BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Gambaran Umum Perusahaan
PT. Braja Mukti Cakra didirikan pada 24 Januari 1986 dan mulai
beroperasi pada 1987 dengan status penanam modal dalam negeri (PMDN) atas
prakarsa bersama PT. Bakrie Tosanjaya. Perusahaan yang bergerak dalam bidang
pengecoran logam (foundry) yang merupakan anak perusahaan PT. Bakrie &
Brother, dengan PT. Krama Yudha Tiga Berlian Motors sebagai agen tunggal pemegang merk kendaraan mitsubishi di Indonesia.
PT. Braja Mukti Cakra merupakan perusahaan yang bergerak dibidang
machining dengan produk utama komponen otomotif yang terdiri dari Brake Drum, Hub, Fly Wheel, Pressure Plate,Disc Break, Bracket Shock Absorber, Flange Rear dan collar. Kerjasama ini mendapat dukungan penuh dari perusahaan PT. Bakrie Tosanjaya yang menguasai teknologi pengecoran logam serta PT.
Krama Yudha Tiga Berlian Motors yang memiliki akses terhadap teknologi
industri komponen otomotif. PT. Braja Mukti Cakra ditargetkan untuk
menghasilkan produk yang presisi berupa komponen otomotif dengan standar
kualitas perakitan otomotif di Indonesia.
PT. Braja Mukti Cakra dapat mencapai kualitas “Original Equipment
Manufacturer” (OEM) berkat kerjasama yang baik dalam bentuk panduan teknis terpadu. PT. Braja Mukti Cakra dengan PT. Krama Yudha Tiga Berlian Motors
menghasilkan manajemen produksi berstandar internasional yang menjamin mutu
kinerja dan produk- produk PT. Braja Mukti Cakra. Kendali Mutu Total (Total
Quality Control) dan keizen (peningkatan kerja) adalah bagian dari proses produksi yang selalu diterapkan secara konsisten. Sistem tersebut menjamin
kualitas maupun efisiensi dalam proses dalam proses produksi, sehingga
menghasilkan produk berkualitas OEM yang dapat memenuhi persyaratan
pelanggan, antara lain memenuhi spesifikasi, dan penyerahan tepat waktu.
PT. Braja Mukti cakra juga sangat selektif dalam menetapkan jam kerja
karyawannya. Tujuan dari ditetapkannya peraturan jam kerja tersebut adalah
untuk keefektifan dan keefisienan jam kerja sehingga mampu mendongkrak nilai–
nilai produktif tanpa mengabaikan kedisiplinan.
4.1.1 Lokasi Perusahaan
PT. Braja Mukti Cakra merupakan perusahaan yang mempunyai lokasi
pabrik dan kantor pada satu tempat. Berikut ini alamat perusahaan PT. Braja
Mukti Cakra:
Jl. Braja Mukti Cakra No. 3B Kel. Harapan Jaya
Bekasi Utara 17124 – Jawa Barat – Indonesia
Telp. 62-21-887-1836 ( Hunting )
Fax. 62-21-887-1835 & 62-21-887-8949
Perusahaan PT. Braja Mukti Cakra berada dikawasan bekasi utara, berikut
Gambar 4.1 Gambar PT Braja Mukti Cakra
4.1.2 Visi dan Misi PT. Perusahaan
PT. Braja Mukti Cakra memiliki visi dan misi yang ingin dicapai
perusahaan di masa depan yang mampu menjamin kesinambungan dan
kesuksesan perusahaan dalam jangka panjang, untuk kelancaran berjalannya suatu
perusahaan Visi dan misi merupakan hal yang sangat penting. Berikut adalah visi
dan misi PT. Braja Mukti Cakra.
a. Visi Perusahaan
TO BE A GLOBAL PARTS MAKER (Diakui dunia sebagai produsen komponen).
b. Misi Perusahaan
BEING A GOOD PARTNER FOR STAKEHOLDERS WITH EXCELENT QSV (QUALITY, SERVICE, VALUE). Menjadi mitra yang baik bagi pemangku kepentingan dengan KPN (kualitas, pelayanan dan nilai) yang prima.
Selain memiliki visi dan misi, PT. Braja Mukti Cakra juga memiliki nilai –
membangun gambaran positif konsumen terhadap perusahaan. Adapun nilai –
nilai inti perusahaan adalah sebagai berikut:
a. Pemilahan (Seiri)
Membedakan antara yang diperlukan dan yang tidak diperlukan serta
membuang yang tidak diperlukan: “Singkirkan Barang-barang yang tidak
diperlukan dari tempat kerja”. Memilah–milah semua benda maupun
peraturan, melakukan pengelompokan, termasuk menyingkirkan semua benda
yang tidak diperlukan oleh kegiatan produksi maupun administrasi yang
sedang berlangsung.
b. Penataan (Seiton)
Menentukan tata letak yang tertata rapi sehingga kita selalu menemukan
barang yang benda-benda yang diperlukan dengan rapi, sehingga mudah
ditemukan, mudah dikendalikan, aman dan tersedia dalam jumlah yang
cukup.
c. Pembersihan (Seiso)
Menghilangkan sampah kotoran dan barang asing untuk memperoleh tempat
kerja yang lebih bersih. Pembersihan dengan cara inspeksi: “Bersihkan
segala sesuatu yang ada di tempat kerja”. Menghilangkan segala bentuk
kotoran yang dapat menghambat segala betuk proses produksi maupun
administrasi.
d. Pemantapan (Seiketsu)
Memelihara barang dengan teratur rapi dan bersih juga dalam aspek personal
dan kaitannya dengan polusi:”Semua orang memperoleh informasi yang
kegiatan dimana semua kegiatan pemilahan, penataan dan pembersihan
terjaga dengan baik sesuai standar yang berlaku.
e. Pembiasaan (Shitsuke)
Melakukan sesuatu yang benar sebagai kebiasaan: “Lakukan apa yang harus
dilakukan dan jangan melakukan apa yang tidak boleh dilakukan”.
Pembiasaan adalah disiplin dalam melakukan pekerjaan secara terus menerus
sesuai standar.
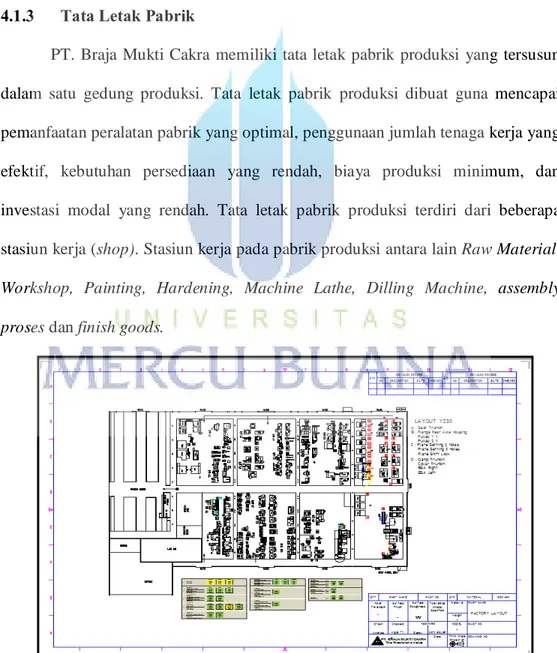
4.1.3 Tata Letak Pabrik
PT. Braja Mukti Cakra memiliki tata letak pabrik produksi yang tersusun
dalam satu gedung produksi. Tata letak pabrik produksi dibuat guna mencapai
pemanfaatan peralatan pabrik yang optimal, penggunaan jumlah tenaga kerja yang
efektif, kebutuhan persediaan yang rendah, biaya produksi minimum, dan
investasi modal yang rendah. Tata letak pabrik produksi terdiri dari beberapa
stasiun kerja (shop). Stasiun kerja pada pabrik produksi antara lain Raw Material,
Workshop, Painting, Hardening, Machine Lathe, Dilling Machine, assembly proses dan finish goods.
4.1.4 Hasil Produksi Perusahaan
PT. Braja Mukti Cakra adalah sebuah industri yang bergerak dibidang jasa
machining. Berikut adalah nama - nama produk- produk dihasilkan oleh PT. Braja Mukti Cakra: Bisa dilihat pada Tabel 4.1
Tabel 4.1 Produk PT.BMC
Gambar Nama Produk Fungsi
Brakedrum Berfungsi sebagai alat pengereman
Hubwheel Berfungsi sebagai as roda
Flywheel
Berfungsi sebagai penghubung
dengan plat kopling pada saat
mesin dihidupkan
Tabel 4.1 Produk PT.BMC (Lanjutan)
Gambar Nama Produk Fungsi
Pressure Plate Berfungsi sebagai plat kopling
Manifold Pipe Berfungsi sebagai sambungan atas
mesin ke knalpot
Manifold Front
Manifold Rear
Berfungsi sebagai sambungan dari
mesin ke leher knalpot
Sumber : PT Braja Mukti Cakra
PT. Braja Mukti cakra merupakan perusahaan yang bergerak di bidang
industri komponen otomotif yang menghasilkan produk komponen bernilai presisi
tinggi dan termasuk perusahaan mass production. PT. Braja Mukti Cakra
merupakan perantara yang berperan di sektor manufaktur otomotif. PT. Braja
dipakai dalam rangkaian proses manufaktur sperpat otomotif yang di produksi. 44
line produksi ini menghasilkan spesifikasi produk yang berbeda dan berbeda juga
raw materialnya. Current Product dari PT. Braja Mukti Cakra terdapat 15 jenis unit, yaitu Brake Drum, Pressure Plate, Bracket Shock Absorber, Hub Wheel,
Pulley, Exhaust Manifolt, Rotor Disc, Fly Wheel, Spacer, Collar, Bracket Pad, Bracket Helper, Holder Injection Pump, Hook & Hook Cab, dan Knuckle. PT.
Braja Mukti Cakra telah membangun jaringan yang sangat luas dengan berbagai
perusahaan, baik domestik maupun internasional. Perusahaan ini terpercaya
karena produknya mempunyai presisi yang tinggi, berkualitas, dan standar
kualitas Original Equipment Manufacturing (OEM).
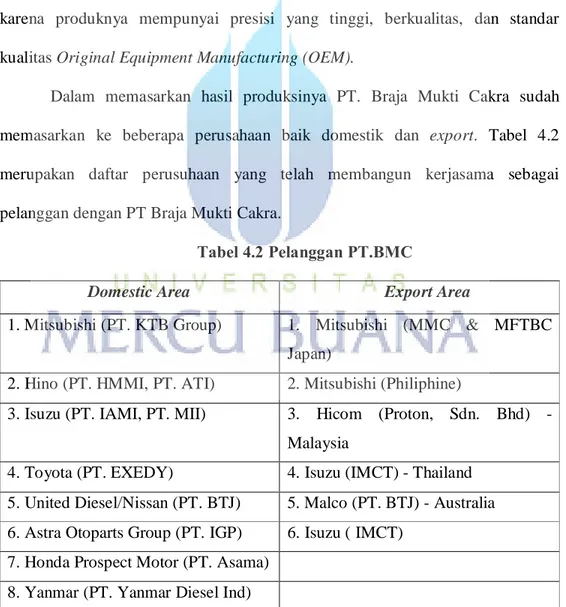
Dalam memasarkan hasil produksinya PT. Braja Mukti Cakra sudah
memasarkan ke beberapa perusahaan baik domestik dan export. Tabel 4.2
merupakan daftar perusuhaan yang telah membangun kerjasama sebagai
pelanggan dengan PT Braja Mukti Cakra.
Tabel 4.2 Pelanggan PT.BMC
Domestic Area Export Area
1. Mitsubishi (PT. KTB Group) 1. Mitsubishi (MMC & MFTBC Japan)
2. Hino (PT. HMMI, PT. ATI) 2. Mitsubishi (Philiphine)
3. Isuzu (PT. IAMI, PT. MII) 3. Hicom (Proton, Sdn. Bhd) -
Malaysia
4. Toyota (PT. EXEDY) 4. Isuzu (IMCT) - Thailand
5. United Diesel/Nissan (PT. BTJ) 5. Malco (PT. BTJ) - Australia 6. Astra Otoparts Group (PT. IGP) 6. Isuzu ( IMCT)
7. Honda Prospect Motor (PT. Asama) 8. Yanmar (PT. Yanmar Diesel Ind)
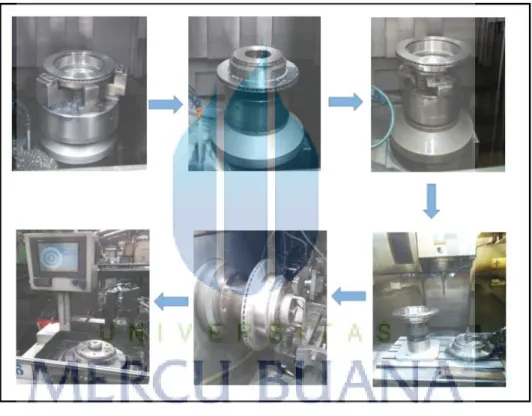
4.1.5 Proses Produksi
Proses produksi / urutan proses kerja yaitu proses merubah blank material
menjadi barang yang diinginkan pelanggan dengan menggunakan mesin-mesin
yang ada di PT Braja Mukti Cakra sampai produk terkirim ke pelanggan. Untuk
proses per mesin dapat dilihat pada gambar 4.3
Sumber : PT. Braja Mukti Cakra
Gambar 4.3 Diagram Alir Proses Produksi Disc brake Rotor
Berdasarkan gambar 4.3 diatas diketahui bahwa proses pembuatan Disc
Brake Rotor melalui 6 tahapan, dengan menggunakan mesin bubut yang paling
dominan. Mesin bubut diatas memiliki fungsi yang berbeda-beda sesuai dengan
proses yang dilakukan. Proses produksi yang dilakukan dalam pembuatan Disc
Pembuatan tersebut menggunakan mesin-mesin produksi otomatis, sebagian besar
dari poses yang dilakukan pada pembuatan Disc Brake Rotor adalah proses
pembubutan menggunakan mesin. Mesin produksi pembuatan Disc Brake Rotor
terbagi ke dalam beberapa tahap permesinan mulai dari bahan baku hingga barang
jadi.
Proses pertama menggunakan mesin yang disebut mesin OP 1. Proses
pada mesin ini dilakukan pembubutan pada bagian sisi permukaan bawah, serta
sisi diameter dalam dari Disc Brake Rotor. Hasil pada proses ini pembubutan
pada sisi permukaan bawah dalam dan sisi diameter dalam belum sempurna, hal
ini disebabkan karena pahat yang digunakan hanya untuk proses roughing, dari
bahan baku dan belum untuk proses finishing dan diteruskan pada proses
selanjutnya.
Proses selanjutnya adalah proses pembubutan seperti pada proses yang
pertama, hanya saja pembubutan pada proses yang kedua dilakukan pada bagian
champer dan sisi yang berlawanan dari proses yang pertama. Mesin yang digunakan pada proses ini disebut mesin OP 2. Proses ini membuat sisi kanan dan
kiri dari produk sudah jadi atau sudah sempurna, sedangkan pada bagian champer
belum sempurna dan diteruskan pada proses selanjutnya.
Proses selanjutnya adalah proses operasi ketiga. Mesin yang digunakan
pada proses ini disebut mesin OP 3. Pada proses ini dilakukan finishing dari
diameter dalam dan sisi permukaan bawah yang sebelumnya telah diproses.
Proses ini dilakukan dengan cara bahan baku yang telah diproses dijepit dari sisi
luar lalu benda berputar dan pahat bergerak untuk memakan diameter dalam dan
Proses selanjutnya adalah proses keempat dengan mesin yang digunakan
adalah mesin OP 4 drill. Proses ini bertujuan membuat lubang pada permukan
atas sebagai pengunci Disc Brake Rotor pada sistem pengereman. Pada proses ini
drilling menggunakan mesin Drill CNC. Pada proses ini dilakukan dengan cara
benda kerja dijepit terlebih dahulu, lalu mata bor yang telah berputar ditekan ke
Disc Brake Rotor hingga berlubang pada permukaan. Mata bor yang digunakan pada proses ini terdiri dari 2 buah mata bor Yaitu bor diameter 12.5 dan diameter
6.5.
Proses selanjutnya merupakan proses honing dengan menggunakan mesin
yang disebut OP 5. Proses ini dilakukan dengan cara merapikan sisi kanan dan kiri
dari Disc Brake Rotor. Sisi ini merupakan salah satu proses penting atau vital
karena nantinya ketika digunakan pada mobil berhubungan langsung dengan
dengan kanvas rem dan menentukan nyaman atau tidaknya mobil pada saat
pengereman terjadi.
Proses selanjutnya merupakan proses terakhir dalam pembuatan disk brake.
Proses ini adalah proses balancing dengan menggunakan mesin yang disebut OP
6. Proses ini bertujuan mengecek berat masing masing sisi Disc Brake Rotor, agar
putarannya seimbang apabila digunakan dalam pengereman.
4.1.6 Pengumpulan Data
Pengumpulan data yang dilakukan di PT. Braja Mukti Cakra pada periode
awal November 2014 sampai dengan Oktober 2015 yang terletak di jalan Braja
Mukti Cakra No. 3B, Bekasi Utara, Jawa Barat, Indonesia dengan produk yang
komponen pada kendaraan yang digunakan untuk mengurangi laju kendaraan
ketika sedang berjalan. Permasalahan yang dihasilkan dicari solusinya
menggunakan metode Define, Measure, Analyze, Improve, dan Control (DMAIC)
yang memiliki beberapa tahapan.
Tahap pertama adalah pendefinisian pada tahap ini mengidentifikasi
permasalahan yang terjadi dan menentukan kecacatan paling dominan yang
ditimbulkan dari hasil produksi Disc Brake Rotor. Tahap kedua adalah measure
atau pengukuran, pada tahap ini pengukuran dilakukan terhadap kinerja dari hasil
produksi Disc Brake Rotor dan sebelum dilakukan pengukuran diperlukan analisis
terhadap sistem dari pengukuran yang dilakukan. Pengukuran ini dilakukan
dengan menggunakan peta kontrol dan DPMO untuk mengetahui nilai kapabilitas
dari proses yang terjadi pada perusahaan.
Tahap ketiga adalah analyze atau analisis, pada tahap ini dilakukan
analisis dengan maksud untuk mencari penyebab permasalahan yang ditimbulkan
dari hasil produksi mulai dari masalah yang kecil hingga yang besar. Sehingga
permasalahan itu dikelompokan sesuai faktor-faktor yang mempengaruhinya.
Penulis menggunakan suatu alat bantu untuk mencari solusi dari permasalahan
yang ada, sehingga digunakan diagram sebab akibat untuk membantu mencari
solusi dari permasalahan produksi Disc Brake Rotor.
Tahap keempat adalah improve, tahap ini merupakan dimana tahap
perbaikan terhadap proses yang telah berjalan dan diharapkan dapat mengurangi
hasil produksi yang cacat. Tahap perbaikan ini banyak melakukan pengujian
dengan menggunakan banyak faktor agar didapatkan hasil yang optimal. Harapan
perbaikan ini menggunakan metode 5W+1H. Perbaikan ini hanya berupa usulan
perbaikan yang diberikan kepada perusahaan dan tidak dapat langsung diterapkan,
karena ada banyak faktor yang harus dipertimbangkan untuk menerapkan
perbaikan ini. Tahap terakhir yaitu control, pada tahap ini hasil-hasil peningkatan
kualitas didokumentasikan, praktek-praktek yang berjalan dengan baik dan
prosedurnya harus distandarisasikan. Selanjutnya dilakukan pengawasan terhadap
sistem dan rencana awal yang telah berjalan. Harapan dari pengawasan ini adalah
untuk menjamin berkurangnya produk yang cacat dari hasil produksi disk brake
Rotor.
4.2 Tahap Pendefinisian
Tahap pendefinisian merupakan tahapan dimana langkah operasional
pertama dalam penggunaan metode DMAIC. Pada tahap ini dilakukan
pengidentifikasian permasalahan yang timbul pada proses produksi mulai dari
jenis cacat yang terjadi dan menentukan kecacatan yang paling dominan yang
didapat dari pengamatan yang dilakukan di PT. Braja Mukti Cakra pada periode
awal Oktober 2014 sampai dengan Oktober 2015 terhadap produk yang diamati,
yaitu Disc Brake Rotor. Pada saat proses produksi Disc brake Rotor dilakukan
pemeriksaan jalannya proses dan mutu atau kualitas produk hasil proses untuk
memastikan bahwa hanya keluaran hasil proses yang baik saja yang dapat
diteruskan ke tahap proses selanjutnya. Pada prosedur Teknik terdapat dokumen
pengendali kualitas yang langsung berpengaruh pada produk Disc Brake Rotor,
antara lain Alur proses pemotongan (cutting) pada produk, biasa menggunakan
Control Process Chart) Standard dokumen untuk pemeriksaan alur proses produk
Disc Brake Rotor.
Pada setiap proses penting yang memengaruhi karakteristik khusus Disc
Brake Rotor dilakukan monitoring mutu dengan metode statistik yang tepat. Hal ini dimaksudkan agar proses dikendalikan untuk mencegah timbulnya hasil
produksi yang tidak sesuai. Apabila data proses menunjukan kecenderungan
proses yang tidak stabil atau tidak pada kondisi yang seharusnya, maka dilakukan
tindakan-tindakan perbaikan pada proses untuk mengembalikannya ke kondisi
yang seharusnya. Karateristik kecacatan di PT Braja Mukti Cakra mengikuti
standar yang ditetapkan pelanggan, untuk PT Isuzu Motor Corporation Thailand
standar karaterisik kecacatan dilihat pada Quality Control Process Chart (QCPC),
QCPC merupakan peta yang digunakan sebagai alat penjamin kualitas produk,
QCPC dikembangkan oleh industri otomotif dunia (GM dan Ford) dan banyak
diimplemantisikan di dunia industry manufaktur. Dengan adanya QCPC maka
proses produksi dibuat dengan standarisasi yang tinggi dan pengawasan yang
ketat, hal ini agar output dari proses produksi dapat diprediksi dengan tepat sesuai
permintaan pelanggan.
4.3 Tahap Pengukuran (Fase measure)
Tahap pengukuran bisa juga diartikan sebagai tahap pengukuran
kemampuan perusahaan dalam menghasilkan suatu produk. Berdasarkan
permasalahan adanya produk cacat yang disebabkan oleh retooling (pergantian
tipe produksi), tooling yang digunakan, mesin, operator, jig & fixture, Casting
pihak perusahaan maka perlu adanya usulan tindakan perbaikan dalam produksi
dengan menekan produk cacat hingga kecacatan mencapai 0. Untuk melihat data
cacat saat produksi dapat dilihat dari lembar pengecekan harian produksi yang
ada, pada gambar 4.4 berikut ini.
Sumber : PT Braja Mukti Cakra
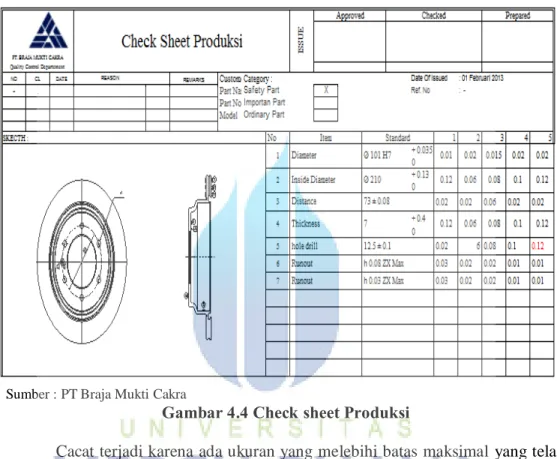
Gambar 4.4 Check sheet Produksi
Cacat terjadi karena ada ukuran yang melebihi batas maksimal yang telah
ditentukan, pada gambar 4.4 terlihat pada ukuran diameter 12.5 maksimal berada
pada ukuran 14,6 sedangkan aktualnya 14,62, Hole diameter 12.5 pada part
tersebut outspec dan part tersebut termasuk dalam golongan produk cacat yang
tidak bisa di assembling, Hal ini disebabkan oleh tooling (drill) tumpul.
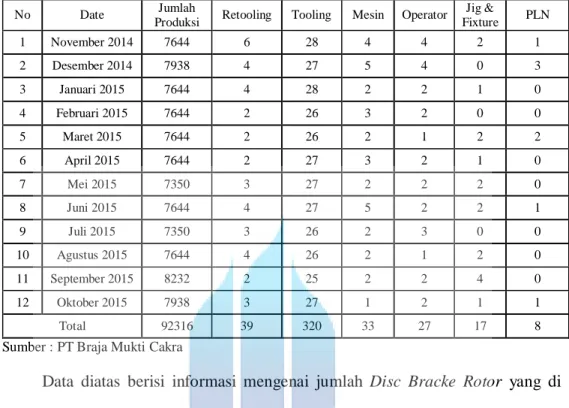
Berikut ini tabel 4.3 yang merupakan data proses produksi selama 12
Tabel 4.3 Data Cacat Proses Disc Brake Rotor Periode November 2014 –
Oktober 2015 No Date Jumlah
Produksi Retooling Tooling Mesin Operator Jig & Fixture PLN 1 November 2014 7644 6 28 4 4 2 1 2 Desember 2014 7938 4 27 5 4 0 3 3 Januari 2015 7644 4 28 2 2 1 0 4 Februari 2015 7644 2 26 3 2 0 0 5 Maret 2015 7644 2 26 2 1 2 2 6 April 2015 7644 2 27 3 2 1 0 7 Mei 2015 7350 3 27 2 2 2 0 8 Juni 2015 7644 4 27 5 2 2 1 9 Juli 2015 7350 3 26 2 3 0 0 10 Agustus 2015 7644 4 26 2 1 2 0 11 September 2015 8232 2 25 2 2 4 0 12 Oktober 2015 7938 3 27 1 2 1 1 Total 92316 39 320 33 27 17 8 Sumber : PT Braja Mukti Cakra
Data diatas berisi informasi mengenai jumlah Disc Bracke Rotor yang di
produksi, kemudian jenis cacat yang ditimbul akibat retooling, tooling, mesin,
operator , jig & fixture dan PLN beserta jumlahnya, dan jumlah cacat pada setiap
periode pengamatan.
Berikut adalah penjelasan mengenai penyebab kecacatan yang terjadi pada
Disc Brake Rotor :
1. Tooling
Kecacatan yang terjadi akibat penggunaan tool/insert yang tidak sesuai
standar. pemakaian insert tidak layak pakai akibat melebihi anjuran kapasitas
penggunaan sehingga menghasilkan barang yang outspect karena tidak sesuai
dengan toleransi yang diajukan oleh konsumen. Produk Disc Brake Rotor
yang diajukan oleh konsumen, sehingga part tersebut akan gagal assembling
atau dapat dikatakan cacat.
2. Retooling
Kecacatan yang terjadi akibat kesalahan pada saat setting adjusment tool
ketika pergantian tipe (dandori) produk. Kecacatan pada saat Retooling
biasanya terjadi pada saat kesalahan dalam input program pada mesin bubut
otomatis. Sehingga produk yang di hasilkan tidak sesuai spesifikasi
konsumen.. Produk disk brake dikatakan terdapat kesalahan Retooling
apabila part yang dihasilkan tidak sesuai spesifikasi konsumen akibat
kesalahan setting adjusment mesin pada mesin bubut otomatis. sehingga part
tersebut akan gagal assembling atau dapat dikatakan cacat.
3. Jig & fixture
Jig & fixture pada mesin bubut termasuk tool yang sangat vital pada proses pembubutan karena Jig & fixture berguna sebagai clamping part terhadap
mesin sehingga part tetep kokoh pada saat proses bubut. Kecacatan akibat Jig
& fixture biasanya dapat terjadi apabila terdapat kerusakan pada Jig & fixture Di karenakan kurang perawatan sehingga Jig & fixture tersebut rusak yang
dapat berakibat tidak stabilnya proses pembubutan sehingga dapat
menghasilkan part yang tidak sesuai spesifikasi konsumen sehingga part
tersebut akan gagal assembling atau dapat dikatakan cacat.
4. Mesin
Kecacatan akibat mesin biasanya dapat terjadi apabila terdapat kerusakan
pada mesin di karenakan kurang perawatan dan pemakaian yang tidak normal
pembubutan sehingga dapat menghasilkan part yang tidak sesuai spesifikasi
konsumen sehingga part tersebut akan gagal assembling atau dapat dikatakan
cacat.
5. Sumber daya listrik (PLN)
Kerusakan akibat Sumber daya listrik (PLN) biasanya terjadi karena daya
listrik yang tiba tiba berhenti pada saat proses pembubutan sehingga insert
akan berhenti mendadak dan merusak part sehingga part tersebut tidak bisa
dilanjutkan pada proses selanjtunya dan part tersebut cacat.
6. Operator
Banyak penyebab Kerusakan yang di akibatan operator diantaranya matrik
skill yang tidak sesuai pada saat penempatan di line tersebut, kelelahan,
penempatan operator pengganti yang belum di training sehingga dapat
menghasilkan produk yang tidak sesuai spesifikasi konsumen sehingga part
tersebut akan gagal assembling atau dapat dikatakan cacat.
Langkah selanjutnya adalah membuat presetase dari masing-masing jenis
kecacatan untuk mengetahui kecacatan yang paling dominan.
Berikut adalah tabel 4.4 presentase kecacatan.
NO Jenis Cacat Jumlah Cacat (%) % Kumulatif
1 Tooling 320 72,07 72,07
2 Retooling 39 8,78 80,86
3 Jig & Fixture 33 7,43 88,29
4 Mesin 27 6,08 94,37
5 PLN 17 3,83 98,20
6 Operator 8 1,80 100,00
Total 444 100
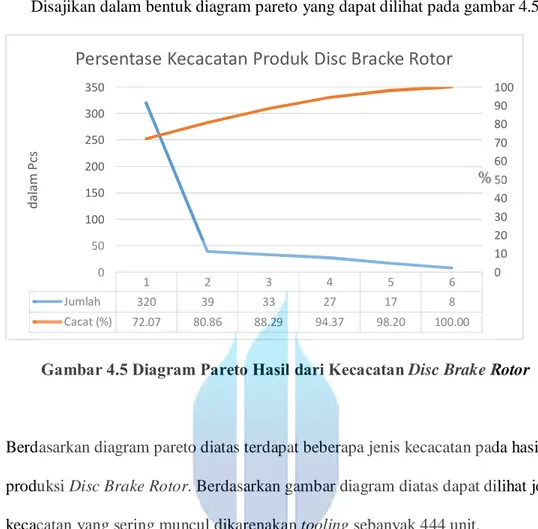
Disajikan dalam bentuk diagram pareto yang dapat dilihat pada gambar 4.5
Gambar 4.5 Diagram Pareto Hasil dari Kecacatan Disc Brake Rotor
Berdasarkan diagram pareto diatas terdapat beberapa jenis kecacatan pada hasil
produksi Disc Brake Rotor. Berdasarkan gambar diagram diatas dapat dilihat jenis
kecacatan yang sering muncul dikarenakan tooling sebanyak 444 unit.
Tahap selanjutnya setelah pembuatan tabel diatas adalah membuat peta
kontrol (p-chart). Peta kontrol tersebut digunakan untuk mengetahui proporsi atau
presentase produk yang mengalami kecacatan yang paling dominan dan
mengetahui jumlah produk yang cacat tersebut masih dalam batas BKA dan BKB.
Pembuatan peta ini dilakukan terhadap kecacatan yang paling dominan dari proses
produksi Disc Brake Rotor, yaitu kecacatan akibat tooling.
Setelah mengetahui jumlah dari proporsi kecacatan, selanjutnya adalah
melakukan perhitungan BKA dan BKB sebagai batas pengendali dari proporsi
kecacatan tooling. Berikut adalah penjelasan dari perhitungan dari BKA dan
BKB. 1 2 3 4 5 6 Jumlah 320 39 33 27 17 8 Cacat (%) 72.07 80.86 88.29 94.37 98.20 100.00 0 10 20 30 40 50 60 70 80 90 100 0 50 100 150 200 250 300 350 dalam Pcs
n= Rata-rata produksi aktual = 12 93216
= 7693unit
p= jumlah cacat produksi aktual = 92316 444 = 0,00481 BKA = p+ n ) p (1 x p 3 -= 0,00481 + 7693 0,00481) (1 x 0,00481 3 - = 0,00717 CL = 92316 444 = 0,00481 BKB = p- n ) p (1 x p 3 -= 0.00481- 7693 0,00481) (1 x 00.00481 3 - = 0,00214
Berdasarkan hasil perhitungan di atas, maka didapat nilai batas kendali
tengah sebesar 0,00481 nilai batas kendali atas (BKA) sebesar 0.00717 dan nilai
batas kendali bawah (BKB) sebesar 0.00214. Setelah didapat nilai tersebut
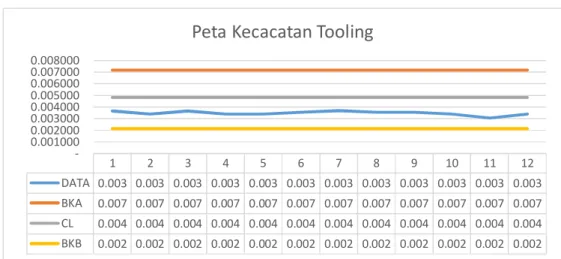
Gambar 4.6 Peta Kontrol P Kecacatan Tooling
Berdasarkan gambar 4.6 peta kontrol P diatas diketahui bahwa proporsi
kecacatan tooling produksi Disc Brake Rotor paling rendah terjadi pada
pengamatan pada bulan ke 11. Hal tersebut disebabkan oleh produksi yang
dilakukan tidak banyak kendala yang dihadapi.
Langkah selanjutnya adalah melakukan perhitungan DPMO dan level
sigma. Tujuan dari perhitungan DPMO adalah untuk mengetahui peluang
terjadinya kecacatan per satu juta kesempatan dan hasilnya menunjukan level
sigma dari proses pembuatan Disc Brake Rotor di PT. Braja Mukti Cakra.
Hal yang perlu dilakukan sebelum melakukan perhitungan DPMO haru
mencari nilai dari unit (U), kesempatan (OP), cacat (D), cacat per unit (DPU),
total kesempatan (TOP) dan cacat total per kesempatan (DPO). Berikut adalah
penjelasan mengenai perhitungan DPMO dan level sigma.
Diketahui:
Total Kecacatan Produk = D =444
Total unit produksi = U = 92316
1 2 3 4 5 6 7 8 9 10 11 12 DATA 0.003 0.003 0.003 0.003 0.003 0.003 0.003 0.003 0.003 0.003 0.003 0.003 BKA 0.007 0.007 0.007 0.007 0.007 0.007 0.007 0.007 0.007 0.007 0.007 0.007 CL 0.004 0.004 0.004 0.004 0.004 0.004 0.004 0.004 0.004 0.004 0.004 0.004 BKB 0.002 0.002 0.002 0.002 0.002 0.002 0.002 0.002 0.002 0.002 0.002 0.002 0.001000 0.002000 0.003000 0.004000 0.005000 0.006000 0.007000 0.008000
Kesempatan = OP = (Tooling yang buruk sehingga hole drill outspec)
Cacat Per Unit (DPU) =
å
å
U D = 92316 444 = 0,00481Perhitungan TOP didapat dari hasil perkalian antar total unit produksi (U)
dengan kesempatan (OP). Berikut adalah hasil dari perhitungan (TOP).
Total kesempatan cacat (TOP) =
å
U xå
OP = 92316 x 6 = 553.896Cacat total per kesempatan (DPO) adalah peluang terjadinya kecacatan
yang diperoleh dari hasil pembagian (∑D) dengan (∑TOP). Berikut adalah hasil
perhitungannya.
Cacat total per kesempatan (DPO) =
å
å
TOP D = 896 . 5553 444 = 0,000802Perhitungan selanjutnya adalah DPMO adalah untuk mengetahui peluang
terjadinya keacatan per satu juta kesempatan yang didapat dari hasil dari (DPO)
dikali dengan 106. Berikut adalah perhitungan dari DPMO.
Table 4.5 table six sigma
Sumber : JIS Handbook. 2002. Quality Control. Japan Standar Association
Hasil yang didapat berdasarkan nilai dari DPMO sebesar 801,594, hasil tersebut
berdasarkan tabel yang digunakan menunjukan level sigma diantara 4.625
dengan nilai DPMO sebesar 900 dan 4,750 dengan nilai DPMO sebesar 600.
Sehingga dilakukan perhitungan dengan menggunakan rumus interpolasi untuk
mendapatkan nilai sigma yang akurat. Berikut adalah perhitungan interpolasi.
Rumus interpolasi Y = Y1 + ( X – X1) 1 2 1 2 X X Y Y
-Nilai kapabilitas sigma = 4.625 + (4.750 – 4.625)
600 900 600 801.594 -= 4.625 + (4.750 – 4.625) 300 594 . 201 = 4.71
Menurut tabel six sigma dengan nilai DPMO Nilai level sigma untuk proses