2.1 Kolom Debutanizer
Kolom debutanizer merupakan kolom destilasi yang digunakan untuk memisahkan butanes dari komponen yang lebih berat. Butanes terdapat pada crude oil pada proses pengolahan sebagai komponen bensin dan Liquified Petroleum Gas (LPG). Normal-butane (nC4) memiliki tekanan vapour yang lebih rendah dibandingkan iso-butane (iC4) dan lebih banyak digunakan pada pencampuran bensin untuk mempertahankan tekanan vapour, untuk memberikan performa yang lebih baik ketika penyalaan mesin pada cuaca dingin. Campuran antara propane dan butane juga dijual sebagai LPG, karena properti dan standar prosedur tes yang sesuai dengan Gas Procesors Association (GPA)[Gary E. Glenn, “Petroleum Refining – Technology and Economics”, 2001]. Bottom product dari kolom debutanizer C5+, merupakan senyawa naptha yang digunakan untuk menambahkan nilai oktan pada bensin. Bensin merupakan campuran hidrokarbon yang memiliki range boiling point antara 38 hingga 205° C sebagaimana ditetapkan oleh American Society for Testing and Materials (ASTM) [Gary E. Glenn, “Petroleum Refining – Technology and Economics”, 2001].
Komponen Kolom Distilasi
Distilasi didefinisikan sebagai suatu proses dimana campuran antara fase cair (liquid) dan fase uap (vapour) dari dua atau lebih substansi dipisahkan menjadi fraksi-fraksi komponen pembentuknya dengan memanfaatkan perpindahan panas [Perry, Robert H., ”Perry’s : Chemical Engineer Handbook”, 1999]. Proses distilasi didasarkan pada kenyataan bahwa pada fase uap, akan didapati lebih banyak komponen pembentuk campuran dengan titik didih lebih rendah dari titih didih campuran tersebut. Oleh karena itu, jika fase uap ini didinginkan dan dikondensasi,
maka akan diperoleh komponen yang lebih mudah menguap. Kolom distilasi ini didesain sedemikian hingga agar dapat melakukan pemisahan ini secara efisien.
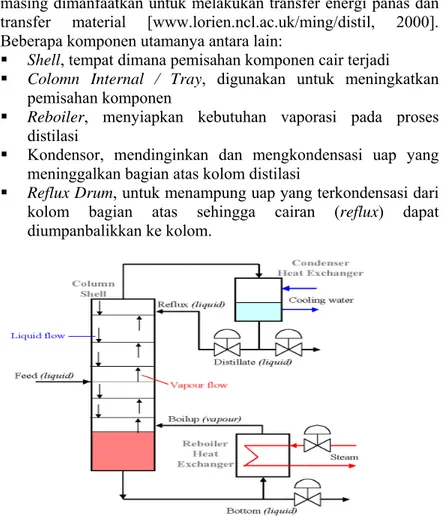
Kolom distilasi dibangun atas beberapa komponen, masing-masing dimanfaatkan untuk melakukan transfer energi panas dan transfer material [www.lorien.ncl.ac.uk/ming/distil, 2000]. Beberapa komponen utamanya antara lain:
Shell, tempat dimana pemisahan komponen cair terjadi
Colomn Internal / Tray, digunakan untuk meningkatkan pemisahan komponen
Reboiler, menyiapkan kebutuhan vaporasi pada proses distilasi
Kondensor, mendinginkan dan mengkondensasi uap yang meninggalkan bagian atas kolom distilasi
Reflux Drum, untuk menampung uap yang terkondensasi dari kolom bagian atas sehingga cairan (reflux) dapat diumpanbalikkan ke kolom.
Shell membungkus Column Internal, bersama dengan reboiler dan kondensor dalam satu kesatuan membentuk sebuah kolom distilasi. Skema kolom distilasi dengan single feed dan dua aliran produk dapat dilihat pada gambar 2.1. Campuran berfase cair yang akan diproses dinamakan feed, biasanya diletakkan di bagian tengah kolom dan dilewatkan ke sebuah tray yang disebut sebagai feed tray. Feed tray membagi kolom menjadi bagian atas (top section) dan bagian bawah (bottom section). Feed mengalir ke bagian bawah kolom yang selanjutnya dikumpulkan pada reboiler.
Panas diperoleh dari reboiler untuk menghasilkan vapour. Sumber panas yang dipakai bisa fluida jenis apapun, meskipun di banyak proses kimia lebih sering digunakan steam. Bahkan pada proses refiner, sumber panas yang digunakan adalah keluaran dari kolom distilasi lainnya. Uap yang dihasilkan reboiler, diumpankan kembali ke bagian bawah kolom. Sedangkan liquid yang dikeluarkan reboiler dinamakan bottom product atau disingkat bottom saja.
Vapour bergerak ke bagian atas kolom. Setelah vapour tersebut meninggalkan bagian atas kolom, selanjutnya akan didinginkan oleh kondensor. Cairan yang terkondensasi disimpan pada sebuah vessel yang dikenal sebagai reflux drum. Sebagian dari cairan ini ada yang diumpanbalikkan ke bagian atas kolom dan disebut sebagai reflux. Sedangkan cairan terkondensasi yang dikeluarkan dari reflux drum disebut sebagai distillate atau top product.
Prinsip Kolom Distilasi
Pemisahan komponen dari campuran cair (liquid mixture) bergantung pada perbedaan titik didih dari masing-masing komponen. Selain itu, juga tergantung dari konsentrasi komponen tersebut. Dengan alasan inilah, maka proses distilasi dikatakan
tergantung pada karakteristik tekanan uap campuran [Perry, Robert H., ”Perry’s : Chemical Engineer Handbook”, 1999].
Tekanan uap cairan pada suatu temperatur tertentu merupakan tekanan setimbang yang digunakan oleh molekul untuk meninggalkan dan memasuki permukaan cairan. Berikut beberapa hal penting menyangkut tekanan uap :
Input energi meningkatkan tekanan uap Tekanan uap mempengaruhi titik didih uap
Cairan dikatakan mendidih jika tekanan uap sama dengan tekanan sekitar
Kemudahan cairan untuk mendidih tergantung pada volality-nya
Cairan dengan tekanan uap tinggi (cairan ber-volatile) akan mendidih pada temperatur rendah
Tekanan uap dan titik didih dari campuran cair bergantung dari jumlah komponen pada campuran tersebut
Distilasi terjadi karena perbedaan volality komponen pada campuran cair
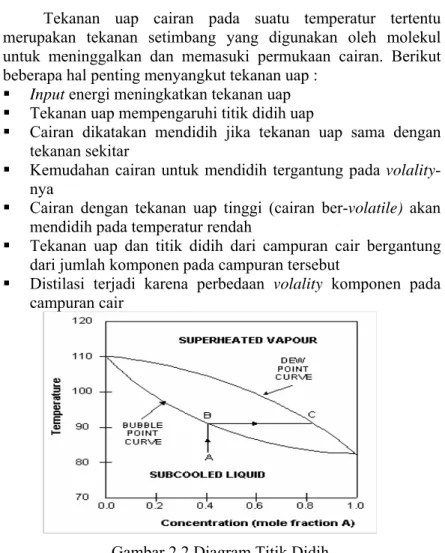
Diagram titik didih seperti yang ditunjukkan pada gambar 2.2, menunjukkan bagaimana komposisi setimbang masing-masing
komponen pada campuran cair yang bervariasi terhadap temperatur dan pada tekanan tertentu.
Titik didih A pada gambar 2.2 di atas adalah titik dimana fraksi mol A bernilai 1. Titik didih B adalah titik dimana fraksi mol A bernilai 0, dengan asumsi A adalah komponen yang lebih volatile dan memiliki titik didih lebih rendah dari B. Kurva bagian atas dinamakan dew-point curve sedang yang bawah dinamakan bubble-point curve. Dew-point adalah temperatur dimana saturated vapour mulai mengembun. Buble-point adalah temperatur dimana cairan mulai mendidih.
Daerah di atas kurva dew-point menunujukkan komposisi setimbang dari superheated vapour, sedangkan daerah di bawah kurva bubble-point menunjukkan komposisi setimbang dari subcooled liquid.
Relative volality adalah perbedaan volality antara dua komponen [Shinskey, F Greg., “Distillation Control”, 1977]. Variabel ini menunjukkan seberapa mudah atau sulit proses pemisahan dilakukan. Relative volality komponen ‘i’ terhadap komponen ‘j’ didefinisikan sebagaimana tampak pada persamaan 2.1.
Sehingga jika relative volality antar dua komponen mendekati satu, mengindikasikan bahwa keduanya memiliki tekanan uap yang hampir sama. Yang juga berarti bahwa keduanya memiliki titik didih yang hampir sama pula, dengan demikian akan sangat sulit untuk memisahkan kedua komponen tersebut melalui proses distilasi.
j j i i ij x y x y a = ...(2.1)
Dimana :
yi = fraksi mol komponen i dalam uap
xi = fraksi mol komponen i dalam cairan
Kolom distilasi didesain berdasarkan titik didih komponen-komponen campuran yang akan dipisahkan. Sehingga ukuran,
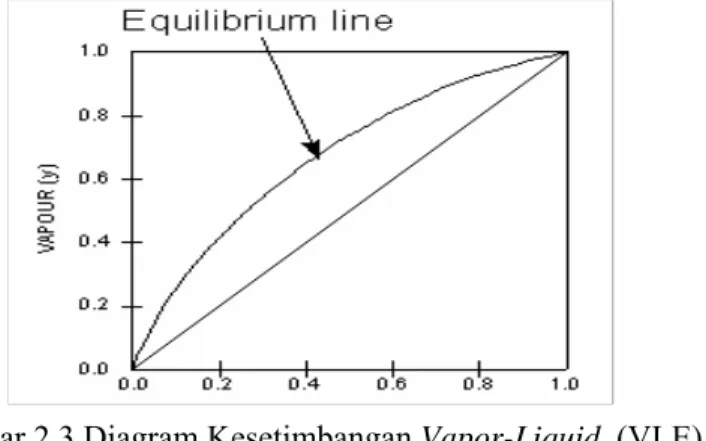
dalam hal ini ketinggian kolom distilasi ditentukan oleh data kesetimbangan vapour-liquid (Vapour-Liquid Equilibrium = VLE) campuran tersebut. Data VLE tekanan konstan didapat dari diagram titih didih [Shinskey, F Greg., “Distillation Control”, 1977]. Data VLE campuran biner sering dipresentasikan dalam sebuah plot, seperti ditunjukkan pada gambar 2.3.
Gambar 2.3 Diagram Kesetimbangan Vapor-Liquid (VLE)
Diagram VLE menunjukkan bubble point dan dew point campuran biner pada tekanan konstan. Garis lengkung disebut garis kesetimbangan (equilibrium line) dan menjelaskan komposisi kesetimbangan liquid dan vapour pada beberapa tekanan. Diagram VLE ini juga menunjukkan campuran biner yang memiliki kesetimbangan vapour-liquid yang relatif mudah dipisahkan.
Perfomansi kolom distilasi sendiri dipengaruhi oleh beberapa faktor, seperti:
Kondisi feed (umpan)
Kondisi aliran fluida dan internal liquid Tipe tray
Kondisi lingkungan
Kesetimbangan Kolom Distilasi
Kesetimbangan massa komponen dan massa panas dari sebuah kolom distilasi adalah sebagai berikut [Stephanopoulus, George., ”Chemical Process Control”, 1984] :
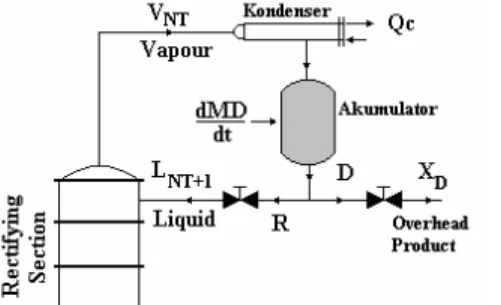
a. Kesetimbangan massa pada kondensor dan reflux drum.
Gambar 2.4 Kesetimbangan massa pada kondensor dan reflux drum
Neraca massa total :
...(2.2) dMD =V −L −D
+
dt NT NT 1
Neraca massa komponen :
...(2.3) d( DxD) =VNTyNT −( NT +D D + x L dt M ) 1
Neraca massa panas : ...(2.4) d NT NT D D V H L H Dh Q dt = NT − NT+ + − D h M + 1 1 ) (
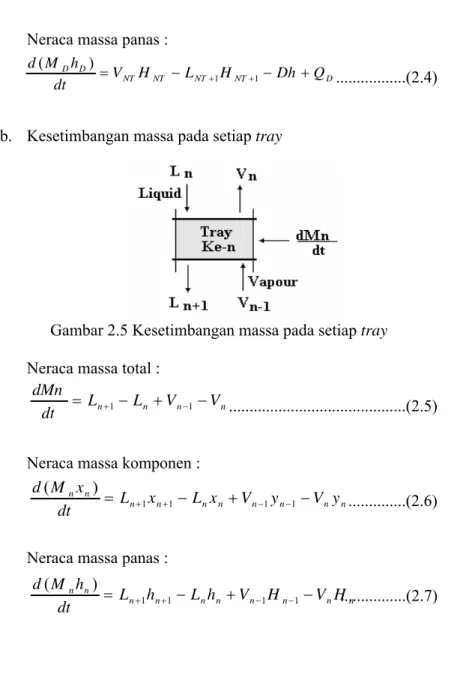
b. Kesetimbangan massa pada setiap tray
Gambar 2.5 Kesetimbangan massa pada setiap tray Neraca massa total :
...(2.5) Ln Ln Vn Vn
dt = − + −
dMn
−
+1 1
Neraca massa komponen : ...(2.6) n n n n n n n n n n L V V y dt = L x − x + y − x M d − − + +1 1 1 1 ( )
Neraca massa panas :
...(2.7) n n n L h L V H V dt = − + − h M d ( n n n n n n n h H − − + +1 1 1 1 )
c. Kesetimbangan massa pada tray umpan
Gambar 2.6 Kesetimbangan massa pada tray umpan Neraca massa total :
...(2.8) z
F
y
+
−
NF NF NF NF NF NF NF NF NF NFV
y
V
x
L
x
L
dt
M
+
−
=
+1 +1 −1 −1)
(
x
d
Neraca massa komponen :
...(2.9)
Neraca massa panas :
...(2.10) NF NF NF NF NF V V F L L dt = +1− + + −1− dM
d
Fh
F
H
+
−
NF NF NF NF NF NF NF NF F N F NV
H
V
h
L
h
L
dt
h
M
+
−
=
+1 +1 −1 −1)
(
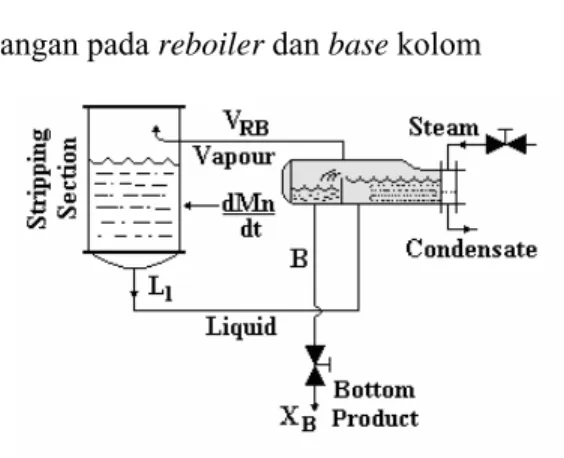
d. Kesetimbangan pada reboiler dan base kolom
Gambar 2.7 Kesetimbangan massa pada reboiler dan base kolom
Neraca massa total:
...(2.11) dMn =L − −B V
dt 1 RB
Neraca massa komponen :
...(2.12) RB B b B B ) =Lx −V y −Bx dt x M d 1 1 (
Neraca massa panas :
...(2.13) B b b B L V Bh Q dt = − RB − + B h H h M d 1 1 ) (
2.2 Internal Model Control
Pada beberapa tahun terakhir, perkembangan yang signifikan terjadi pada algoritma kontrol berbasis model. Khususnya pada Internal Model Control (IMC) [Tham, Ming T., “Internal Model Control”, 2002]. IMC mengembangkan
alternatif algoritma kontrol yang memanfaatkan inverse dari model proses dengan mempunyai satu parameter tuning yaitu filter factor (λ).
Selain digunakan sebagai algoritma kontrol, IMC juga seringkali digunakan sebagai alternatif metode tuning untuk pengendali konvensional Proportional-Integral-Derivative (PID). Dengan melakukan tuning terhadap filter factor (λ) maka akan didapatkan harga Kc, Ti, Td pada pengendali PID [Terrence L. Blevins, Gregory K. McMillan, Michael W. Brown, “Advanced Control Unleashed”, 2003].
Pada tahun 1980, diperkenalkan suatu metode pengendalian baru yang disebut Internal Model Control (IMC) [Coughanowr. R. Donald, “Process System Analysis And Control”, 1991]. Metode pengendalian ini berdasarkan pada ketepatan suatu model yang sudah ada dari suatu proses, yang menjadi pedoman untuk mendesain sistem pengendalian yang stabil dan robust. Dimana, suatu sistem pengendalian yang robust adalah sistem pengendalian yang aman pada perubahan proses dinamik.
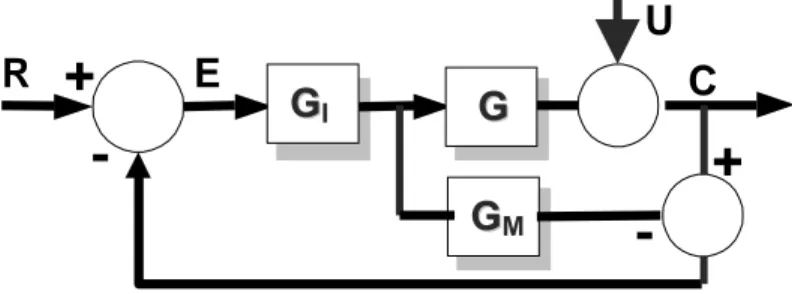
Dasar dari desain Internal Mode Control adalah model dari suatu proses yang dapat digambarkan seperti diagram blok pada gambar 2.8.
Gambar 2.8 Diagram blok Internal Model Control
G
G
E
R
+
-C
G
G
IG
G
MU
+
-Gambar 2.9 Alternatif diagram blok Internal Model Control
Gambar 2.10 Struktur Internal Model Control ekuivalen dengan kontrol konvensional
Hubungan antara Gc dan Gi ditunjukkan pada persamaan :
)
1
/(
I m I cG
G
G
G
=
−
...(2.14) Struktur yang ditunjukkan pada gambar 2.8, menunjukkan bahwa :]
U
R
[
)
G
G
(
G
1
GG
U
C
1 m I I 1+
+
−
−
=
...(2.15)Jika model tepat sama dengan proses (Gm = G), maka hanya sinyal U1 yang masuk ke dalam summing junction 1 pada gambar 2.8. Ketika U1 tidak menghasilkan proses apapun oleh fungsi transfer pada loop forward, U1 bukan merupakan sinyal feedback tetapi sinyal bebas yang ekuivalen dengan R dan menghasilkan keluaran C. Pada kenyataannya, tidak ada feedback ketika G =
G
I1 – G
IG
MG
G
E
R
+
-C
G
CG
G
E
R
+
-C
G
G
IG
G
M+
+
U
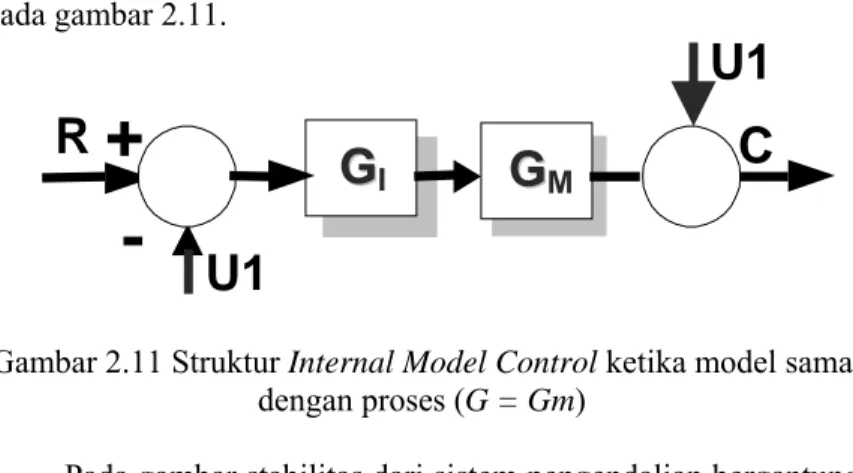
Gm dan akan menghasilkan sistem open-loop seperti ditunjukkan pada gambar 2.11.
Gambar 2.11 Struktur Internal Model Control ketika model sama dengan proses (G = Gm)
Pada gambar stabilitas dari sistem pengendalian bergantung hanya pada GI dan Gm. Jika GI dan Gm stabil, maka sistem pengendalian stabil.
Idealnya, jika hanya terjadi perubahan set point (U1 = 0) dapat dilihat dari gambar 2.11 bahwa GIG = 1 (G = Gm), maka :
1
=
m IG
G
...(2.16) m IG
G
=
1
/
...(2.17)Untuk kasus perubahan gangguan load U1, dimana R = 0 dan harga keluaran C stabil, maka akan juga menghasilkan persamaan yang sama dengan persamaan 2.16 dan 2.17.
Dari uraian diatas, dapat diketahui keuntungan yang didapatkan apabila menggunakan IMC adalah dengan IMC akan didapatkan pengendali yang cukup robust untuk gangguan load dan set point karena harga fungsi transfer pada model sama dengan harga fungsi transfer untuk proses, selain itu dengan IMC,
G
G
MR
C
G
G
IU1
+
-U1
hanya dibutuhkan 1 (satu) parameter pengendali yaitu filter factor (λ).
Dimana model proses didekati dengan persamaan First Order Plus Dead Time (FOPDT) dengan fungsi transfer sebagai berikut :
1
+
=
−s
e
K
Gm
dsτ
τ ...(2.18)1. Gunakan pendekatan first order pade untuk time delay. Dimana, dengan metode taylor, persamaan 2.18 menjadi :
..
!
3
)
(
!
2
)
(
1
3 2+
−
+
−
=
−s
s
s
e
d d d tdsτ
τ
τ
...(2.19) s s e d d ds ) 2 ( 1 ) 2 ( 1τ
τ
τ + − = − ...(2.20)2. Dengan memfaktorkan, didapatkan :
m a d d Gm Gm s s s K Gm = + + − = 1 1 ) 2 ( 1 ) 2 ( 1
τ
τ
τ
...(2.21) 1 ) 2 ( 1 ) 2 ( 1 = + − = s s Gm d d aτ
τ
...(2.22)1
+
=
s
K
Gm
mτ
...(2.23) 3. Filter :)
(
1
)
(
1
s
f
K
s
s
f
Gm
G
m I+
=
=
τ
...(2.24) Dengan :1
1
)
(
+
=
s
s
f
λ
...(2.25)λ adalah filter factor. Jika λ mendekati 1 maka banyak filter, sedangkan jika λ mendekati 0 maka tidak ada filter. Sehingga :
1
1
1
+
+
=
s
s
K
G
Iλ
τ
...(2.26) ) 1 ( 2 1 2 1 ) 1 ( 1 1 ) 1 ( 1 1 + ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ + ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − + + = − = s s d s K s K s s K s G G G G d m I I cτ
τ
τ
λ
τ
λ
τ
…… ………...(2.27) 2.3 Robust ControlSistem pengendali feedback banyak sekali digunakan pada aplikasi pengendalian proses, manufaktur, dan beberapa proses yang lain. Untuk meningkatkan efisiensi dan realibility dari sistem pengendali tersebut, dibutuhkan akurasi dan performansi yang lebih baik. Pada proses desain sebuah sistem pengendali
untuk meningkatkan performansi, dibutuhkan suatu metode, cara dan teori yang baru. Permasalahan yang utama ketika suatu sistem pengendalian diterapkan pada proses-proses yang kompleks adalah sensitifitas dan ketidakakuratan dari sistem pengendalian tersebut dalam melakukan proses pengendalian. Berbagai metode, cara, dan teori baru dirancang untuk mengatasi permasalahan tersebut [Anonymous, ”Robust Control Systems (Chapter 12)”, 2000].
Salah satu metode yang mampu memecahkan permasalahan tersebut adalah robust control. Robust disini didefinisikan sebagai suatu sistem pengendalian yang kokoh, dimana mampu mempunyai kemampuan bertahan terhadap gangguan sehingga kembali pada titik semula[Biyanto, Totok R., ”Sistem Pengendalian Web Tension Menggunakan Kontroler Robust PID”, 2006]. Suatu sistem pengendalian dikatakan robust ketika :
1. Mempunyai sensitifitas yang rendah. Dalam hal ini sistem tidak mudah mengalami suatu perubahan atau berosilasi jika diberika suatu gangguan (disturbance). Sistem tetap bisa mempertahankan performansinya.
2. Mempunyai kestabilan pada range variasi parameter. Sistem yang robust akan bisa mempertahankan kestabilan ketika diberikan suatu variasi parameter tertentu, semisal seperti pemberian replace yang berbeda pada sistem, yang diharapkan sistem mengalami suatu perubahan proses menjadi proses baru dan sistem masih dalam range kestabilan. 3. Performansi yang dihasilkan memenuhi spesifikasi parameter
sistem.
Pada penelitian kali ini akan ditunjukkan salah satu sub-metode dari robust control, yaitu aplikasi dari penggunaan kriteria indeks performansi Integral Time Absolute Error (ITAE) untuk sistem berorde-n.
Metode tersebut digunakan untuk proses penalaan (tuning) pada algoritma kontrol, yang dalam penelitian kali ini adalah algoritma kontrol Internal Model Control (IMC), dimana akan dijelaskan prosesnya pada bagian selannjutnya.
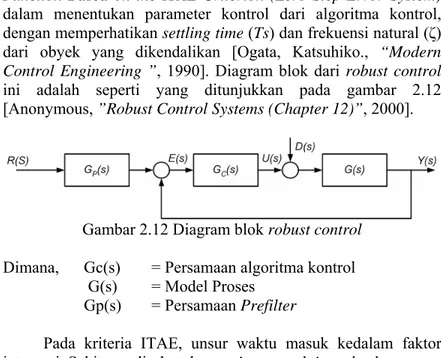
Robust control ini memanfaatkan ITAE Criterion to nth-order System dan Optimal Form of the Closed-Loop Transfer Function Based on the ITAE Criterion (Zero Step Error System) dalam menentukan parameter kontrol dari algoritma kontrol, dengan memperhatikan settling time (Ts) dan frekuensi natural (ζ) dari obyek yang dikendalikan [Ogata, Katsuhiko., “Modern Control Engineering ”, 1990]. Diagram blok dari robust control ini adalah seperti yang ditunjukkan pada gambar 2.12 [Anonymous, ”Robust Control Systems (Chapter 12)”, 2000].
Gambar 2.12 Diagram blok robust control Dimana, Gc(s) = Persamaan algoritma kontrol
G(s) = Model Proses Gp(s) = Persamaan Prefilter
Pada kriteria ITAE, unsur waktu masuk kedalam faktor integrasi. Sehingga disebut dengan integrated time absolute error. Error pada permulaan akan mempunyai nilai ITAE yang kecil dan akan membesar sesuai dengan pertambahan waktu. Koefisien optimum ITAE untuk input step dan dalam persamaan matematik dinyatakan seperti pada persamaan 2.28.
dt t e ITAE .. ~ 0
∫
= ...(2.28)Bentuk daripada Optimal Form of the Closed-Loop Transfer Function Based on the ITAE Criterion (Zero Step Error System) [Ogata, Katsuhiko., “Modern Control Engineering ”, 1990] seperti pada tabel 2.1.
Tabel 2.1 Koefisien Indeks Performansi orde Koefisien Indeks Performansi
1 s+
ω
n 2 s2+ 41.ω
ns+ω
n 3 31
.
75
22
.
15
2 3 n n ns
s
+
ω
+
ω
+
ω
4 42
.
1
33
.
4
2 22
.
7
3 4 n n n ns
s
s
s
+
ω
+
ω
+
ω
+
ω
5s
5+
2
.
8
ω
ns
4+
5
.
0
ω
n2s
3+
5
.
5
ω
n3s
2+
3
.
4
ω
n4s
+
ω
n5 6s
6+
3
.
25
ω
ns
5+
6
.
6
ω
n2s
4+
8
.
6
ω
n3s
3+
7
.
45
ω
n4s
2+
3
.
95
ω
n5s
+
ω
n6Tabel koefisien seperti yang ditunjukkan pada tabel 2.1, digunakan untuk memperkecil indeks performansi ITAE pada pemberian input step, dan secara umum analog dengan fungsi transfer dari loop tertutup pada persamaan 2.29.
o n n n o b s b s b s b s R s C s T + + + + = = − −1 1 ... 1 ) ( ) ( ) ( ...(2.29) n n o b =
ω
...(2.30)n
Ts
ζω
4
=
...(2.31)Dari tabel 2.1 dan korelasinya dengan persamaan 2.30 dan 2.31, diketahui bahwa persamaan optimum koefisien indeks performansi untuk setiap orde-n merupakan fungsi dari damping factor (ζ) dan time settling (Ts). Damping factor disini ditentukan dari performansi yang ingin dicapai atau redaman yang diinginkan, dimana merepresentasikan sifat dan karakteristik dari proses yang dikendalikan. Hubungan antara damping factor dengan respon sistem ditunjukkan pada gambar 2.13 [Perry, Robert H., “Perry’s Chemical Engineer Handbook”, 1990].
Gambar 2.13 Hubungan antara damping factor dengan respon sistem orde dua
Prosedur yang digunakan dalam menentukan parameter dari algoritma kontrol untuk memperkecil indeks performansi ITAE adalah sebagai berikut :
1. Memilih
ω
ndari sistem close loop dengan settling time yang spesifik2. Menentukan parameter tuning dari algoritma kontrol dengan memanfaatkan persamaan optimum koefisien indeks performansi seperti pada tabel 2.1. Pemilihan persamaan optimum berdasarkan orde dari algoritma kontrol pada Gc(s). Setelah didapatkan persamaan optimum-nya, antara denumerator dari T1(s) diekuivalenkan dengan persamaan
optimum koefisien indeks performansi.
denumerator(T1(s)) ≈ persamaan optimum koefisien indeks
performansi ITAE
3. Menentukan persamaan prefilter (Gp(s)). Dengan persamaan :
) ( ) ( 1 ) ( ) ( ) ( 1 s G s Gc s G s Gc s T + = ...(2.32) ) ( ) ( 1 ) ( ) ( ) ( ) ( ) ( ) ( 1 s G s Gc s G s Gc s Gp s Gp s T s T + = = ...(2.33)
2.4 Algoritma Kontrol Robust - Internal Model Control (Robust - IMC)
Algoritma kontrol Robust – Internal Model Control (Robust-IMC) merupakan suatu algoritma kontrol dimana merupakan gabungan antara Robust Control dan Internal Model Control. Pada penelitian kali ini IMC digunakan sebagai algoritma kontrol pada kontroler, sedangkan robust control digunakan untuk pembentuk struktur diagram blok pengendali dan penalaan filter factor (λ) pada IMC. Penggabungan dua
metode tersebut dimaksudkan agar diperoleh suatu sistem pengendali yang kokoh dan stabil.
Diagram blok dari algoritma kontrol Robust-IMC ditunjukkan pada gambar 2.14.
Gambar 2.14 Diagram blok algoritma kontrol Robust-IMC Dimana, Gc(s) = Persamaan Internal Model Control
G(s) = Model proses Gp(s) = Persamaan prefilter ) 1 ( 2 1 2 1 ) 1 ( 1 1 ) 1 ( 1 ) ( + ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ + ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ⎟ ⎠ ⎞ ⎜ ⎝ ⎛ − + + − + + = s s d K s K s s K s s G d c
τ
τ
τ
λ
τ
τ
τ
...(2.34)Dari persamaan 2.34 diketahui bahwa parameter tuning-nya adalah filter factor (λ). Pencarian parameter tuning tersebut dilakukan dengan menggunakan persamaan optimum koefisien indeks performansi ITAE, mengekuivalenkannya dengan denumerator dari T1(s). Seperti ditunjukkan pada persamaan 2.38.
1 ) ( + = − s e K s G s
τ
θ ...(2.35)) ( ) ( 1 ) ( ) ( ) ( 1 s G s Gc s G s Gc s T + = ...(2.36) ) ( ) ( 1 )) ( (T1 s Gc s G s r denumerato = + ...(2.37) 3 2 2 3 1.75 2.15 ) ( ) ( 1+Gc s G s ≈s +
ω
ns +ω
n s+ω
n ...(2.38) o n n n o b s b s b s b s R s C s T + + + + = = − −1 1 ... 1 ) ( ) ( ) ( ...(2.39))
(
)
(
)
(
1s
T
s
T
s
Gp
=
...(2.40)Dari pemaparan persamaan-persamaan yang digunakan pada algoritma kontrol Robust-IMC, menunjukkan bahwa harga filter factor (λ) merupakan fungsi dari damping factor (ζ). Damping factor merupakan suatu konstanta redaman dari suatu sistem, dimana besarnya ditentukan dari perfomansi yang diinginkan, sesuai dengan gambar 2.13. Gp(s) merupakan persamaan prefilter yang menjadi ciri khas dari robust control, dimana persamaan tersebut digunakan untuk mem-filter adanya perubahan pada R(s) atau set point. Sehingga diharapkan adanya perubahan R(s) tidak terlalu banyak berpengaruh terhadap kestabilan sistem pengendalian.
2.5 Object Linking and Embedding (OLE) for Process Control (OPC)
Object Linking and Embedding (OLE) for Process Control (OPC) merupakan teknologi yang menghubungkan aplikasi-aplikasi dan perangkat keras pada proses kontrol. OPC bukanlah
suatu bahasa pemrograman seperti C++, Visual Basic atau Java, juga bukan Dynamic Link Library (DLL) ataupun Application Program Interface (API). OPC merupakan standar terbuka yang menyediakan metoda yang konsisten dalam mengakses data dari plant. Metoda yang digunakan dalam pengaksesan data akan tetap sama walaupun tipe dan sumber data yang diakses berbeda. Oleh karena itu, pengguna OPC dapat secara bebas memilih perangkat lunak dan perangkat keras yang sesuai kebutuhan mereka tanpa harus mengkhawatirkan ketersediaan driver dari vendor [OPC Foundation, “OPC Data Access Custom Interface Spesification 3.0”, 2003].
Komponen OPC dapat dibagi menjadi dua kategori, yaitu klien OPC dan server OPC. Klien OPC merupakan aplikasi yang menggunakan data dengan cara-cara khusus, misalkan Human Machine Interface (HMI), Statistical Process Control (SPC) atau paket Suvervisory Control and Data Acquisition (SCADA). Server OPC merupakan sumber data bagi klien OPC. Server OPC merupakan program spesifik yang digunakan untuk perangkat tertentu saja, misalkan misalkan server OPC “Yokogawa.HIS” untuk DCS Yokogawa seri Centum™, “DeltaV.OPC” untuk DCS
Rosemount DeltaV™ dan “National Instuments®.OPCFieldpoint” untuk ADDA Fieldpoint™ dan
berfungsi mengambil data dari perangkat tersebut serta membuat data tersebut tersedia bagi klien OPC [Yanoor Yusackarim, “Perancangan dan Implementasi OPC Server DA untuk Mini Plant”, 2004].
Klien OPC berinteraksi dengan server OPC menggunakan interface OPC. Oleh karena itu, semua klien OPC dapat berkomunikasi dengan server OPC apapun tanpa membedakan tipe perangkat keras yang terhubung dengan server OPC.
OPC dirintis dan dikembangkan pertama kali tahun 1995 oleh OPC Foundation menggunakan teknologi Microsoft® OLE
dan dirancang untuk memenuhi lima kebutuhan-kebutuhan umum dari industri, bukan kebutuhan spesifik dari perangkat lunak ataupun perangkat keras tertentu. Spesifikasi pertama yang dilepas ke pasaran adalah OPC-DA 1.0 pada bulan Agustus 1996. Spesifikasi OPC terus dikembangkan untuk menyesuaikan fungsionalitasnya dengan waktu sehingga komponen- komponen OPC dapat terus melayani kebutuhan-kebutuhan yang muncul dari industri. Saat ini OPC Foundation memiliki lebih dari 300 anggota, beberapa diantaranya adalah National Instuments®, ISA, Siemens®AG, Honeywell®, Hitachi ®, Emerson Process Management®, Rockwell Software®, dan Yokogawa Electric®.
Proses kontrol pada umumnya memiliki banyak sumber data berbeda seperti Programmable Logic Control (PLC), Distributed Control Systems (DCS), Database, Remote Terminal Unit (RTU), dan perangkat lain. Data tersebut diakses dengan cara berbeda-beda seperti melalui kabel serial, ethernet, atau bahkan komunikasi radio. Selain hal tersebut, kontrol proses juga menggunakan beragam sistem operasi seperti Windows, UNIX atau Virtual Memory System (VMS). Data dari sumber data tersebut diakses menggunakan perangkat lunak tertentu dari vendor perangkat keras dengan format yang spesifik. Akibatnya, hanya perangkat lunak dari vendor perangkat keraslah yang dapat mengakses data-data tersebut.
Hal tersebut pada awalnya tidak akan menjadi masalah, hingga ketika akan dilakukan pengembangan atau perluasan sistem. Masalah yang mungkin terjadi adalah :
Semakin banyak upaya yang dilakukan untuk duplikasi. Aplikasi dengan fungsi dan fitur-fitur yang sama harus dibuat beberapa kali agar sesuai dengan perangkat keras dari vendor tertentu. Akibatnya diperlukan biaya tambahan dalam pengembangan aplikasi
Ketidakkonsistenan antara driver-driver dari vendor. Kelebihan perangkat keras yang ada tidak didukung oleh semua pengembang driver. Akibatnya perangkat keras tidak digunakan secara optimal karena harus disesuaikan dengan dukungan driver.
Spesifikasi OPC
OPC Foundation mengembangkan spesifikasi terbuka, sehingga dapat memenuhi kebutuhan yang muncul di industri. Salah satu spesifikasi yang telah dikembangkan OPC Foundation hingga saat ini [OPC Foundation, “OPC Data Access Custom Interface Spesification 3.0”, 2003]:
o Server/client OPC Data Access (DA)
Memindahkan data secara real-time dari PLC, DCS, atau instrumen kontrol lainnya ke berbagai level di proses industri. Spesifikasi terakhir OPC DA yang dilepas ke pasaran adalah OPC DA 3.0.
o Server/client OPC Alarm Events (AE)
Memberikan fungsi peringatan alarm dan kejadian yang muncul sesuai spesifikasi yang diinginkan. Fungsi ini bersifat diskrit dan dipicu berdasarkan kejadian tertentu yang terdiri dari process alarms, operator actions, informational messages, dan tracking/auditing messages.
o Server/client OPC Historical Data Access (HDA)
Memiliki fungsi memberikan akses pada data historis yang tersimpan, mulai dari sistem data logging hingga sistem Supervisory Control and Data Acquisition (SCADA) yang kompleks.
o Server/client OPC Batch (BA)
Sistem akusisi data dari instrumen untuk plant yang mempunyai proses batch, menggunakan spesifikasi Batch OPC BA dengan konsep yang sama dengan OPC DA.
Untuk mencegah akses yang tidak diinginkan pada data plant, diperlukan pembatasan akses pada data instrumen kontrol. Spesifikasi ini mengatur cara pengaksesan data plant agar informasi yang krusial tidak diubah oleh parameter yang membahayakan.
o OPC XML-DA
Spesifikasi yang sedang dikembangkan agar format data OPC-DA dapat secara fleksibel didefinisikan sendiri menggunakan Extensible Markup Language (XML).
Secara garis besar Object Linking and Embedding (OLE) for Process Control (OPC) dapat digambarkan seperti pada gambar 2.15.
Gambar 2.15 Skema umum OLE for Process Control (OPC) Spesifikasi Server OPC Data Access (DA)
OPC-Data Access digunakan untuk memindahkan data secara real-time dari PLC, DCS, atau instrumen kontrol lainnya
ke berbagai level di proses industri. Spesifikasi terakhir OPC DA yang dilepas ke pasaran adalah OPC DA 3.0.
OPC menggunakan teknologi yang dikenal sebagai Component Object Model (COM) untuk berkomunikasi dengan beberapa OPC client. Teknologi COM mengijinkan pertukaran informasi standard secara real-time antara software aplikasi dengan divais proses control.
Seperti halnya implementasi COM lainnya, OPC adalah memanfaatkan model client-server dimana komponen OPC server menyediakan interface untuk obyek OPC beserta pengaturannya. Aplikasi-aplikasi OPC client berkomunikasi mengirimkan permintaan kepada OPC server. Server selanjutnya menyediakan akses data yang optimal dari divais fisik ataupun OPC client yang lain.
Gambar 2.16 Hubungan OPC Server – Client
OPC server terdiri atas beberapa obyek yaitu server, group, dan item. Obyek OPC server me-maintain informasi tentang server dan bertindak sebagai container untuk obyek OPC group. Obyek OPC group me-maintain informasi tentang dirinya sendiri dan menyediakan mekanisme untuk menampung dan
mengorganisasikan OPC item.OPC group menyediakan cara mengorganisasi data untuk software client.
Gambar 2.17 Hubungan Server, Group, dan Item
Dalam setiap group, client dapat mendefinisikan satu atau lebih OPC item. OPC item merepresentasikan koneksi dengan data-source di dalam server. Masing-masing item tersebut tidak dapat diakses sebagai obyek oleh OPC client. Oleh sebab itu, tidak ada interface eksternal yang didefinisikan untuk OPC item, seluruh akses kepadanya harus melalui OPC group sabagai obyek. Perlu diperhatikan bahwa item bukan merupakan data-source, melainkan hanyalah koneksi kepadanya. OPC item harus dipandang sebagai alamat data, bukan sebagai sumber fisik data.
Dalam asosiasi masing-masing item terdapat variabel berupa: value, quality, dan timestamp. Value dari suatu item merepresentasikan harga sumber data dalam bentuk variant. Variant adalah variabel dengan tipe data yang tidak ditentukan pada saat compile, namun tipe dari nilainya dapat berubah pada saat runtime. Variant dapat bercampur dengan varian lain seperti integer, real, string, dan boolean baik dalam ekspresi maupun pemakaian. Quality merupakan data yang menunjukkan kualitas
akuisisi data. Quality Good mengindikasikan bahwa nilai pada item dapat digunakan, sedangkan Bad mengindikasikan bahwa nilai pada item tersebut diragukan validitasnya. Sedangkan timestamp menunjukkan waktu ketika data tersebut diakuisisi. 2.6 Human Machine Interface (HMI)
Perkembangan dunia proses kontrol yang meliputi bidang algoritma, strategi, otomasi, visualisasi, dan enterprise, begitu pesat sejak dimulainya era teknologi digital. Terlebih pada perkembangan proses visualisasi terhadap proses kontrol melalui digital display. Human Machine Interface (HMI) merupakan suatu operator interface yang memvisualisasikan proses kontrol yang terdapat pada plant. Evolusi dari teknologi operator interface, khususnya HMI, membuat beberapa vendor berlomba-lomba untuk merancang teknologi HMI yang lebih baik. Hal tersebut sangat menguntungkan dan membantu para engineer untuk merancang suatu sistem otomasi yang efisien [Liptak, Bela G., “Instrument Engineer’s Handbook : Process Softaware and Digital Networks”, 2002].
Pengembangan teknologi HMI yang modern tidak lepas dari dua kutub yang berbeda. HMI untuk distributed control systems (DCS), dan HMI untuk programmable logic control (PLC). Hal tersebut membuat ada perbedaan definisi yang cukup signifikan, meskipun secara garis besar mempunyai tujuan yang sama.
Fungsi Dasar Human Machine Interface (HMI)
Berbicara mengenai variabilitias dari HMI menjadi begitu kompleks karena adanya asumsi kesamaan istilah yang digunakan untuk menjelaskan fungsinya yang sama dengan physical devices. Secrara umum definisi dari istilah HMI mengacu pada display, komputer, dan perangkat lunak (software) yang menyediakan
service kepada operator untuk berkomunikasi dengan kontroler atau sistem kontrol [Liptak, Bela G., “Instrument Engineer’s Handbook : Process Softaware and Digital Networks”, 2002]. Beberapa definisi dan terminologi HMI dipaparkan dalam tabel 2.2
Tabel 2.2 Definition of HMI Terminology
Term Definition
HMI
Human-Machine Interface: Computer hardware and software that allows operator to interface with the control system
CRT HMI
Cathode Ray Tube HMI: The term is specifically used where there is a transition from hand stations to the HMI
DCS HMI Proprietary HMI from DCS vendors that is optimized for process control
GUI
Graphical User Interface: General computer term for software that allows graphical interaction with the computer
Open HMI
HMI built on PC hardware and Windows operating system for general use; not specific to any hardware or industry
Operator’s Window
Open HMI that incorporates information system and controls
PLC HMI
Proprietary HMI from PLC vendors that is optimized for discrete control; often connected as a remote PLC rack
Pada aplikasi di lapangan, HMI digunakan oleh operator untuk mengoperasikan satu atau banyak loop pengendalian. HMI sendiri mempunyai tiga fungsi dasar yang utama, yaitu menghadirkan visualisasi terhadap parameter proses dan metode proses kontrol, menghadirkan proses alarm dan indikasi kepada
operator ketika proses dalam keadaan gagal, dan menghadirkan process trending kepada operator sehingga dapat diketahui performansi dari proses yang terjadi.
Visualisasi dan Kontrol
Tanggung jawab yang utama dari sebuah HMI adalah menghadirkan kepada operator, proses yang sedang terjadi serta metode yang digunakan untuk mengendalikan proses tersebut. Tugas tersebut dijalankan oleh dua bagian, panel board dan faceplate [Liptak, Bela G., “Instrument Engineer’s Handbook : Process Softaware and Digital Networks”, 2002].
Panel board merupakan operator’s window terhadap proses yang sedang terjadi. Sedangkan faceplate merupakan tampilan yang menggambarkan process variable, dan menyediakan akses untuk merubah mode, set point, ataupun output loop pengendali.
HMI menyediakan fungsionalitas yang sama untuk proses monitoring dan kontrol dari suatu proses. Dengan menggunakan HMI dimungkinkan adanya pengoperasian lebih banyak loop pengendali dan informasi proses sekaligus, daripada menggunakan operator interface konvensional yang terpasang secara mounted pada suatu control panel. Beberapa ilustrasi dari panel board dan faceplates ditunjukkan pada gambar 2.18, gambar 2.19, dan gambar 2.20 [DeltaV Book Online supports DeltaV Version 7.3, Fisher-Rosemount Systems, 1994-2004].
Gambar 2.18 menujukkan suatu panel board HMI dari suatu proses pengendalian batch pada proses pencampuran coklat. HMI tersebut diambil dari DeltaV Operate™ milik DCS DeltaV – Emerson Process Management.
Gambar 2.19 menunjukkan suatu tampilan dari faceplates, dimana pada tampilan tersebut ditunjukkan banyak parameter
pengendali seperti mode, PV, set point, tag name, dan lain sebagainya.
Gambar 2.20 menunjukkan tampilan detail faceplates dari sebuah kontrol PID, dimana tampilan tersebut digunakan untuk mengatur banyak parameter kontrol seperti alarm limits, tuning, diagnostics, serta fasilitas yang menghubungkan dengan auto tuning.
Gambar 2.20 Detail Faceplates kontrol PID Proses Alarm
Tanggung jawab yang kedua dari suatu HMI adalah menghadirkan kepada operator proses generation, annunciation, dan manipulasi dari sistem alarm [Liptak, Bela G., “Instrument Engineer’s Handbook : Process Softaware and Digital Networks”, 2002].
Proses generation suatu alarm merupakan fungsi dari sebuah switch yang terdapat pada field, dimana mengindikasikan
suatu parameter proses seperti tekanan atau temperatur melampaui dari batas yang diijinkan. Annunciation dari suatu alarm merupakan tanggung jawab dari annunciator panel. Annunciator panel tersebut berbentuk kotak bercahaya dengan jendela panel transparan yang tertulis nama alarm tersebut. Proses alarm yang mempunyai fungsi diskrit mempunyai koneksi dari switch yang terdapat pada field hingga annunciator. Hal tersebut dilakukan untuk menyediakan akses secara audio dan visual ketika terdapat suatu proses dalam keadaan kritis atau gagal. Terdapat fasilitas pada annunciator yang mengijinkan operator untuk memanipulasi alarm tersebut dengan melakukan silencing dan acknowledging. Proses alarm dengan menggunakan annunciator panel tersebut menjadi sangat mahal, hal ini diakibatkan adanya penggunaan switch dan pengkabelan.
Pada distributed control systems (DCS) proses alarm digabungkan dengan suatu proses kontrol dan ditampilkan kepada operator melalui suatu HMI. Terdapat dua cara yang digunakan oleh DCS unutuk melakukan proses alarm tersebut. Pertama, DCS medapatkan kondisi alarm dari switch, membangkitkan kondisi alarm tersebut melalui kontroler, dan menampilkannya pada HMI. Kedua, proses alarm tersebut dibangkitkan langsung oleh HMI dengan berdasar pada masukan process variable di kontroler.Manajemen dari suatu proses alarm melalui silencing, acknowledging, dan summarizing sudah menjadi fungsi primer dari sebuah HMI. Fungsi-fungsi yang terdapat pada sebuah proses alarm ditunjukkan pada tabel 2.3.
Tabel 2.3 Fungsi-fungsi proses alarm
Alarm Name Alarm Priority Alarm Color
Hi Hi Critical Red
Hi Warning Yellow
Normal LOG Blue
Lo Warning Yellow
Beberapa ilustrasi yang menunjukkan alarm setting pada sebuah HMI ditunjukkan pada gambar 2.21 dan gambar 2.22.
Gambar 2.21 Window setting alarm
Proses Trending
Operator mempunyai ketergantungan yang tinggi terhadap adanya perekam data analog. Perekam data analog dapat di set untuk merekam variabel proses yang nantinya kan ditunjukkan dalam bentuk grafik (chart). Resolusi dari perekam data analog tersebut sangat bergantung sekali kepada banyaknya data yang diambil dan kertas yang tersedia. Pemilihan resolusi perekam data yang tepat menjadi sangat penting untuk membantu operator dalam memahami karakteristik proses yang sedang berjalan [Liptak, Bela G., “Instrument Engineer’s Handbook : Process Softaware and Digital Networks”, 2002].
Teknologi digital HMI mempunyai kemampuan untuk menyipan data history dari informasi proses yang diterima dan menyediakan operator dengan proses trending. Dengan menggunakan HMI operator tidak perlu menyediakan kertas yang harus diganti secara berkala, karena rekaman data disimpan dalam bentuk file tertentu melalui sistem database. Beberapa ilustrasi dari process trending dalam sebuah HMI ditunjukkan oleh gambar 2.23 dan gambar 2.24.
Gambar 2.23 merupakan salah satu bentuk dari process trending pada sebuah HMI. Pada window tersebut terdapat grafik yang berjalan secara real-time dengan resolusi tertentu dan waktu pengambilan data tersebut.
Gambar 2.24 menunjukkan suatu tampilan HMI yang terdiri dari faceplates, process trending, dan alarm. Ketiganya disatukan untuk mempermudah operator dalam melakukan proses monitoring secara langsung.
Gambar 2.23 Process History View
Gambar 2.24 HMI dengan faceplates, process trending, dan alarm.