BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Bina Karya Logam Mandiri merupakan perusahaan yang bergerak di bidang produksi mesin yang akan digunakan untuk mesin Pabrik Kelapa Sawit (PKS) dan juga menghasilkan spare part mesin untuk perusahaan lainnya. PT. Bina Karya Logam Mandiri berdiri sekitar tahun 1987 dan berlokasi di di jalan Tanjung Morawa Km 13,2 Gang. Madirsan No. 142 Deli Serdang-Sumatera Utara. Adapun pendiri sekaligus pemilik perusahaan ini adalah Kurniawan Halim.
PT. Bina Karya Logam Mandiri menggunakan sistem make to order dimana permintaan produk sangat bervariasi dari segi jumlah dan spesifikasi sesuai dengan permintaan pelanggan. Dalam menjalankan proses produksinya, teknologi produksi yang digunakan PT. Bina Karya Logam Mandiri bersifat semi otomatis, dimana sebagian proses produksi masih menggunakan mekanisme manual dalam bekerja.
2.2. Organisasi dan Manajemen
Organisasi pada dasarnya merupakan tempat atau wadah dimana orang-orang berkumpul, bekerjasama secara rasional dan sistematis, terencana, terorganisasi, terpimpin dan terkendali, dalam memanfaatkan sumber daya
Organisasi dapat pula didefenisikan sebagai struktur pembagian kerja dan struktur tata hubungan kerja antara sekelompok orang pemegang posisi yang bekerjasama secara tertentu untuk bersama-sama mencapai tujuan tertentu.
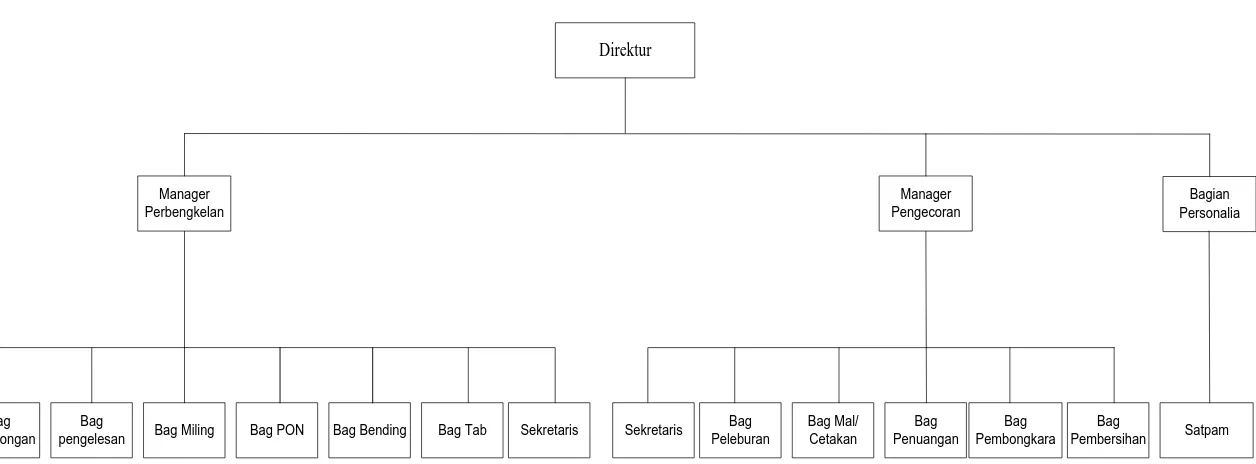
2.2.1. Struktur Organisasi Perusahaan
Struktur organisasi yang digunakan PT. Bina Karya Logam Mandiri adalah struktur organisasi fungsional. Hal ini terlihat dari pembagian tugas, wewenang dan tanggung jawab berdasarkan fungsi-fungsi tertentu. Pembagian tanggungjawab dan wewenang setiap perangkat pada struktur organisasi PT. BKLM dapat dilihat pada Lampiran 1.
Direktur
Sekretaris Manager
Perbengkelan
Bag pembubutan
Bag Pengeboran
Bag Pemotongan
Bag
pengelesan Bag Miling Bag PON
Bag Peleburan
Bag Mal/ Cetakan
Bag Penuangan
Bag Bending Bag
Pembongkara
Bag Pembersihan
Bag Tab Sekretaris
Manager Pengecoran
Bagian Personalia
Satpam
2.2.2. Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja yang dibutuhkan perusahaan didasari atas kebutuhan setiap bagian pekerjaan. Tenaga kerja pada PT. Bina Karya Logam Mandiri terbagi kepada dua bagian, yaitu:
1. Tenaga Kerja Tidak Langsung
Tenaga kerja tidak langsung adalah tenaga kerja yang tidak berhubungan langsung terhadap berjalannya produksi, tetapi berdampak terhadap berjalannya produksi, baik dalam bidang manajemen ataupun administratif. Tenaga kerja tidak langsung PT. Bina Karya Logam Mandiri berjumlah 5 orang. Bagian-bagian tenaga kerja tidak langsung adalah supir, sekretaris, bagian personalia dan satpam.
2. Tenaga Kerja Langsung
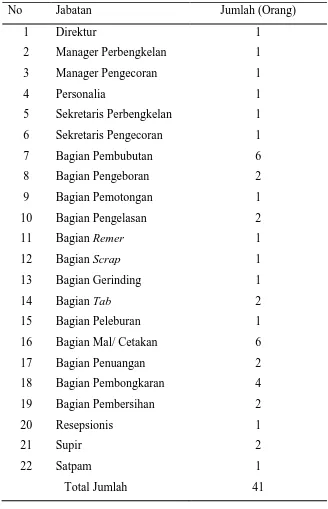
Tabel 2.1 Pembagian Jabatan di PT. BKLM
No Jabatan Jumlah (Orang)
1 Direktur 1
2 Manager Perbengkelan 1
3 Manager Pengecoran 1
4 Personalia 1
5 Sekretaris Perbengkelan 1
6 Sekretaris Pengecoran 1
7 Bagian Pembubutan 6
8 Bagian Pengeboran 2
9 Bagian Pemotongan 1
10 Bagian Pengelasan 2
11 Bagian Remer 1
12 Bagian Scrap 1
13 Bagian Gerinding 1
14 Bagian Tab 2
15 Bagian Peleburan 1
16 Bagian Mal/ Cetakan 6
17 Bagian Penuangan 2
18 Bagian Pembongkaran 4
19 Bagian Pembersihan 2
20 Resepsionis 1
21 Supir 2
22 Satpam 1
Total Jumlah 41
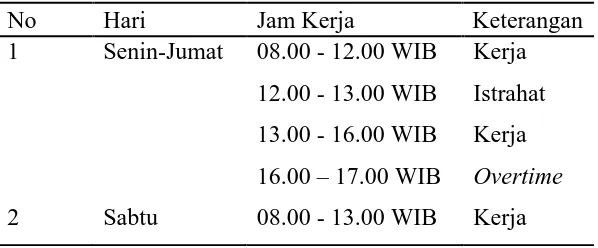
Tabel 2.2. Pengaturan Jam Kerja Karyawan
No Hari Jam Kerja Keterangan
1 Senin-Jumat 08.00 - 12.00 WIB Kerja 12.00 - 13.00 WIB Istrahat
13.00 - 16.00 WIB Kerja
16.00 – 17.00 WIB Overtime
2 Sabtu 08.00 - 13.00 WIB Kerja
2.2.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan pada PT. Bina Karya Logam Mandiri diatur berdasarkan status karyawan, dimana pemberian upah pada dasarnya ditetapkan berdasarkan jabatan, keahlian, kecakapan, prestasi kerja, dan sebagainya dari karyawan yang bersangkutan. Pajak atas upah menjadi tanggung jawab masing-masing karyawan. Pengupahan pada perusahaan ini terdiri atas :
a. Upah pokok
b. Insentif Kerajinan/Bulan
Bagi karyawan yang melakukan kerja lembur akan mendapatkan tambahan yang dihitung berdasarkan tarif upah lembur. Selain upah pokok yang diterima oleh karyawan, perusahaan memberikan jaminan sosial dan tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain :
a. Tunjangan Hari Raya dan Tahun Baru
2.3. Proses Produksi
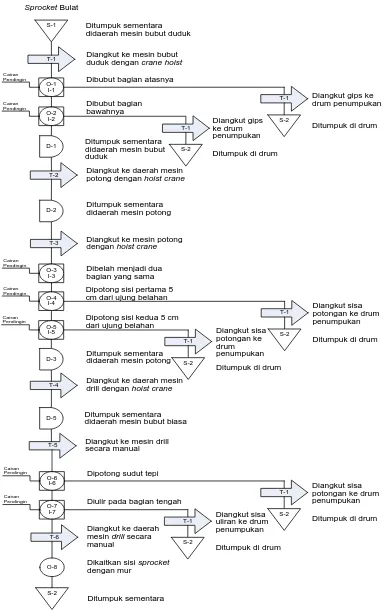
Proses produksi merupakan urutan pengerjaan suatu produk mulai dari bahan mentah sampai menjadi sebuah produk jadi. Pada PT. Bina Karya Logam Mandiri, pekerjaan yang dilakukan adalah berdasarkan pesanan (Job order), jenis produk yang dikerjakan cukup banyak, sehingga proses produksinya juga banyak. Masing-masing produk memiliki urutan proses yang berbeda-beda. Produk PT. BKLM yang diamati pada penelitian ini adalah sprocket belah dan garbox atau
mainshaft. Adapun diagram aliran prosesnya dapat diamati pada Gambar 2.2 dan
Gambar 2.3.
2.3.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses pembuatan produk yang memiliki persentase yang paling besar dibandingkan bahan-bahan lainnya dan akan mengalami perubahan fisik maupun kimia hingga menjadi produk.
PT. Bina Karya Logam Mandiri menggunakan bahan baku berupa potongan besi. Sumber bahan baku diperoleh dari pengecoran logam/ peleburan dan hasil impor dari luar negeri (Jepang).
2.3.2. Bahan Tambahan
dari produk. Bahan tambahan yang digunakan adalah cat tahan panas/galvinis yang digunakan untuk memberikan warna pada produk.
2.3.3. Bahan Penolong
Sprocket Bulat
Cairan Pendingin
O-1 I-1
Dibubut bagian atasnya
S-1
T-1
Ditumpuk sementara didaerah mesin bubut duduk
Diangkut ke mesin bubut duduk dengan crane hoist
Cairan Pendingin
O-2 I-2
Dibubut bagian bawahnya
Ditumpuk sementara didaerah mesin bubut duduk
T-2 Diangkut ke daerah mesin
potong dengan hoist crane
Ditumpuk sementara didaerah mesin potong
T-3 Diangkut ke mesin potong
dengan hoist crane
Cairan Pendingin
O-3 I-3
Dibelah menjadi dua bagian yang sama
Cairan Pendingin
O-4 I-4
Dipotong sisi pertama 5 cm dari ujung belahan
Cairan Pendingin
O-5 I-5
Dipotong sisi kedua 5 cm dari ujung belahan
Ditumpuk sementara didaerah mesin potong
T-4 Diangkut ke daerah mesin
drill dengan hoist crane
Ditumpuk sementara didaerah mesin bubut biasa
T-5 Diangkut ke mesin drill
secara manual
Cairan Pendingin
O-6 I-6
Dipotong sudut tepi
Cairan Pendingin
O-7 I-7
Diulir pada bagian tengah
T-6
Diangkut ke daerah mesin drill secara manual
O-8 Dikaitkan sisi sprocket
dengan mur
Diangkut gips ke drum penumpukan
Ditumpuk di drum Diangkut gips
ke drum penumpukan
Ditumpuk di drum
T-1
S-2
Diangkut sisa potongan ke drum penumpukan
Ditumpuk di drum
T-1
S-2
Diangkut sisa potongan ke drum penumpukan
Ditumpuk di drum
T-1
S-2
Diangkut sisa potongan ke drum penumpukan
Ditumpuk di drum
T-1
S-2
Diangkut sisa uliran ke drum penumpukan
Ditumpuk di drum
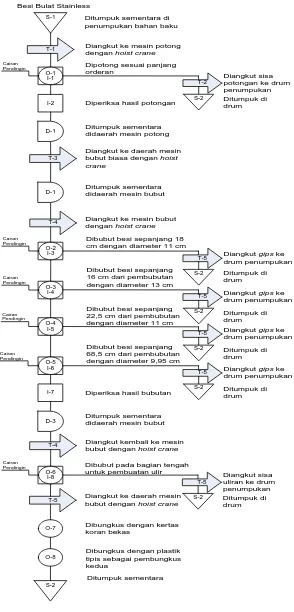
Besi Bulat Stainless
Cairan Pendingin
O-1 I-1
Dipotong sesuai panjang orderan
S-1
T-1
Ditumpuk sementara di penumpukan bahan baku
Diangkut ke mesin potong dengan hoist crane
I-2 Diperiksa hasil potongan
Ditumpuk sementara didaerah mesin potong
T-3
Diangkut ke daerah mesin bubut biasa dengan hoist
crane
Ditumpuk sementara didaerah mesin bubut
T-4 Diangkut ke mesin bubut
dengan hoist crane
Cairan Pendingin
O-2 I-3
Dibubut besi sepanjang 18 cm dengan diameter 11 cm
Cairan Pendingin
O-3 I-4
Dibubut besi sepanjang 16 cm dari pembubutan dengan diameter 13 cm
Cairan Pendingin
O-4 I-5
Dibubut besi sepanjang 22,5 cm dari pembubutan dengan diameter 11 cm
Ditumpuk sementara didaerah mesin bubut
T-4 Diangkut kembali ke mesin
bubut dengan hoist crane
Cairan Pendingin
O-6 I-8
Dibubut pada bagian tengah untuk pembuatan ulir
T-5 Diangkut ke daerah mesin
bubut dengan hoist crane
O-7 Dibungkus dengan kertas
koran bekas
Cairan Pendingin
O-5 I-6
Dibubut besi sepanjang 68,5 cm dari pembubutan dengan diameter 9,95 cm
I-7 Diperiksa hasil bubutan
O-8
Dibungkus dengan plastik tipis sebagai pembungkus
D-1
D-1
D-3
T-2 S-2
Diangkut sisa potongan ke drum penumpukan Ditumpuk di drum
T-5 S-2
Diangkut gips ke drum penumpukan
Ditumpuk di drum
T-5 S-2
Diangkut gips ke drum penumpukan
Ditumpuk di drum
T-5 S-2
Diangkut gips ke drum penumpukan
Ditumpuk di drum
T-5 S-2
Diangkut gips ke drum penumpukan
Ditumpuk di drum
T-5 S-2
2.3.4. Standar Mutu Bahan Baku
Standar mutu sangat perlu untuk ditingkatkan dan dipertahankan guna menjaga standar kualitas produk akhir. Standar yang diterapkan ini sangat mempengaruhi kualitas produk yang ingin dipasarkan dan berani bersaing dengan perusahaan sejenis. PT. Bina Karya Logam Mandiri selalu menempatkan kualitas terhadap produk sebagai hal yang terpenting. Perusahaan selalu meyakinkan kualitas pasokan dari para pemasoknya karena perusahaan mengawasi secara penuh kualitas dan proses produksinya.
Untuk standard material harus dipastikan bebas dari korosi yang berlebihan, kerusakan seperti cacat permukaan, perubahan bentuk seperti tekuk dan puntir. Selain itu material harus dikontrol untuk disimpan dalam kondisi yang bagus. Perusahaan tetap berhubungan erat dengan pelanggan utama.
2.3.5. Standar Mutu Produk
Produk yang dihasilkan haruslah memiliki standar mutu produk. Beberapa produk yang dihasilkan berupa spare part antara lain: roda roli, kaki pompa, plat
cutter (2 x 12,5) cm, plat cutter (2 x 26,5) cm dan ring. Standar kualitas hanya
berupa dimensi dan keadaan visual produk yang dihasilkan, karena keterbatasan informasi yang diberikan oleh pihak perusahaan. Adapun standar mutu produk
spare part yaitu:
1. Standar mutu roda roli
Tabel 2.3. Standar Mutu Roda Roli
Model Dimensi
Diameter Dalam 10 cm
Diameter Luar 55 cm
Tebal 2 cm
Sumber : PT. Bina Karya Logam Mandiri
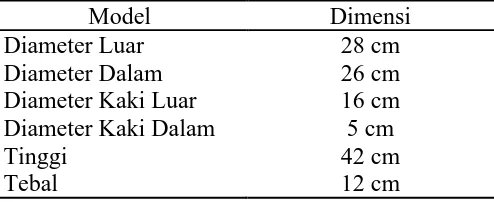
2. Standar mutu Kaki Pompa
Standar mutu produk spare part kaki pompa dapat dilihat pada Tabel 2.4. Tabel 2.4. Standar Mutu Kaki Pompa
Model Dimensi
Diameter Luar 28 cm
Diameter Dalam 26 cm
Diameter Kaki Luar 16 cm Diameter Kaki Dalam 5 cm
Tinggi 42 cm
Tebal 12 cm
Sumber : PT. Bina Karya Logam Mandiri
3. Standar mutu Plat Cutter ( 2 x 12,5) Cm
Standar mutu produk spare part Plat Cutter (2 x 12,5) Cm dapat dilihat pada Tabel 2.5.
Tabel 2.5. Standar Mutu Plat Cutter (2 x 12,5) Cm
Model Dimensi
Tebal 2 cm
Lebar 12,5 cm
Panjang 78 cm
Sumber : PT. Bina Karya Logam Mandiri
Tabel 2.6. Standar Mutu Plat Cutter (2 x 26,5) Cm
Model Dimensi
Tebal 2 cm
Lebar 26,5 cm
Panjang 78 cm
Sumber : PT. Bina Karya Logam Mandiri
5. Standar mutu Ring
Standar mutu produk spare part Ring dapat dilihat pada Tabel 2.7. Tabel 2.7. Standar Mutu Ring
Model Dimensi
Diameter Luar 54 cm
Daimeter Dalam 49 cm
Tebal 6 cm
Sumber : PT. Bina Karya Logam Mandiri
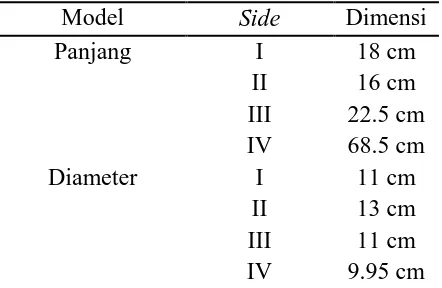
6. Standar mutu Garbox
Standar mutu produk Garbox dapat dilihat pada Tabel 2.8. Tabel 2.7. Standar Mutu Garbox
Model Side Dimensi
Panjang I 18 cm
II 16 cm
III 22.5 cm IV 68.5 cm
Diameter I 11 cm
II 13 cm
7. Standar mutu Sprocket Belah
Standar mutu produk Sprocket Belah dapat dilihat pada Tabel 2.9. Tabel 2.9. Standar Mutu Sprocket Belah
Model Dimensi
Tebal 10 cm
Diameter Dalam 30 cm Diameter Luar 40 cm Jumlah Gear 10 T Sumber : PT. Bina Karya Logam Mandiri
Adapun produk-produk spare part yang menjadi objek penelitian adalah produk Garbox (Mainshaft) dan Sprocket Belah.
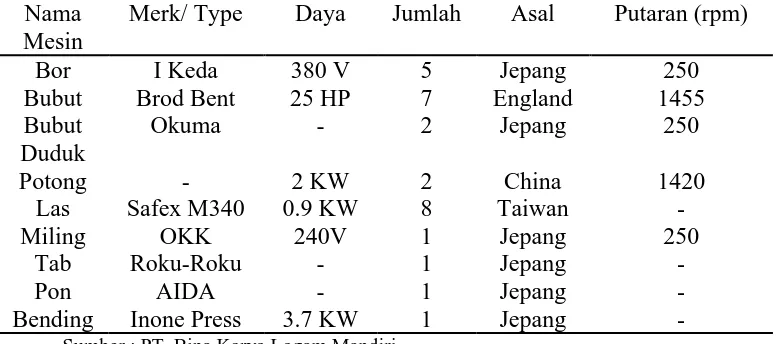
2.3.6. Mesin dan Peralatan
Mesin adalah alat mekanik atau elektrik yang mengirim atau mengubah energi untuk melakukan atau membantu pelaksanaan tugas manusia. Biasanya membutuhkan sebuah masukan sebagai pelatuk, mengirim energi yang telah diubah menjadi sebuah keluaran dan melakukan tugas yang telah disetel.
Adapun jenis dari mesin-mesin produksi yang digunakan oleh PT Bina Karya Logam Mandiri dapat dilihat pada Tabel 2.10.
Tabel 2.10. Mesin dan Spesifikasi Mesin yang Digunakan Nama
Mesin
Merk/ Type Daya Jumlah Asal Putaran (rpm)
Bor I Keda 380 V 5 Jepang 250
Bubut Brod Bent 25 HP 7 England 1455
Bubut Duduk
Okuma - 2 Jepang 250
Potong - 2 KW 2 China 1420
Las Safex M340 0.9 KW 8 Taiwan -
Miling OKK 240V 1 Jepang 250
Tab Roku-Roku - 1 Jepang -
Pon AIDA - 1 Jepang -
Bending Inone Press 3.7 KW 1 Jepang - Sumber : PT. Bina Karya Logam Mandiri
Peralatan yang digunakan oleh PT. Bina Karya Logam Mandiri dalam proses produksi dapat dilihat pada Tabel 2.11.
Tabel 2.11. Peralatan yang Digunakan PT. Bina Karya Logam Mandiri
No Nama Alat Fungsi Jumlah
(Unit) 1 Kereta sorong Alat angkut untuk memindahkan
material yang digerakkan dengan cara
manual
2 Hoist Alat untuk memindahkan beban yang berat yang dilengkapi katrol
6 3 Jangka Sorong Mengukur diameter dan ukuran dari
pembentukan lubang dan Profil yang digunakan pada pembubutan
12
4 Meteran Untuk mengukur dimensi spare part yang akan dan sudah dihasilkan
9 5 Spatula Alat untuk membersihkan sisa hasil
pembubutan
5 6 Timbangan Duduk Alat untuk mengukur berat bahan/spare
part
2 Sumber : PT. Bina Karya Logam Mandiri
2.3.7. Utilitas