KOROSI PLAT BAJA TERELEKTROPLATING NIKEL PADA
LINGKUNGAN PANTAI
TUGAS AKHIR
Untuk memenuhi persyaratan Mencapai derajat sarjana S-1
Disusun oleh :
Rinaldo Stefanus
Nomor Induk Mahasiswa :065214036
PROGRAM STUDI TEKNIK MESIN JURUSAN TEKNIK MESIN FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA YOGYAKARTA
i
THE CORROSION ON NICKEL ELECTROPLATING STEEL
PLATE ON COASTEL AREA
FINAL PROJECT
As partial fulfillment of the requirement to obtain the Sarjana Teknik degree
By :
Rinaldo Stefanus NIM :065214036
MECHANICAL ENGINEERING STUDY PROGRAMME SCIENCE AND TECHNOLOGY FACULTY
SANATA DHARMA UNIVERSITY YOGYAKARTA
iv Pernyataan
Dengan ini saya menyatakan bahwa dalam tugas akhir ini tidak terdapat karya yang pernah diajukan untuk memperoleh gelar kesarjanaan di suatu Perguruan Tinggi. Sepanjang pengetahuan saya juga tidak terdapat karya atau pendapat yang pernah ditulis atau diterbitkan oleh orang lain kecuali yang secara tertulis diacu dalam naskah ini dan disebutkan dalam daftar pustaka.
Yogyakarta
v
MOTTO
HIDUP AKAN TERASA SINGKAT BILA TIDAK DILALUI
DENGAN HAL YANG BERARTI
BERJUANGLAH HINGGA GARIS FINISH WALAU PUN
BUKAN KITA YANG PERTAMA
DALAM
DOA
DAN
USAHA
SEMUA
AKAN
BAIK
JALANNYA
BASKET BALL MENGAJARI BAGAIMANA MELEWATI
HIDUP YANG KERAS INI
PERSEMBAHAN :
KEDUA ORANG TUA
SEMUA SAUDARA-SAUDARAKU
PACARKU TERCINTA
vi
LEMBAR PERNYATAAN PERSETUJUAN
PUBLIKASI KARYA ILMIAH UNTUK KEPENTINGAN AKADEMIS
Yang bertanda tangan dibawah ini, saya mahasiswa Universitas Sanata Dharma
Nama : Rinaldo Stefanus Nomor Mahasiswa : 065214036
Demi pengembangan ilmu pengetahuan saya memberikan kepada perpustakaan Universitas Sanata Dharma karya ilmiah saya yang berjudul :
Korosi Plat Baja Terelektroplating Nikel Pada Lingkungan Pantai,
beserta perangkat yang diperlukan (bila ada). Dengan demikian saya memberikan kepada perpustakaan Universitas Sanata Dharma baik untuk menyimpan, mengalihkan dalam bentuk media lain, mengelolanya dalam bentuk pengkajian data, mendistribusikan secara terbatas, dan mempublikasikannya di internet atau media lain untuk kepentingan akademik tanpa perlu meminta ijin dari saya maupun memberikan royalti kepada saya selama tetap mencantumkan nama saya sebagai penulis.
Demikian pernyataan ini yang saya buat dengan sebenarnya Dibuat di Yogyakarta
Pada tanggal………..
Yang menyatakan
vii
INTISARI
Penelitian ini bertujuan untuk mengetahui pengaruh pelapisan nikel pada baja yaitu pengaruh terhadap ketahanan korosi akibat lingkungan pantai. Manfaat yang diperoleh adalah meningkatnya ketahanan suatu logam dari serangan korosi sehingga logam tidak mudah rusak.
Tindakan yang dilakukan dalam penelitian ini meliputi, pembuatan benda uji, elektroplating, pengujian pada lingkungan pantai, uji tarik, dan uji struktur mikro. Setelah benda uji atau spesimen dibuat, dilakukan pelapisan dengan nikel dengan melewati tahap-tahap elektroplating untuk mendapatkan hasil pelapisan terbaik. Jenis pengujian selanjutnya adalah uji korosi di lingkungan pantai selama 4 bulan, uji tarik setiap bulan, terakhir adalah pengambilan gambar struktur mikro. Hasil penelitian menunjukkan bahwa pelapisan nikel pada logam meningkatkan ketahanan dari serangan korosi. Spesimen plat baja yang tidak dilapisi nikel mengalami korosi setelah diletakan di lingkungan pantai selama 4 bulan. Korosi terlihat jelas merusak permukaan plat baja. Pada plat baja dengan lapisan nikel korosi sangat sedikit sehingga tidak tampak kerusakan yang terjadi. Setelah 4 bulan pengujian, tegangan dan ketebalan plat baja tanpa lapisan nikel terus turun. Tegangan plat baja tanpa lapisan nikel turun sebanyak 11,29 kg/mm2, sedangkan plat baja dengan lapisan nikel hanya turun 5,52 kg/mm2. Plat baja tanpa lapisan nikel yang semula setebal 1,5 mm menjadi 0,9 mm di bulan 4. Sedangkan pada plat baja dengan lapisan nikel tidak terjadi penurunan ketebalan.
viii ABSTRACT
The purpose of this research is to know the influence of nickel plating in protecting metal from coastal environment. The aim of the electroplating is to increase corrosion protection from coastal environment, so the metal cannot be easily damaged.
The actions that have done in this experiment were the making of the experiment object, electroplating, the examining in coast, the tensile testing, and the micro structure examining. After the specimens was made, the nickel plating was done to them. The next examining was the immersion examining in the coast for 4 months, tensile testing every month, and the last was making a photo of the micro structure.
The result of this research showed that the nickel plating on the steel increase protection from corrosion attack. Corrosion appear on the surface of steel that had no nickel plating after corrosion process for 4 months. On the other side, the surface of steel that had nickel plating not attacked by corrosion. The strength of no nickel plating steel decreased 11.29 kg/mm2 after 4 months corrosion process. Meanwhile the steel with nickel plating only reduced 5.52 kg/mm2. There were no decreasing thicknes on steel that plated nickel, but there were 0.9 mm decreasing thickness on steel that had no nickel plating after 4 months corrosion process.
ix
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa karena
dengan rahmat dan karunianya Nya, penulis dapat menyelesaikan skripsi tugas
akhir yaitu tentang Unjuk Kerja Elektroplating Nikel Pada Plat Baja.
Dalam menyusun skripsi tugas akhir ini berbagai hambatan dan kesulitan
banyak penulis temukan dan alami. Berbagai kesulitan dan hambatan itu dapat
penulis lalui karena bantuan dari berbagai pihak. Untuk itu penulis mengucapkan
terima kasih kepada:
1. Bapak Ir. PK. Purwadi, M.T., Ketua Prodi Teknik Mesin Universitas
Sanata Dharma Yogyakarta.
2. Bapak Budi Setyahandana, S.T., M.T., dosen pembimbing tugas akhir.
3. Semua dosen Teknik Mesin Universitas Sanata Dharma Yogyakarta,
yang telah memberikan matakuliah penunjang.
4. Mas martono laboran lab.ilmu logam Teknik Mesin Universitas Sanata
Dharma Yogyakarta yang telah membantu pengujian.
5. Kedua orang tua penulis yang telah membantu dengan dukungan moril
dan masukan yang baik.
6. Semua teman-teman yang tidak dapat penulis sebutkan satu persatu,
yang telah memberikan banyak dukungan dan masukan.
Dalam penyusunan laporan tugas akhir ini penulis telah berusaha sebaik
mungkin menyelesaikan laporan tugas akhir dengan mengikuti petunjuk dan cara
x
penulis masih merasakan adanya kekurangan-kekurangan baik itu dalam cara
mengungkapkan dan mencari penyelesaiannya maupun dalam menarik
kesimpulan dari persoalan yang ada. Atas segala kekurangan, penulis
mengharapkan adanya kritik dan saran yang sifatnya membangun, agar nantinya
tugas akhir ini dapat lebih sempurna lagi serta bermanfaat bagi rekan-rekan yang
membacanya.
Penulis berharap ilmu pengetahuan yang penulis peroleh di Universitas
Sanata Dharma Yogyakarta ini bermanfaat bagi nusa dan bangsa.
Yogyakarta, 2011
xi
DAFTAR ISI
JUDUL ...i
TITEL PAGE ...ii
LEMBAR PERSETUJUAN...iii
LEMBAR PENGESAHAN ...iv
LEMBAR PERNYATAAN ... v
LEMBAR MOTTO DAN PERSEMBAHAN ...vi
LEMBAR PERNYATAAN PERSETUJUAN PUBLIKASI KARYA ILMIAH UNTUK KEPENTINGAN AKADEMIS………...vii
INTISARI...viii
ABSTRAK ...ix
KATA PENGANTAR ... x
DAFTAR ISI...xii
DAFTAR GAMBAR ... xv
DAFTAR TABEL...xvii
BAB I PENDAHULUAN ... 1
I.1 Latar Belakang... 1
I.2 Tujuan Tugas Akhir... 2
I.3 Batasan Masalah ... 3
xii
I.4.1 Studi Lapangan ... 3
I.4.2 Mendalami Teori Dasar Dari Berbagai Sumber...3
BAB II DASAR TEORI ... 4
II.1 Korosi ... 4
II.1.1 Jenis Korosi ... 5
II.1.1.1 Korosi Internal ... 5
II.1.1.2 Korosi Eksternal ... 5
II.2 Elektroplating ... 6
II.2.1 Elektrolit ... 6
II.2.2 Anoda... 7
II.2.3 Katoda... 7
II.3 Nikel ... 7
II.4 Plating Nikel... 8
II.5 Uji Tarik ... 10
II.5.1 Tujuan Melakukan Uji Tarik ... 11
II.5.2 Detail Profil Uji Tarik dan Sifat Mekanik Logam... 14
II.5.3 Istilah lain ... 17
II.6 Pengujian Struktur Mikro... 19
BAB III METODE PENELITIAN... 20
III.1 Tahap-Tahap Pembuatan Spesimen ... 20
xiii
III.2.1 Persiapan Benda Kerja ... 22
III.2.2 Elekrtoplating ... 22
III.3 Pengujian Pada Lingkungan Pantai... 24
III.4 Pengujian Tarik ... 25
III.4.1 Data Mesin Uji Tarik... 25
III.4.2 Proses Pengujian Tarik... 26
III.5 Pengujian Sruktur Mikro... 27
BAB IV DATA DAN ANALISIS... 30
IV.1 Uji Tarik... 30
IV.1.1 Diagram dan grafik ... 32
IV.2 Analisis data... 36
IV.3 Analisis Pengamatan Struktur Mikro... 39
IV.3.1 Tampilan ... 41
BAB V PENUTUP... 43
V.1 Kesimpulan ... 43
V.2 Saran... 43
DAFTAR PUSTAKA ... 44
xiv
DAFTAR GAMBAR
Gambar 2.1 Skema pengujian tarik dari awal pembebanan ... 11
Gambar 2.2 Gambaran singkat uji tarik dan tegangan yang terjadi ... 11
Gambar 2.3 Kurva tegangan-regangan ... 13
Gambar 2.4 Standar spesimen yang digunakan ... 14
Gambar 2.5 Ilustrasi pengukur regangan pada spesimen... 14
Gambar 2.6 Profil data hasil uji tarik ... 15
Gambar 2.7 Penentuan tegangan luluh (yield strees) untuk kurva tanpa daerah linier ... 17
Gambar 2.8 Tegangan dan regangan berdasarkan panjang bahan sebenarnya ... ...18
Gambar 3.1 Bentuk spesimen uji tarik... 20
Gambar 3.2 Skema proses elektroplating... 23
Gambar 3.3 Spesimen diletakkan di lingkungan pantai... 25
Gambar 3.4 Mesin uji tarik di Laboratorium Ilmu logam Universitas Sanata Dharma ... 26
Gambar 3.5 Panel mesin uji tarik... 27
Gambar 3.6 Spesimen dicetak dengan menggunakan resin ... 28
Gambar 3.7 Mikroskop ... 29
xv
Gambar4.2 Diagram perbandingan tegangan setiap pengujian (plat baja
dengan lapisan nikel) ... 32
Gambar 4.3 Diagram perbandingan beban tarik maksimum setiap pengujian (plat baja tanpa lapisan nikel) ... 33
Gambar 4.4 Diagram perbandingan beban tarik maksimum setiap pengujian (plat baja dengan lapisan nikel) ... 33
Gambar 4.5 Diagram perbandingan tegangan plat baja tanpa lapisan nikel dan plat baja dengan lapisan nikel setiap pengujian ... 34
Gambar 4.6 Diagram prosentase penurunan tebal spesimen dengan lapisan dan tanpa lapisan nikel ... 36
Gambar 4.7 Foto struktur mikro perbesaran 100 dengan lapisan nikel. ... 39
Gambar 4.8 Foto struktur mikro perbesaran 100 tanpa lapisan nikel... 39
xvi
DAFTAR TABEL
Tabel 4.1 Data uji tarik spesimen... ...30
1
BAB I
PENDAHULUAN
I.1 Latar Belakang
Dewasa ini seringkali kita menjumpai peralatan-peralatan yang
digunakan manusia untuk menyelesaikan masalah. Peralatan-peralatan
tersebut dalam perkembangannya selalu mengikuti perkembangan pola
berpikir manusia serta tempat dan lingkungan alat tersebut berada.
Dalam permesinan dan konstruksi teknik, besi dan baja merupakan
bahan baku yang paling banyak dipakai misalnya untuk casing, rangka,
sasis, serta penguat utama seperti baut, keling, dan pondasi. Ketika besi dan
baja tersebut akan dipakai, sebelumnya telah dirancang serta dihitung
kekuatannya sesuai dengan konstruksi yang akan dibuat.
Seiring perkembangan zaman, peralatan - peralatan tersebut harus
dipasang di lingkungan yang bersifat merusak besi seperti lingkungan laut
dan pantai, (contoh: kilang minyak lepas pantai, pipa bawah laut, dan kapal).
Masalah utama lingkungan pantai terhadap besi dan baja yaitu terjadinya
korosi. Korosi ini menyebabkan kekuatan besi dan baja tidak sesuai lagi
dengan rancangan karena korosi bersifat melemahkan kemampuan fisis
bahan. Untuk itu, dibutuhkan cara yang efisien dan efektif dalam mengatasi
Berdasarkan hal di atas, maka sangat tepat jika pada tugas akhir
ini, dipilih judul “Korosi Plat Baja Terelektroplating Nikel Pada Lingkungan
Pantai”. Penulis akan berusaha meneliti dampak lingkungan pantai terhadap
laju korosi pada baja yang terelktroplating nikel dan pada baja yang tidak
terelktroplating nikel dengan membandingan uji tarik dan struktur mikro
baja tersebut.
I.2 Tujuan dan Manfaat
Tugas akhir ini merupakan salah satu usaha untuk mengetahui:
1.Penurunan ketebalan spesimen baik yang terelektroplating nikel maupun
yang tidak terelektroplating nikel, pada kondisi korosi di lingkungan
pantai.
2.Kekuatan tarik spesimen baik yang terelektroplating nikel maupun yang
tidak terelektroplating nikel, pada kondisi korosi di lingkungan pantai.
Selain itu tugas akhir ini merupakan syarat menyelesaikan studi S1
Teknik Mesin Fakultas Sains dan Teknologi Universitas Sanata Dharma
I.3
Batasan Masalah
1. Spesimen yang digunakan adalah plat baja yang dibentuk mengikuti
standar ASTM A370.
2. Sebelum pelapisan nikel, spesimen terlebih dahulu mendapat pelapisan
tembaga sianida dan tembaga asam
3. Spesimen diletakkan di lingkungan pantai selama 4 bulan.
4. Tiap bulan, spesimen diuji tarik dan diamati struktur mikronya.
I.4 Metode Pengujian
Metode yang digunakan dalam menyusun tugas akhir ini adalah:
I.4.1. Studi lapangan
Setelah benda uji terelektroplating nikel lalu, benda uji
diletakan di lingkungan pantai dan mencatat data-data yang
diperlukan untuk menunjang penelitian ini, sehingga penelitian
yang dikerjakan dapat bermanfaat dengan baik di lapangan.
I.4.2. Mendalami teori dasar dari berbagai sumber
Penyusunan ini didasarkan dari beberapa buku referensi dan
alamat situs internet, kemudian disusun secara sistematis dan
sejelas mungkin sebagai penunjang teori dasar dengan batasan
BAB II
DASAR TEORI
Korosi di alam paling banyak terjadi pada logam, sedangkan dalam dunia
industri dan rancangan teknik banyak digunakan bahan dasar logam terutama besi
dan baja.
II.1. Korosi
Korosi adalah kerusakan atau degradasi logamakibat reaksiredoks
antara suatu logam dengan berbagai zat di lingkungannya yang
menghasilkan senyawa-senyawa yang tidak dikehendaki. Dalam bahasa
sehari-hari, korosi disebut perkaratan. Contoh korosi yang paling lazim
adalah perkaratan besi (Ensiklopedia bebas dan www. Kimia Dahsyat.
Com).
Pada peristiwa korosi, logam mengalami oksidasi, sedangkan oksigen (udara) mengalami reduksi. Karat logam umumnya adalah berupa oksida atau karbonat. Rumus kimia karat besi adalah Fe2O3.nH2O, suatu zat
padat yang berwarna coklat-merah.
Korosi merupakan proses elektrokimia. Pada korosi besi, bagian tertentu dari besi itu berlaku sebagaianode, di mana besi mengalami oksidasi.
Fe(s)<--> Fe2+(aq)+ 2e
Elektron yang dibebaskan di anode mengalir ke bagian lain dari besi itu
yang bertindak sebagaikatode, di mana oksigen tereduksi.
O2(g)+ 4H+(aq)+ 4e <--> 2H2O(l )atau
O2(g)+ 2H2O(l)+ 4e <--> 4OH-(aq)
Ion besi(II) yang terbentuk pada anode selanjutnya teroksidasi
membentuk ion besi(III) yang kemudian membentuk senyawa oksida
terhidrasi, yaitu karat besi. Mengenai bagian mana dari besi itu yang
bertindak sebagai anode dan bagian mana yang bertindak sebagai katode,
bergantung pada berbagai faktor, misalnya zat pengotor, atau perbedaan
rapatan logam itu.
Korosi dapat juga diartikan sebagai serangan yang merusak logam karena
logam bereaksi secara kimia atau elektrokimia dengan lingkungan. Ada definisi lain yang mengatakan bahwa korosi adalah kebalikan dari proses
ekstraksi logam dari bijih mineralnya. Contohnya, bijih mineral logam
besi di alam bebas ada dalam bentuk senyawa besi oksida atau besi sulfida, setelah diekstraksi dan diolah, akan dihasilkan besi yang digunakan untuk pembuatan baja atau baja paduan. Selama pemakaian, baja tersebut akan bereaksi dengan lingkungan yang menyebabkan korosi
(kembali menjadi senyawa besi oksida).
II.1.1 Jenis Korosi
II.1.1.1 Korosi Internal
Korosi internal adalah korosi yang terjadi akibat adanya
kandungan CO2 dan H2S pada air, sehingga apabila terjadi kontak
dengan air akan membentuk asam yang merupakan penyebab
korosi.
II.1.1.2 Korosi Eksternal
Korosi eksternal adalah korosi yang terjadi pada bagian
permukaan dari sistem perpipaan dan peralatan, baik yang kontak
dengan udara bebas dan permukaan tanah, akibat adanya
kandungan zat asam pada udara dari tanah (Ensiklopedia bebas dan
II.2
Elektroplating
Elektroplating merupakan suatu proses yang digunakan untuk
memanipulasi sifat suatu logam dengan cara melapisinya dengan logam
lain.
Proses elektroplating banyak dibutuhkan oleh industri penghasil
benda logam,diantaranya industri komponen elektronika, peralatan listrik,
peralatan olah-raga, peralatan dapur, dan sebagainya. Namun demikian
proses elektroplating dalam prakteknya masih sulit dilakukan oleh karena
pengendaliannya masih membutuhkan tenaga ahli yang berpengalaman.
Hasil yang diperoleh dalam proses elektroplating dipengaruhi oleh
banyak variabel, diantaranya larutan yang digunakan, suhu larutan, durasi
plating, tegangan antara kedua elektroda, keadaan elektroda yang
digunakan, dan sebagainya (Purwanto dan Syamsul Huda,2005,Hal 5).
II.2.1 Elektrolit
Elektrolit adalah suatu zat yang larut atau terurai ke dalam bentuk ion-ion dan selanjutnya larutan, larutan adalah campuran homogen yang terdiri dari dua atau lebih zat. Zat yang jumlahnya lebih sedikit di dalam
larutan disebut (zat) terlarut atau solut, sedangkan zat yang jumlahnya
lebih banyak daripada zat-zat lain dalam larutan disebut pelarut atau
solven. Komposisi zat terlarut dan pelarut dalam larutan dinyatakan dalam
konsentrasilarutan, sedangkan proses pencampuran zat terlarut dan pelarut membentuk larutan disebut pelarutan atau solvasi. menjadi konduktor elektrik, konduktor elektrik adalah material yang dapat menghantarkan arus listrik dengan mudah. ion-ion merupakan atom-atom bermuatan
elektrik. Elektrolit bisa berupa air, asam, basa atau berupa senyawakimia
lainnya. Elektrolit umumnya berbentuk asam, basa atau garam. Beberapa
gas tertentu dapat berfungsi sebagai elektrolit pada kondisi tertentu misalnya pada suhu tinggi atau tekanan rendah. Elektrolit kuat identik
berikatan ion dan kovalen polar. Sebagian besar senyawa yang berikatan
ion merupakan elektrolit sebagai contoh ikatan ion NaCl yang merupakan
salah satu jenis garam yakni garam dapur. NaCl dapat menjadi elektrolit
dalm bentuk larutan dan lelehan. atau bentuk liquid dan aqueous.
sedangkan dalam bentuk solid atau padatan senyawa ion tidak dapat
berfungsi sebagai elektrolit.
II.2.2 Anoda
anoda adalah elektroda, elektroda adalah konduktor yang digunakan untuk bersentuhan dengan bagian atau media non-logam dari
sebuah sirkuit (misal semikonduktor, elektrolit atau vakum). Bisa berupa
logam maupun penghantar listrik lain, pada sel elektrokimia yang terpolarisasi jika arus listrik mengalir ke dalamnya. Arus listrik mengalir
berlawanan dengan arah pergerakan elektron. Pada proses elektrokimia, baik sel galvanik (baterai) maupun sel elektrolisis, anoda mengalami
oksidasi.
II.2.3 Katoda
katoda adalah elektroda dalam sel elaktrokimia yang terpolarisasi
jika arus listrik mengalir keluar darinya. Pada baterai biasa (Baterai
Karbon-Seng), yang menjadi katoda adalah seng, yang juga menjadi
pembungkus baterai. Sedangkan, pada baterai alkalin, yang menjadi
katoda adalah mangan dioksida (MnO2) (www. ajus ink go_blog.com).
II.3
Nikel
Nikel mempunyai sifat tahan karat. Dalam keadaan murni, nikel bersifat
lembek, tetapi jika dipadukan dengan besi, krom, dan logam lainnya, dapat
membentuk baja tahan karat yang keras.
Perpaduan nikel, krom dan besi menghasilkan baja tahan karat (stainless
steel) yang banyak diaplikasikan pada peralatan dapur (sendok, dan
peralatan memasak), ornamen-ornamen rumah dan gedung, serta
komponen industri (Purwanto dan Syamsul Huda, 2005, Hal 73).
II.4
Plating Nikel
Proses Nickel Plating awalnya digunakan sebagai pelapis tahan karat dari besi. Dalam perkembangannya Nickel Plating juga berfungsi
sebagai pelapis dekoratif dari beberapa logam lain seperti Aluminium,
Zinc, atau Stainlessteel.
Jenis proses Nickel Plating ada 2 macam, yaitu Bright Nickel Plating danSemi Bright Nickel Plating.Untuk proses yang menggunakan keduanya, yaitu untuk lapisan pertama menggunakan Semi Bright
kemudian baru Bright disebut Proses Duplex Nickel Plating. Proses ini mempunyai daya tahan karat lebih kuat dari pada hanya satu proses Nickel
Plating saja.
Untuk meningkatkan ketahanan karatnya, nickel plating biasanya
dilapisi lagi dengan Chrom Plating. Dan jenis proses yang digunakan disebut Decorative Chrom Plating. Decorative Chrom Plating juga membuat warna lapisan terlihat lebih putih, karena warna lapisan Nickel
Dari Bahan yang digunakan proses Nickel Plating dibagi menjadi :
1.WattsNickel Plating.
2.High ChlorideNickel Plating.
3.SulfamatNickel Plating (Lebih Ductile/fleksiible).
Diantara ketiganya yang umum digunakan adalah Watts Nickel
Plating, Karena penanganannya lebih mudah. Untuk Watts Nickel Plating
bahan-bahan kimia yang digunakan dalam proses Nickel Plating beserta
jumlah pemakaiannya :
1. Nickel Sulphate (280 – 330 gr/lt)
2. Nickel Chloride (50 – 60 gr/lt)
3. Boric Acid (40 – 45 gr/lt)
4. Wetting agent (0,2 cc/lt)
5.Aditif Brightener(0,4 – 1 cc/lt)
Kondisi operasi proses :
1. pH (4 – 4,5)
2. Volt (6 volt untuk Rack, 12 Volt untuk Barrel)
3. Temperatur (55 – 60 derajat Celcius), pemanasan memakai
electric glass heater
4. Butuh pengadukan menggunakan blower
6. Dibutuhkan penyaringan secara berkala
Untuk mendapatkan hasil yang maksimal, standart diatas harus diusahakan
terpenuhi. Dan yang sangat perlu diperhatikan adalah masalah aliran listrik
yang digunakan. Arus DC yang digunakan harus mempunyai kualitas
sebagus mungkin dengan media penghantar arus yang memadai. Tebal
lapisan Nickel Plating umumnya sekitar 20 micron (www.metalindo.com).
II.5
Uji Tarik
Untuk mengetahui sifat-sifat mekanik dari suatu material, maka
yang harus dilakukan adalah melakukan pengujian terhadap material
tersebut. Dalam dunia industri tentu akan menjadi sangat boros bila
dilakukan pengujian dari setiap barang yang ingin diketahui sifat
mekaniknya. Lalu apa yang dilakukan oleh orang-orang di industri?
Mereka melakukan pengujian terhadap spesimen dari barang yang ingin
mereka ketahui sifat mekaniknya. Ada beberapa uji mekanik yang bisa
dilakukan untuk mengetahui sifat-sifat material, antara lain; uji tarik
(tensile test), uji tekan (compression test), uji torsi/ puntir(torsion test), uji
fatigue, dll. Dari sekian pengujian yang dapat dilakukan untuk mengetahui
sifat material, uji tarik menjadi pengujian yang paling disukai untuk
dilakukan karena dari satu pengujian dapat diketahui lebih banyak sifat
material dari satu pengujian tersebut. Dalam artikel kali ini, penulis akan
sedikit membahas tentang pengujian tarik dan sifat-sifat material apa saja
yang bisa diketahui dari uji tarik.
Uji tarik mungkin dapat dikatakan pengujian yang paling mendasar.
Pengujian ini sangat sederhana, tidak mahal dan telah mengalami
standarisasi di seluruh dunia, baik dari metode pengujian, bentuk spesimen
menarik suatu material secara perlahan-lahan, kita akan mengetahui reaksi
dari material tersebut
terhadap pembebanan yang diberikan dan seberapa panjang material
tersebut bertahan sampai akhirnya putus.
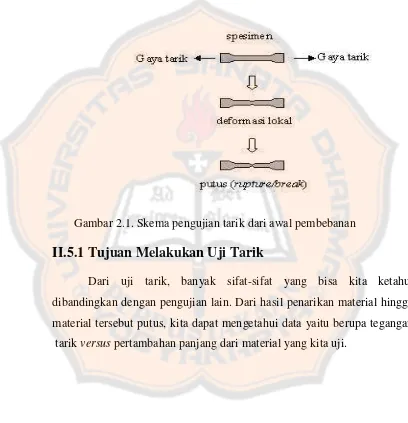
Gambar 2.1. Skema pengujian tarik dari awal pembebanan
II.5.1 Tujuan Melakukan Uji Tarik
Dari uji tarik, banyak sifat-sifat yang bisa kita ketahui
dibandingkan dengan pengujian lain. Dari hasil penarikan material hingga
material tersebut putus, kita dapat mengetahui data yaitu berupa tegangan
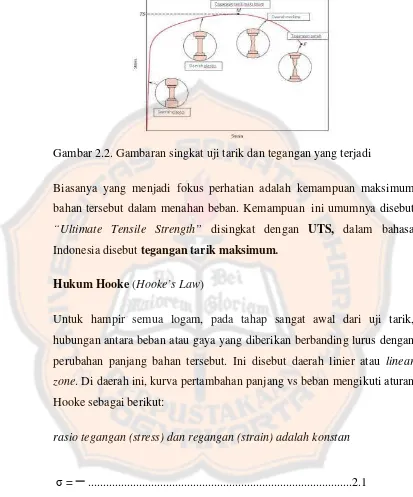
Gambar 2.2. Gambaran singkat uji tarik dan tegangan yang terjadi
Biasanya yang menjadi fokus perhatian adalah kemampuan maksimum
bahan tersebut dalam menahan beban. Kemampuan ini umumnya disebut
“Ultimate Tensile Strength” disingkat dengan UTS, dalam bahasa Indonesia disebuttegangan tarik maksimum.
Hukum Hooke(Hooke’s Law)
Untuk hampir semua logam, pada tahap sangat awal dari uji tarik,
hubungan antara beban atau gaya yang diberikan berbanding lurus dengan
perubahan panjang bahan tersebut. Ini disebut daerah linier atau linear zone. Di daerah ini, kurva pertambahan panjang vs beban mengikuti aturan Hooke sebagai berikut:
rasio tegangan (stress) dan regangan (strain) adalah konstan
σ= ...2.1
Dengan:
σ= Stress (N/mm)2
A = Luas penampang (mm)2
ε =
x 100%
...
2.2Dengan:
ε= Strain (%)
ΔL= pertambahan panjang (mm)
L = panjang awal (mm)
Hubungan antara stress dan strain dirumuskan:
E= ………..2.3
Dengan:
E = Modulus elastisitas
σ= Stress (N/mm)2
ε= Strain
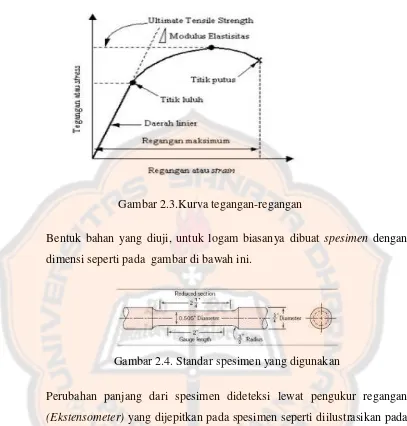
Selanjutnya kita dapatkan Gambar, yang merupakan kurva standar ketika
Gambar 2.3.Kurva tegangan-regangan
Bentuk bahan yang diuji, untuk logam biasanya dibuat spesimen dengan dimensi seperti pada gambar di bawah ini.
Gambar 2.4. Standar spesimen yang digunakan
Perubahan panjang dari spesimen dideteksi lewat pengukur regangan
(Ekstensometer) yang dijepitkan pada spesimen seperti diilustrasikan pada Gambar 2.5. Bila specimen mengalami perubahan panjang, terjadi
perubahan nilai hambatan listrik pada ekstensometer yang dibaca oleh
detektor dan kemudian dikonversi menjadi perubahan regangan.
Lo
II.5.2 Detail profil uji tarik dan sifat mekanik logam
profil data dari tensile test secara lebih detail. Untuk keperluan
analisa teknik, data yang didapatkan dari uji tarik dapat diasosiasikan
seperti pada Gambar 2.6.
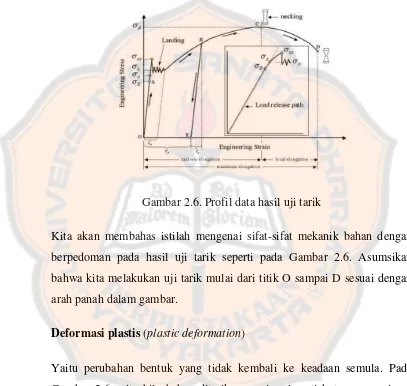
Gambar 2.6. Profil data hasil uji tarik
Kita akan membahas istilah mengenai sifat-sifat mekanik bahan dengan
berpedoman pada hasil uji tarik seperti pada Gambar 2.6. Asumsikan
bahwa kita melakukan uji tarik mulai dari titik O sampai D sesuai dengan
arah panah dalam gambar.
Deformasi plastis(plastic deformation)
Yaitu perubahan bentuk yang tidak kembali ke keadaan semula. Pada
Gambar 2.6 yaitu bila bahan ditarik sampai melewati batas proporsional
dan mencapai daerahlanding.
Tegangan luluh atasσuy(upper yield stress)
Tegangan maksimum sebelum bahan memasuki fase daerah landing
Tegangan luluh bawahσly(lower yield stress)
Tegangan rata-rata daerah landing sebelum benar-benar memasuki fase deformasi plastis. Bila hanya disebutkan tegangan luluh (yield stress), maka yang dimaksud adalah tegangan ini.
Regangan luluhεy(yield strain)
Regangan permanen saat bahan akan memasuki fase deformasi plastis.
Regangan elastisεe(elastic strain)
Regangan yang diakibatkan perubahan elastis bahan. Pada saat beban
dilepaskan regangan ini akan kembali ke posisi semula.
Regangan plastisεp(plastic strain)
Regangan yang diakibatkan perubahan plastis. Pada saat beban dilepaskan
regangan ini tetap tinggal sebagai perubahan permanen bahan.
Regangan total(total strain)
Merupakan gabungan regangan plastis dan regangan elastis, εT = εe+εp.
Perhatikan beban dengan arah OABE. Pada titik B, regangan yang ada
adalah regangan total. Ketika beban dilepaskan, posisi regangan ada pada
titik E dan besar regangan yang tinggal (OE) adalah regangan plastis.
Tegangan tarik maksimumTTM(UTS, ultimate tensile strength)
Pada Gambar 2.6 ditunjukkan dengan titik C (σβ), merupakan besar tegangan maksimum yang didapatkan dalam uji tarik.
Kekuatan patah(fracture strength)
Pada Gambar 2.6 ditunjukkan dengan titik D, merupakan besar tegangan
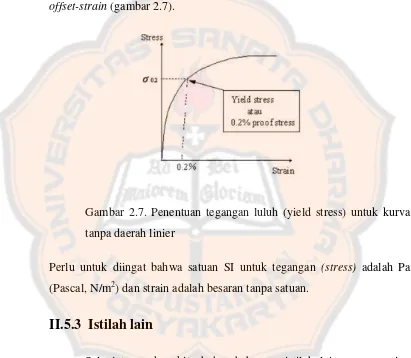
Tegangan luluh pada data tanpa batas jelas antara perubahan elastis
dan plastis
Untuk hasil uji tarik yang tidak memiliki daerah linier dan landing yang
jelas, tegangan luluh biasanya didefinisikan sebagai tegangan yang
menghasilkan regangan permanen sebesar 0.2%, regangan ini disebut
offset-strain(gambar 2.7).
Gambar 2.7. Penentuan tegangan luluh (yield stress) untuk kurva
tanpa daerah linier
Perlu untuk diingat bahwa satuan SI untuk tegangan (stress) adalah Pa (Pascal, N/m2) dan strain adalah besaran tanpa satuan.
II.5.3 Istilah lain
Selanjutnya akan kita bahas beberapa istilah lain yang penting
seputar hasil uji tarik.
Kelenturan
Merupakan sifat mekanik bahan yang menunjukkan derajat deformasi
plastis yang terjadi sebelum suatu bahan putus atau gagal pada uji tarik.
Derajat kelentingan
Derajat kelentingan didefinisikan sebagai kapasitas suatu bahan menyerap
energi dalam fase perubahan elastis. Sering disebut dengan Modulus
Kelentingan(Modulus of Resilience), dengan satuanstrain energy per unit volume (Joule/m3 atau Pa). Dalam Gbr.1, modulus kelentingan ditunjukkan oleh luas daerah yang diarsir.
Derajat ketangguhan(toughness)
Kapasitas suatu bahan menyerap energi dalam fase plastis sampai bahan
tersebut putus. Sering disebut dengan Modulus Ketangguhan (modulus of
toughness). Dalam Gbr.5, modulus ketangguhan sama dengan luas daerah
dibawah kurva OABCD.
Pengerasan regang(strain hardening)
Sifat kebanyakan logam yang ditandai dengan naiknya nilai tegangan
berbanding regangan setelah memasuki fase plastis.
Tegangan sejati , regangan sejati(true stress, true strain)
Dalam beberapa kasus definisi tegangan dan regangan seperti yang telah
dibahas di atas tidak dapat dipakai. Untuk itu dipakai definisi tegangan dan
regangan sejati, yaitu tegangan dan regangan berdasarkan luas penampang
Gambar 2.8.
sebenarnya.
II. 6 Pengujian s
Suatu
gambaran seca
cara menempa
dilengkapi kam
2.8. Tegangan dan regangan berdasarkan
n struktur mikro
tu pengujian pengujian yang dilakukan unt
secara visual dari struktur mikro logam. Penguj
patkan potongan logam kecil dibawah mikroskop
amera untuk diambil gambar struktur mikro log
panjang bahan
untuk mengetahui
ngujian ini dengan
oskop khusus yang
BAB III
METODE PENELITIAN
Dalam penelitian ini urutan langkahnya dimulai dari pembuatan spesimen,
plating nikel, pengujian pada lingkungan pantai, dilanjutkan dengan uji tarik dan
uji struktur mikro.
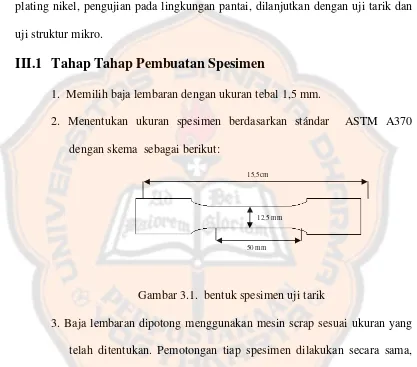
III.1 Tahap Tahap Pembuatan Spesimen
1. Memilih baja lembaran dengan ukuran tebal 1,5 mm.
2. Menentukan ukuran spesimen berdasarkan stándar ASTM A370
dengan skema sebagai berikut:
Gambar 3.1. bentuk spesimen uji tarik
3. Baja lembaran dipotong menggunakan mesin scrap sesuai ukuran yang
telah ditentukan. Pemotongan tiap spesimen dilakukan secara sama,
baik arah maupun urutan langkahnya.
15,5cm
12,5 mm
50 mm
Membeli Plat Baja
Membentuk Spesimen Sesuai ASTM A370
Dilapisi Nikel Tanpa Lapisan Nikel
Ditaruh Di Lingkungan Pantai
Pengujian Awal Pengujian bulan 1 Pengujian bulan 3 Pengujian bulan 4
Pelapisan tembaga sianida
Pelapisan tembaga asam
Pelapisan Nikel
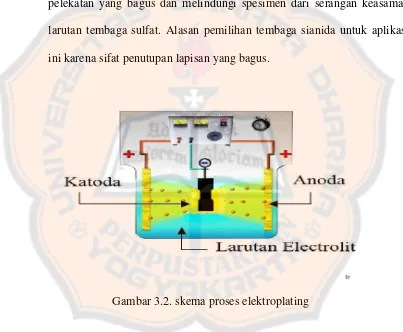
III.2 Proses Elektroplating
III.2.1 Persiapan Benda Kerja
Benda yang akan dilapis dengan nikel biasanya dalam
kondisi kotor dan berminyak akibat proses pembuatan spesimen tersebut,
untuk itu perlu dilakukan langkah langkah pembersihan atau persiapan
benda kerja dengan tujuan agar nikel bisa melapisi sepenuhnya.
Langkah langkah persiapan benda kerja adalah sebagai berikut:
1. Menghilangkan kerak dan karat tipis dengan cara diampelas dengan
ampelas ukuran 1000, hingga permukaan spesimen terlihat halus dan tidak
ada karat.
2. Spesimen dicuci dengan air sabun untuk menghilangkan kotoran
,kandungan minyak, dan sisa sisa pengampelasan. Selanjutnya dikeringkan
dengan cara dilap dengan kain kering hingga benar benar kering.
3. Pencelupan spesimen ke dalam HCL dengan tujuan menghilangkan sisa
karat yang sulit dihilangkan dengan ampelas. Pencelupan hanya sekitar 3
detik agar kandungan besi tidak ikut larut, larutnya besi menyebabkan
kekuatan spesimen berkurang.
III.2.1 Elektroplating
Dalam proses pelapisan nikel ada urutan prosedur dan pengaturan
waktu agar proses pelapisan hasilnya baik dan tidak mengalami kegagalan
pelapisan. Namun prosedur dan waktu tersebut terkadang tidak sesuai
antara unit elektroplating yang satu dengan yang lainnya, untuk itu perlu
Tahap dalam proses elektroplating:
1. Pelapisan spesimen dengan tembaga sianida.
Spesimen dimasukkan dalam larutan tembaga sianida yang telah
dialiri arus listrik DC 4 volt selama kurang lebih 1 menit. Spesimen
sebagai katoda dan larutan tembaga sianida sebagai anoda. Tujuan dari
pelapisan tembaga sianida adalah sebagai lapisan awal untuk mendapatkan
pelekatan yang bagus dan melindungi spesimen dari serangan keasaman
larutan tembaga sulfat. Alasan pemilihan tembaga sianida untuk aplikasi
ini karena sifat penutupan lapisan yang bagus.
2. Pelapisan spesimen dengan tembaga asam.
Spesimen dimasukkan dalam larutan tembaga asam yang telah
dialiri arus listrik DC 4 volt selama kurang lebih 30 detik. Agar didapat
hasil yang sempurna pengadukan larutan menggunakan blower. Spesimen
sebagai katoda dan larutan tembaga asam sebagai anoda. Pelapisan
tembaga asam bertujuan agar pelapisan selanjutnya yaitu lapisan nikel
dapat melekat dengan baik.
3. Pelapisan spesimen dengan nikel.
Spesimen dimasukkan dalam larutan tembaga asam yang telah
dialiri arus listrik DC 4volt selama kurang lebih 30 menit. Agar didapat
hasil yang sempurna pengadukan larutan menggunakan blower. Spesimen
sebagai katoda dan larutan nikel sebagai anoda. Fungsi nikel pada proses
ini adalah mendapatkan tampilan dekoratif yang mengkilap dan
melindungi spesimen dari benda dan larutan yang dapat menyebabkan
korosi.
III.3 Pengujian Pada Lingkungan Pantai
Pengujian bertujuan membandingkan laju korosi antara spesimen
yang tidak terelektroplating nikel dengan spesimen yang telah
terelektroplating nikel. Lama waktu pengujian adalah 4 bulan dengan cara
meletakan spesimen pada lingkungan pantai. Tiap satu bulan diambil
nikel. Setiap spesimen yang diambil diuji tarik dan diambil gambar
struktur mikronya.
Gambar 3.3. Spesimen diletakkan di lingkungan pantai
III.4 Pengujian Tarik
Uji Tarik dilakukan untuk mengetahui perbandingan kekuatan
spesimen awal, bulan 1, bulan 2, bulan 3, dan bulan 4. Dalam hal ini yang
dibandingkan adalah kekuatan tarik spesimen yang dipengaruhi korosi.
III.4.1 Data Mesin Uji Tarik.
Mesin yang digunakan jenis Universal Testing Machine
Gambar 3.4. Mesin uji tarik di laboratorium logam
Universitas Sanata Dharma
III.4.2 Proses Pengujian Tarik
Pada proses pengujian tarik dilakukan seperti dibawah ini:
1.Spesimen dijepit pada kedua ujungnya.
2.Pada bagian ujung ujung gauge length spesimen dipasang alat
pengukur pertambahan panjang (Ekstensometer).
3.Alat direset sehingga semua posisi pengukuran ada pada angka 0
4.Tombol on ditekan untuk memulai penarikan, saat penarikan
kadang terjadi lepasnya spesimen akibat permukaan nikel yang
licin, untuk itu bagian ujung spesimen harus dibuat kasar dengan
cara digores dengan betel atau gergaji besi.
5.Data hasil penarikan yang terlihat pada panel mesin dicatat.Data
itu meliputi nilai pertambahan panjang spesimen, beban tarik, beban
maksimun, beban ketika spesimen patah, dan print out diagram
pertambahan panjang berbanding dengan beban.
Gambar3.5. Panel mesin uji tarik
III.5 Pengujian Struktur Mikro
Pengujian struktur mikro bertujuan untuk mengetahui
perbandingan tingkat korosi antar spesimen secara visual.
Pengujian ini dilakukan dengan cara melihat struktur mikro tiap
spesimen kemudian diambil gambarnya.
Tahap dan proses pengujian struktur mikro :
Spesimen dibuat potongan kecil 1,5 cm x 2 cm, potongan
tersebut ditanam pada cetakan resin dengan bagian potongan
menghadap atas.seperti gambar 3.6 Tujuan menanam potongan
besi ke dalam cetakan resin adalah untuk memudahkan meletakkan
spesimen di bawah lensa mikroskop karena posisi spesimen harus
berdiri vertical.
Gambar3.6. Spesimen dicetak dengan menggunakan resin
2. Mengambil gambar struktur mikro logam
Spesimen diletakkan di bawah lensa mikroskop dan
setel jarak pengambilan gambar hingga didapatkan ukuran gambar
Kamera difungsikan untuk mengambil gambar struktur
mikro. Dari gambar ini bisa dilihat pertumbuhan karat dan
ketebalan karat dari masing masing spesimen.
BAB IV
DATA DAN ANALISIS
Data yang diambil pada tugas akhir kali ini adalah data yang dapat
digunakan untuk mengetahui perbandingan kekuatan antar spesimen. Data yang
digunakan adalah uji tarik dan data visual berupa data struktur mikro.
IV.1 Uji Tarik
Data uji tarik disajikan pada tabel 4.1.
Tabel 4.1. Data uji tarik spesimen
Jenis bahan Tebal (mm) Lebar (mm) Beban Luas Penampang Tegangan
Besi Awal Tanpa Perlakuan 1.5 12.4 568 18.60 30.54
1.5 12.4 579.2 18.60 31.14
Rata rata 573.6 18.60 30.84
Besi Lapis Nikel Awal 1.5 12 570.1 18.00 31.67
1.5 12 569.1 18.00 31.62
1.5 12.1 593 18.15 32.67
1.5 12.1 566.7 18.15 31.22
Rata rata 574.72 18.08 31.80
Besi Bulan 1 Tanpa Perlakuan 1.4 13 479 18.20 26.32
1.39 13 508 18.07 28.11
Rata rata 493.5 18.14 27.21
Besi Lapis Nikel Bulan 1 1.5 12.3 577.1 18.45 31.28
1.5 12.3 562.7 18.45 30.50
1.5 12.3 588.7 18.45 31.91
Rata rata 576.16 18.45 31.23
Besi Bulan 2 Tanpa Perlakuan 1.29 13.2 409.5 17.03 24.05
Rata rata 409.50 17.03 24.05
Besi Lapis Nikel Bulan 2 1.5 12.4 601.1 18.60 32.32
1.5 12.4 593.3 18.60 31.90
1.5 12.4 590.3 18.60 31.74
1.5 12.5 580.7 18.75 30.97
Rata rata 591.35 18.64 31.73
Besi Bulan 3 Tanpa Perlakuan 1.17 12.2 279.1 14.27 19.55
Rata rata 279.1 14.27 19.56
Besi Lapis Nikel Bulan 3 1.5 12.6 529.4 18.90 28.01
1.5 12.7 565.3 19.05 29.67
1.5 12.8 570.5 19.20 29.71
1.5 12.7 549.4 19.05 28.84
Rata rata 553.65 19.05 29.06
Besi Bulan 4 Tanpa Perlakuan 0.9 12.5 219.9 11.25 19.55
Rata rata 219.9 11.25 19.55
Besi Lapis Nikel Bulan 4 1.5 12.5 396.9 18.75 21.17
1.5 12.6 408.7 18.90 21.62
1.5 12.7 610.7 19.05 32.06
1.5 12.5 564.9 18.75 30.13
Rata rata 495.3 18.86 26.26
Perhitungan dari tabel diperoleh dari rumus:
Tegangan = Beban / luas penampang mula mula
IV.1.2 Diagram dan
Diagram perbandi
Gambar 4.1. D tanpa lapisan ni
Gambar 4.2. D dengan lapisan
an Grafik
bandingan dari table 4.1 adalah sebagai berikut:
4.1. Diagram perbandingan tegangan setiap peng n nikel).
4.2. Diagram perbandingan tegangan setiap peng san nikel).
kut:
ngujian (plat baja
Gambar 4.3. Diag (plat baja tanpa lapi
Gambar 4.4. Diag (plat baja dengan l
iagram perbandingan beban tarik maksimum se lapisan nikel).
iagram perbandingan beban tarik maksimum se n lapisan nikel).
setiap pengujian
Gambar 4.5. D dan plat baja de
Tabel 4.2. Dat
Spesimen Te Sebelum dikorosi Bulan 1 Bulan 2 Bulan 3 Bulan 4
4.5. Diagram perbandingan tegangan plat baja tanp a dengan lapisan nikel setiap pengujian.
ata ketebalan spesimen
Tebal awal (mm) Tebal akhir spesimen
tanpa perlakuan (mm)
Teb den 1,5 1,5 1,5 1,4 1,5 1,29 1,5 1,17 1,5 0,9
tanpa lapisan nikel
Tebal akhir spesimen
dengan lapisan nikel
Untuk menghitung prosentase penurunan ketebalan plat dapat menggunakan rumus sebagai berikut:
–
%
1,5−1,4
1,5 100% = 6,66%
1,5−1,29
1,5 100% = 14%
1,5−1,17
1,5 100% = 22%
1,5−0,9
Gambar 4.6. Diagram prosentase penurunan tebal spesimen dengan lapisan dan tanpa lapisan Nikel.
IV.2 Analisis Data
Dari gambar 4.1 dan 4.2 nampak bahwa kekuatan tarik besi
terelektroplating nikel tidak mengalami penuruan yang drastis. Kekuatan
tarik awal baja terelektroplating nikel 31,80 kg/mm2. Kekuatan tarik bulan
keempat baja dengan lapis nikel 26,26 kg/mm2. Kekuatan tarik baja
terelektroplating nikel dari pengujian awal hingga bulan ke empat hanya
mengalami penurunan 5,54 kg/mm2. Kekuatan tarik baja tanpa perlakuan
mengalami penurunan yang sangat drastis. Kekuatan tarik awal baja tanpa
perlakuan 30,84 kg/mm2. Kekuatan tarik bulan keempat baja tanpa
perlakuan 19,55 kg/mm2. Kekuatan tarik baja tanpa perlakuan dari
pengujian awal hingga bulan keempat mengalami penurunan 11,29
kg/mm2.
0 5 10 15 20 25 30 35 40 45
0 1 2 3 4 5
P ro se n tas e P e n u ru n an T e b al S p e si m e n (% ) Waktu (bulan)
Tanpa Lapisan Nikel
Terjadinya penurunan Kekuatan tarik yang signifikan pada baja
tanpa perlakuan dibandingkan dengan baja terelektroplating nikel
disebabkan karena bagian terkuat dari baja adalah bagian kulitnya. Jika
bagian kulit baja sudah terkorosi maka bagian dalam baja tak mampu
untuk menahan beban tarik yang besar. Penyebab dari tidak meratanya
kekuatan pada plat baja disebabkan oleh proses pembuatan plat itu yang
menggunakan sistim roll, sehingga permukaan plat akan lebih keras
dibanding bagian tengah plat karena mendapat tekanan dari sistim roll
tersebut.
Dari tabel 4.1 nampak luas penampang baja terelektroplating nikel
tidak mengalami penuruan yang drastis. Luas penampang awal baja
terelektroplating nikel 18,08 mm2. Pada bulan keempat luas penampang
baja terelektroplating nikel 18,86 mm2. Sedangkan luas penampang baja
tanpa perlakuan mengalami penurunan yang sangat drastis. Luas
penampang awal baja tanpa perlakuan 18,60 mm2. Sedangkan luas
penampang bulan keempat baja tanpa perlakuan 11,25 mm2. Luas
penampang baja tanpa perlakuan dari pengujian awal hingga bulan
keempat mengalami penurunan 7,35 mm2.
Dari tabel 4.1 dan tabel 4.2 dapat dilihat bahwa setiap
pengambilan data ketebalan spesimen berkurang dari bulan ke bulan. Hal
ini terjadi secara signifikan pada spesimen yang tidak mendapatkan
pelapisan nikel akibat reaksi antara suatu logam dengan berbagai zat di
dikehendaki. Pada plat besi awal tanpa perlakuan, ketebalan 1,5 mm dan
berkurang menjadi 1,4 mm pada bulan pertama, 1,29 mm pada bulan
kedua, 1,17 mm bulan 3 dan bulan 4 hanya 0,9 mm. Bila pengujian
dilakukan dalam waktu yang lebih lama kemungkinan penurunan
ketebalan plat diprediksi akan lebih tinggi. Hal ini disebabkan bagian
permukaan adalah bagian yang terkuat dari plat, sehingga jika
permukaan plat sudah terkorosi maka bagian di bawah permukaan akan
sangat mudah terkorosi. Penyebab dari tidak meratanya kekuatan pada plat
disebabkan dari proses pembuatan plat itu sendiri menggunakan sistim
roll, sehingga permukaan plat akan lebih keras dibanding bagian tengah
plat karena mendapat tekanan dari sistim roll tersebut. Pada plat baja
dengan lapisan nikel ketebalan tetap yaitu setebal 1,5 mm dari awal
hingga akhir bulan ke -4.
Kemampuan plat baja dengan lapisan nikel menanggung beban
tarik cenderung turun namun tidak terlihat secara signifikan karena
penurunan ketebalan yang tidak banyak. Pada plat tanpa lapisan nikel
penurunan kekuatan tarik lebih besar pada plat baja dengan lapisan nikel.
IV.3 Analisis Pengamatan Struktur Mikro
Pengambilan gambar struktur mikro dilakukan dengan cara
pengamatan spesimen pada mikroskop, kemudian dilakukan pemotretan. Dari
hasil pengamatan dapat diketahui ketebalan lapisan yang terbentuk pada
permukaan besi, baik ketebalan lapisan nikel maupun lapisan korosi.
Bulan 1 Bulan 4
Gambar 4.7. Foto struktur mikro perbesaran 100 dengan lapisan nikel.
Bulan 1 bulan 4
Gambar 4.8. Foto struktur mikro perbesaran 100 tanpa lapisan nikel.
Pada gambar 4.7 dapat dilihat perbedaan antara plat dengan pelapisan nikel
dan plat tanpa lapisan, pada gambar 4.7 terlihat garis putih pada permukaan plat, hal
Resin Area korosi
Baja
Area korosi
Resin
tersebut merupakan lapisan nikel yang terbentuk karena proses elektroplating. Pada
gambar 4.7 bulan 1 belum nampak adanya karat yang menempel dan lapisan nikel
terlihat masih tebal. Pada gambar 4.7 yaitu dengan 4 bulan masa pengujian terlihat
lapisan nikel masih terdapat pada permukaan plat, sehinngga plat belum mengalami
korosi. Plat tanpa pelapisan nikel dapat dilihat pada gambar 4.8 dengan masa
pengujian 1 bulan. Berbeda dengan gambar 4.7 pada gambar 4.8 menunjukkan plat
tanpa lapisan nikel. Pada plat tanpa lapisan nikel pada pengujian bulan pertama sudah
menunjukkan adanya korosi pada permukaan plat, hal tersebut ditunjukkan dengan
tidak ratanya permukaan plat. Pada gambar 4.8 terlihat permukaan plat sudah
bergelombang dan terdapat lapisan berwarna hitam yang cukup tebal, hal tersebut
merupakan karat yang menempel pada permukaan plat.
Dari data uji struktur mikro didapat hasil analisis sebagai berikut. Dari
pengambilan gambar struktur mikro terlihat plat besi yang tidak dilapisi nikel
pertumbuhan korosi terjadi dan terlihat jelas. Luas penampang juga berkurang pada
perbesaran yang sama. Sedangkan pada plat baja dengan lapisan nikel pertumbuhan
korosi tidak terlalu tampak namun ada bagian tertentu lebih rusak dibanding bagian
lain disebabkan mengelupasnya lapisan akibat suatu hal seperti tidak sempurnanya
IV.3.1 Tampilan
Nikel merupakan logam pelapis yang digunakan secara luas dalam industri
plating, baik untuk aplikasi dekoratif maupun protektif. Baik buruknya suatu proses
pelapisan nikel dapat dilihat dari benda uji itu sendiri. Kemampuan melapis nikel
dengan kecemerlangan yang tinggi dan kekerasan sedang menjadikannya suatu
pilihan terbaik untuk pelapisan dasar aplikasi dekoratif.
Gambar 4.9. Spesimen dengan lapisan nikel.
Dari Gambar 4.9 dapat dilihat seluruh plat terlapisi dengan baik oleh nikel.
Kecemerlangan plat baja dirasa sudah sesuai dengan yang diinginkan. Sedangkan
kerapatan dibuktikan dengan masih menempelnya lapisan nikel pada spesimen yang
lingkungan pantai tidak mampu mengkorosi plat baja, sedangkan pada plat yang
tidak terlapisi nikel akan mengalami banyak penurunan ketebalan karena korosi.
Dibulan keempat kecemerlangan nikel menurun dikarenakan nikel tidak kuat
BAB V
PENUTUP
V.1 Kesimpulan
Dari dari analisa data pada tugas akhir ini maka dapat disimpulkan sebagai
berikut:
1. Pada logam dengan lapisan nikel, ketebalan spesimen tetap 1,5 mm dari
sebelum dikorosi hingga bulan ke-4, sedangkan plat baja tanpa lapisan nikel
terus mengalami penurunan ketebalan dari 1,5 mm sebelum dikorosi menjadi
0,9 mm di bulan ke- 4.
2. Lapisan nikel menghambat laju korosi logam oleh lingkungan pantai sehingga
kekuatan tarik tidak terus turun. Pada spesimen tanpa lapisan nikel kekuatan
tarik turun dari 30,84 kg/mm2 di bulan ke-0 menjadi 19,55 kg/mm2 di bulan
ke-4. Sedangkan spesimen dengan lapisan nikel kekuatan tarik nya turun dari
31,80 kg/mm2di bulan ke-0 menjadi 26,26 kg/mm2di bulan ke-4.
V.2 Saran
Setelah melakukan proses penelitian dan pengambilan data maka didapat
beberapa hal yang harus dilakukan. Hal hal ini dilakukan agar di masa mendatang
diperoleh hasil penelitian yang lebih baik. Untuk itu penulis menyarankan beberapa
hal sebagai berikut:
1. Waktu Pelapisan tembaga asam, tembaga sulfat dilakukan riset terlebih
dahulu karena waktu pelapisan tidak boleh kurang ataupun berlebihan.
2. Pelapisan nikel dilakukan lebih lama (lebih dari 1 jam) agar pelapisan benar
benar sempurna dan tebal.
3. Pengambilan data awal yang lengkap sangat berguna untuk kelancaran
penelitian ini.
DAFTAR PUSTAKA
Purwanto dan Syamsul Huda, Teknologi Industri Elektroplating,Undip
Semarang, 2005.
William D & Calisster Jr. John Wiley & Sons, Material Science and
Engineering: An Introduction, 2004.
William Nash. Schaum’ Outlines,Stength of Materials, 1998.
www.scribd.com/doc/korosi, 07/19 /2009, diakses 04/05/2011
www.ajusink go_blog.com, diakses 21/4/2010
wiwahyusyah.www.kimiaDasyat.com, diakses 29/8/2010
Lampiran 1-24. Graf
spesimen tanpa
L 1.Spesimen tanpa la
L 3.Spesimen dengan
L 5.Spesimen dengan
rafik perbandingan uji tarik (beban dengan perta
npa lapisan nikel dengan spesimen terlapisi nike
lapisan nikel bulan-0 L 2.Spesimen tanpa la 0
an lapisan nikel bulan-0 L 4.Spesimen nikel bulan-0
an lapisan nikel bulan-0 L 6.Spesimen nikel bulan-0
ertambahan panjang)
ikel 0-4 bulan.
a lapisan nikel
bulan-en dbulan-engan lapisan
L 7.Spesimen tanpa la
L 9.Spesimen dengan
L 11.Spesimen dengan
lapisan nikel bulan-1 L 8.Spesimen tanpa la 1
an lapisan nikel bulan-1 L 10.Spesimen nikel bulan-1
gan lapisan nikel bulan-1 L 12.Spesimen nikel bulan-2
a lapisan nikel
bulan-en dbulan-engan lapisan
L 13.Spesimen dengan
L 15.Spesimen dengan
L 17.Spesimen tanpa
gan lapisan nikel bulan-2 L 14.Spesimen nikel bulan-2
gan lapisan nikel bulan-2 L 16.Spesimen nikel bulan-2
a lapisan nikel bulan-3 L 17.Spesimen nikel bulan-3
en dengan lapisan
en dengan lapisan
L 18.Spesimen dengan
L 20.Spesimen dengan
L 22.Spesimen dengan
gan lapisan nikel bulan-3 L 19.Spesimen nikel bulan-3
gan lapisan nikel bulan-3 L 21.Spesimen nikel bulan-4
gan lapisan nikel bulan-4 L 23.Spesimen nikel bulan-4
en dengan lapisan
en tanpa lapisan
L 24.Spesimen dengangan lapisan nikel bulan-4 L 25.Spesimen nikel bulan-4