0
MAKALAH
ALAT UKUR
Disusun untuk Memenuhi Tugas Mata Kuliah Metrologi Industri
Disusun oleh:
Nama
: Mario Eggy S.
NIM
: 5201411072
FAKULTAS TEKNIK
UNIVERSITAS NEGERI SEMARANG
SEMARANG
1
BAB I PENDAHULUAN
A. LATAR BELAKANG
Dalam Fisika dikenal berbagai macam besaran. Besaran tersebut dikelompokkan dalam 2 kategori yakni besaran pokok/dasar dan besaran turunan. Semua besaran fisik dapat dinyatakan dalam beberapa satuan pokok. Pemilihan satuan standar untuk besaran pokok menghasilkan suatu sistem satuan. Sistem satuan yang digunakan secara universal dalam masyarakat ilmiah adalah Sistem Internasional (SI).
Mahasiswa, dalam hal ini mahasiswa teknik, sebagai satu bagian dari masyarakat ilmiah, juga memiliki bahasa komunikasi teknik yaitu melalui Sistem Internasional pada proses pengukuran. Oleh sebab itu, ilmu yang mempelajari pengukuran (metrology) menjadi penting untuk dipelajari.
Dalam makalah ini, termuat informasi tentang macam alat ukur, penggunaan alat ukur dan perawatan alat ukur. Pada setiap pengukuran sangat ditentukan oleh macam kegunaan, batas ukur dan ketelitian alat ukurnya. Sebagai contoh untuk mengukur massa suatu benda yang diperkirakan sebesar 50 kg, maka alat yang harus digunakan haruslah
timbangan dengan batas ukur minimal senilai massa benda itu. Timbangan
tersebut harus memiliki ketepatan pengukuran yang baik, sehingga hasil pengukuran sesuai dengan keadaan sesungguhnya.
B. TUJUAN
Tujuan dari pembuatan makalah ini yaitu untuk mengetahui macam alat ukur, mengetahui cara penggunaannya dan mengetahui cara perawatannya, sehingga dapat digunakan sesuai dengan prosedur serta untuk memenuhi tugas mata kuliah metrologi industri.
C. RUMUSAN MASALAH
1. Apa saja jenis pengukuran?
2. Bagaimana pengelompokan macam alat ukur sesuai dengan jenis pengukurannya?
2
BAB II PEMBAHASAN
A. ALAT UKUR 1. Mistar Baja
Mistar baja digunakan di bengkel untuk panjang, lebar atau tebal suatu benda. Mistar baja juga bisa dipakai menggantikan straight edge untuk memeriksa kerataan, misalnya kerataan kepala silindermotor/mobil. Permukaan dan bagian sisi rata mistar baja terdapat guratan-guratan sebagai sisi ukur. Untuk ukuran metrik : 1 cm dibagi dalam 10 bagian atau 20 bagian yang sama, sedangkanpada ukuran inchi/ dim, 1 inchi dibagi menjadi 16 atau 32 bagian sehingga berjarak 1/8”, 1/16”, 1/32”. Selain mistar baja, di bengkel juga sering digunakan mistar gulung untuk mengukur bagian yang cembung, menyudut, cekung dan benda-benda yang panjang dan tak bisa diukur dengan mistar baja.
Gambar 1. Mistar baja 2. Jangka sorong
Jangka sorong adalah alat ukur yang ketelitiannya dapat mencapai
seperseratus milimeter. Terdiri dari dua bagian, bagian diam dan bagian bergerak. Pembacaan hasil pengukuran sangat bergantung pada keahlian dan ketelitian pengguna maupun alat. Sebagian keluaran terbaru sudah dilengkapi dengan display digital. Pada versi analog, umumnya tingkat ketelitian adalah 0.05mm untuk jangka sorang dibawah 30cm dan 0.01 untuk yang di atas 30cm.
3
a. Kegunaan
Kegunaan jangka sorong adalah:
untuk mengukur suatu benda dari sisi luar dengan cara diapit;
untuk mengukur sisi dalam suatu benda yang biasanya berupa lubang (pada pipa, maupun lainnya) dengan cara diulur;
untuk mengukur kedalamanan celah/lubang pada suatu benda dengan cara "menancapkan/menusukkan" bagian pengukur. Bagian pengukur tidak terlihat pada gambar karena berada di sisi pemegang.
b. Jenis
Jangka sorong digital
Jangka sorong manual
3. Mikrometer
Mikrometer adalah alat ukur yang dapat melihat dan mengukur benda
4 Satu mikrometer adalah secara luas digunakan alat di dalam teknik mesin electro untuk mengukur ketebalan secara tepat dari blok-blok, luar dan garis tengah dari kerendahan dan batang-batang slot. Mikrometer ini banyak dipakai dalam metrology, studi dari pengukuran,
Pada bab ini akan membahas tentang : 1 Jenis 2 Membaca satu mikrometer sistem inci 3 Membaca satu mikrometer metrik 4 Membaca satu mikrometer vernier 5. Acuan
Mikrometer memiliki 3 jenis umum pengelompokan yang didasarkan pada aplikasi berikut :
Mikrometer Luar Mikrometer luar digunakan untuk ukuran memasang kawat, lapisan-lapisan, blok-blok dan batang-batang.
Mikrometer dalam Mikrometer dalam digunakan untuk mengukur garis tengah dari lubang suatu benda
Mikrometer kedalaman Mikrometer kedalaman digunakan untuk mengukur kerendahan dari langkah-langkah dan slot-slot.
Satu mikrometer ditetapkan dengan menggunakan satu mekanisme sekrup titik nada.
Satu fitur yang menarik tambahan dari mikrometer-mikrometer adalah pemasukan satu tangkai menjadi bengkok yang terisi. Secara normal, orang bisa menggunakan keuntungan mekanis sekrup untuk menekan material, memberi satu pengukuran yang tidak akurat. Dengan cara memasang satu tangkai yang roda bergigi searah keinginan pada satu tenaga putaran
5
4. Height gauge
Height gauge adalah sebuah alat pengukuran yang berfungsi
mengukur tinggi benda terhadap suatu bidang acuan atau bisa juga untuk memberikan tanda goresan secara berulang terhadap benda kerja sebagai acuan dalam proses permesinan. Height gauge memiliki dua buah kolom berulir dimana kepala pengukur bergerak naik turun akibat putaran ulir kasar dan halus yang digerakkan oleh pengukur.
Untuk meningkatkan keakuratan pengukuran dengan mengurangi defleksi pada benda kerja, height gauge sering dipasangkan dengan dual
probe dial indicator. Selain itu dengan penambahan probe dua arah, height
gauge mampu mengukur diameter luar dan dalam dari sebuah lubang dalam posisi horisontal.
5. Straight Edge
Straight edge merupakan alat ukur untuk mengukur kerataan atau kebengkokan permukaan dari suatu komponen. Bentuk straight edge tampak seperti mistar baja, tetapi tidak terdapat skala ukuran pada permukaannya serta lebih tebal. Dalam bidang otomotif, straight edge digunakan misalnya untuk mengukur kerataan permukaan blok silinder dan kepala silinder sepeda motor atau mobil. Untuk mengetahui kerataan dan keausan dari plat penekan, masukkan feeler gauge ukuran tertentu di antara permukaan plat dan straight edge .
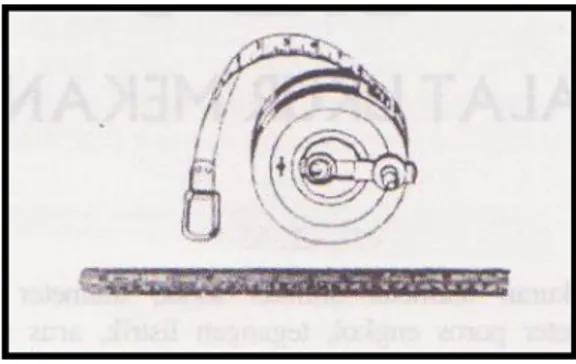
6. Kunci Momen
Kunci momen (torgue wrench) digunakan untuk mengukur gaya punter pada baut dan mur agar mencapai momen kekencangan tertentu. Jenis kunci momen yang ada terdiri atas model deflecting beam (batang
jarum), model dial indicator, dan model setting micrometer. Kunci
momen model deflecting beam, menunjukkan besar ukuran momen kekencangan oleh sebuah batang penunjuk. Batang oenunjuk akan bergerak dan menunjuk pada skala tertentu seiring dengan besarnya momen pengencangan yang dilakukan. Pada model lain, momen kekencangan yang diinginkan dapat diatur dengan cara menyetel ukuran
6 kekencangan (setting micrometer) pada tangkai kunci momen. Kunci shock dengan ukuran tertentu mengencangkan baut atau mur.
Gambar 3. Kunci momen
Agar kunci momen dapat digunakan sesuai fungsinya, pada tahap awal pengerasan sebuah baut atau mur gunakanlah kunci biasa seperti kunci ring, pas atau shock. Kunci momen hanya dipakai pada pengerasan akhir serta mengetahui besarnya momen kekencangan yang diharapkan sesuai spesifikasi kekencangan baut atau mur. Contoh penggunaan kunci momen misalnya pada penyetelan baut kepala silinder dan baut-baut pada unit differensial (pada mobil). Penyetelan momen kekencangan baut/mur yang baik dilakukan secara bertahap sampai diperoleh momen kekencangan yang sesuai.
Cara menggunakan kunci momen adalah kepala kunci momen ditahan agar kunci shock tetap pada posisi yang benar sambil menarik gagang kunci momen searah jarum jam.
Setiap kunci momemn memiliki momen maksimum (maximum torque), yang merupakan batas tertinggi kekencangan yang dapat diukur oleh kunci momen. Agar penggunaannya sesuai dengan fungsinya dan supaya alat ini tetap awet, gunakan kunci momen dengan ukuran kekencangan di bawah batas maksimum momen kekencangannya. Untuk ukuran kekencangan baut atau mur yang lebih besar, mekanik dapat menggunakan kunci momen lain dengan momen maksimum lebih besar.
7
7. Cylinder Bore Gauge
Cylinder bore gauge termasuk dalam jenis alat ukur yang menggunakan jam ukur (dial gauge). Dalam pengukuran komponen-komponen otomotif, alat ini biasanya digunakan untuk mengukur diameter silinder dan komponen lain secara teliti. Diameter daerah pengukuran yang dapat dijangkau oleh cylinder bore gauge berkisar antara 50 mm sampai dengan 300 mm.
Gambar 19. Cylinder bore gauge
Seperti terlihat pada gambar di atas konstruksi alat ini terdiri dari sebuah jam ukur dan pada ujung lain terdapar runcing pengukur
(measuring point). Adapun komponen lain adalah cincin pengganti (replacement washer) dan batang pengganti (replacement rod). Kedua
kompenen ini baik cincin pengganti maupun batang pengganti tealah memiliki spesifikasi ukuran tertentu. Oleh karana itu, kejelian dalam memilih spesifikasi ukuran kedua komponen ini sangat membantu dan mempermudah kita dalam melakukan pengukuran itu sendiri.
Contoh penggunaan cylinder bore gauge adalah dalam pengukuran diameter silinder. Langkah pertama yang harus dilakukan adalah mengukur diameter silinder dengan jangka sorong (vernier caliper) untuk
8 mengetahui ukuran dari silinder dan untuk pemilihan spesifikasi cincin pengganti dan batang pengganti. Selanjutnya, lihat angka di belakang koma jangka sorong apakah lebih besar atau lebih kecil dari 0,5 mm. Misalnya setelah dilakukan pengukuran hasil akhir pengukurannya diketahui diameter silinder adalah 52,86 mm, maka pilihan untuk batang pengganti adalah spesifikasi 50 mm, sedangkan cincin pengganti adalah 3 mm. Bila hasil pengukuran dengan jangka sorong dalam pengukuran ini adalah 52,22 mm maka alternative pilihan batang pengganti adalah ukuran 50 mm dan cincin pengganti 2 mm.
Tetapi, bila setelah pemilihan hasil pengukuran pertama dari cincin pengganti 3 mm dan batang pengganti 50 mm, maka langkah selanjutnya adalah kalibrasi cylinder bore gauge dengan menggunakan micrometer luar (outside micrometer). Caranya adalah micrometer luar diset pada ukuran 52,86 mm. Tempatkan batang pengganti dan runcing pengukur ke dalam micrometer luar tersebut dan dial gauge alat ini diset pada nol ke jarum penunjukannya.
Gambar 20. Penggunaan Cylinder bore gauge pada silinder
Seperti terlihat pada gambar di atas, cylinder bore gauge dimasukkan ke dalam silinder yang hendak di ukur, gerakkan cylinder bore gauge secara perlahan-lahan sampai diperoleh hasil angka
9 pengukuran terkecil. Misalnya diperoleh angka pengukuran terkecil 0,03 mm, hal ini berarti diameter silinder yang diukur tersebut 0,03 lebih kecil dari 52,86 mm. Dengan demikian, hasil pengukuran adalah 52,83 mm (52,86 – 0,03 mm).
8. Feeler Gauge
Feeler gauge atau lidah ukur sering dipakai untuk mengukur celah yang sulit dijangkau oleh alat ukur lainnya, misalnya celah katup, celah bantalan, celah samping ring piston, dsb. Feeler gauge sering juga disebut dengan thicknes gauge. Alat ini terdiri dari beberapa lembaran baja tipis yang memiliki presisi ukuran sampai 0,01 mm. Umumnya thicknes gauge memiliki ketebalan antara 0,03 mm sampai 1,00 mm.
Gambar 21. Feeler Gauge
Cara menggunaka feeler gauge sangat mudah, yaitu dengan menyisipkan bilah atau lembar feeler gauge ukuran tertentu di antara dua komponen yang akan diukur. Bila feeler gauge terasa mudah masuk dan keluar, hal tersebut menunjukkan bahwa ukuran celah tersebut masih belum sesuai.
Gantilah ukuran feeler gauge dengan lembaran yang berbeda hingga dirasakan ukuran adanya hambatan berupa gesekan antara lembar feeler gauge dengan sisi komponen yang diukur saat ditarik keluar. Ukuran tebal feeler gauge sama dengan besar celah di antara dua komponen tersebut.
Tiga hal penting yang harus diperhatikan dalam penggunaan busur bilah adalah:
10 1. Permukaan benda ukur dan permukaan kerja dari busur bilah harus bersih. Adanya debu atau geram dapat menyebabkan kesalahan pengukuran ataupun dapat merusakkan busur bilah. Aturlah kedudukan dari bilah utama dengan memakai kunci bilah.
2. Bidang dari busur bilah harus berimpit atau sejajar dengan bidang dari sudut yang diukur (bidang normal). Apabila kondisi ini tidak dipenuhi , maka harga sudut yang dibaca pada busur bilah mungkin lebih kecil dari sudut benda ukur.
3. Sisi kerja dari pelat dasar dan salah satu sisi dari bilah utama harus betul-betul berimpit dengan permukaan benda ukur, tidak boleh ada celah. Dikunci kemudian kita baca hasilnya.
(Diktat Kuliah Alat Bantu dan Alat Ukur Univ. Darma Persada Jakarta,2005)
11
BAB III PENUTUP
A. KESIMPULAN
Berasal dari penjelasan diatas, penuyusun dapat menarik garis besar bahwa alat ukur sangat beragam. Dan banyak sekali alat ukur yang belum dilihat secara langsung oleh para mahasiswa (terutama yang berasal dari SMA) sehingga makalah yang menjelaskan tentang banyaknya jenis alat ukur ini dipandang mampu memberikan informasi untuk mereka. Dan dengan terselesaikannya makalah ini, dapat dimanfaatkan untuk khalayak banyak agar mereka mengetahui dan lebih memahami tentang berbagai macam alat ukur yang kedepan tidak akan ada kekeliruan dalam melakukan praktikum pengukuran.
B. SARAN
1. Dalam mempelajari ilmu metrologi, lebih baik mahasiswa mempelajarinya dengan proses. Dalam artian mahasiswa mempelajari dari bab yang sederhana, kemudian merambat ke bab yang lebih khusus atau lebih luas. 2. Perlu adanya kesadaran bagi mahasiswa untuk mempelajari ilmu
pengukuran secara otodidak, kemudian saat menemui kesulitan, dapat menghubungi teman sebaya yang lebih tahu atau bisa juga kepada dosen pengampu mata kuliah metrology industry. Hal ini dikarenakan perlunya kesadaran mahasiswa untuk lebih mendalami ilmu pengukuran.
3. Perkembangan komponen industri dalam bidang permesinan pada era industrialisasi saat ini berkembang dengan pesat. Sehingga menuntut manusia (terlebih lagi mahasiswa) untuk dapat berpikir cekatan dengan pola pikir yang futuratif atau berorientasi ke depan. Pengukuran sebagai modal awal pendukung kemampuan atau keahlian, menjadikan mahasiswa harus juga mempersiapkan masadepannya agar tidak terjebak pada kesalahan kecil tentang pengukuran.
12
BAB IV
DAFTAR PUSTAKA
1. Dirjen Pendidikan Dasar dan Menengah. (2003). Alat Ukur dan Teknik Pengukuran. Yogyakarta: Depdiknas.
2. Dirjen Pendidikan Dasar dan Menengah. (2004). Penggunaa dan Pemeliharaan Alat Ukur. Yogyakarta: Depdiknas.
3. “Bab II; Alat Ukur dan Ketelitian,” online, diakses pada 21 Desember 2011, www.scribd.com.
4. “Bab V; Alat Ukur,” online, diakses pada 21 Desember 2011, www.scribd.com.
5. “Bab II; Pengukuran Conecting Rod,” online, diakses pada 21 Desember 2011, www.scribd.com.
6. “Bab II; Alat Ukur dan Ketelitian,” online, diakses pada 21 Desember 2011, www.scribd.com.
7. “I; Peralatan Kerja Bengkel,” online, diakses pada 21 Desember 2011, www.scribd.com.