BAB IV
HASIL YANG DICAPAI DAN MANFAAT BAGI MITRA
4.1 PENDAHULUAN
Hasil rancang bangun mesin akan ditampilkan dalam Bab IV ini. Pada penelitian ini Prodak yang di buat adalah Mesin Ekstrusi Cetak Pellet Plastik, Hasil perancangan akan didiskusikan untuk mengetahui sistem kerja dari mesin ekstrusi cetak pellet plastik yang telah kami buat.
4.2 HASIL PERANCANGAN
Spesifikasi mesin hasil rekayasa perancangan adalah sebagai berikut : 1. Screw
Diameter Poros Screw Ø 20 mm dan Ulir dengan Ø 35
Type ulir square 4 TPI
Material yang dipilih adalah St 60.
2. Barrel, Diameter dalam 35 mm dan Diameter luar 91 mm. 3. Motor listrik dengan daya 0,4 hp , 1420 rpm.
4. Reducer 1 : 6
5. Band heater 400 watt , 220 Volt. 3 Pcs. 6. V-belt type A – 449
4.3 PERBEEDAAN MESIN EKSTRUDER YANG DI RANCANG DAN MESIN EKSTRUDER SKALA PABRIK
Mesin ekstrusi bukanlah barang asing lagi didunia industry, mesin yang ada saat ini memliki spesifikasi untuk industry skala menengah keatas. Sedangkan mesin yang kami rancang diperuntukan untuk industry rumahan dan skala kecil. Perbedaan dengan mesin yang telah kami rancang adalah sebagai berikut;
Tabel 4.1 Perbedaan Mesin Hasil Perancangan dan Mesin Skala Industri Besar/Pabrik
No. Keterangan Mesin Ekstrusi
Skala Pabrik
Hasil
Perancangan Catatan
1 Mesin / Penggerak Diesel , Motor
LIstrik Motor Listrik
2 Pemanas
Band Heater, Finned heater, Cadride Heater
Band Heater
3 Reduser Gearbox Gearbox,Pulley
4 Molding Screw Molding Screw Molding
5 Material Gilingan/Cacah Lembaran Kusus untuk jenis plastik PP daun dan lembaran 6 System pelumeran Dua kali proses Satu kali proses
7 Hasil 25-30 Kg/Jam 7 Kg/Jam
8 Daya Listrik 6000 – 7000 Watt 1300 Watt
9 Harga Mesin Rp 70.000.000 Rp 5.546.000
Dari tabel dapat disimpulkan bahwa, mesin yang telah kami rancang mampu bersaing dengan mesin industry skala besar. Kesimpulan yang diperoleh berdasarkan harga mesin dan juga konsumsi listrik yang digunakan.
4.4 ANALISIS BIAYA PERANCANGAN
Dalam perancangan mesin ektrusi ini, dirancangan untuk produksi industri rumahan. Biaya yang dibutuhkan untuk perancangan mesin ektrusi ini haruslah sesuai dengan harga dipasaran dan terjangkau untuk pelaku-pelaku industri rumahan. Berikut adalah biaya yang dibutuhkan dalam perancangan;
Tabel 4.2 Estimasi Harga Perancangan Mesin
No Keterangan Jumlah Material Harga Total Harga
1 Permesinan
Bubut 10 Jam 30.000/jam Rp. 300.000
Milling 3 Jam 30.000/jam Rp. 90.000
Las 3 Jam 20.000/jam Rp. 60.000
2 Sewa alat
Gerinda tangan (1 unit) 14 Jam 15.000/jam Rp. 210.000
Bor tangan ( 1 unit ) 14 jam 15.000/jam Rp. 210.000
3 Material Screw 1 Pcs St.60 1.500.000/pcs Rp. 1.500.000 Motor 1 Pcs 0,4 HP 350.000/pcs Rp. 350.000 GearBox 1 Pcs 1 : 6 800.000 /pcs Rp. 800.000 Pulley 2 Pcs Baja 35.000/pcs Rp. 75.000 Belt 1 Pcs A-449 45.000/pcs Rp. 45.000 Barrel 1 Pcs SS400 400.000/pcs Rp. 400.000 Hopper 1 Pcs SS400 50.0000/pcs Rp. 50.000 Dies 1 Pcs SS400 250.000/pcs Rp. 250.000 Flanges 2 Pcs SS400 35.000/pcs Rp. 70.000 Bearing ID 20 mm 2 Pcs FBJ 50.000/pcs Rp. 100.000 Housing Bearing 2 Pcs FBJ 150.000/pcs Rp. 300.000 4 Elektrikal
Kabel anti panas 6 Meter 3500/meter RP. 21.000
Band Heater 3 Pcs 200.000/pcs Rp. 600.000
MCB 2 Pcs 20.000/pcs Rp. 40.000
Kontaktor 1 Pcs 150.000/pcs Rp. 150.000
Thermokopel 1 Pcs Manual 200.000/pcs Rp. 200.000
4.5 PEMILIHAN SCREW
Screw molding yang di pakai pada perancangan ini adalah type molding . Screw type ini biasa di aplikasikan pada proses injection molding. Dengan material yang berbahan ST60 dan tegangan tarik 60 Kg/mm dan daya tahan terhadap panas sampai dengan 500 ˚C. Screw dengan jenis material inilah yang paling efisien dari jenis lain yang ada.
4.6 TEMPERATUR YANG DIHARAPKAN
Untuk dapat melumerkan plastik jenis polypropylene yang mempunyai titik mold 175˚C (Table 2.1). Temperatur yang diharapkan pada pemanasan barel dengan temperatur awal 25 oC di gunakan Persamaan 2.2 sebagai berikut:
Dimana :
M : 6 kg ( pengukuran dengan timbangan digital )
c : 460 𝐽 kg . K
𝑇1 : 175 oC (titik molding Polypropilene)
𝑇2 : 25 oC Q = 6 x 460 (𝑘
kg K) (175-25)
= 414000 J
Jumlah kalor pada barrel adalah 414000 J. Maka :
414000 = 4 . 460 (𝑇𝑎− 25)
= 4140004 .460 = 175 ˚C
Untuk mendapatkan panas yang dibutuhkan untuk menaikan temperatur barrel dan mendapatkan titik mold plastik polypropylene maka, Temperatur yang diharapkan + Titik Mold Polypropilene = Panas yang dibutuhkan untuk menaikan temperature Barell (175 ˚C + 175 ˚C = 350 ˚C)
Jadi, total temperatur yang dibutuhkan untuk menaikan temperatur barrel adalah 350 ˚C. Dari hasil perhitungan inilah yang selanjutnya akan digunakan untuk penggunaan heater yang dipakai pada mesin ekstrusi cetak pellet plastik.
4.7 PEMILIHAN PEMANAS ELEKTRIK
Dalam pemilihan pemanas elektrik, ada beberapa hal yang harus di perhatikan seperti target panas yang di inginkan, waktu pemanasan awal, dari benda kerja yang di panaskan, dan panas dari matrial yang di panaskan, untuk menentukan ukuran heater, menggunakan rumus 2.1 sebagai berikut :
Massa barrel ( m ) : 6 kg ( pengukuran dengan timbangan digital )
Panas jenis matrial besi ( C ) : 0,113 𝑘𝑎𝑙 g °C Target panas yang di capai : 350 oC
Temperatur ruang : 25 oC
Waktu pemanasan ( t ) : 60 menit ( 1 jam )
Efiensi ( n ) : 0,1 – 0,5
P = 6 𝑥 0,113 𝑥 (350− 25)860 x 1 x 0,25
= 1,0249 k Watt = 1024,9 Watt.
Diketahui daya heater yang dibutuhkan adalah 1024,9 Watt. Untuk mempermudah pembelian karena ketidak tersediaan komponen dipasaran, maka diputuskan menggunakan heater dengan kapasitas 1300 Watt. Untuk jenis pemanas elektrik yang di pilih adalah band heater karena dapat disesuaikan dengan barrel yang berbentuk silinder.
Untuk memudahkan dalam pembelian maka Heater 1300 Watt di bagi menjadi 3 bagian yang masing-masing heater berdaya 500 Watt pada dies, 400 Watt pada barrel dan 400 Watt pada hopper.
4.8 PEMILIHAN MOTOR LISTRIK
Dari hasil perhitungan (D Setiawan. TA 2017), spesifikasi motor yang didapat adalah:
Daya motor = 186,5 Watt
Putaran Motor = 1420 rpm
Tegangan motor = 220 V
Menentukan spesifikasi motor, bertujuan untuk mengetahui seberapa besar daya listrik yang digunakan dan kecepatan putar motor listrik.
4.9 PEMILIHAN GEARBOX
Gearbox sebagai tranmisi di pilih pada perancangan ini, karena mampu menurunkan putaran langsung dari motor ke poros screw. Tipe gearbox yang dipilih pada perancangan ini adalah Tipe 1 : 6. Dengan putaran motor 1420 rpm pada desain dan di transmisikan oleh gearbox ke poros screw, maka akan menghasilkan putaran yang pelan, tujuannya agar plastik yang meleleh dapat teraduk rata . Karena untuk mendapatkan hasil lelehan yang berkualitas, kecepatan screw harus di buat pelan dan berputar dengan kecepatan rendah.
4.10 PENGUJIAN DAN ANALISIS
Tujuan dari pengujian mesin adalah untuk mengetahui sejauh mana mesin beroperasi dan meneliti apa saja kekurangan pada mesin. Agar dapat di perbaharui dan dapat disempurnakan lagi.
Pada pengujian, data yang dipersiapkan adalah sebagai berikut:
Matrial uji : Polypropilene ( pp )
Set. Termocople : 175 0C
Pemanas Listrik : 1300 watt
Temperatur ruang : 25 0C
Ukuran Mold : Diameter 5 mm
Rpm : 1420 Rpm ( Spesifikasi Motor Pada Mesin )
4.10.1 Langkah - Langkah Pengujian
beberapa langkah pada proses pengujian, adlah sebagai berikut:
Langkah 1
Memasukan material kedalam hopper dan menyalakan stop watch untuk mengetahui start awal sampai finish.
Gambar 4.3 Memastikan Material Masuk Kedalam Barrel Langkah 2
Memastikan temperatur barrel tetap pada suhu 160 0C.
Gambar 4.4 Mengukur Temperatur Barrel
Gambar 4.5 Mengukur Temperatur Barrel
Langkah 3
Gambar 4.6 Menyalakan Motor Penggerak Screw
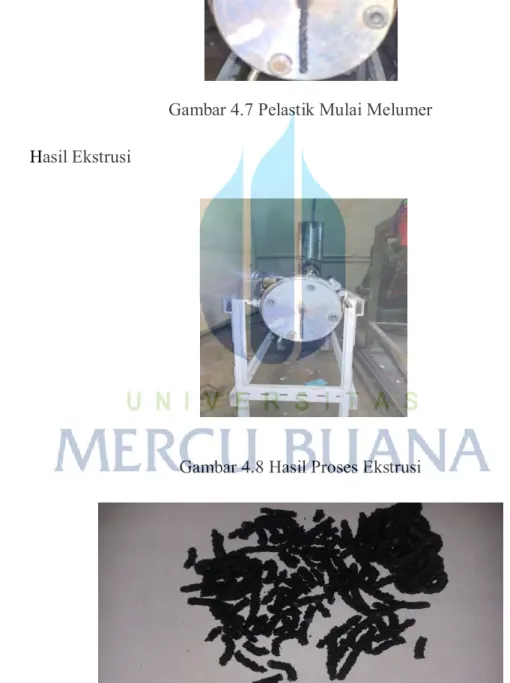
Gambar 4.7 Pelastik Mulai Melumer
Hasil Ekstrusi
Gambar 4.8 Hasil Proses Ekstrusi
4.10.2 Pengujian Panas Barrel
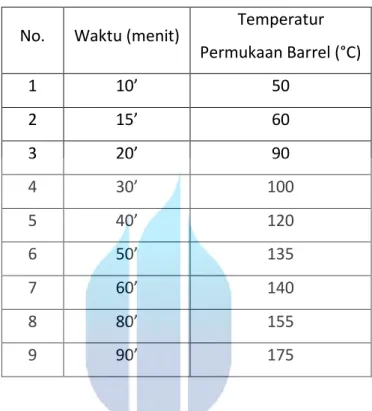
Pengambilan data kenaikan suhu, disusun menjadi tabel, seperti berikut; Tabel 4.3 Data hasil pengukuran panas pada barrel ( ⁰C )
No. Waktu (menit) Temperatur
Permukaan Barrel (°C) 1 10’ 50 2 15’ 60 3 20’ 90 4 30’ 100 5 40’ 120 6 50’ 135 7 60’ 140 8 80’ 155 9 90’ 175
Pengujian Panas Barrel bertujuan untuk mengetahui, berapa lama waktu yang dibutuhkan untuk mendapatkan temperatur panas pada barrel dan mengetahui waktu yang tepat untuk memasukan plastik kedalam mesin untuk proses pelumeran. Pada pengujian panas dilakukan 3 (Tiga) kali pengujian. Hasil pengujian disusun seperti tabel berikut ;
Tabel 4.4 Data Hasil Uji Mesin
Pengujian Temperatur (0C) Temperatur (menit ) Hasil Pengujian Waktu Kenaikan
Pengujian Pertama 135 0C 50’ Melumer dengan Pelastik Tidak sempurna
Pengujian Kedua 155 0C 80’ Pelastik melumer
sempurna
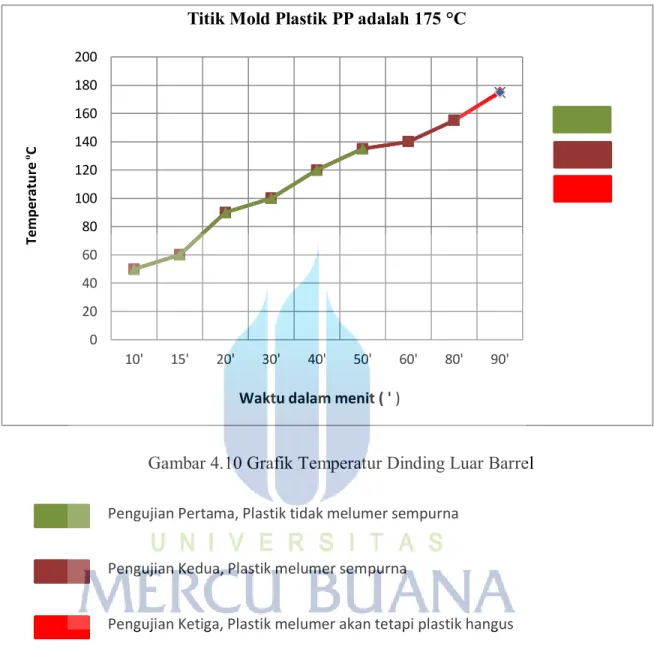
Gambar 4.10 Grafik Temperatur Dinding Luar Barrel
Keterangan Grafik:
Dari grafik diatas dapat disimpulkan, bahwa lama waktu untuk mendapatkan panas yang sesuai dengan untuk mendapatkan hasil baik adalah pada temperature 155 0C dengan lama pemanasan barrel 80 menit.
Perbedaan Hasil Pengujian Pertama, Kedua dan Ketiga 0 20 40 60 80 100 120 140 160 180 200 10' 15' 20' 30' 40' 50' 60' 80' 90' Te mp e ra tu re ºC
Titik Mold Plastik PP adalah 175 °C
Waktu dalam menit ( ' )
Pengujian Pertama, Plastik tidak melumer sempurna Pengujian Kedua, Plastik melumer sempurna
Tabel 4.5 Perbedaan Hasil Pengujian dengan Beda Temperatur
Pengujian Temperatur dan Waktu Hasil Ekstrusi Keterangan Pengujian
Pertama
135 0C – 50 menit Pada pengujian pertama
hasil lumeran yang didapat pellet plastik berbentuk gelap dan bertekstur getas
Pengujian Kedua
155 0C – 80 menit Pada pengujian kedua
hasil lumeran yang didapat pellet plastik berbentuk abu-abu bening dan bertekstur elastic Pengujian
Kedua
175 0C – 90 menit Pada pengujian kedua
hasil lumeran yang didapat pellet plastik berbentuk hitam pekat dan hangus
Kesimpulan dari uji coba mesin adalah:
Jadi, data yang di pakai pada saat proses pengujian mesin adalah dengan data pengujian ke-2, karena pada saat penggujian pertama, plastik bertekstur getas dikarenakan kekurangan panas dan pengujian ketiga plastik menjadi hangus dikarenakan panas berlebihan. Produk pellet plastik yang dapat dijual di pasaran haruslah elastis dan berwarna bening, tujuannya agar dapat di lumerkan kembali dan dpat di cetak ulang sesuai kebutuhan. Maka dengan pengujian yang kedua dapat disimpulkan, bahwa mesin cetak pellet plastik yang telah di rancang dapat beroperasi dan dapat memproduksi biji plastik.