alloys, diketahui bahwa material baja tahan karat AISI 304 yang di uji memiliki nilai berat ekuivalen 25.12 gr dan memiliki nilai densitas masa 7.94 gr/cm³.
Tabel 3.2. Data hasil pengujian pada sampel 01
Dengan pembuktian perhitungan dengan rumus:
( )( ) = 0,13 • ( ) • ( )( ) = 0,13 • 0,05 (25,12) 0,785 • 7,94 ( )( ) = 0,0261
JTM Vol. 05, No. 1, Februari 2016 10
Dengan pembuktian perhitungan dengan rumus:
( )( ) = 0,13 • ( ) • ( )( ) = 0,13 • 0,06 (25,12) 0,785 • 7,94 ( )( ) = 0,0314
Tabel 3.4 Data hasil pengujian pada sampel03.
Dengan pembuktian perhitungan dengan rumus:
( )( ) = 0,13 • ( ) . ( )( ) = 0,13 • 0,05 (25,12) 0,785 • 7,94 ( )( ) = 0,0261
Dengan pengujian pada stainless steel AISI 304 perbedaan arus korosi yang tidak terlalu signifikan ( Icorr ) yaitu 0,05 μA/Cm2 untuk PG-01, 0,06 μA/Cm2 untuk PG-02 dan 05 μA/Cm2 untuk PG-03. Dengan nilai laju korosi ( coor rate ) yaitu 0.0201 mpy untuk S-01, 0.0266 mpy untuk S-02 dan 0.0221 mpy untuk S-03.
Dari analisa pembahasan diatas dapat dilihat bahwa stainless steel AISI 304 dilingkungan pertambangan batu bara mempunyai nilai laju korosi yang baik antara 0.0201 mpy sampai 0.0266 mpy, yang tergolong sebagai tingkat ketahanan korosi outstanding yang berarti dapat di pergunakan dalam pekerjaan pompa ini.
Dari analisa di atas maka di dapatkan data sebagai berikut:
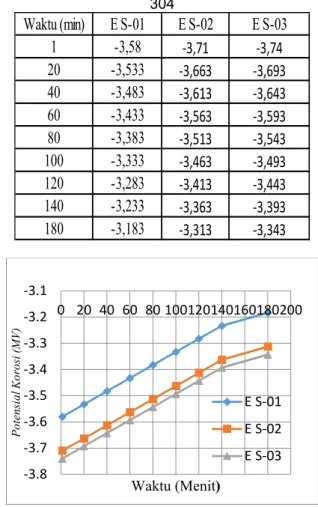
Tabel 3.5 Potensial Korosi Baja Tahan Karat AISI 304
Waktu (min)
E S-01
E S-02
E S-03
1
-3,58
-3,71
-3,74
20
-3,533
-3,663
-3,693
40
-3,483
-3,613
-3,643
60
-3,433
-3,563
-3,593
80
-3,383
-3,513
-3,543
100
-3,333
-3,463
-3,493
120
-3,283
-3,413
-3,443
140
-3,233
-3,363
-3,393
180
-3,183
-3,313
-3,343
Gambar 3.1 Kurva Potensial Korosi Baja Tahan Karat AISI 304
Dari tabel dan grafik diatas terlihat pada sampel 01, sampel 02 dan sampel 03 mempunyai nilai potensial korosi ( E ) yang tidak terlalu signifikan perubahannya dengan waktu pengujian 180 menit. Sampel 01 pada menit pertama memiliki
-3.8 -3.7 -3.6 -3.5 -3.4 -3.3 -3.2 -3.1 0 20 40 60 80 100120140160180200 Po te nsi a l Ko rosi (MV) Waktu (Menit) E S-01 E S-02 E S-03
11 JTM Vol. 05, No. 1, Februari 2016 potensial korosi (E) -3,58 dan berakhir pada menit
180 dengan nilai potensial korosi (E) -3,183, sampel 02 pada menit pertama memiliki potensial korosi (E) -3,74 dan berakhir pada menit 180 dengan nilai potensial korosi (E) -3,43 dan pada sampel 03 pada menit pertama memiliki potensial korosi (E) -3,71 dan berakhir pada menit 180 dengan nilai potensial korosi (E) -3,313. Maka potensial korosi mengalami kenaikan 0,25 % per menit atau 15% per jam.
3.2 Tafel Analisa Baja Tahan Karat AISI 304 Dari proses pengujian korosi menggunakan polarisasi resistance maka diperoleh data berupa kurva tafel yaitu kurva potensial lawan log arus. Kurva tafel untuk sampel Stainless Steel AISI 304 dengan media limbah batu bara disajikan pada grafik.
Dari berbagai kurva hasil dari proses pengujian dengan metode tahanan polarisasi di peroleh nilai laju korosi, arus korosi dan potensial korosi yang tersedia di Tabel 4.2, Tabel 4.3 dan Tabel 4.4.
Gambar 3.2 Kurva tafel tahanan polarisasi media larutan limbah batu bara S-01.
Gambar 3.3 Kurva tafel tahanan polarisasi media larutan limbah batu bara S-02
Gambar 3.4 Kurva tafel tahanan polarisasi media larutan limbah batu bara S-03 3.3 Foto Optik Permukaan Stainless Steel
Untuk dapat mengetahui kondisi material setelah pengujian laju korosi maka perlu dilakukan pengujian foto optik. Dari pengujian foto optik akan tampak kerusakan yang terjadi pada sempel uji setelah mengalami pengujian laju korosi. Berikut merupakan hasil pengujian foto Optik pada material. Analisa Foto Optik permukaan pada sampel.
A. Foto Optik Permukaan dari sampel awal
Gambar 3.5 Foto optik permukaan sampel 01, 02 dan 03 sebelum pengujian Foto optik permukaan sampel awal dapat dilihat pada gambar, pada gambar terlihat adanya garis-garis halus dan relatif tipis merupakan pengaruh dari pengamplasan permukaan baja tahan karat AISI 304 yang dilakukan sebelum dilakukan pengujian. Terlihat juga bahwa permukaan masih rata, bersih dan belum mengalami cacat (belum terkorosi). Hal ini berarti baja tahan karat AISI 304 belum menunjukan
JTM Vol. 05, No. 1, Februari 2016 12
reaksi korosi karena belum ada pengaruh dari lingkungan air laut yang bersifat korosif.
B. Foto optik permukaan Stainless stell AISI 304
Gambar 3.6 Foto optik permukaan Stainless steel AISI 304 sampel 01
Gambar 3.7 Foto optik permukaan Stainless steel AISI 304 sampel 02
Gambar 3.8 Foto optik permukaan Stainless steel AISI 304 sampel 03 Gambar 3.6, 3.7 dan 3.8 yang merupakan hasil foto optik permukaan sampel stainless steel AISI 304 setelah melakukan uji korosi dalam media limbah pada pertambangan batu bara terlihat bahwa stainless steel mengalami proses korosi yang ditandai lubang-lubang kecil pada lokal tertentu permukaan stainless steel akibat reaksi kimia dan diprediksi mengalami pitting corrosion (korosi sumuran). Terlihat jelas bahwa stainless steel tersebut telah mengalami korosi dan terjadi kerusakan pada permukaan stainless steel. Permukaan stainless stell mengalami perubahan struktur dan terbentuk pori dimana logam teroksidasi, dilingkungan yang korosif limbah pertambangan batu bara stainless steel akan lebih cepat berkorosi.
C. Foto optik permukaan Stainless steel yang telah rusak
Gambar 3.6 Foto optik permukaan Stainless steel AISI 304 yang telah rusak. Dari Gambar 4.4 terlihat adanya perbedaan yang cukup signifikan yang terjadi pada permukaan stainless steel yang telah digunakan ± 5 bulan dikarenakan adanya reaksi yang terjadi pada media limbah pada pertambangan batu bara dan juga akibat gaya putar yang di lakukan oleh impeller saat bekerja yang mengakibatkan korosi erosi.
4. KESIMPULAN
1. Limbah batu bara yang memiliki nilai tingkat keasaman antara 6,4 – 7,6 pH menjadi penyebab terjadinya korosi pada impeller dengan material stainless steel AISI 304. 2. Pada stainless steel AISI 304 pada limbah
pertambangan batu bara, lamanya waktu pengujian akan mempengaruhi nilai dari potensial korosinya.
3. Untuk analisa pada limbah pertambangan batu bara nilai laju korosi pada temperature yang sama antara 0,0201 mpy sampai 0,0266 mpy.
DAFTAR PUSTAKA
[1]. Fontana, Mars Guy. (1986). Corrosion Engineering. Singapore : McGraw-Hill. [2]. Knofel, Dietbert. (1978). Corrosion Of Building
Material . United States : Van Nostrand Reinhold Company Chamberlain.
[3]. J.,Trethewey, KR. (1991). Korosi. Jakarta : PT. Gramedia Pustaka Utama
[4]. ASTM Internasional. 2004. ASTM G102: Standard Practice for Laboratory Immersion Corrosion Testing of Metals. United State. [5]. Sularso. (2004). Pompa dan Kompresor.
Jakarta : PT Pradnya Paramita
[6]. Marcus P., and Oudar J., 1995. Corrosion Mechanisms in Theory and Practice,United States :Marcel Dekker Inc
[7]. Chruch, Austin. (1993). Pompa dan Blower Sentrifugal. Jakarta : Eirlangga.
13 JTM Vol. 05, No. 1, Februari 2016 [8]. Ornelasari, Rizki. 2015. Analisa Laju Korosi
pada Stainless Steel 304 dengan Metode ASTM G31-72 pada Media Air Nira Aren, 01. 112-117.
[9]. AK Steel. 2007. 304/304 L Stainless Steel. www.aksteel.com. Retrieved: 2015-12-15. [10]. Kopecki, E. (1937). Cleaning Stainless
JTM Vol. 05, No. 1, Februari 2016 14
ANALISA PEMANFAATAN EXCESS COKE OVEN GAS SEBAGAI BAHAN BAKAR
GAS HEATER DI IRON MAKING
Edi Suderajat
Program Studi Teknik Mesin, Fakultas Teknik, Universitas Mercu Buana, Jakarta
Abtrak -- Analisa pemanfaatan excess Coke Oven Gas Sebagai Bakar Bakar Gas Heater dilakukan untuk Memanfaatkan excess COG dari coke oven plant yang berjumlah 11.722 NCMH untuk dipakai sebagai bahan bakar di gas heater dan juga untuk meningkatkan ketersediaan gas bakar akibat makin menurunnya pasokan dan semakin mahalnya gas alam. Dari hasil perhitungan Coke oven gas (COG) memiliki nilai kalor yang relatif tinggi, yaitu sekitar 4,373.56 kCal/Nm3 atau kira-kira setengah nilai kalor gas alam yang mencapai 8600 kCal/Nm3. Apabila digunakan sebagai bahan bakar di gas heater akan berdampak Heat Duty kecil, Namun hal ini bisa diantisipasi dengan menambah flow dari COG yang akan masuk ke gas heater, apabila COG digunakan sebagai bahan bakar maka dapat menggantikan hampir separuh dari kebutuhan gas alam untuk volume yang sama.
Kata kunci: Analisa, Coke Oven Gas, Nilai Kalor, Temperatur
1. PENDAHULUAN 1.1 Latar Belakang
Ketersediaan sumber energi, harga, dan kestabilan suplai energi merupakan isu utama bagi industri baja untuk dapat menjamin kelangsungan bisnis. Gas alam adalah sumber energi utama yang digunakan pada industri baja yang berbasis gas (gas based steel industry). Harga gas alam terus meningkat secara signifikan, tetapi di sisi lain gas alam telah menjadi alternatif sumber energi yang paling banyak digunakan pada saat tingginya harga minyak bumi, sehingga hal ini berakibat terbatasnya suplai gas alam ke industri baja.
Perusahaan baja berbasis gas yang sedang bertransformasi menjadi perusahaan berbasis batubara melalui blast furnace complex dengan tetap mempertahankan fasilitas iron makingexisting yang berbasis gas. Perusahaan akan memiliki keuntungan dari operasi kedua teknologi ini secara bersamaan dimana excess coke oven gas dari coke oven plant dapat dimanfaatkan di Direct reduction plant tidak hanya sebagai bahan bakar tetapi juga sebagai gas proses karena kemiripan komposisi kimia coke oven gas dengan reformed gas atau gas reduktor.
COG yang dihasilkan coke oven plant berjumlah 27.800 NCMH dan dipakai untuk keperluan internal BF Complex sebesar 16.078 NCMH sehingga ada ekses sebesar 11.722 NCMH.
Berdasarkan analisis excess coke oven gas berpotensi untuk dapat dimanfaatkan sebagai gas proses meliputi gas reduksi dan gas cooling, dan juga sebagai bahan bakar di beberapa bagian dari fasilitas produksi
2. METODE PENELITIAN
Pelaksanaan tugas akhir ini berada di PTKS di kota Cilegon provinsi Banten. PTKS merupakan pabrik baja yang terintegrasi dari mulai hilir sampai hulu.
Salah satu pabrik hulu dari PTKS adalah Coke Oven Plant.
Waktu pembuatan tugas akhir ini disusun dan akan digunakan sebagai panduan penulis dalam penyelesaian rancangan tugas akhir, dan jadwal penelitian adalah sebagai berikut:
Dalam pembuatan tugas akhir ini berikut tahapan pelaksanaan penelitian pemanfaatan COG:
A. Studi Literatur
Tahap awal perancangan ini didasari dengan teori-teori yang telah ada, dengan studi literatur penulis mendapat referensi analisa pemanfaatan COG. Dalam studi literatur referensi didapat dari beberapa buku dan situs internet seperti yang tercatat dalam daftar pustak tugas akhir ini.
B. Pengumpulan Data
Tahap ini didasarkan pada kondisi parameter proses di PT Krakatau Steel, beberapa parameter tersebut adalah temperature serta nilai kalor Coke Oven Gas (COG) Parameter tersebut disesuaikan dengan kondisi di lapangan. Parameter ini didapat dari dokumen basic engineeringcoke oven plant. C. Analisa
Setelah didapat data berupa nilai kalor dan temperature dari COG berdasarkan referensi dari PT Krakatau Steel maka disimulasikan dengan
15 JTM Vol. 05, No. 1, Februari 2016
menggunakan Microsoft excel dan hysis guna menentukan hasil apakah COG mampu digunakan sebagai bahan bakar di gas heater berdasarkan nilai kalor dan temperaturnya dikomparasikan dengan data Natural Gas yang sebelumnya sudah dipakai sebagai bahan bakar di gas heater
3. HASIL DAN PEMBAHASAN
A. Data Hasil Pengujian Nilai kalor.
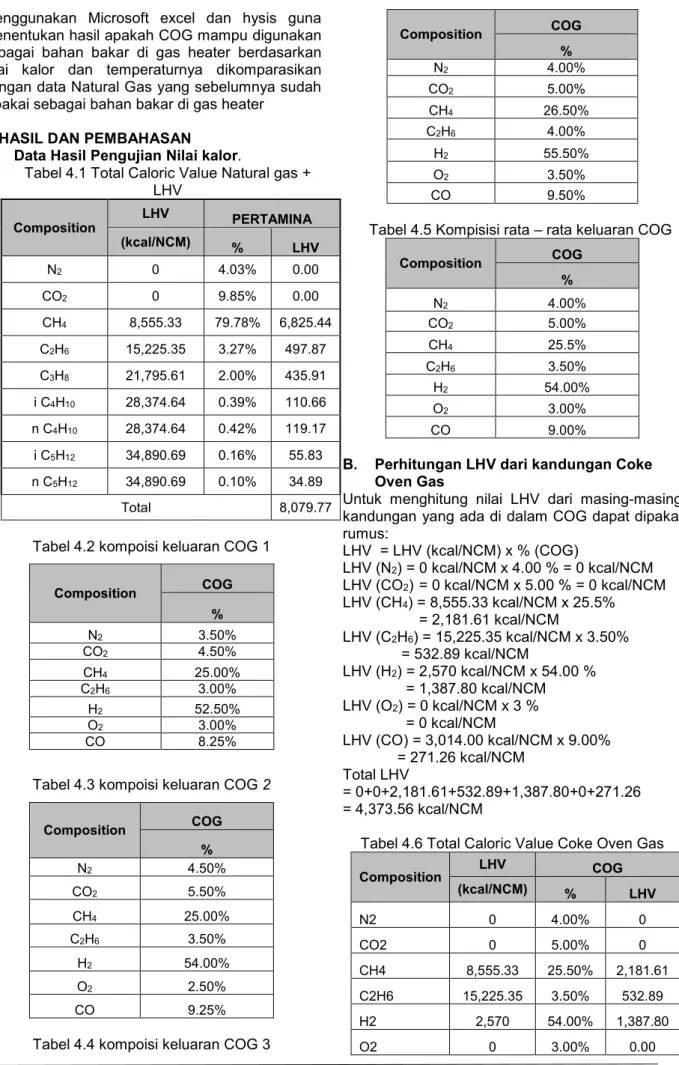
Tabel 4.1 Total Caloric Value Natural gas + LHV Composition LHV PERTAMINA (kcal/NCM) % LHV N2 0 4.03% 0.00 CO2 0 9.85% 0.00 CH4 8,555.33 79.78% 6,825.44 C2H6 15,225.35 3.27% 497.87 C3H8 21,795.61 2.00% 435.91 i C4H10 28,374.64 0.39% 110.66 n C4H10 28,374.64 0.42% 119.17 i C5H12 34,890.69 0.16% 55.83 n C5H12 34,890.69 0.10% 34.89 Total 8,079.77
Tabel 4.2 kompoisi keluaran COG 1
Composition COG % N2 3.50% CO2 4.50% CH4 25.00% C2H6 3.00% H2 52.50% O2 3.00% CO 8.25%
Tabel 4.3 kompoisi keluaran COG 2
Composition COG % N2 4.50% CO2 5.50% CH4 25.00% C2H6 3.50% H2 54.00% O2 2.50% CO 9.25%
Tabel 4.4 kompoisi keluaran COG 3
Composition COG % N2 4.00% CO2 5.00% CH4 26.50% C2H6 4.00% H2 55.50% O2 3.50% CO 9.50%
Tabel 4.5 Kompisisi rata – rata keluaran COG
Composition COG % N2 4.00% CO2 5.00% CH4 25.5% C2H6 3.50% H2 54.00% O2 3.00% CO 9.00%
B. Perhitungan LHV dari kandungan Coke Oven Gas
Untuk menghitung nilai LHV dari masing-masing kandungan yang ada di dalam COG dapat dipakai rumus:
LHV = LHV (kcal/NCM) x % (COG)
LHV (N2) = 0 kcal/NCM x 4.00 % = 0 kcal/NCM LHV (CO2) = 0 kcal/NCM x 5.00 % = 0 kcal/NCM LHV (CH4) = 8,555.33 kcal/NCM x 25.5% = 2,181.61 kcal/NCM LHV (C2H6) = 15,225.35 kcal/NCM x 3.50% = 532.89 kcal/NCM LHV (H2) = 2,570 kcal/NCM x 54.00 % = 1,387.80 kcal/NCM LHV (O2) = 0 kcal/NCM x 3 % = 0 kcal/NCM LHV (CO) = 3,014.00 kcal/NCM x 9.00% = 271.26 kcal/NCM Total LHV = 0+0+2,181.61+532.89+1,387.80+0+271.26 = 4,373.56 kcal/NCM
Tabel 4.6 Total Caloric Value Coke Oven Gas
Composition LHV COG (kcal/NCM) % LHV N2 0 4.00% 0 CO2 0 5.00% 0 CH4 8,555.33 25.50% 2,181.61 C2H6 15,225.35 3.50% 532.89 H2 2,570 54.00% 1,387.80 O2 0 3.00% 0.00
JTM Vol. 05, No. 1, Februari 2016 16
CO 3,014.00 9.00% 271.26 Total 4,373.56
C. Hasil perhitungan nilai kalor
Dari hasil perhitungan didapat bahwa nilai kalor dari COG sekitar 4,373.56 Kcal/NMH atau sekitar setengah dari nilai kalor NG 8,079.77, maka dampak yang ditimbulkan jika COG digunakan sebagai bahan bakar di gas heater adalah Heat duty kecil.
D. Menghitung temperature dari masing – masing komposisi COG
a. CH4
Untuk menghitung mula – mula dapat menggunakan rumus: M = % CH4 x flow COG/ 22,4 = 25,5 x 4943000 : 22,4 = 5.622.056 mol Q1 = CH4 ∫ 4 = 5.622.056 ∫ −1028629.292 = 5.622.056 ∫ 3.5654 + 06 = 2.004E+13 Q2 = O2 ∫ 2 + N2 ∫ 2 = 2248822.4 ∫ 351796.82 + 50733433.34∫ 351796.82 = 2248822.4 ∫ −5.1423 + 05 + = 50733433.34 ∫ −4.2029 + 03 = -1.1564E+12 + -2.1323E+13 = -2.2479E+13 Q3 =Reaksi CH4 x ΔH = 5622056 x 312753.4 = 1.75832E+12 Q4 (O2) = sisa + ∫ = n [A (T-298) + B/2 (T2 – 2982) + C/3 (T3 – 2983) + D/4 (T4 – 2984)] = 2248822.4 [ 1.7543E+05 (T-298) + -6.1523E+03/2 (T2 – 2982) + 1.1392E + 03/3 (T3 – 2983) + -9.2382E+01/4 (T4 – 2984) = 2248822.4 [ (1.7543E+05 – 5.2278E+07) - 3.0762E+03T2 + 2.7317E+08) + ( 3.7973E+02 T3 – 1.0049E+10) – 2.3096E+01 T4 + 1.8213E+09) = 2248822.4 (-7.9022E+9 + 1.7543 E+05T -3.0762E+03T2+3.7973E+ 02T3 2.3096E-01T4 = 4.340 E+17 + (-66.9178E+09+ 8.54E+08T – 5.1938E+05 T)2 T2 Q4 (CO2) = sisa + ∫ = n [A (T-298) + B/2 (T2 – 2982) + C/3 (T3 – 2983) + D/4 (T4 – 2984) = 5622056 [-8.3043E+05 (T- 298) + 1.0437E+05/2 (T2 – 2982) – 4.3333 E+02/3 (T3 – 2983) + 6.0052E-01/4 (T4 – 2984) = 5622056[ -8.3043E+06T + 2.474E+02) + (5.2185 E+04T2 + 4.6342E+09) +(-1.444E+02 T3 +3.8224 E+09) +(1.5013E+01T4 + 1.1839E+09) = -4.6393 E+13 + (8.1204E+08T+ 8.4403E+07T2)T2 Q4 (H2O) = sisa + ∫ = n [A (T-298) + B/2 (T2 – 2982) + C/3 (T3 – 2983) + D/4 (T4 – 2984)] = 22488224 [0,0336 (T-298) + 0,2679/2 (T2 – 2982) + 2,6105/3 (T3 – 2983) + 0,0890/4 (T4 – 2984) = 22488224 [ 0,0336 T – 1,0012 E+01) + (0,1339 T2 + 1,189E+04) + (0,8701 T3 + 2,3027 E+07) + (0,02225 T4 + 1,7546 E+08)
= 3,8048 E+07 + (1,9567 E+07 T+ 5,0036E+05 T2) T2
b. C2H6
Untuk menghitung mula – mula dapat menggunakan rumus:
17 JTM Vol. 05, No. 1, Februari 2016 = 3,5 x 4943000 / 22,4 = 772343.75 mol Q1 = C2H6 ∫ 2 6 772343.75 −1028650.991 = 772343.75 ∫ 3.5654 + 06 = 2.7537E+12 Q2 = O2 ∫ 2 + N2 2 = 3243843.75 ∫ 351796.82 +7941824∫ 351796.82 = 3243843.75 ∫ −5.1423 + 05 = 7941824 ∫ −4.2029 + 03 = -1.6681E+12 + -3.3379E+12 = -5.0060E+12 Q3 =Reaksi C2H6 x ΔH = 772343.75 x 312460.4 = 2.41327E+11 Q4 (O2) = sisa + ∫ = n [A (T-298) + B/2 (T2 – 2982) + C/3 (T3 – 2983) + D/4 (T4 – 2984)] = 540640.625 [1.7543E+05 (T-298) + -6.1523E+03 / 2 (T2 – 2982)+ 1.1392E+03 / 3 (T3 – 2983) + -9.2382E+01 (T4 – 2984) ] = 540640.625 [ (1.7543E+05 – 5.2278E+07) - 3.0762E+03T2 + 2.7317 E+08) + ( 3.7973E+02T3 – 1.0049E+10) – 2.3096E+01T4 + 1.8213E+09)] = 540640.625 [-7.9022E+9 + (1.7543E+05T -3.0762E+03T2 + 3.7973E+ 02T3 -2.3096E-01T4)] = -4.2722E+15 + 9.4845E+10 + (-1.6631E+09T + 2.0530E+08T2 – 1.2487E+05T3)T = 4.2722E+15 -1.6631E+09 + (2.0530E+08T– 1.2487 E+05T2)T2 Q4 (CO2) = sisa + ∫ = n [A (T-298) + B/2 (T2 – 2982) + C/3 (T3 – 2983) + D/4 (T4 – 2984) = 1544687.5 [-8.3043E+05 (T- 298) + 1.0437E+05/2 (T2-2982) – 4.3333 E+02/3 (T3 – 2983) + 6.0052E-01/4 (T4 – 2984) = 1544687.5 [-8.3043E+06T + 2.474E+02) + (5.2185E+04T2 + 4.6342E+09) + (- 1.444E+02 T3 + 3.8224E+09)+(1.5013 E+01T4 + 1.1839E+09) = 1544687.5 [9.6405E+09 – 8.3403E + 06 + (5.2185E+04T- 1.4444 E+02T2 +1.50136 E+01T3) T]
= 1.4879E+16 - 1.2883E+13 + 8.0610E+10 + (- 2.2311E+08T + 2.3191E+07T2) T2 = 1.4866E+16 + (-2.2311E+08T + 2.3191E+07T2)T2 Q4 (H2O) = sisa + ∫ = n [A (T-298) + B/2 (T2 – 2982) + C/3 (T3 – 2983) + D/4 (T4–2984)] = 3089375 [0,0336 (T-298) + 0,2679/2(T2 – 2982) + 2,6105/3 (T3 – 2983) + 0,0890/4 (T4 -2984)] = 3089375 [0,0336 T – 1,0012 E+01) + (0,1339 T2 +1,189E+04) + (0,8701 T3 + 2,3027 E+07) + (0,02225 T4 + 1,7546 E+08) = 3089375 [1.5244E+08+(0.0336T + 0.1339T2 + 0.8701T3 + 0.02225T4)]
= 4.7094E+14 + 1.0380E+05 + 4.1367E+05 + (0.8701T + 0.02225T2)T2
= 4.7094E+14 + (0.8701T + 0.02225T2)T2
KESIMPULAN
Coke Oven Gas (COG) memiliki nilai kalor yang relatif tinggi, yaitu sekitar 4,373.56 kCal/Nm3 atau kira-kira setengah nilai kalor gas alam yang mencapai 8600 kCal/Nm3. Apabila digunakan sebagai bahan bakar di gas heater, COG mampu menggantikan NG namun dengan menambah flow COG dua kali agar temperatur bakar di gas heater tercapai dengan suhu 1253o C mampu melebihi temperatur di gas heater dengan menggunakan NG.
JTM Vol. 05, No. 1, Februari 2016 18
Dari hasil simulasi dan perhitungan bahwa nilai kalor COG lebih rendah dari nilai natural gas sehingga temperatur keluaran gas heater menjadi berkurang. Namun, hal ini bisa diatasi dengan menambah flow dari COG dua kali sehingga bisa didapat temperatur bakar di gas heater tercapai.
Namun hal ini bisa diantisipasi dengan menambah flow dari COG yang akan masuk ke gas heater, apabila COG digunakan sebagai bahan bakar maka dapat menggantikan hampir separuh dari kebutuhan gas alam untuk volume yang sama.
DAFTAR PUSTAKA
Diktat Sertifikasi Keahlian Bidang Operasi. 2002, Cilegon : PT Krakatau Steel.
Suwandi, Yusuf. Komunikasi Pribadi. 2008, Cilegon : PT Krakatau Steel.
Zuhan, Zulfiadi. Metallurgy of iron and steel making. 2009. Bandung : Institute Teknologi Bandung.
Perry's Chemical Engineers' Handbook
http://www.engineeringtoolbox.com diakses pada tanggal 15 April 2015
http://adikasin.blogspot.com/2012/09/proses-pembakaran-bahan-bakar.html
19 JTM Vol. 05, No. 1, Februari 2016
OPTIMASI FILLING TIME INJECTION MOLDING CRISPER DENGAN BANTUAN SOFTWARE AUTODESK MOLDFLOW INSIGHT
RASWAN RUDIYADI
Program Studi Teknik Mesin, Fakultas Teknik Universitas Mercu Buana Jakarta [email protected]
Abstrak -- Laporan Tugas Akhir ini penulis susun berdasarkan kerja nyata penulis di PT PyoJoon Mold Indonesia pada unit Design, dan berdasarkan beberapa literature dari buku, serta bimbingan yang diberikan oleh dosen pembimbing Tugas Akhir Bapak Nurato ST. MT. yang telah memberikan motivasi dan petunjuk dalam penyelesain Laporan Tugas Akhir ini. Tujuan pembuatan Laporan Tugas Akhir ini adalah untuk menganalisa apakah produk Crisper tersebut mampu diproduksi dengan system hot runner molding dan Mencegah defect produk Crisper yang akan dihasilkan. Dengan bantuan software Autodesk moldflow insight penulis melakukan analisa terhadap produk yang akan dibuat molding dan membuat design molding Crisper.
Abstract -- The final report is structured around a real working writer writer in Indonesia at PT PyoJoon Mold Design unit, and based on some literature from the book, as well as the guidance provided by the supervisor Final Mr. Nurato ST. MT. which has provided the motivation and guidance in the completion of this final report. The purpose of making this final report is to analyze whether the Crisper product can be produced by molding and hot runner system Prevent product defect Crisper that will be generated. With the help of Autodesk Moldflow Insight software authors have analyzed the products to be made molding and molding design makes Crisper.
1. PENDAHULUAN
PT. PyoJoon Mold Indonesia terus mengalami perkembangan dari tahun ke tahun, ini dibuktikan dengan diperluasnya bidang usaha. Dari yang awalnya hanya Mold Maker sekarang ditambah dengan Injection Molding untuk keperluan trial. Dengan bidang usaha baru tersebut PT PyoJoon Mold Indonesia mempunyai target untuk menurunkan waktu (jam) trial molding. Dalam bidang molding PT PyoJoon Mold Indonesia sudah mempunyai pengalaman yang banyak, namun untuk Injection Molding masih kurang pengalaman. Untuk menutupi kekurangan tersebut PT PyoJoon Mold Indonesia membeli sebuah software untuk menganalisa/ mensimulasikan proses injection molding.
Dengan software tersebut dapat dilakukan simulasi injection molding sebelum molding tersebut dibuat, dengan simulasi tersebut dapat mengurangi waktu untuk trial molding dan mengurangi cost untuk trial molding. Dengan software simulasi Autodesk Simulation Moldflow Insight, saya sebagai orang design melakukan simulasi untuk menganalisa produk baru yang akan dibuat molding tersebut. Analisa tersebut dilakukan untuk mengecek apakah memungkinkan produk tersebut dibuat dengan system hot runner molding.
2. METODE
Metoda penulisan Laporan Tugas Akhir ini didasarkan pada: Pengamatan proses injection molding di lapangan, pada metoda ini dilakukan dengan cara terjun langsung ke lapangan melihat secara visual dan dokumentasi.Diskusi dan tanya jawab dengan operator penanggung jawab dan
pengendali proses injection molding.Pada metoda ini dilakukan sharing mengenai proses injection molding, dan pengendalian mutu produk yang dihasilkan.Studi literatur, pada metoda ini dilakukan penambahan pengetahuan tentang proses injection molding melalui materi dari buku maupun panduan proses yang berkaitan dengan injection molding yang ada di PT PyoJoon Mold Indonesia. Metoda deskripsi, pada penulisan Laporan Tugas Akhir ini penulis menyajikan dalam bentuk deskripsi, yaitu memberikan fakta apa yang ada dilapangan dengan uraian secara detail. 3. HASIL DAN PEMBAHASAN
Untuk mendapatkan hasil yang maksimal dilakukan beberapa kali percobaan dengan parameter yang berbeda-beda. Material plastic yang digunakan dalam percobaan ini adalah GPPS (General Pupose Polystyrene ), material ini memiliki sifat jernih seperti kaca, kaku, getas, buram, terpengaruh lemak dan pelarut, mudah dibentuk, melunak pada suhu 95ºC. Berikut ulasan mengenai material propertis GPPS secara umum, Density1.05 g/cm3 (66 lb/ft3), Dielectric Constant (Relative Permittivity) 2.5, Dielectric Strength (Breakdown Potential)20 kV/mm (0.8 V/mil), Elastic (Young's, Tensile) Modulus 2.9 GPa (0.42 x 106 psi), Electrical Resistivity Order of Magnitude15 10x Ω-m, Elongation at Break2 %, Flexural Modulus 3.2 GPa (0.46 x 106 psi), Flexural Strength 76 MPa (11 x 103 psi), Glass Transition Temperature100 °C (210 °F), Limiting Oxygen Index (LOI)18 %, Refractive Index1.59, Specific Heat Capacity1250 J/kg-K, Strength to Weight Ratio44 kN-m/kg, Tensile Strength: Ultimate (UTS)46 MPa (6.7 x 103 psi), Thermal Conductivity0.14 W/m-K, Thermal Expansion120
JTM Vol. 05, No. 1, Februari 2016 20
µm/m-K, Vicat Softening Temperature100 °C (210 °F), Water Absorption: After 24 Hours0.04 %. A. Percobaan kesatu
Parameter simulasi:
- Pin hot runner diameter 5 - Pressure 80 Mpa
- Material plastik GPPS
Gambar 3.1 Result filling time percobaan kesatu Dari percobaan kesatu produk yang dihasilkan memiliki defect shortmold dengan filling time 1,308 detik.
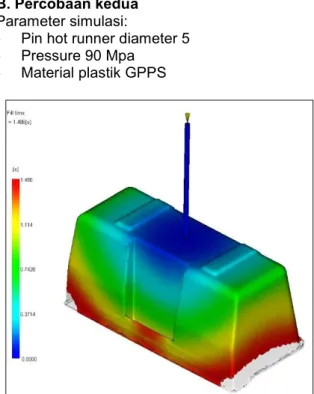
B.Percobaan kedua Parameter simulasi:
- Pin hot runner diameter 5 - Pressure 90 Mpa
- Material plastik GPPS
Gambar 3.2 Result filling time percobaan kedua Dari percobaan kedua produk yang dihasilkan memiliki defect shortmold dengan filling time 1,486 detik.
C. Percobaan ketiga Parameter simulasi:
- Pin hot runner diameter 5 - Pressure 100 Mpa - Material plastik GPPS
Gambar 3.3 Result filling time percobaan ketiga Dari percobaan ketiga produk yang dihasilkan memiliki kualitas yang bagus dengan filling time 1,571 detik.
D. Percobaan keempat Parameter simulasi:
- Pin hot runner diameter 6 - Pressure 80 Mpa
- Material plastik GPPS
Gambar 3.4 Result filling time percobaan keempat Dari percobaan ketiga produk yang dihasilkan memiliki defect shortmold dengan filling time 1,364 detik.
E. Percobaan kelima Parameter simulasi:
- Pin hot runner diameter 6 - Pressure 90 Mpa
21 JTM Vol. 05, No. 1, Februari 2016
- Material plastik GPPS
Gambar 3.5 Result filling time percobaan kelima Dari percobaan ketiga produk yang dihasilkan memiliki defect shortmold dengan filling time 1,505 detik.
Percobaan keenam Parameter simulasi :
- Pin hot runner diameter 6 - Pressure 100 Mpa - Material plastik GPPS
Gambar 3.6 Result filling time percobaan keenam Dari percobaan ketiga produk yang dihasilkan memiliki kualitas yang bagus dengan filling time 1,573 detik.
Dari data – data percobaan tersebut, percobaan kesatu, kedua, keempat, kelima tidak bisa diaplikasikan dalam pembuatan molding karena produk yang dihasilkan tidak sesuai dengan yang diharapkan. Produk tersebut memiliki defect shortmold karena pressure-nya kurang. Untuk percobaan ketiga dan keenam memiliki kualitas produk yang bagus dengan filling time yang hamper sama dan tidak ada defect shortmold.
Percobaan ketiga dan keenam memiliki kualitas yang hampir sama bagusnya, karena itu dilakukan simulasi ulang untuk kedua percobaan
tersebut dengan di tambahkan parameter “shear rate” untuk melihat pemerataan panas yang ditimbulkan dari proses filling time tersebut. Berikut hasil simulasi shear rate-nya:
Gambar 3.7 Result shear rate percobaan ketiga
Gambar 3.8 Result shear rate percobaan keenam
Dari hasil simulasi tersebut percobaan keenam memiliki kualitas shear rate yang lebih bagus dari percobaan ketiga. Shear rate pada percobaan keenam lebih merata dan lebih kecil dari percobaan ketiga.
Berdasarkan data-data percobaan tersebut,
sebagai seorang designer saya
merekomendasikan percobaan keenam yang diigunakan untuk referensi pembuatan molding. Dengan data yang valid dan bisa dipertanggung jawabkan, pihak management dan customer meng-approval apa yang direkomendasikan. 4. KESIMPULAN
Barang-barang dari plastik yang kita gunakan dalam sehari-hari banyak yang dibuat dengan cara injection molding. Material termoplastik merupakan material yang paling banyak digunakan untuk industri injection molding. Untuk memperolah hasil yang bagus dari proses injection molding dibutuhkan waktu yang cukup
JTM Vol. 05, No. 1, Februari 2016 22
lama karena hasrus melewati beberapa kali trial. Sekarang waktu yang digunakan untuk trial bisa dikurangi dengan bantuan software Simulation Moldflow, biasanya untuk melihat hasil produk yang kita buat harus dibuat dahulu moldingnya dan di trial. Dengan bantuan software tersebut kita tidak harus membuat dulu moldingnya, kita cukup melakukan simulasi dan menganalisa hasil simulasi tersebut. Dengan hasil simulasi tersebut kita bisa mencegah / meminimalisi defect-defect yang akan timbul.
Dari hasil percobaan yang dilakukan bisa disimpulkan bahwa produk yang awalnya diproses dengan konstruksi molding 2 plate cold runner bisa diganti dengan 2 plate hot runner system. Dengan perubahan system tersebut dapat mengurangi biaya daur ulang untuk mengolah Runner dan pengambilan Runner secara manual oleh manusia dari mesin injeksi, apalagi dengan jumlah mesin yang banyak. Dengan open daylight specific yang lebih kecil investasi untuk mesin pun akan lebih kecil. Selain itu produk yang dihasilkan pun akan lebih bagus jika menggunakan hot runnner system.
REFERENSI
[1]. Autodesk moldflow. (n.d.). Retrieved from website : http://www.autodesk.com
[2]. Hot runner system. (n.d.). Retrieved from website : http://www.yudo.com
[3]. Injection molding machine. (n.d.). Retrieved
from website:
http://www.custompartnet.com/wu/InjectionM olding
[4]. Moldbase. (n.d.). Retrieved from website: http://www.futaba.co.jp/en/precision/mold/55 17/index.html
[5]. Molding area diagram. (n.d.). Retrieved from website:
http://www.id.wikipedia.org/wiki/injection_mol ding
[6]. Runner type. (n.d.). Retrieved from website: http://www.misumi-techcentral.com/tt/en/ [7]. Spring. (n.d.). Retrieved from website:
http://www.samsolspring.com/eng/sub1.html [8]. Standard design PT PyoJoon Mold Indonesia.
(n.d.). Retrieved from : Arsip PT PyoJoon Mold Indonesia.
23 JTM Vol. 05, No. 1, Juni 2016
OPTIMASI PERHITUNGAN ULANG KEBUTUHAN LIFT PENUMPANG TYPE
IRIS1-NV PA 20 (1350) CO105 PADA GEDUNG APARTEMEN 17 LANTAI
Andri Sulistyo
Program Studi Teknik Mesin, Fakultas Teknik, Universitas Mercu Buana, Jakarta Email: [email protected]
Abstrak -- Pada perkembangan ilmu pengetahuan dan teknologi sekarang ini, teknologi sangat dibutuhkan untuk membantu dalam kehidupan dan kegiatan aktifitas sehari hari khususnya pada gedung bertingkat terutama apartemen yang sering dibangun di Jakarta. Maka pada Tugas Akhir, Penulis ingin mengambil judul optimasi perhitungan ulang kebutuhan lift penumpang type IRIS1-NV PA 20 (1350) CO105 pada gedung apartemen 17 lantai. Optimasi Perhitungan ulang kebutuhan lift penumpang ini menggunakan metode literatur dan observasi sehingga diharapkan akan mempermudah dalam menganalisanya. Pada Tugas Akhir ini permasalahan yang akan dibahas adalah mengenai kecepatan, kapasitas, daya motor dan jumlah unit lift sehingga akan menekan biaya operasional dan perawatan mesin lift dan dapat menjamin kelayakan dan kenyamanan bagi penghuninya. Perencanaan awal pada lift apartemen 17 lantai adalah kecepatan lift 105 mpm (1,5 m/s), daya motor @ 15,9 kw, kapsitas daya angkut lift 1.350 kg (20 orang). Maka di dalam optimasi perhitungan lift ini akan diharapkan mendapatkan desain yang sesuai dengan kebutuhan apartemen tersebut yaitu kecepatan lift menjadi 60 mpm (1m/s), daya motor @ 7,7 kw, kapasitas daya angkut lift 1.150 kg (17 orang), jumlah unit lift yang akan digunakan adalah 2 unit.
Kata kunci: Kecepatan, kapasitas, daya motor, jumlah unit lift.
Abstract -- In the development of science and technology today, technology is needed to assist in the life and activities of daily activities, especially in high rise buildings are often built primarily apartments in Jakarta. Then the final project, the author would like to take the title optimization recalculation needs IRIS1 type passenger lift-NV PA 20 (in 1350) CO105 the apartment building 17 floors. Optimization Recalculation needs passenger lift uses literature and observation method which is expected to ease in analyzing it. In this final project the issues to be discussed is the speed, capacity, motor power and the amount of lift unit that will reduce operating costs and maintenance of the elevator machine and can ensure the feasibility and comfort for occupants. Planning early in the 17-storey apartment elevator is the elevator speed of 105 mpm (1.5 m / s), @ 15.9 kw motor power, lift capacity 1,350 kg carrying capacity (20 people). Then in optimization calculation of this lift will be expected to get a design that fit the needs of the apartment that is the speed of the elevator to 60 mpm (1m / s), the motor power of @ 7.7 kw, haulage capacity lift 1,150 kg (17 people), the amount of lift unit which will be used is 2 units.
Keywords: speed, capacity, motor power, the number of units lift.
1. PENDAHULUAN
1.1 Latar Belakang Masalah
Seiring dengan perkembangan jaman dan ilmu pengetahuan teknologi serta untuk menunjang pekerjaan orang pada gedung bertingkat, maka dibutuhkan alat transportasi vertikal atau yang kita kenal dengan lift.
Peralatan ini dipergunakan untuk mengefisiensikan waktu, jarak tempuh dan tenaga bagi manusia untuk menuju lantai yang diinginkan dalam gedung bertingkat. Keberadaan lift ini juga merupakan sebagai pengganti fungsi dari tangga dalam mencapai tiap tiap lantai berikutnya pada gedung bertingkat.
Lift ini digunakan untuk transportasi manusia secara vertikal, yang dilengkapi dengan kereta (car) dan digerakkan dengan motor dan bergerak pada rel penuntun tetap yang terletak pada ruang
luncur (hoistway) serta dapat dikendalikan sesuai dengan kehendak pemakainya.
Perhitungan ulang lift penumpang 17 lantai pada gedung apartemen merk Sigma type IRIS1-NV PA 20 (1350) CO105 didasarkan pada kapasitas orang (building population) apartemen tersebut. Berarti berhubungan dengan peninjauan kembali mengenai kecepatan lift, kapasitas lift, daya motor lift, waktu menunggu (interval, waiting time), dan jumlah unit lift yang akan digunakan pada apartemen 17 lantai.
Sehingga nantinya dapat menjamin kelayakan dan kenyamanan pengguna lift pada gedung apartemen tersebut.
1.2 Rumusan Masalah
Berdasarkan latar belakang yang telah diuraikan di atas peranan lift sebagai alat untuk memindahkan orang sangatlah penting sehingga