PERENCANAAN PENJADWALAN PREVENTIVE
MAINTENANCE PADA MESIN MILLING DENGAN METODE
RELIABILITY
Aridian Dwi Nugroho
Departemen Teknik IndustriFakultas Teknik - Universitas Indonesia, Depok 16424 Tel: (021) 78888805. Fax: (021) 78885656
e-mail: aridiandwi@yahoo.co.id Abstrak :
Penelitian ini membahas tentang analisa kehandalan pada mesin CNC Milling VDL-500 pada sebuah perusahaan yang bergerak dibidang forging. Tujuan dari penelitian ini adalah untuk mendapatkan interval penjadwalan preventive maintenance untuk meningkatkan kehandalan, karena dari pihak pabrikan tidak memiliki jadwal pemeliharaan mesin yang mengakibatkan ketersediaan mesin menurun. Dengan melakukan analisa kehandalan dan analisa resiko,ditemukan 10 komponen utama yang dapat menyebabkan kegagalan mesin, 8 diantaranya membutuhkan kegiatan preventive maintenance yaitu Spindle dengan interval 143 jam, Conveyor dengan interval 260 jam, Slide unit & work table dengan interval 648 jam, Pneumatic Device dengan interval 936 jam, Lubrication Device dengan interval 775 jam, X Axis Servo Driver dengan interval 610 jam, Z Axis Servo Driver dengan interval 1331 jam dan Cooling dengan interval 1105 jam beserta penugasannya dari tiap komponen dengan memasukkan analisis resiko. Untuk 2 komponen lainnya yaitu Y Axis Servo Driver dan Electric Cabinet tidak membutuhkan jadwal preventive maintenance karena tidak dapat meningkatkan kehandalannya.
Kata kunci :
Analisa kehandalan, analisa resiko, ketersediaan, pemeliharaan, mesin milling CNC VDL-500
Abstract:
This research discusses about the reliability analysis on CNC Milling machines VDL-500 in a forging company. The purpose of this research is to get the interval scheduling of preventive maintenance to improve CNC Milling VDL-500 performance because that company not have preventive maintenance schedule so availability of machine decreasing. With Reliability analysis and risk analysis, 10 major components that were found to cause engine failure, 8 of them require Spindle maintenance activity with 143 hours interval, Conveyor maintenance with 260 hours interval, Slide unit and work table maintenance with 648 hours interval, Pneumatic Device with 936 hours interval, Lubrication Device with 775 hours interval, X Axis Servo Driver with 610 hours interval, Z Axis Servo Driver with 1331 hours interval and Cooling with 1105 hours interval with its assignment of each component by including risk analysis. Two other components, Y Axis Servo Driver and Electric Cabinet, are not require preventive schedule maintenance because it can’t increase the reliability.
Keywords:
Pendahuluan
Semakin meningkatnya kebutuhan hidup manusia akan berdampak pada semakin berkembangnya ilmu pengetahuan dan teknologi. Dengan semakin majunya perkembangan manusia maka bidang teknologi pun ikut berkembang sangat pesat dengan harapan segala kebutuhan manusia dapat terpenuhi dengan baik. Hal inilah yang membuat perusahaan dituntut untuk selalu memperbaiki setiap departemen dan proses yang ada didalamnya agar dapat bersaing dengan kompetitornya dalam memenuhi kebutuhan manusia didunia bisnis.
Tujuan kegiatan industri diperusahaan secara umum adalah untuk mencapai kualitas dan kuantitas produksi sebesar – besarnya dan menghasilkan keuntungan setinggi – tingginya serta menggunakan sumber daya dan biaya serendah – rendahnya. Berhasil tidaknya suatu industri sangat tergantung dari kriteria diatas dan proses didalamnya. Proses produksi yang baik tentunya harus didukung dengan pemeliharaan mesin yang baik pula, sehingga diharapkan proses produksi dapat berjalan dengan lancar.
Pemborosan dalam aspek pemeliharaan yang sering terjadi adalah buruknya preventive maintenance dikarenakan tidak diatur dengan baik, rendahnya kemampuan personel dan tidak diketahuinya prioritas pekerjaan sehingga pekerjaannya tidak terjadwal dengan baik. Hal tersebut menyebabkan banyaknya terjadi kerusakan mesin yang tidak terjadwal yang menyebabkan menurunnya kehandalan mesin. Rendahnya kehandalan mesin
menyebabkan tingginya biaya untuk pemeliharaan dan biaya kehilangan peluang (opportunity cost ) untuk memproduksi produk.
Penjadwalan pemeliharaan semakin penting karena biaya pemeliharaan memiliki porsi yang signifikan terhadap total biaya dalam industri dan tujuan dari penjadwalan pemeliharaan adalah untuk meningkatkan Mean Time Between Failure (MTBF) dan atau mengurangi Mean Time To Repair (MTTR) yang mempresentasikan kebijakan biaya pemeliharaan. Artinya dengan melakukan penjadwalan pemeliharaan diharapkan dapat meningkatkan kehandalan mesin (reliability).
Pada era globalisasi ini,tidak ada industri yang ingin mengalami kerugian akibat adanya keputusan atau langkah yang salah sehingga dampak tersebut harus dihindari karena hal itu dapat berpengaruh pada konsumen atau pelanggan. Terutama bila diingat kembali bahwa era ini merupakan era persaingan yang sangat ketat. Saat ini, terdapat industri yang belum melaksanakan preventive maintenance. Apabila hal tersebut tidak diterapkan maka kelak hal tersebut kemungkinan dapat membuat masalah bagi industri yang bersangkutan.
Pada awalnya, penerapan corrective maintenance tidak memerlukan biaya yang besar dan pelaksanaannya tidak terlalu sulit. Akan tetapi, dalam jangka waktu yang panjang, biaya yang dikeluarkan oleh suatu industri yang menerapkan corrective maintenance akan lebih besar daripada biaya yang dikeluarkan oleh suatu industri yang menerapkan pereventive maintenance. Begitu juga halnya dengan industri yang
menerapkan preventive maintenance yang tidak secara terjadwal.
PT. X yang bergerak dibidang forging merupakan perusahaan yang belum memiliki sistem pemeliharaan yang terintegrasi dengan baik yang menyebabkan sering terjadinya kerusakan dan berhentinya mesin (downtime) yang mengakibatkan proses produksi terhenti hingga perbaikan mesin selesai. Hal tersebut dapat mempengaruhi tingkat produktivitas mesin. Tidak adanya jadwal pemeliharaan membuat perusahaan ini tidak memiliki prediksi untuk pemeliharaan yang seharusnya dilakukan untuk memperbaiki mesin atau untuk mengganti komponen. Terutama pada mesin CNC milling VDL-500 yang mempengaruhi kualitas akhir produk setelah melewati berbagai macam proses produksi. Mesin milling VDL-500 ini terletak pada divisi akhir (finishing) sehingga memiliki peran yang vital terhadap perusahaan baik dari segi kualitas maupun cost yang telah dikeluarkan oleh perusahaan untuk memproduksi produk sampai pada tahap akhir proses produksi di PT.X .
Mesin milling adalah suatu mesin perkakas yang menghasilkan sebuah bidang datar dimana pisau potong berputar dan benda bergerak mengikuti aksisnya untuk melakukan langkah pemakanan dan digunakan untuk mengolah bahan yang solid. Berdasarkan cara kerjanya mesin milling dibagi menjadi 2, yaitu : Mesin Milling konvensional
Mesin yang dikendalikan secara konvensional / manual. Mesin konvensional manual posisi spindelnya ada dua macam yaitu horizontal dan vertikal. Cara
pengerjaan mesin ini dilakukan secara manual oleh operator.
Mesin Milling CNC
Mesin milling dengan kendali CNC (Computer Numerically Controlled) hampir semuanya adalah mesin milling vertikal. Mesin milling CNC dikendalikan oleh komputer, sehingga semua gerakan yang berjalan sesuai dengan program yang diberikan, keuntungannya yaitu mesin mampu diperintah untuk melakukan pengerjaan secara mengulang gerakan yang sama secara terus menerus dengan tingkat ketelitian yang sama.
Perumusan Masalah
Perumusan masalah dalam penelitian ini adalah bagaimana cara menentukan penjadwalan pemeliharaan pada mesin CNC Milling Dalian VDL-500 untuk meningkatkan kehandalan mesin. Tujuan Penelitian
Memperoleh interval penjadwalan pemeliharaan mesin untuk meningkatkan kehandalan mesin .
Ruang Lingkup Penelitian
1. Penelitian dilakukan di PT. yang bergerak dibidang forging
2. Objek untuk penelitian dilakukan pada 1 mesin CNC Milling Dalian VDL 500
3. Faktor kesalahan manusia dalam penelitian ini diabaikan.
Definisi Maintenance
Definisi maintenance atau pemeliharaan (Assauri,2008,p134) adalah suatu kegiatan untuk memelihara atau menjaga fasilitas dan peralatan pabrik serta mengadakan perbaikan, penyesuaian atau penggantian yang diperlukan
untuk mendapat suatu kondisi operasi produksi yang memuaskan sesuai dengan yang direncanakan. Hampir semua sistem teknis dipelihara. Pemeliharan sistem mencakup corrective dan preventive maintenance.Corrective maintenance mencakup kegiatan yang mengembalikan sistem dari keadaan yang rusak ke status beroperasi atau sedia. Corrective maintenance tidak direncanakan, dapat dikualifikasikan sebagai Mean Time To Repair (MTTR).
Ada beberapa hal yang menjadi tujuan utama dilakukannya aktifitas
perawatan mesin, yaitu :
Kemampuan produksi dapat memenuhi kebutuhan sesuai dengan rencana produksi.
Menjaga kualitas pada tingkat yang tepat untuk memenuhi kebutuhan produk itu sendiri dan kegiatan produksi yang tidak terganggu. Untuk membantu mengurangi
pemakaian dan penyimpanan yang diluar batas dan mejaga modal yang diinvestasikan dalam perusahaan selama jangka waktu yang ditentukan sesuai dengan kebijaksanaan perusahaan mengenai investasi tersebut.
Untuk mencapai tingkat biaya pemeliharaan serendah mungkin, dengan melaksanakan kegiatan
maintenance secara efektif dan
efisien untuk keseluruhannya. Memperhatikan dan menghindari
kegiatan – kegiatan operasi mesin serta peralatan yang dapat membahayakan keselamatan kerja. Mengadakan suatu kerjasama yang
erat dengan fungsi – fungsi utama lainnya dari suatu perusahaan, dalam rangka untuk mencapai tujuan utama perusahaan yaitu tingkat keuntungan atau return
investment yang sebaik mungkin
dan total biaya serendah mungkin. Jenis Pemeliharaan
Terdapat dua tipe pemeliharaan, yakni :
a. Pemeliharaan Pencegahan (Preventive Maintenance)
Pemeliharaan pencegahan dilakukan guna memperpanjang umur sistem ataupun meningkatkan kehandalan dari sistem tersebut. Tindakan pemeliharaan ini bervariasi mulai dari perawatan ringan yang membutuhkan durasi kegagalan pendek seperti hanya pelumasan, testing, penggantian terencana terhadap komponen dan sebagainya sampai pada overhaul yang memerlukan waktu durasi kegagalan yang signifikan. Tindakan perbaikan pencegahan biasanya sudah direncanakan dan terjadwal.
b. Pemeliharaan Perbaikan (Corrective Maintenance)
Pemeliharaan yang terdiri dari tindakan mengembalikan kondisi sistem atau produk yang rusak atau gagal beroperasi kembali ke kondisi beroperasi. Tindakannya berupa perbaikan dari komponen rusak ataupun penggantian komponen rusak. Pemeliharaan perbaikan biasanya dilakukan apabila terjadi kegagalan yang tiba – tiba dan biasanya tidak direncanakan.
Teori Kehandalan (Reliability)
Reliability atau kehandalan dari suatu produk atau sistem menyampaikan konsep dapat diandalkan atau sistem tersebut sukses beroperasi dengan tidak adanya kegagalan. Kehandalan produk atau sistem adalah probabilitas suatu barang atau system
yang mampu melakukan fungsi tertentu untuk periode waktu tertentu jika beroperasi secara normal.
Secara umum istilah
“reliability” mungkin dapat diartikan
dengan “mampu untuk diandalkan”.
Reliability sendiri berasal dari kata reliable yang konon berarti dapat
dipercaya (trusty, consistent, atau
honest). Reliabilitas didasarkan pada
teori statistik probabilitas, yang tujuan pokoknya adalah mampu diandalkan untuk bekerja sesuai dengan fungsinya dengan suatu kemungkinan sukses dalam periode waktu tertentu yang
ditargetkan. Dalam Assurance Science reliabilitas ini biasa didefinisikan sebagai “The probability of a product
its intended life and under the operating conditions encountered”. Maintainability
Maintainability suatu peralatan dapat
didefinisikan sebagai probabilitas dari
komponen atau sistem yang gagal tersebut untuk bisa dipulihkan atau diperbaiki pada suatu kondisi waktu tertentu ketika kegiatan pemeliharaan dilakukan sesuai dengan prosedur yang telah ditetapkan.
Kurva Laju Kerusakan
Bagian ini menjelaskan mengenai kurva yang menunjukkan pola laju kerusakan sesaat yang umum bagi suatu produk yang dikenal dengan istilah kurva bak mandi (bathtub
curve) karena bentuknya. Sistem yang
memiliki fungsi laju kerusakan ini pada awal siklus penggunaannya mengalami penurunan laju kerusakan (kerusakan dini), diikuti dengan laju kerusakan yang mendekati konstan (usia pakai), kemudian mengalami peningkatan laju kerusakan (melewati masa pakai). Kurva bathtub curve dapat dilihat pada gambar dibawah ini.
Gambar1. Kurva Siklus Hidup Peralatan ( Bathub curve ) Kurva Tersebut terdiri dari 3 fase,
yaitu :
a. Fase Burn-in
Fase ini terdiri pada periode 0 sampai dengan t1. Kurva menunjukkan laju kerusakan menurun dengan
bertambahnya waktu. Laju kerusakan seperti ini disebut juga dengan
Decreasing Failure Rate (DFR). Laju
kerusakan umumnya disebabkan oleh kesalahan manufacturing seperti desain peralatan yang kurang semurna, control kualitas yang rendah dan sebagainya.
b. Fase Useful-Life
Fase ini terjadi antara periode t1 dan t2 . Laju kerusakan yang terjadi cenderung konstan, sehingga fase ini disebut juga dengan Constant Failure Rate (CFR). Kerusakan yang terjadi bersifat acak, dipengaruhi oleh konndisi lingkungan dan manusia.
c. Fase Wear-Out
Fase ini terjadi setelah periode t2. Laju kerusakan menunjukkan peningkatan dengan bertambahnya waktu, sehingga fase ini disebut Increasing Failure
Rate (IFR). Kerusakan pada periode
ini disebabkan oleh keausan peralatan,
fatigue dan korosi
Distribusi – Distribusi Kerusakan
Setiap mesin memiliki pola kerusakan yang berbeda-beda. Seperangkat peralatan yang sama akan memiliki pola kerusakan yang berbeda jika dioperasikan pada keadaan lingkungan yang berbeda. Bahkan bila peralatan yang sama tersebut dioperasikan pada keadaan lingkungan yang sama pun tetap terbuka kemungkinan bahwa
kerusakan yang terjadi akan memiliki karakteristik kerusakan yang berbeda.
Untuk melakukan analisa terhadap masalah yang terkait dengan perawatan mesin, dapat digunakan beberapa jenis distribusi kerusakan dan perbaikan untuk mendekati pola kerusakan dan perbaikan mesin yang terjadi. Terdapat 4 macam distribusi yang digunakan agar dapat mengetahui pola data yang terbentuk, distribusi tersebut antara lain : distribusi weibull, distribusi eksponensial, distribusi normal dan distribusi lognormal.
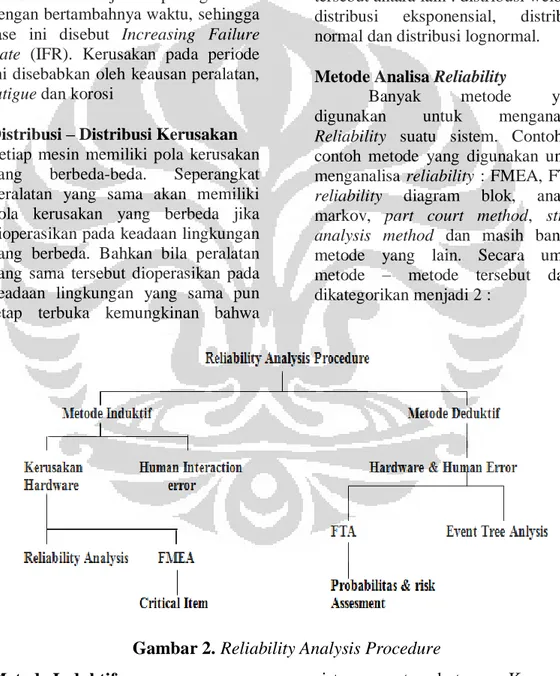
Metode Analisa Reliability
Banyak metode yang digunakan untuk menganalisa
Reliability suatu sistem. Contoh –
contoh metode yang digunakan untuk menganalisa reliability : FMEA, FTA,
reliability diagram blok, analisa markov, part court method, stress
analysis method dan masih banyak
metode yang lain. Secara umum metode – metode tersebut dapat dikategorikan menjadi 2 :
Gambar 2. Reliability Analysis Procedure Metode Induktif
Kesimpulan umum (kegagalan sistem) didapat dengan mencari penyebab kegagalan pada tiap – tiap komponen yang mempengaruhi
sistem tersebut. Kegagalan komponen dijadikan sebagai dasar untuk menentukan kegagalan sistem secara menyeluruh. Metode seperti
failure mode and effect analysis (FMEA) termasuk dalam metode ini. FMEA berfungsi untuk menganalisa sistem peralatan berdasarkan fungsi sub-sistem yang dalam hal ini adalah komponen atau unit dan bagaimana komponen tersebut gagal dalam mencapai standar performansinya. Analisa yang dilakukan oleh FMEA pun harus dilakukan secara lengkap, mencakup efek yang ditimbulkan oleh kegagalan dan frekuensi munculnya kegagalan tersebut. Hal ini diperlukan dalam penentuan nilai RPN ( Risk Priority Number ) yang diperlukan dalam menganalisa derajat kepentingan atau prioritas dari masing – masin komponen. RPN = Severity x Frekuensi kerusakan x detectability Adapun variabel RPN, sebagai berikut :
a. Severity (S)
Severity adalah tingkat keparahan atau efek yang ditimbulkan oleh mode kegagalan terhadap keseluruhan mesin. Nilai severity antara 1 sampai 10. Nilai 10 diberikan jika kegagalan yang terjadi memiliki dampak yang sangat besar terhadap system
Occurence (O)
Occurence adalah tingkat keseringan terjadinya kerusakan atau kegagalan. Occurence berhubungan dengan estimasi jumlah kegagalan kumulatif yang muncul akibat suatu penyebab tertentu pada mesin. Nilai occurence antara 1 sampai 10. Nilai 10 diberikan jika kegagalan yang terjadi memiliki nilai kumulatif yang tinggi atau sangat sering terjadi. Detection (D)
Deteksi diberikan pada sistem pengendalian yang digunakan saat ini yang memiliki kemampuan untuk mendeteksi penyebab atau mode kegagalan. Nilai deteksi berkisar antara 1 sampai 10
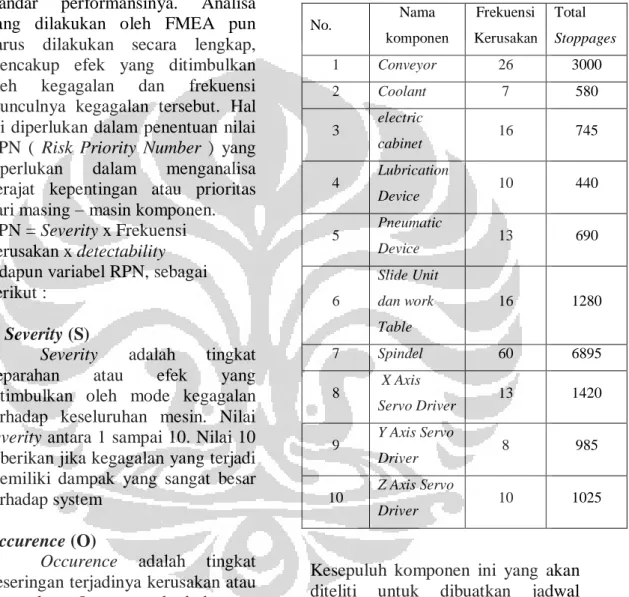
Tabel 1. Pengumpulan Data
No. Nama komponen Frekuensi Kerusakan Total Stoppages 1 Conveyor 26 3000 2 Coolant 7 580 3 electric cabinet 16 745 4 Lubrication Device 10 440 5 Pneumatic Device 13 690 6 Slide Unit dan work Table 16 1280 7 Spindel 60 6895 8 X Axis Servo Driver 13 1420 9 Y Axis Servo Driver 8 985 10 Z Axis Servo Driver 10 1025
Kesepuluh komponen ini yang akan diteliti untuk dibuatkan jadwal preventive maintenancenya.
Langkah pertama yang dilakukan adalah membuat penaksiran tugas preventive maintenance dengan menggunakan tools Failure Mode Effect and Analysis ( FMEA). Setelah membuat penaksiran tugas, kemudian dicari nilai RPN ( Risk Priority Number) untuk menentukan nilai prioritas perbaikan pada kegiatan PM nantinya dengan cara
berdiskusi dengan pihak perusahaan maka didapatkan nilai RPN sebagai berikut :
Tabel 2. Nilai RPN
Komponen Risk Priority Number (RPN) Cooling Tank 54 Conveyor 1248 Base 42 Electric Cabinet 160 Lubication Device 60 Pneumatic Device 130 Slide Unit & Work
Table 320
Spindle 2700
X Axis Servo Driver 260 Y Axis Servo Driver 96 Z Axis Servo Driver 160
Dari hasil analisis FMEA tersebut didapatkan 10 komponen kritis yang akan dijadwalkan interval pemeliharaannya. Setelah didapatkan data kerusakan mesin, data dikelompokkan berdasarkan komponen - komponen utamanya, kemudian dilakukan penentuan distribusi terhadap data – data yang telah dikelompokkan. Alasan yang
mendasari kenapa harus dilakukan penentuan atau pengujian distribusi ini adalah karena pada data yang akan digunakan terhadap variable t, dimana variable waktu t tersebut selalu berubah ubah dan berkesinambungan (continuous). Sehingga agar prediksi terhadap waktu kerusakan dan waktu perbaikan dapat mendekati kondisi riil-nya maka data – data yang akan digunakan harus diuji distribusinya.
Terdapat dua tahapan dalam menentukan distribusi kegagalan, yaitu :
a. Identifikasi kandidat distribusi / index of fit distribution (uji eksponensial, weibull, normal, lognormal)
b. Uji hipotesis (Goodness of fit test)
Hasil dari identifikasi kandidat distribusi dipilih yang nilai koefisien korelasinya paling besar, sedangkan pada goodness of fit test dipilih yang H0 diterima.
Untuk selanjutnya, dilakukan perhitungan interval pemeliharaan dengan simulasi.
Hasil Pengolahan Data
Dari hasil pengolahan data serta uji hipotesis maka didapatkan hasil sebagai berikut.
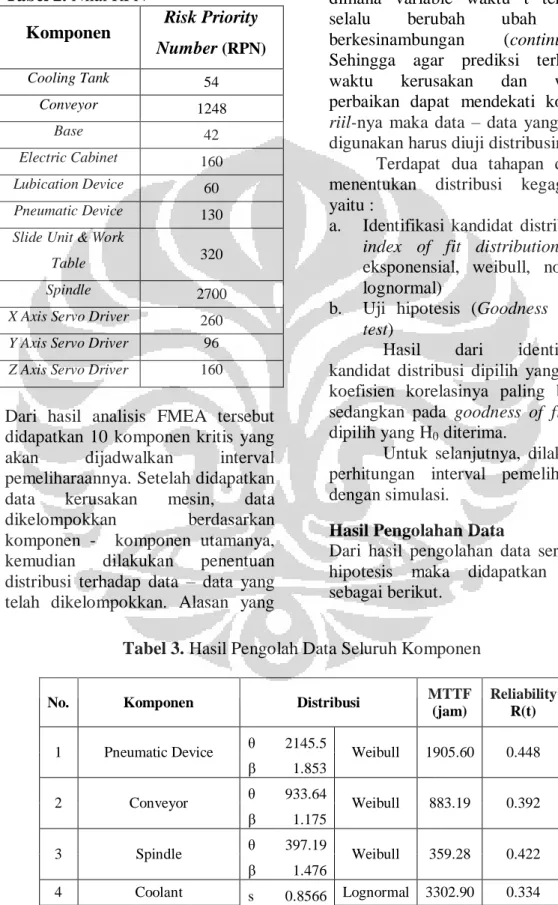
Tabel 3. Hasil Pengolah Data Seluruh Komponen
No. Komponen Distribusi MTTF
(jam)
Reliability R(t)
1 Pneumatic Device θ 2145.5 Weibull 1905.60 0.448 β 1.853 2 Conveyor θ 933.64 Weibull 883.19 0.392 β 1.175 3 Spindle θ 397.19 Weibull 359.28 0.422 β 1.476 4 Coolant s 0.8566 Lognormal 3302.90 0.334
tmed 2289
5 Electric Cabinet θ β 1355.1 Weibull 1463.17 0.343 0.872
6 Lubrication Device θ β 2623.8 Weibull 2452.50 0.398 1.231
7 Slide Unit & Work Table σ 944.59 Normal 1446.40 0.500 μ 1446 8 Sumbu X σ μ 1196.8 Normal 1626.46 0.500 1626 9 Sumbu Y s 1.3231 Lognormal 3562.30 0.255 tmed 1485 10 Sumbu Z θ β 2222.3 Weibull 1982.40 0.489 2.927
Setelah didapatkan kandidat distribusi yang sesuai serta nilai MTTF dan Nilai kehandalannya, selanjutnya dilakukan simulasi preventive maintenance dengan mengasumsikan sistem kembali kekondisi baru setelah mengalami perawatan pencegahan berdasarkan kandidat distribusi yang sesuai. Persamaannya adalah
Rm(t) = R(t) untuk 0 ≤ t < T Rm(t) = R(T)n . R(t-T) untuk T ≤ t < 2T
Secara umum persamaannya adalah : Rm(t) = R(T)n.R(t-nT)
untuk nT ≤ t < (n+1)T dan n = 1,2,3,. .dst.
Dimana :
T adalah selang waktu preventive maintenance
t adalah waktu operasional mesin n merupakan jumlah perawatan Rm(t) adalah reliability dengan
preventive maintenance
R(T)n adalah probabilitas keh andalan hingga n selang wakt u perawatan
R(t-nT) adalah probabilitas kehandalan untuk waktu t-nT dari tindakan preventive yang terakhir.
Nilai reliability yang diinginkan perusahaan adalah 80%, dibuatlah simulasi pemeliharaan dengan
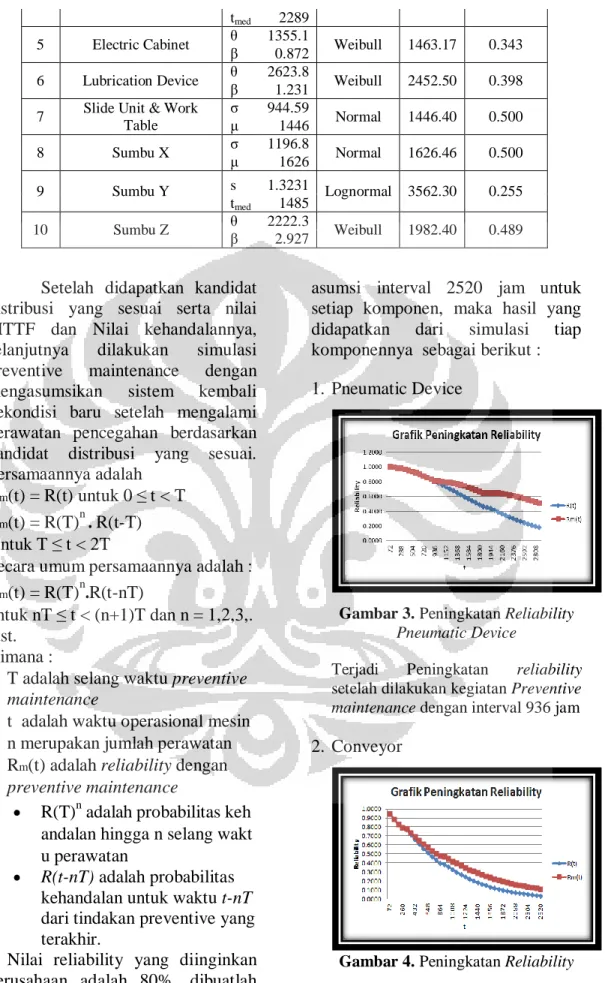
asumsi interval 2520 jam untuk setiap komponen, maka hasil yang didapatkan dari simulasi tiap komponennya sebagai berikut : 1. Pneumatic Device
Gambar 3. Peningkatan Reliability
Pneumatic Device
Terjadi Peningkatan reliability
setelah dilakukan kegiatan Preventive
maintenance dengan interval 936 jam
2. Conveyor
Gambar 4. Peningkatan Reliability
Terjadi Peningkatan reliability
setelah dilakukan kegiatan Preventive
maintenance dengan interval 260 jam
3. Spindle
Gambar 5. Peningkatan Reliability
Spindle
Terjadi Peningkatan reliability
setelah dilakukan kegiatan Preventive
maintenance dengan interval 143 jam
4. Cooling
Gambar 6. Peningkatan Reliability
Cooling
Terjadi Peningkatan reliability
setelah dilakukan kegiatan Preventive
maintenance dengan interval 1105
jam
5. Slide Unit & Work Table
Gambar 7. Peningkatan Reliability
Slide Unit & Worktable
Terjadi Peningkatan reliability
setelah dilakukan kegiatan Preventive
maintenance dengan interval 648 jam
6. Lubrication Device
Gambar 8. Peningkatan Reliability
Lubrication Device
Terjadi Peningkatan reliability
setelah dilakukan kegiatan Preventive
maintenance dengan interval 775 jam
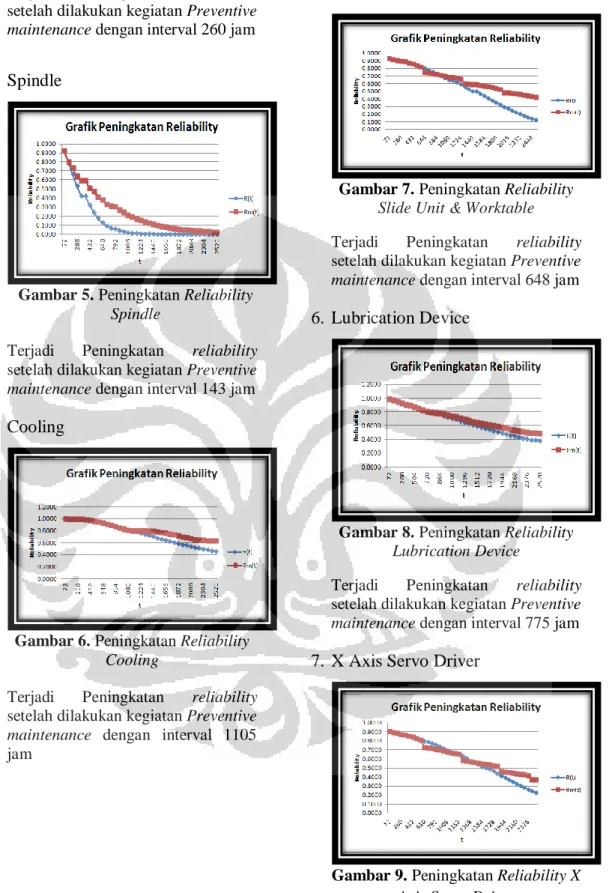
7. X Axis Servo Driver
Gambar 9. Peningkatan Reliability X
Axis Servo Driver
Terjadi Peningkatan reliability
setelah dilakukan kegiatan Preventive
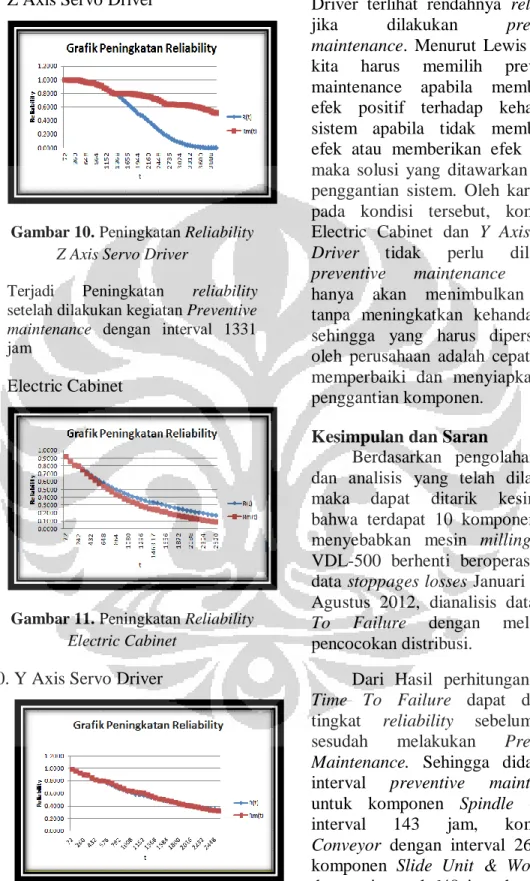
8. Z Axis Servo Driver
Gambar 10. Peningkatan Reliability
Z Axis Servo Driver
Terjadi Peningkatan reliability
setelah dilakukan kegiatan Preventive
maintenance dengan interval 1331
jam
9. Electric Cabinet
Gambar 11. Peningkatan Reliability
Electric Cabinet
10. Y Axis Servo Driver
Gambar 12. Peningkatan Reliability
Y Axis Servo Driver
Dari grafik simulasi komponen Electric Cabinet dan Y Axis Servo Driver terlihat rendahnya reliability jika dilakukan preventive maintenance. Menurut Lewis (1987) kita harus memilih preventive maintenance apabila memberikan efek positif terhadap kehandalan sistem apabila tidak memberikan efek atau memberikan efek negatif maka solusi yang ditawarkan adalah penggantian sistem. Oleh karena itu pada kondisi tersebut, komponen Electric Cabinet dan Y Axis Servo Driver tidak perlu dilakukan preventive maintenance karena hanya akan menimbulkan biaya tanpa meningkatkan kehandalannya sehingga yang harus dipersiapkan oleh perusahaan adalah cepat dalam memperbaiki dan menyiapkan stok penggantian komponen.
Kesimpulan dan Saran
Berdasarkan pengolahan data dan analisis yang telah dilakukan, maka dapat ditarik kesimpulan bahwa terdapat 10 komponen yang menyebabkan mesin milling CNC VDL-500 berhenti beroperasi. Dari data stoppages losses Januari 2010 – Agustus 2012, dianalisis data Time To Failure dengan melakukan pencocokan distribusi.
Dari Hasil perhitungan Mean Time To Failure dapat dihitung tingkat reliability sebelum dan sesudah melakukan Preventive Maintenance. Sehingga didapatkan interval preventive maintenance untuk komponen Spindle dengan interval 143 jam, komponen Conveyor dengan interval 260 jam, komponen Slide Unit & Worktable dengan interval 648 jam, komponen X Axis Servo Driver dengan interval 610 jam, komponen Z Axis Servo Driver dengan interval 1331 jam,
komponen Pneumatic Device dengan interval 936 jam, komponen Lubrication Device dengan interval 775 jam, komponen Cooling dengan interval 1105 jam beserta penugasan dari masing-masing komponen yang didapat dari hasil analisis FMEA ( Failure Mode Effect & Analysis) dapat meningkatkan kehandalan dan perkiraan umur operasi komponen.
Sedangkan untuk dua komponen lainnya, yaitu komponen Electric Cabinet & komponen Y Axis Servo Driver tidak memerlukan Preventive Maintenance karena tidak dapat meningkatkan kehandalannya walaupu diberi jadwal Preventive Maintenance. Sehingga perusahaan sebaiknya menyiapkan operator maintenance yang baik untuk dapat merespon dengan cepat bila terjadi kerusakan dan menyiapkan stok yang tepat untuk penggantian komponen.
Penelitian ini dilakukan hanya sampai pada tahap identifikasi awal kehandalan pada komponen utama mesin Milling VDL-500 dan resikonya dengan berdasarkan kondisi dan data yang ada saat ini beserta usul dan saran untuk meningkatkan kehandalan dan ketersediaan ( availability ) serta meminimalisir resiko yang terjadi.
Disarankan adanya penelitian lebih lanjut dengan memasukkan perbandingan analisis biaya ketika dilakukan keg iatan preventive maintenance dan sebelum preventive maintenance agar terlihat perbedaan dalam hal yang selalu menjadi masalah yang mendasar terhadap perusahaan yaitu cost ( biaya ) . Selain itu penelitian ini bisa dilanjutkan dengan melakukan analisis kinerja operator maintenance dalam hal menangani corrective maupun preventive
maintenance. Jika memungkinkan penelitian ini dapat juga dilanjutkan dengan melakukan perencanaan dan pengendalian inventory control terhadap spare part mesin CNC Milling VDL -500 agar kegiatan kegiatan maintenance dapat berjalan secara baik dan akurat.
Referensi
Andrews, J.D. and Moss, T.R, 2002, Reliability and Risk Assesment, ASME Press, New york .
Assauri, Sofjan, (2008) Manajemen Produksi dan Operasi, Jakarta,2008.
Blanchard,Benjamin S.(1995) Maintainability : A Key to Effective Serviceability and Maintenance
Management,Canada,1995. Dhillon, B.S. and Singh Chanan.
“Engineering Reliability : New Techniques and Applications”, John Wiley & Sons Inc, New York, 1981. Ebeling, Charles.E, “An
Introduction in Reliability and Maintaibility Engineering”, McGraw-Hill, New York, 1996. E. E Lewis, “Introduction to Reliability Engineering”, 2 edition, John Wiley & Sons Inc, New York, 1996.
Fore,S.(2010) Preventive Manitenance Using Reliability Centered Maintenance (RCM) : A Case Study of A Ferrochrome Manufacturing Company vol 21 May,no 1, 2010.
Keith,Mobley R.(1995) An Introduction to Predictive Maintenance,1995.
Kiyak,E. ( 2012 ) The Effects of Aircraft Preventive Maintenance on Reliability vol 6, 2012.
Klomjit,P & Kaewsaithom,P. Applications of Reliability Centered Maintenance for Reducing Downtime in a Paper Plant .
Levitt, Joel.(2008). Lean Maintenance, New York : Industrial Press.
Mahadevan,M.L & Vinodh R,2010, Preventive Maintenance Optimization of Critical Equipment in Process Plant using Heuristic Algorithms,2010.
Patrick , O’connor,(1996) Practical Reliability, Third Edition .