Penerapan Metode Markovian Decision Process dan Overall Equipment Effectiveness untuk
Menentukan Kebijakan Perawatan Mesin Produksi di PTPN XII (Persero) Bantaran-Blitar
The Application of Markovian Decision Process Methods and Overall Equipment
Effectiveness to Determine Maintenance Policy of Production Machines at PTPN XII
(Persero) Bantaran - Blitar
Alfred Petrus Parlindungan Butar-Butar1), Usman Effendi2) ,Mas’ud Effendi2)
1)Alumni Jurusan Teknologi Industri Pertanian-Fakultas Teknologi Pertanian, Universitas Brawijaya 2)Staf Pengajar Jurusan Teknologi Industri Pertanian-Fakultas Teknologi Pertanian, Universitas Brawijaya
Jl. Veteran, Malang 65145 *email: [email protected]
Abstrak
Salah satu perusahaan di wilayah Jawa Timur yang bergerak dalam industri perkebunan dan pengolahan teh yaitu PTPN XII (Persero) Bantaran, Blitar. Permasalahan yang sedang dihadapi perusahaan ini berupa mesin Roll
CTC Triplex di stasiun penggilingan dan Fluid Bed Dryer di stasiun pengeringan yang sering mengalami kegagalan
produksi atau menghasilkan waktu downtime yang dominan sangat besar karena penurunan performance dan
reliability pada mesin. Permasalahan kerugian produksi yang dihasilkan oleh mesin Roll CTC Triplex dan Fluid Bed Dryer perlu dilakukan evaluasi perbaikan untuk meminimalisasi kerugian yang dihasilkan dengan cara melakukan
perhitungan terhadap nilai Overall Equipment Effectiveness dan menentukan kebijakan perawatan yang optimal pada mesin produksi dengan menggunakan metode Markovian Decision Process. Hasil perhitungan nilai OEE yang dihasilkan mesin Roll CTC Triplex sebesar 75,78% dan hasil nilai OEE yang dihasilkan mesin Fluid Bed Dryer 67,51%. Kebijakan perawatan yang paling optimal yang dihasilkan mesin Roll CTC Triplex yaitu perencanaan perawatan usulan pada saat P3 dengan melakukan perawatan korektif pada status 3 dan 4, kebijakan perawatan yang paling optimal yang dihasilkan mesin Fluid Bed Dryer yaitu perencanaan perawatan usulan pada saat P2 dengan melakukan perawatan korektif pada status 4 dan perawatan pencegahan pada status 3.
Kata kunci : Downtime, FBD, Kegagalan Produksi, MDP, OEE, Roll CTC Triplex
Abstract
One company in the east java which moves in and processing industry is tea plantation namely PTPN XII (Persero) Bantaran, Blitar. The problem currently faced by these firms concerned with state of machine Roll CTC Triplex in milling station and Fluid Bed Dryer in dryer station often failure of production or produces downtime the dominant very large caused by the decline in the performance of and reliability in machine. The loss of production generated by a Roll CTC Triplex and Fluid Bed Dryer necessary for improvement in order to minimise losses resulting. Loss of production problems generated by a machine to Roll CTC Triplex and Fluid Bed Dryer need to be evaluated improvement to minimise losses resulting in a manner to calculate the Overall Equipment Effectiveness and determine maintenance policy optimal on a production decision by using the method Markovian Decision Process. Calculated value of OEE produced machine Roll CTC Triplex of 75,78 % and the results of the value of OEE produced machine Fluid Bed Dryer 67,51 %. Maintenance policy most optimal produced machine Roll CTC Triplex is planning proposal maintenance at P3 with make the corrective maintenance on the state 3 and 4,
maintenance policy most optimal produced machine Fluid Bed Dryer that is planning proposal maintenance at P2
with make the corrective maintenance on the state 4 and preventive maintenance on the state 3. Keywords: Downtime, Failure of Production, FBD, MDP, OEE, Roll CTC Triplex
PENDAHULUAN Latar Belakang
Perekonomian yang semakin berkembang dari waktu ke waktu tidak terlepas dari sektor industri yang menopangnya. Agroindustri merupakan salah satu industri yang tumbuh
dengan pesat dan berpengaruh pada
perekonomian dunia. Perkebunan dan
pengolahan teh adalah salah satu agroindustri yang jumlahnya cenderung mengalami fluktuasi. Kapasitas produksi yang dihasilkan juga mengalami penurunan jumlah produksi tiap
tahunnya di Indonesia (BPS, 2014). Salah satu regional di Indonesia khususnya di wilayah Jawa Timur, untuk potensi produksi teh yang dihasilkan dari tahun 2008 sampai 2012 cenderung mengalami fluktuasi, yang dimulai dari tahun 2008 produksi teh yang dihasilkan di Jawa Timur sebesar 3.655 ton, tahun 2009 sebesar 4.143 ton, tahun 2010 sebesar 4.169 ton, tahun 2011 sebesar 4.135 ton dan tahun 2012 produksi teh yang dihasilkan sebesar 4.107 ton (BKPM, 2014).
Di Jawa Timur, salah satu perusahaan yang bergerak dalam industri perkebunan dan pengolahan teh yaitu PTPN XII (Persero) Bantaran Blitar. Perusahaan ini bergerak dalam memproduksi teh hitam CTC sebagai produk unggulannya dan menghasilkan jumlah produksi teh yang cenderung mengalami fluktuasi. Keadaan produksi tersebut dapat dilihat dari jumlah kapasitas produksi teh yang dihasilkan pada periode bulan Oktober 2013 sampai Februari 2014 dengan kapasitas produksi yang dihasilkan pada bulan Oktober tahun 2013 sebesar 105.030 kg, bulan November tahun 2013 sebesar 176.594 kg, bulan Desember tahun 2013 sebesar 165.90 kg, bulan Januari tahun 2014 sebesar 106.271 kg dan pada bulan Februari tahun 2014 jumlah produksi yang dihasilkan sebesar 152.800 kg (Sirah kencong, 2013).
Permintaan terhadap produksi teh yang cenderung mengalami fluktuasi menyebabkan mesin atau peralatan produksi yang digunakan di perusahaan secara langsung akan mengalami penurunan performance dan reliability pada mesin. Apalagi jika dilihat dari mayoritas kondisi mesin yang digunakan di PTPN XII (Persero) Bantaran Blitar masih menggunakan mesin lama yang sudah mencapai 50% sampai 70% melebihi umur teknisnya. Hal ini akan mengakibatkan tingkat produktivitas mesin sudah banyak mengalami penurunan dengan tingkat kerugian yang terjadi seperti, jam henti mesin mencapai 5% dari total waktu produksi, dan cacat produk yang dihasilkan sebesar 20,2% (Sirah kencong, 2013). Besarnya bentuk kerugian yang dihasilkan oleh perusahaan masih belum ada dilakukan suatu tindakan evaluasi perbaikan dengan melakukan perhitungan terhadap nilai Overall Equipment Effectiveness (OEE) pada mesin produksi. Oleh sebab itu kebijakan perawatan yang optimal pada mesin produksi masih belum dapat ditentukan dan dilakukan secara baik dan efektif oleh perusahaan. Dari permasalahan tersebut pemecahan masalah dalam penelitian ini diselesaikan dengan menggunakan integrasi metode Overall Equipment Effectiveness (OEE) dan Markovian Decision Process yang bertujuan untuk menentukan nilai Overall Equipment Effectiveness (OEE) dari mesin produksi dan menentukan kebijakan perawatan atau perbaikan yang perlu dilakukan terhadap mesin produksi di PTPN XII (Persero) Bantaran, Blitar.
Integrasi metode Overall Equipment Effectiveness (OEE) dan Markovian Decision Process digunakan karena metode Overall Equipment Effectiveness (OEE) mempunyai
instrumen yang jelas untuk melakukan pengukuran, dapat mengevaluasi seberapa capain performance dan reliability dari mesin produksi dan juga sebagai kesempatan untuk memperbaiki produktivitas sebuah perusahaan yang pada
akhirnya sebagai langkah pengambilan
keputusan. Metode Markovian Decision Process
digunakan untuk menentukan keputusan
kebijakan perawatan yang optimal dari beberapa alternative kebijakan perawatan pada mesin produksi (Arifin, 2013). Dalam penentuan kebijakan tersebut penerapan metode Markovian Decision Process secara umum masih cenderung subyektif dalam penentuan perangkingan level atau state pada perawatan karena masih didasarkan pada perspektif individual. Oleh karena itu, agar data yang dihasilkan tidak bias maka nilai OEE digunakan sebagai state sehingga akan lebih objektif karena didasarkan atas kondisi dan kenerja dari mesin.
BAHAN DAN METODE Tempat dan Waktu Penelitian
Penelitian ini dilaksanakan di PTPN XII (Persero) Bantaran, Blitar. Pengambilan data dilaksanakan pada tanggal 1 Maret 2014 sampai 31 Maret 2014. Data yang diperoleh dianalisis di Laboratorium Manajemen Agroindustri, Jurusan Teknologi Industri Pertanian, Fakultas Teknologi Pertanian, Universitas Brawijaya, Malang. Batasan Masalah
Batasan masalah yang diterapkan pada penelitian ini adalah :
1. Penelitian dilakukan pada bagian produksi PTPN XII (Persero) Bantaran, Blitar. 2. Penelitian difokuskan pada mesin Roll
CTC Triplex dan Fluid Bed Dryer karena pada mesin ini sering mengalami kerusakan dan perawatan mesin serta memiliki biaya perawatan yang dominan lebih besar dari pada mesin yang lainnya. 3. Data yang digunakan dalam penelitian ini
adalah data pada mesin Roll CTC Triplex dan Fluid Bed Dryer yang terdiri dari data jam kerja mesin, data downtime mesin, data perawatan mesin dan data hasil produksi teh hitam.
4. Data yang diambil adalah data harian mesin Roll CTC Triplex dan Fluid Bed Dryer yang diambil dan diteliti langsung oleh peneliti yaitu pada bulan Maret 2014 dan data mesin Roll CTC Triplex dan Fluid Bed Dryer dari perusahaan pada periode bulan Oktober 2013 sampai Februari 2014.
5. Tingkat produktivitas dan efektivitas mesin yang diukur adalah dengan menggunakan metode Overall Equipment Effectiveness (OEE).
6. Penentuan kebijakan perawatan yang optimal pada mesin Roll CTC Triplex dan Fluid Bed Dryer dilakukan dengan
menggunakan metode Markovian
Decision Process dengan nilai Overall Equipment Effectiveness (OEE) digunakan sebagai state.
Perhitungan Availability Ratio
Availability Ratio merupakan suatu rasio yang menggambarkan pemanfaatan waktu yang tersedia untuk kegiatan operasi peralatan atau mesin. Nilai availability ratio dapat dihitung dengan formulasi sebagai berikut (Wireman, 2005):
Keterangan :
Loading time adalah waktu yang tersedia (availability) per hari atau per bulan dikurang dengan waktu downtime mesin direncanakan (planned downtime) (Jam)
Operation time adalah hasil pengurangan loading time dengan waktu downtime mesin (non-operation time) (Jam)
Perhitungan Performance Efficiency
Performance Efficiency merupakan suatu rasio yang menggambarkan kemampuan dari peralatan atau mesin dalam menghasilkan produk. Nilai performance efficiency dapat dihitung dengan formulasi sebagai berikut (Ahuja, 2013):
Keterangan :
Ideal Cycle Time adalah waktu siklus ideal (Jam/Kg)
Processed Amount adalah jumlah produk yang diproses (Kg)
Operation Time adalah waktu operasi mesin (Jam)
Perhitungan Rate of Quality Product
Rate of Quality Product merupakan suatu
rasio yang menggambarkan kemampuan
peralatan atau mesin dalam menghasilkan produk yang sesuai dengan standart. Formulasi yang digunakan untuk menghitung rate of quality product adalah sebagai berikut (Ahuja, 2013):
Keterangan :
Processed Amount adalah jumlah produk yang diproses (Kg)
Defect Amount adalah jumlah produk yang cacat (Kg)
Perhitungan Nilai Overall Equipment
Effectiveness
Menurut Jaqin (2011), Overall Equipment Effectiveness merupakan produk dari Six Big Losses pada mesin. OEE juga merupakan ukuran menyeluruh yang mengidentifikasi tingkat produktivitas mesin dan kinerjanya secara teori. Formula matematis dari OEE dirumuskan sebagai berikut:
Penentuan State (Status) Mesin
State digunakan untuk mengidentifikasi seluruh kondisi yang mungkin dari suatu proses atau sistem. Penentuan state (status) mesin dalam perhitungan markov decision process yang dapat dilihat pada Tabel 1.
Tabel 1 Tabel State State Nilai OEE
(%)
Keterangan 1 85,01 s/d 100 Sempurna (Baik)
2 60,01 s/d 85 Kelas dunia (Kerusakan Ringan)
3 40,01 s/d 60 Wajar (Kerusakan Sedang)
4 0 s/d 40 Rendah (Kerusakan Berat) Sumber : Malik (2013)
Perhitungan Data Transisi Status Mesin Transisi status adalah perubahan status mesin dari suatu kondisi status ke kondisi status yang lain. Tabel 2 merupakan penentuan data transisi status yang mungkin terjadi pada mesin yaitu (Hillier, 2005):
Tabel 2 Data Transisi Status
Bulan Transisi Status
1/1 1/2 1/3 1/4 .. .. .. .. 4/4 1 n11 n12 n13 n14 ... ... ... ... n44 2 ... ... ... ... ... ... ... ... ... 3 ... ... ... ... ... ... ... ... ... 4 ... ... ... ... ... ... ... ... ... 5 ... ... ... ... ... ... ... ... ... 6 n11 n12 n13 n14 .. .. .. .. n44 Sumber : Hillier (2005) Keterangan :
1/1, 1/2, 1/3, 1/4,...,1/5 adalah transisi status yang terjadi pada masing-masing mesin pada item i.
n11, n12, n13, n14,..., n44 adalah data transisi status mesin tiap hari
Perhitungan Jumlah Transisi Status pada Status Baik, Kerusakan Ringan, Kerusakan Sedang, dan Kerusakan Berat.
Tabel 3 merupakan perhitungan jumlah transisi status digunakan untuk menentukan jumlah transisi status mesin yang berada pada status baik, kerusakan ringan, kerusakan sedang, dan kerusakan berat (Fitria, 2005).
Tabel 3 Jumlah Transisi Status pada Status Baik, Kerusakan Ringan, Kerusakan Sedang, Kerusakan Berat.
Bulan Jumlah Transisi Status
Kondisi Baik (1) Kondisi Kerusakan Ringan (2) Kondisi Kerusakan Sedang (3) Kondisi Kerusakan Berat (4) 1 n11 + n12 + n13 + n14 n21 + n22 + n23 + n24 n31 + n32 + n33 + n34 n41 + n42 + n43 + n44 2 ... ... ... ... 3 ... ... ... ... 4 ... ... ... ... 5 ... ... ... ... 6 n11 + n12 + n13 + n14 n21 + n22 + n23 + n24 n31 + n32 + n33 + n34 n41 + n42 + n43 + n44 ∑ ∑1 ∑2 ∑3 ∑4 Sumber : Fitria (2005) Keterangan :
∑1 adalah jumlah transisi status mesin pada status baik
∑2 adalah jumlah transisi status mesin pada status kerusakan ringanFit
∑3 adalah jumlah transisi status pada status kerusakan sedang
∑4 adalah jumlah transisi status pada status kerusakan berat
Perhitungan Probabilitas Transisi Status Mesin
Menentukan probabilitas transisi status pada suatu mesin, maka ditentukan terlebih dahulu besarnya data transisi status yang dapat dihitung dari proporsi state yang terjadi dari hari ke hari atau bulan ke bulan. Kemudian dilakukan perhitungan jumlah transisi status yang masuk dalam klasifiakasi transisi status baik, kerusakan ringan, kerusakan sedang dan kerusakan berat. Tabel 4 merupakan cara perhitungan probabilitas transisi pada setiap mesin (Hillier, 2005).
Tabel 4 Probabilitas Transisi Status Mesin
Bulan Probabilitas Transisi Status
p11 p12 p13 p14 .. .. p44 1 N n11/∑1 n12/∑1 n13/∑1 n14/∑1 ... ... n44/∑4 2 ... ... ... ... ... ... ... 3 ... ... ... ... ... ... ... 4 ... ... ... ... ... ... ... 5 ... ... ... ... ... ... ... 6 n11/∑1 n12/∑1 n13/∑1 n14/∑1 ... ... n44/∑4 ∑ ∑p11 ∑p12 ∑p13 ∑p14 ... ... ∑p44 Sumber : Hillier (2005) Keterangan :
∑p11, ∑p12, ∑p13,∑p44 adalah jumlah probabilas tiap-tiap status dalam 1 semester.
nij adalah banyaknya kerusakan mesin yang ada pada periode t berada di status i berubah menjadi status j pada t + 1.
Nilai dari ∑p41 = 1
Perhitungan Matriks Probabilitas Transisi Awal (P0) pada Item i
Matriks Probabilitas Transisi
memungkinkan untuk melakukan perhitungan probabilitas state di masa mendatang berdasarkan pada state saat ini. Bentuk matriks probabilitas transisi awal (P0) yang terbentuk dapat dilihat pada Tabel 5.
Tabel 5 Matriks Probabiltas transisi Awal (P0) pada Item i i j 1 2 3 4 1 ∑p11 ∑p12 ∑p13 ∑p14 2 0 ∑p22 ∑p23 ∑p24 3 0 0 ∑p33 ∑p34 4 1 0 0 0 Sumber : Darmawan (2007)
Menggunakan persamaan serta hasil transisi matriks tersebut, maka dapat ditentukan matriks probabilitas status mesin dalam jangka panjang dan dalam keadaan steady state yaitu sebagai berikut :
Dengan syarat batas : π1 + π2 + π3 + π4 = 1
Maka didapat persamaan sebagai berikut :
Dari hasil dan masukkan ke syarat
batas :
π1 + π2 + π3 + π4 = 1
Perhitungan Matriks Probabilitas Perawatan Mesin yang Diusulkan
Perhitungan untuk mendapatkan perawatan mesin yang optimal dilakukan suatu usulan kebijakan perawatan yang didapatkan dari perubahan matriks transisi awal sesuai dengan tindakan atau kebijakan yang dilakukan. Dengan dilakukannya usulan kebijakan perawatan, maka diusulkan empat perencanaan perawatan mesin yang dilakukan yaitu (Darmawan, 2007) : a. Perawatan korektif pada status 4 dan
perawatan pencegahan pada status 2, dan 3 (P1).
b. Perawatan korektif pada status 4 dan perawatan pencegahan pada status 3 (P2). c. Perawatan korektif pada status 3 dan 4 (P3) d. Perawatan korektif pada status 3 dan 4 dan
perawatan pencegahan pada status 2 (P4). Perhitungan matriks probabilitas transisi pada kebijakan P1 dapat dilihat pada Tabel 6.
Tabel 6 Matriks Probabilitas Transisi Usulan 1 (P1) pada Item-i i j 1 2 3 4 1 ∑p11 ∑p12 ∑p13 ∑p14 2 1 0 0 0 3 0 1 0 0 4 1 0 0 0 Sumber : (Darmawan, 2007).
Dengan menggunakan persamaan serta hasil matriks tersebut, maka probabilitas status mesin dalam jangka panjang dan dalam keadaan steady state dapat ditulis sebagai berikut :
Dengan syarat batas :
π1 + π2 + π3 + π4 = 1
Maka akan didapat persamaan sebagai berikut :
Dari hasil dan masukkan ke syarat
batas :
π1 + π2 + π3 + π4 = 1
Perhitungan matriks probabilitas transisi yang diusulkan lainnya ditentukan berdasarkan keputusan perawatan yang dilakukan tiap-tiap kebijakan. Keputusan dalam menentukan perawatan dapat dilihat pada Tabel 7.
Tabel 7. Keputusan – Keputusan dalam Menentukan Perawatan
Keputusan Kondisi
1 Tidak dilakukan tindakan perawatan 2 Dilakukan perawatan pencegahan
(sistem kembali ke status sebelumnya) 3 Perawatan korektif (sistem kembali ke
status 1)
Sumber : Hillier (2005)
Perhitungan Ekspektasi Biaya Perawatan
Formulasi yang digunakan dalam
perhitungan ekspektasi biaya perawatan yaitu (Bernstein, 2009):
Dimana :
adalah ekspektasi biaya perawatan
adalah probabilitas status pada keadaan steady state
adalah biaya perawatan
Berdasarkan formulasi tersebut, alur perhitungan untuk menentukan ekspektasi biaya perawatan untuk masing-masing kebijakan perawatan didapatkan dari biaya perawatan untuk masing-masing item dikalikan dengan probabilitas status dalam keadaaan mapan atau kondisi ekuilibrium (steady state). Indikator perhitungan biaya perawatan meliputi biaya perawatan pencegahan dan perawatan korektif yang dilakukan pada saat mesin berhenti dan hanya menitik beratkan pada biaya downtime dan biaya labor yang harus dikeluarkan. Perhitungan biaya perawatan pencegahan dan perawatan korektif adalah sebagai berikut (Darmawan, 2007) :
Biaya perawatan pencegahan Biaya perawatan korektif
Dimana :
adalah waktu rata-rata perawatan pencegahan
adalah waktu rata-rata perawatan korektif
adalah biaya labor
Biaya downtime adalah biaya yang diakibatkan oleh sistem yang tidak berproduksi.
Berdasarkan formulasi perhitungan biaya perawatan pencegahan dan korektif tersebut, untuk perhitungan indikator biaya downtime dan biaya tenaga kerja adalah sebagai berikut:
a. Biaya Downtime
Biaya Downtime adalah biaya yang
diakibatkan oleh sistem yang tidak berproduksi. Perhitungan biaya downtime adalah sebagai berikut (Fitria, 2005):
b. Biaya Tenaga Kerja (Labor)
Biaya yang dikeluarkan untuk tenaga kerja karena jasanya dalam melakukan perawatan pada mesin. Formulasi yang digunakan pada perhitungan biaya tenaga kerja adalah sebagai berikut (Darmawan, 2007) :
HASIL DAN PEMBAHASAN Gambaran Umum Perusahaan
Perkebunan Bantaran merupakan salah satu unit kebun yang berada dalam lingkungan PTPN XII (Persero) Bantaran, Blitar yang berkantor
pusat di jalan Rajawali No. 44 Surabaya. Unit pengolahan teh hitam CTC di Perkebunan Bantaran mulai beroperasi pada tahun 1988 yang diresmikan oleh Menteri Pertanian dengan komoditas utama yang diproduksi yaitu kakao edel, teh hitam CTC dan tanaman hortikultura. PTPN XII (Persero) Bantaran, Blitar terletak di Desa Tulungrejo, sedangkan pabrik teh hitam CTC terletak di afdeling Sirah Kencong Desa Ngadirenggo, Kecamatan Wlingi Kabupaten Blitar.
Proses produksi teh hitam CTC yang dilakukan di PTPN XII (Persero) Bantaran, Blitar dilakukan secara kontinyu yang dimulai dari proses penerimaan pucuk, kemudian dilakukan proses pelayuan, penurunan pucuk layu, penggilingan, fermentasi (oksidasi enzimatis), pengeringan, sortasi, pengemasan dan penggudangan untuk setiap produk Pekoe Fanning (PF), Broken Pekoe (BP), Pekoe Dust (PD), Dust 1 (D1), Fanning (FANN) dan Dust 2 (D2). Mesin dan peralatan produksi yang digunakan di PT Perkebunan Nusantara XII (Persero) Bantaran, Blitar dalam memproduksi teh hitam CTC antara lain timbangan, crane, whitering trough, GLS, rotorvane, Roll CTC triplex, fluid bed dryer, conveyor, vibro jumbo, holding tank, midleton, trinick, winnower, tangki, water fall, tea bulker, dan tea packer. Perhitungan Availability Ratio
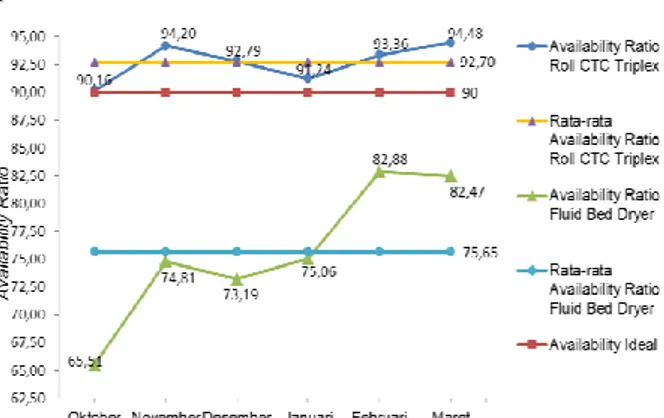
Availability ratio merupakan suatu rasio yang menggambarkan pemanfaatan waktu yang tersedia untuk kegiatan operasi mesin. Hasil perhitungan availability ratio untuk mesin Roll CTC Triplex dan Fluid Bed Dryer pada periode bulan Oktober 2013 – Maret 2014 dapat dilihat pada Gambar 1.
Gambar 1 Grafik Hasil Perhitungan Availability Ratio
Mesin Roll CTC Triplex dan Fluid Bed Dryer.
Gambar 1 menunjukkan nilai rata-rata availability ratio untuk mesin Roll CTC Triplex di stasiun penggilingan adalah sebesar 92,70% dan nilai rata-rata availability ratio untuk mesin Fluid Bed Dryer di stasiun pengeringan sebesar 75,65%. Menurut Boban (2013), Idealnya, besarnya nilai availability yang baik, yaitu lebih besar dari 90%. Dari kedua hasil availability ratio ini mesin Roll CTC Triplex memiliki nilai availability ratio lebih besar (keadaan ideal) dari pada mesin Fluid Bed Dryer. Hal ini menunjukkan bahwa tingkat kesiapan mesin Roll CTC Triplex untuk digunakan sewaktu-waktu berada diatas 90% atau mesin sudah dalam kondisi ideal.
Nilai availability Fluid Bed Dryer berada dibawah standar world class JIPM (Japan Institute of Plant Maintenance) yaitu sebesar 75,65% dikarenakan waktu availability loss/downtime dan planned downtime yang dihasilkan mesin Fluid Bed Dryer cukup besar. Waktu rata-rata availability loss/downtime yang terdiri dari kerugian idle time, waktu setup dan machine break menghasilkan waktu rata-rata downtime sebesar 48,75 jam dan kerugian yang
diakibatkan karena planned downtime
menghasilkan waktu kerugian rata-rata sebesar 15,40 jam. Tingginya kerugian yang dihasilkan dari mesin Fluid Bed Dryer disebabkan karena mesin Fluid Bed Dryer sudah melebihi umur teknis pemakaian mesin atau mesin sudah dalam kondisi tua yang telah beroperasi selama 26 tahun (beroperasi mulai tahun 1988 – tahun 2014), sehingga dengan kondisi ini perusahaan melakukan perawatan yang bersifat preventive maupun korektif yang sudah dijadwalkan maupun melakukan perawatan ketika mesin mengalami kerusakan (breakdown) saat proses produksi yang mengakibatkan mesin berhenti sementara untuk dilakukannya perawatan mesin. Kerugian yang ditimbulkan ini menyebabkan waktu operasi mesin (operating time) mesin akan semakin kecil sehingga availability ratio yang dihasilkan juga akan semakin kecil.
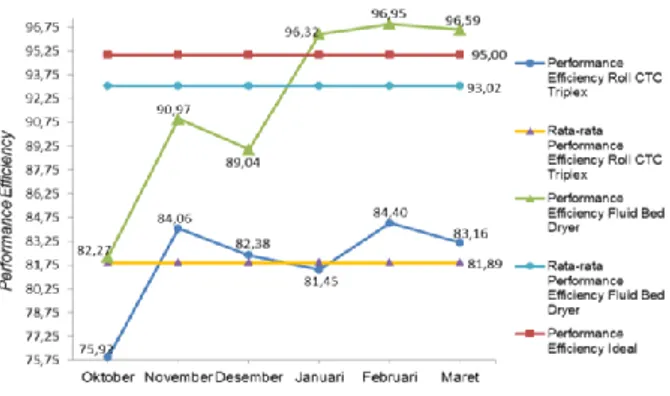
Perhitungan Performance Efficiency
Performance Efficiency merupakan suatu rasio yang menggambarkan kemampuan dari peralatan atau mesin dalam menghasilkan produk. Hasil perhitungan Performance Efficiency untuk mesin Roll CTC Triplex dan Fluid Bed Dryer pada periode bulan Oktober 2013 – Maret 2014 dapat dilihat pada Gambar 2.
Gambar 2 Grafik Hasil Perhitungan Performance Efficiency Mesin Roll CTC Triplex dan Fluid Bed Dryer.
Gambar 2 menunjukkan nilai performance efficiency yang dihasilkan mesin Roll CTC Triplex dan Fluid Bed Dryer yaitu didapatkan nilai rata-rata performance efficiency tertinggi adalah pada mesin Fluid Bed Dryer sebesar 93,02%, sedangkan nilai rata-rata performance efficiency terendah adalah mesin Roll CTC Triplex sebesar 81,89%. Menurut Boban (2013), kondisi ideal untuk nilai performance efficiency adalah lebih besar 95%. Dari kedua hasil perhitungan performance efficiency yang dihasilkan mesin Roll CTC Triplex dan Fluid Bed Dryer masih dibawah standar ideal JIPM (Japan Institute of Plant Maintenanc). Kondisi ini dipengaruhi oleh nilai ideal cycle time yang rendah yang disebabkan karena besarnya nilai total downtime (penjumlahan data planned downtime dan availability loss/downtime) yang dihasilkan dari kedua mesin.
Hasil waktu downtime yang direncanakan oleh perusahaan yaitu rata-rata downtime yang dihasilkan perbulannya sebesar 34,32 jam untuk mesin Roll CTC Triplex dan 15,40 jam untuk mesin Fluid Bed Dryer dan untuk waktu availabilty loss yang dihasilkan sebesar 11,12 jam untuk mesin Roll CTC Triplex dan 48,75 jam untuk mesin Fluid Bed Dryer. Besarnya total downtime yang dihasilkan mesin Roll CTC Triplex dan Fluid Bed Dryer disebabkan karena kondisi mesin sudah melebihi umur teknis pemakaian mesin atau kedua mesin sudah beroperasi selama 26 tahun (beroperasi mulai tahun 1988 – tahun 2014), sehingga dengan keadaan ini perusahaan hanya melakukan perawatan secara preventive maupun korektif yang sudah dijadwalkan oleh perusahaan (planned downtime) maupun perawatan yang dilakukan ketika mesin mengalami kerusakaan pada saat proses produksi yang menyebabkan mesin berhenti sementara untuk dilakukannya perawatan mesin.
Perhitungan Rate of Quality Product
Rate of quality product merupakan rasio yang menggambarkan kemampuan mesin Roll CTC Triplex dan Fluid Bed Dryer dalam menghasilkan produk yang sesuai dengan standart yang ditentukan. Hasil perhitungan rate of quality product untuk mesin Roll CTC Triplex dan Fluid Bed Dryer dapat dilihat pada Gambar 3 dan Gambar 4.
Gambar 3 Grafik Hasil Perhitungan Rate Of Quality Product Mesin Roll CTC Triplex.
Gambar 4 Grafik Hasil Perhitungan Rate of Quality Product Mesin Fluid Bed Dryer.
Gambar 3 dan Gambar 4 menunjukkan nilai rata-rata rate of quality product tertinggi adalah pada mesin Roll CTC Triplex sebesar 99,82%, sedangkan nilai rata-rata rate of quality product terendah adalah mesin Fluid Bed Dryer sebesar 95,93%. Menurut Boban (2013), kondisi ideal untuk nilai rate of quality product adalah 99,9%. Berdasarkan hasil nilai rate of quality product yang dihasilkan oleh mesin Roll CTC Triplex dan Fluid Bed Dryer dapat dijelaskan bahwa nilai yang dihasilkan dari kedua mesin masih dibawah nilai standar world class JIPM (Japan Institute of Plant Maintenance), dikarenakan produk cacat (defect product) yang dihasilkan mesin Roll CTC Triplex dan Fluid Bed Dryer cukup besar.
Produk cacat yang dihasilkan oleh mesin Roll CTC Triplex didapatkan dari sisa proses Crushing, Tearing, dan Curling yang produk cacat tersebut tinggal didalam mesin Roll CTC Triplex dan produk yang jatuh kebawah lantai. Sedangkan untuk mesin Fluid Bed Dryer produk cacat yang dihasilkan didapatkan dari sisa produk atau bahan yang tinggal didalam mesin dan produk yang jatuh ke lantai yang disebabkan karena adanya kebocoran pada bagian dinding kamar mesin yang menyebabkan produk ada yang keluar dari mesin Fluid Bed Dryer. Rata-rata produk cacat (defect product) yang dihasilkan oleh mesin Roll CTC Triplex sebesar 180 kg dari 100.214 kg produk yang diproses dan untuk mesin Fluid Bed Dryer produk cacat yang dihasilkan sebesar 4.102 kg dari 101.534 kg produk yang diproses mesin Fluid Bed Dryer. Besarnya nilai defect product yang dihasilkan mengakibabkan jumlah produksi yang dihasilkan oleh mesin Fluid Bed Dryer semakin kecil yang mengakibatkan nilai rate of quality product semakin rendah.
Perhitungan Overall Equipment Effectiveness (OEE)
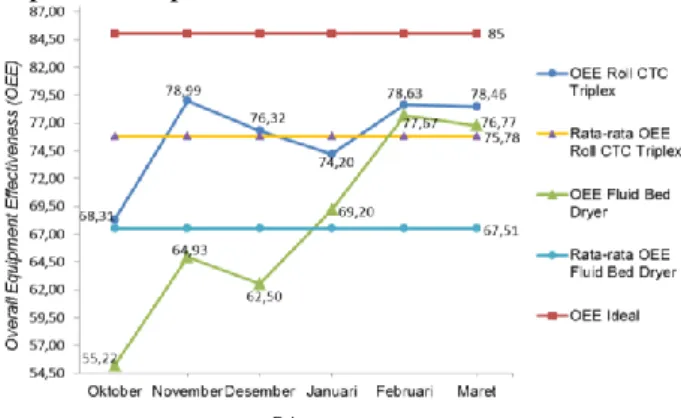
Overall Equipment Effectiveness (OEE) merupakan efektivitas peralatan secara keseluruhan untuk mengevaluasi seberapa capaian performance dan reliability peralatan (Said, 2008). Secara grafik hasil perhitungan Overall Equipment Effectiveness (OEE) untuk mesin Roll CTC Triplex dan Fluid Bed Dryer dapat dilihat pada Gambar 5.
Gambar 5. Grafik Hasil Perhitungan Overall Equipment Effectiveness Mesin Roll CTC Triplex dan Fluid Bed Dryer.
Gambar 5 menunjukkan nilai rata-rata OEE yang dihasilkan mesin Roll CTC Triplex dan Fliud Bed Dryer periode bulan Oktober 2013 sampai maret 2014 yaitu sebesar 75,78% dan 67,51%. Hasil nilai rata-rata OEE yang dihasilkan oleh mesin Roll CTC Triplex dan Fluid Bed Dryer masih dibawah nilai standart
OEE 85%. Menurut
Boban (2013),
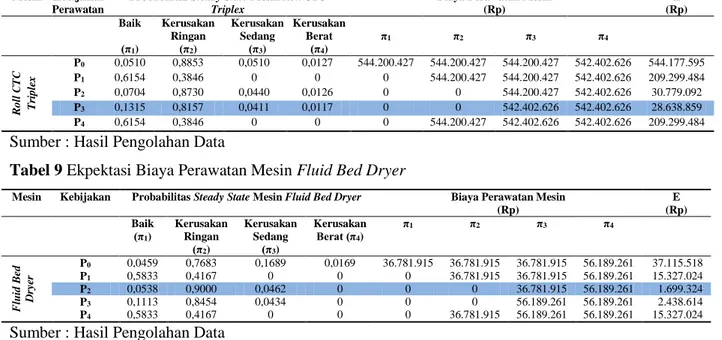
idealnya nilai persentase overall equipment effectiveness yaitu lebih dari 85%. Semakin besar nilai persentase overall equipment effectiveness menunjukkan bahwa peralatan dalam keadaan yang semakin baik dan siap untuk produksi. Hal ini menunjukkan bahwa tingkat efisiensi dari mesin Roll CTC Triplex dan Fluid Bed Dryer secara keseluruhan masih belum efektif dan efisien dalam operasionalnya dikarenakan nilai OEE yang dihasilkan masih dibawah standar. Diantara nilai availability, performance efficiency, dan rate of quality product yang membentuk nilai OEE pada mesin Roll CTC Triplex, nilai yang sangat signifikan mempengaruhi rendahnya nilai OEE adalah nilai dari performance efficiency dan rate of quality product. Rata-rata nilai performance efficiency dan dan rate of quality product yang dihasilkan oleh mesin Roll CTC Triplex periode bulan Oktober 2013 sampai Maret 2014 yaitu sebesar 81,89% dan 99,82% jauh dibawah standar ideal performance efficiency sebesar 95%. Sedangkan untuk mesin Fluid Bed Dryer, nilai yang sangat mempengaruhi rendahnya nilai OEE yang dihasilkan disebabkan karena nilai availability, performance efficiency dan rate of quality product yang dihasilkan oleh mesin Fluid Bed Dryer masih jauh dibawah standar yang dapat diterima yaitu sebesar 75,65%, 93,02% dan 95,93%.Perhitungan Ekspektasi Biaya Perawatan Probabilitas status dalam keadaaan mapan atau kondisi ekuilibrium (steady state) pada jangka panjang dikalikan dengan biaya perawatan untuk masing-masing item maka akan didapatkan nilai ekpektasi biaya perawatan (biaya rata-rata yang diharapkan) untuk masing-masing kebijakan perawatan. Hasil ekpektasi biaya perawatan yang dihasilkan mesin Roll CTC Triplex didapatkan dari perencanaan kebijakan perawatan yang paling optimal dengan melihat biaya pemeliharaan mesin yang paling kecil atau minimal. Dari 5 kebijakan perawatan tersebut yang terdiri dari 1 perawatan yang dilakukan perusahaan (P0) dan 4 perawatan usulan (P1, P2, P3, dan P4), didapatkan nilai ekspektasi biaya perawatan yang dilakukan oleh perusahaan (P0)
sebesar Rp.544.177.595. Untuk hasil
perencanaan perawatan usulan yang terdiri dari perencanaan perawatan usulan P1, P2, P3, dan P4 didapatkan hasil nilai ekspektasi perawatan yang paling optimal dari keempat usulan yang dilakukan yaitu perencanaan perawatan usulan pada saat P3 atau melakukan perawatan korektif pada status 3 dan 4. Perawatan usulan ini
menghasilkan nilai ekspektasi biaya perawatan yang paling rendah dari kebijakan yang lainnya dengan nilai ekspektasi biaya perawatan yang dihasilkan sebesar Rp.28.638.859. Pada perencanaan perawatan ini, saat mesin berada pada status 3 atau status 4 mesin langsung dilakukan perawatan korektif, sehingga besar penghematan biaya dari perencanaan perawatan usulan yang dipilih yaitu sebesar Rp.515.538.736 atau penghematan yang dihasilkan sebesar 94,74% dari biaya perawatan yang dilakukan oleh perusahaan (P0)
Hasil nilai ekpektasi biaya perawatan yang dihasilkan mesin Fluid Bed Dryer dari 5 kebijakan perawatan yang dilakukan yaitu untuk kebijakan perawatan pada saat P0 didapatkan nilai ekspektasi biaya perawatan yang dilakukan oleh perusahaan (P0) sebesar Rp.37.115.518. Untuk hasil perencanaan perawatan usulan yang terdiri dari perencanaan perawatan usulan P1, P2, P3, dan P4 didapatkan hasil nilai ekspektasi biaya perawatan yang paling optimal dari keempat
usulan yang dilakukan yaitu perencanaan perawatan usulan pada saat P2 atau melakukan perawatan korektif pada status 4 dan perawatan pencegahan pada status 3. Perawatan usulan ini menghasilkan nilai ekspektasi biaya perawatan yang paling rendah dari kebijakan yang lainnya dengan nilai ekspektasi biaya perawatan yang dihasilkan sebesar Rp.1.699.324. Pada perencanaan perawatan ini, saat mesin berada pada kondisi (status) 4 langsung dilakukan perawatan korektif dan pada saat mesin berada pada status 3 mesin langsung dilakukan perawatan pencegahan (preventive), sehingga besar penghematan biaya dari perencanaan perawatan usulan yang dipilih yaitu sebesar
Rp.35.416.193 atau penghematan yang
dihasilkan sebesar 95,42% dari biaya perawatan yang dilakukan oleh perusahaan (P0). Secara rinci hasil perhitungan ekspektasi biaya perawatan untuk mesin Roll CTC Triplex dan Fluid Bed Dryer dapat dilihat pada Tabel 8 dan Tabel 9.
Tabel 8 Ekpektasi Biaya Perawatan Mesin Roll CTC Triplex
Mesin Kebijakan Perawatan
Probabilitas Steady State Mesin Roll CTC
Triplex
Biaya Perawatan Mesin (Rp) E (Rp) Baik (π1) Kerusakan Ringan (π2) Kerusakan Sedang (π3) Kerusakan Berat (π4) π1 π2 π3 π4 Ro ll C T C T ri p le x P0 0,0510 0,8853 0,0510 0,0127 544.200.427 544.200.427 544.200.427 542.402.626 544.177.595 P1 0,6154 0,3846 0 0 0 544.200.427 544.200.427 542.402.626 209.299.484 P2 0,0704 0,8730 0,0440 0,0126 0 0 544.200.427 542.402.626 30.779.092 P3 0,1315 0,8157 0,0411 0,0117 0 0 542.402.626 542.402.626 28.638.859 P4 0,6154 0,3846 0 0 0 544.200.427 542.402.626 542.402.626 209.299.484
Sumber : Hasil Pengolahan Data
Tabel 9 Ekpektasi Biaya Perawatan Mesin Fluid Bed Dryer
Mesin Kebijakan Probabilitas Steady State Mesin Fluid Bed Dryer Biaya Perawatan Mesin (Rp) E (Rp) Baik (π1) Kerusakan Ringan (π2) Kerusakan Sedang (π3) Kerusakan Berat (π4) π1 π2 π3 π4 Fl u id B ed D rye r P0 0,0459 0,7683 0,1689 0,0169 36.781.915 36.781.915 36.781.915 56.189.261 37.115.518 P1 0,5833 0,4167 0 0 0 36.781.915 36.781.915 56.189.261 15.327.024 P2 0,0538 0,9000 0,0462 0 0 0 36.781.915 56.189.261 1.699.324 P3 0,1113 0,8454 0,0434 0 0 0 56.189.261 56.189.261 2.438.614 P4 0,5833 0,4167 0 0 0 36.781.915 56.189.261 56.189.261 15.327.024
Sumber : Hasil Pengolahan Data KESIMPULAN
1. Hasil nilai Overall Equipment Effectiveness (OEE) yang dihasilkan mesin Roll CTC Triplex di stasiun pengilingan untuk periode bulan Oktober 2013 sampai Maret 2014 yaitu sebesar 75,78% dan nilai Overall Equipment Effectiveness (OEE) yang dihasilkan mesin Fluid Bed Dryer di stasiun pengeringan untuk periode bulan Oktober 2013 sampai Maret 2014 sebesar 67,51%.
2. Kebijakan perawatan yang paling optimal yang dihasilkan mesin Roll CTC Triplex yaitu
perencanaan perawatan usulan pada saat P3 dengan melakukan perawatan korektif pada status 3 dan 4 dan kebijakan perawatan yang paling optimal yang dihasilkan mesin Fluid Bed Dryer yaitu perencanaan perawatan usulan pada saat P2 dengan melakukan perawatan korektif pada status 4 dan perawatan pencegahan pada status 3.
SARAN
1. PTPN XII (Persero) Bantaran-Blitar disarankan menambah tenaga kerja ahli untuk melakukan perhitungan Overall Equipment
Effectiveness pada setiap mesin di lantai produksi pengolahan teh hitam CTC sehingga diperoleh informasi yang representatif untuk menentukan kebijakan perawatan atau perbaikan yang optimal dalam upaya meningkatkan kinerja perawatan.
2. Penelitian selanjutnya perlu dilakukan perhitungan overall equipment effectiveness modifikasi dengan menggunakan metode Raouf OEE dan OWEE pada mesin Roll CTC Triplex dan Fluid Bed Dryer sehingga nilai OEE yang paling optimal dapat diketahui.
DAFTAR PUSTAKA
Ahuja. I. P. S, Khamba. J. S dalam Malik. N. A. 2013. Pengukuran Kinerja Operasional Melalui Implementasi Total Productive
Maintenance Di PT XYZ. Journal of Business and Entrepreneurship. ISSN : 2302 – 4119 Vol. 1, No.2.
Anonim. 2014. Produksi Perkebunan Besar Menurut Jenis Tanaman, Indonesia.
Dilihat 20 Januari 2014.
<http://www.bps.com>.
. 2014. Potensi Teh Di Jawa Timur. Dilihat 20 Januari 2014. <http:// regionalinvestment.Bpkm.go.id>.
Arifin. S, Amar. S, dan Mu’alim. 2013. Penerapan Metode Markovian Decision
Process dan OEE (Overall Equipment Effectiveness) Untuk Menentukan Kebijakan Perawatan (Studi Kasus Di
PT DEN). Skripsi, Teknik Industri.
Universitas Trunojoyo Madura, Madura. Bernstein. D. S. 2009. Policy Iteration For
decentralized Control Of Markov Decision Processes. Journal of Artificial Intelligence Research. Vol 34, Issue 4, 89-132.
Boban. B, dan Joseph. J. 2013. Enhancing Overall Equipment Effectiveness for a Manufacturing Firm through Total Productive Maintenance. International Journal of Emerging Technology and Advanced Engineering. Vol 3, Issue 8, 425-429.
Darmawan. A. 2007. Perencanaan Kebijakan Perawatan Mesin Menggunakan Metode
Markov Chain (Studi Kasus di PG.
Ngadiredjo, Kediri). Skripsi, Teknik
Industri, Universitas Brawijaya, Malang. Fitria, A. 2005. Perencanaan Pemeliharaan
Mesin untuk Menurunkan Biaya
Pemeliharaan dengan Aplikasi Markov
Chain pada Perusahaan Rokok Jati
Putra Mandiri, Malang. Skripsi, Teknik Industri, Universitas Brawijaya, Malang. Hillier. F. S, dan Lieberman. G. J. 2005.
Introduction To Operation Research, Eighth Edition. Mc Graw Hill. New York. Jaqin. C, Kholil. M, dan Mulyadi. I. M. 2011.
Meminimalisasi Breakdown Paper
Machine #9 Dengan Metode Overall Equipment Effectiveness Di PT Pindo Deli
Pulp And Paper Mills. Jurnal Ilmiah Pasti Volume V Edisi 3 – ISSN 2085-S869. Malik. N. A, dan Hamsal. M. 2013. Pengukuran
Kinerja Operasional Melalui
Implementasi Total Productive
Maintenance Di PT XYZ. Journal of Business and Entrepreneurship, Vol. 1, No.2, ISSN : 2302-4119.
Wireman, T. 2005. Total Productive
Maintenance, 2nd ed. Industrial Press. New