1
BAB I PENDAHULUAN
I.1 Latar Belakang
Industri tekstil di Indonesia merupakan salah satu industri yang berkembang cukup pesat. Sampai dengan tahun 1998, jumlah industri tekstil di Indonesia mencapai 2.581 unit yang tersebar diberbagai wilayah di Pulau Jawa, Bali dan Sulawesi. Jumlah terbanyak berada di Jawa Barat yaitu 1.448 unit atau 56,10 % dari total industri yang ada. Sejalan dengan pertumbuhan jumlah industri tekstil, kapasitas produksi juga mengalami peningkatan dari tahun ke tahun. Pada 1997 kapasitas terpasang hanya 3,73 ribu ton per tahun, sementara pada tahun 1998 meningkat menjadi 5,43 ribu ton per tahun atau terjadi kenaikan rata - rata sebesar 11,37 % per tahun. Kenaikan tersebut juga diikuti oleh kenaikan produksi. Pada tahun 1994 produksi sebesar 3,14 ribu ton dan pada tahun 1998 sebesar 4,43 ribu ton, atau naik hanya sebesar 10,32 %. Hal ini berarti kenaikan produksi pada periode yang sama jauh lebih rendah dibandingkan dengan kenaikan kapasitas produksi. Akibatnya adalah pemanfaatan kapasitas produksi mengalami penurunan dari 84,27 % menjadi 81,61 % (Badan Pusat Statistik : 2002)
Optimasi mesin dan fasilitas produksi merupakan aspek yang dapat mempengaruhi kelancaran proses produksi serta produk yang dihasilkan. Optimasi ini dapat membantu untuk memperkirakan peluang suatu komponen mesin untuk dapat bekerja sesuai dengan tujuan yang diinginkan dalam periode tertentu. Dengan semakin meningkatnya kebutuhan akan produktivitas dan penggunaan teknologi tinggi yang berupa mesin dan fasilitas produksi maka kebutuhan akan fungsi perawatan akan semakin bertambah besar. Dalam usaha untuk dapat terus menggunakan fasilitas produksi agar kontinuitas produksi dapat terjamin, maka direncanakanlah kegiatan perawatan yang dapat menunjang keandalan suatu mesin atau fasilitas produksi. Oleh karena itu PT XYZ merupakan salah satu industri tekstil yang berada di Jalan M. Toha km 6 Bandung, Jawa Barat juga ingin terus mengoptimalkan produksi demi memenuhi permintaan dari customer. PT XYZ merupakan salah satu industri tekstil terbesar di wilayah Bandung yang sudah berdiri sejak 6 April 1973. PT XYZ ini telah memiliki sertifikasi ISO
2
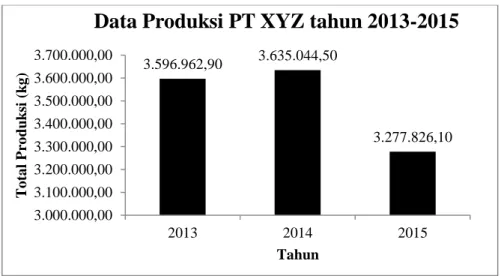
9001:2008 tentang standar sistem manajemen mutu sehingga menghasilkan produk tekstil yang dapat bersaing dengan produk tekstil yang ada di luar negeri. PT XYZ merupakan jenis perusahaan mass production dan make to order yang menghasilkan produk berupa novawool, spurn yarn, dan polyester filament yarn. Permintaan benang tersebut bukan hanya dari Indonesia tetapi luar negeri pun dapat memesan yang nantinya akan di jual langsung ke end customer dan ada pula permintaan dari pabrik yang memesan benang setengah jadi hasil dari produksi PT XYZ. Berikut adalah gambaran data produksi yang bervariatif setiap tahunnya di PT XYZ.
Gambar I. 1 Data Produksi Tahun 2013-2015 PT XYZ (Sumber : PT XYZ )
Dapat dilihat pada Gambar I.1 terjadi penurunan produksi pada tahun 2015. Berdasarkan hasil wawancara mengenai penurunan hasil produksi yang terjadi pada tahun 2015 dapat disimpulkan bahwa penurunan tersebut disebabkan oleh beberapa faktor yaitu, sering terjadinya trouble pada mesin, permintaan lot untuk di produksi dan speed yarn (kecepatan produksi pada mesin) yang turun. Dari ketiga faktor tersebut, salah satu hal yang bisa di minimasi adalah trouble pada mesin. Meminimasi trouble pada mesin juga dapat mengurangi kemungkinan menurunnya speed yarn.
Produksi benang di PT XYZ dapat memenuhi permintaan customer karena didukung oleh mesin yang berada di masing-masing departemen. Setiap mesin yang ada di setiap departemen menghasilkan output yang berbeda-beda. Berikut alur produksi setiap departemen yang ada di PT XYZ
3.596.962,90 3.635.044,50 3.277.826,10 3.000.000,00 3.100.000,00 3.200.000,00 3.300.000,00 3.400.000,00 3.500.000,00 3.600.000,00 3.700.000,00 2013 2014 2015 T o ta l P ro du k si (k g ) Tahun
3 Polymer 2
Poy 2 Spining Fiber Chips
Fiberling Customer Poy 1 Customer False Twisting (FT) 3 False Twisting (FT) 4 Fancy Yarn (FY) Twist Customer Customer
Gambar I. 2 Alur produksi setiap departemen di PT XYZ (Sumber : PT XYZ )
Dapat dilihat pada Gambar 1.2 proses produksi di departemen FT (False Twisting) 3 PT XYZ dapat berjalan saat divisi POY-2 mengirimkan bahan baku berupa benang polyester setengah jadi yang merupakan olahan dari PTA (Purified
Terepthalis Acid) dan MEG (Mono Ethylene Glicole) yang juga dikirimkan ke
divisi FT (False Twisting) 4, FY (Fancy Yarn), Twist, dan ada pula yang langsung dikirimkan ke customer.
Pada proses perubahan POY (Polyester Oriented Yarn) 2 menjadi DTY (Draw
Textured Yarn) yang dilakukan di departemen FT (False Twisting) 3 sangat
berpengaruh pada keuntungan PT XYZ dikarenakan kenaikan harga yang cukup signifikan dari jumlah permintaan DTY jauh lebih banyak dari POY. Berikut alur produksi yang ada pada departemen FT (False Twisting) 3.
Material POY
2 Direct
Material POY
2 Indirect
Loading Threading Doffing Knitting Dying Packaging Shipping Core Process
Gambar I. 3 Alur Produksi Departemen False Twisting (FT) 3 (Sumber : PT XYZ )
Alur produksi pada departemen FT3 itu sendiri dimulai dari material POY(
4
process material POY 2 di Loading ke mesin Barmag FK 6-800 Tipe V.
Selanjutnya adalah proses Threading, Threading adalah proses penarikan benang setengah jadi ke mesin pemanas hingga benang setengah jadi tersebut menjadi benang jadi seutuhnya. Untuk Doffing, benang yang sudah di panaskan dan ditarik kemudian digulung. Gulungan-gulungan benang tersebut disebut bobbin. Proses-proses tersebut dilakukan pada 8 unit mesin Barmag FK 6-800 Tipe V yang memiliki fungsi yang sama, dengan seri 301-308. Terdapat pula dua proses pendukung yang berfungsi sebagai proses inspeksi masing-masing benang yaitu
Knitting dan dyeing. Pada kedua proses tersebut nantinya dapat dilihat kualitas
kerapihan benang yang digulung dan warna dari benang-benang itu sendiri. Setelah proses Inspeksi selesai selanjutnya adalah proses packaging, pada proses ini bobbin dimasukan kedalam box. Kemudian setelah packaging, box tersebut dikirim ke area transit.
Namun proses-proses tersebut sering terhambat karena adanya Breakdown mesin tanpa terencana pada core process. Breakdown mesin tanpa terencana pada core
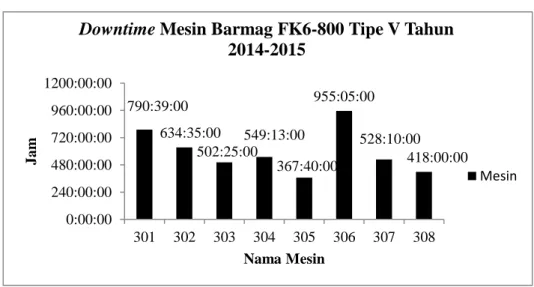
process menimbulkan downtime pada proses produksinya. Berikut jumlah downtime yang terjadi selama tahun 2014-2015. :
Gambar I. 4 Downtime Mesin Barmag FK6-800 V Tahun 2014-2015 (Sumber : PT XYZ )
Pada Gambar I.4 terlihat bahwa jumlah downtime tertinggi yang terjadi pada tahun 2014-2015 adalah mesin 306 dengan total waktu 955 jam dan frekuensi
790:39:00 634:35:00 502:25:00 549:13:00 367:40:00 955:05:00 528:10:00 418:00:00 0:00:00 240:00:00 480:00:00 720:00:00 960:00:00 1200:00:00 301 302 303 304 305 306 307 308 Jam Nama Mesin
Downtime Mesin Barmag FK6-800 Tipe V Tahun
2014-2015
5
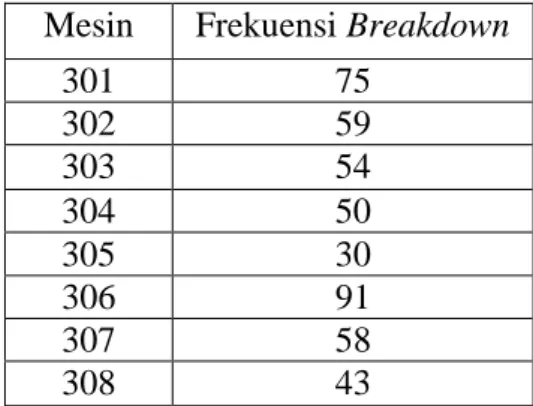
breakdown sebanyak 91 kali kerusakan. Berikut tabel frekuensi breakdown
masing-masing mesin.
Tabel I. 1 Frekuensi Breakdown tahun 2014-2015 (Sumber : PT XYZ)
Mesin Frekuensi Breakdown
301 75 302 59 303 54 304 50 305 30 306 91 307 58 308 43
Kerugian yang ditimbulkan akibat adanya breakdown mesin tanpa terencana adalah loss production sebesar 81,462 kg bobbin yang didapatkan pada mesin yang sama yaitu mesin 306 terlihat pada Gambar I.5.
Gambar I. 5 Loss Production pada tahun 2014-2015 (Sumber : PT XYZ )
Dengan terpilihnya mesin 306 berasarkan nilai downtime tertinggi yang mengakibatkan kehilangan kapasitas produksi tertinggi pula. Maka perlu adanya pengoptimalan kinerja mesin, seperti mengetahui umur komponen mesin dan komponen kritis. Mengetahui umur mesin yang optimal juga bisa menjadi salah satu cara untuk meningkatkan efektifitas dari mesin tersebut sehingga mesin tidak dipaksakan bekerja melewati umur optimalnya
60.183 54.158 40.323 45.343 26.068 81.462 37.969 32.683 0 20.000 40.000 60.000 80.000 100.000 301 302 303 304 305 306 307 308 L o ss P ro d uctio n (k g ) Nama Mesin
6
Metode yang cocok dalam menangani kasus ini adalah dengan menggunakan metode Life Cycle Cost (LCC). Model LCC merupakan sebuah pendekatan total biaya yang dikeluarkan dari awal sampai akhir yang mempertimbangkan berbagai variabel, karena pada metode ini dilakukan perhitungan maintenance cost,
operating cost, shortage cost, population cost dan purchasing cost ( Barringer,
1996). Penggunaan metode Life Cycle Cost ( LCC ) digunakan untuk mengetahui umur optimal suatu mesin dan juga untuk mengetahui jumlah maintenance crew yang optimal dari mesin tersebut.
Selain itu karena mesin 306 merupakan mesin untuk mengolah core proses yang berarti mesin tersebut sangat penting pada departemen FT3, maka mesin 306 harus tetap menjaga produk yang dihasikan supaya tidak menurun, Hal itu pun berdampak pada profit yang tidak menurun. Untuk menjaga hal tersebut diperlukan analisis beberapa biaya akibat ketidakandalan mesin 306.
Metode yang cocok untuk menangani kasus kedua ini adalah metode Cost Of
Unreability (COUR). COUR adalah seluruh biaya yang merupakan hasil dari
seluruh situasi yang berhubungan dengan masalah kegagalan realibilitas, termasuk juga semua biaya yang berhubungan dengan program keandalan yang buruk dan pekerjaan perawatan yang buruk Vicente (2012). Penggunaan metode COUR memberikan hasil perhitungan biaya yang muncul dari masalah keandalan, Dimana akan menunjukkan biaya-biaya yang dihasilkan oleh masing-masing
equipment atau mesin dalam sistem. Sistem yang kritis akan ditunjukkan oleh Cost of unreliability yang tinggi.
I.2 Rumusan Masalah
Adapun Perumusan masalah yang dijadikan objek penelitian pada tugas akhir ini adalah :
1. Berapa Life Cycle Cost dari Mesin 306 ?
2. Berapa retirement age yang optimal pada Mesin 306 berdasarkan metode
Life Cycle Cost ?
3. Berapa jumlah maintenance crew yang optimal pada Mesin 306 berdasarkan metode Life Cycle Cost ?
7 I.3 Tujuan Penelitian
Berdasarkan Perumusan masalah, maka tujuan dari penelitian pada tugas akhir ini adalah :
1. Menghitung dan menentukan life cycle cost dari Mesin 306 di PT XYZ 2. Menentukan retirement age yang optimal pada Mesin 306 berdasarkan life
cycle cost di PT XYZ
3. Menentukan jumlah maintenance crew optimal pada mesin 306 berdasarkan metode life cycle cost di PT XYZ
4. Menentukan nilai Cost of Unreability dari komponen kritis mesin 306 di PT XYZ.
I.4 Batasan Penelitian
Batasan masalah dalam pelaksanaan penelitian tugas akhir ini adalah sebagai berikut:
1. Data yang digunakan adalah data kerusakan pada tahun 2014-2015 yang terdapat pada PT XYZ
2. Objek yang akan diteliti adalah mesin 306 yang terdapat pada departemen FT3 di PT XYZ
3. Untuk data yang tidak diperoleh, maka digunakan asumsi tertentu.
4. Penelitian ini hanya dibatasi sampai pengajuan usulan, sedangkan implementasi usulan di lapangan tidak termasuk dalam pembahasan
I.5 Manfaat Penelitian
Manfaat yang diharapkan dari penelitian tugas akhir ini adalah :
1. Departemen FT3 PT XYZ dapat mengetahui dan menghitung life cycle
cost pada mesin 306 sehingga didapatkan total biaya yang paling
minimum
2. Penelitian ini dapat memberikan usulan retirement age yang optimal pada mesin 306 berdasarkan life cycle cost di PT XYZ
3. Penelitian ini dapat memberikan usulan jumlah maintenance set crew yang dibutuhkan sehingga dapat meminimasi biaya pengeluaran dalam kegiatan perawatan mesin.
4. Departemen FT3 PT XYZ mendapatkan informasi mengenai nilai Cost of
8 I.6 Sistematika Penulisan
Penelitian tugas akhir ini diuraikan dengan sistematika penulisan sebagai berikut: BAB I Pendahuluan
Pada bab ini berisi uraian mengenai latar belakang penelitian, perumusan masalah, tujuan dari penelitian, batasan penelitian, manfaat penelitian, dan sistematika penulisan.
BAB II Landasan Teori
Pada bab ini berisi sumber dan literatur yang relevan dengan permasalahan yang diteliti. Selain itu, pada bab ini akan dibahas hubungan antar konsep yang dijadikan kajian penelitian dan uraian kontribusi penelitian. Kajian yang menjadi acuan dalam penelitian ini adalah mengenai manajemen perawatan mesin, dengan metode
Life Cycle Cost (LCC) dan metode Cost of Unrealibility (COUR).
BAB III Metodologi Penelitian
Pada bab ini dijelaskan langkah-langkah dalam penelitian yang dilakukan secara rinci meliputi : tahap merumuskan masalah penelitian, mengembangkan model penelitian, merancang pengumpulan dan pengolahan data, merancang analisis pengolahan data, dan mengambil kesimpulan yang dilakukan dengan menggunakan metode Life Cycle Cost (LCC) dan metode Cost of
Unrealibility (COUR).
BAB IV Pengumpulan dan Pengolahan Data
Pada bab ini dijelaskan semua data yang diperlukan untuk penelitian beserta cara pengolahannya, serta hasil dari pengolahan data yang nantinya akan di analisis pada bab berikutnya.
BAB V Analisis
Pada bab ini akan dijelaskan mengenai hasil pengumpulan dan pengolahan data yang terdapat pada bab sebelumnya. Analisis yang dilakukan meliputi perhitungan Life Cycle Cost (LCC) dan Cost of
9 BAB VI Kesimpulan dan Saran
Pada bab ini berisi kesimpulan dari penelitian yang telah dilakukan. Bab ini juga berisi saran bagi perusahaan dan penelitian selanjutnya sebagai masukan untuk perbaikan di masa yang akan datang.