17
MENGHITUNG EFEKTIVITAS MESIN KILN DENGAN
METODE OVERALL EQUIPMENT EFFECTIVENESS
DI PT XYZ
Antonius Riyan Andika Putra
1, Vera Nova L Raja
2dan Yudi Sosialisman
21
Teknik Industri – Universitas Krisnadwipayana, Jakarta
2Teknik Industri – Universitas Krisnadwipayana, Jakarta
Email :
[email protected]
ABSTRAK
Dalam meningkatkan efisiensi dan efektivitas perusahaan, PT XYZ, telah menerapkan Total Productive Maintenance. Namun dalam pelaksanaan masih belum optimal, yaitu sering terjadinya downtime pada mesin produksimya. Tujuan dari penelitian ini adalah mencari akar penyebab maslah dan memberikan usulan perbaikan. Penelitian dilakukan pada area Kiln di PT XYZ, karena area kiln merupakan area utama pembuatan semen dan memiliki downtime tinggi. Dalam perhitungannya Overall Equipment Effectiviness (OEE) mengukur efektifitas dengan mengunakan tiga sudut pandang untuk mengidentifikasi availability, performance dan quality. Hasil penelitian menunjukan bahwa nilai OEE kiln PT XYZ periode Januari-Desember 2018 yaitu 69,28 % masih dibawah standart world class yaitu 85%. Sehingga dinilai Kiln memiliki keefektifan dan performansi yang kurang. Berdasarkan analisa menggunakan diagram fishbone diketahui bahwa faktor yang mempengaruhi adalah mesin, lingkungan, manusia, metode, dan manusia.
Kata kunci: Kiln, Efektifitas mesin, Overall Equipment Effectiviness
1.
PENDAHULUAN
A. Latar Belakang Masalah
Salah satu faktor penunjang keberhasilan suatu industri manufaktur ditentukan oleh kelancaran proses produksi. Sehingga bila suatu proses produksi lancar, akan menghasilkan produk berkualitas, waktu penyelesaian pembuatan yang tepat, dan ongkos produksi yang murah. Proses tersebut tergantung dari kondisi sumber daya yang dimiliki seperti manusia, mesin ataupun saran penunjang lainya, dimana kondisi yang dimaksud adalah kondisi siap pakai untuk menjalankan operasi produksinya, baik ketelitian, kemampuan ataupun kapasitasnya. Terhentinya suatu proses produksi sering kali disebabkan adanya masalah dalam alat atau mesin produksi, misalnya mesin berhenti secara mendadak, menurunnya kecepatan produksi mesin, lamanya waktu setup dan adjustment, mesin menghasilkan produk cacat dan mesin beroperasi tetapi tidak menghasilkan produk. Hal ini akan menimbulkan kerugian pada perusahaan karena selain dapat menurunkan tingkat efisiensi dan efektivitas mesin atau peralatan mengakibatkan adanya biaya yang harus dikeluarkan akibat kerusakan mesin tersebut.
Seperti halnya manusia, kondisi mesin dan peralatan akan mengalami penurunan kemampuan dalam melaksanakan tugas seiring bertambahnya umurnya. Selain masalah umur mesin sebagai faktor internal, ada beberapa faktor eksternal yang mempengaruhi kemampuan mesin dalam bekerja.
PT XYZ adalah perusahaan semen terbesar ketiga di Indonesia. PT. XYZ berusaha dan fokus untuk mengurangi waktu berhenti (Breakdown) yang terjadi dalam proses pembuatan semen dari tiap-tiap mesin sehingga tercapai tahap maksimal dalam peningkatan kinerja mesin.
Kiln adalah mesin inti karena mesin tersebut merupakan mesin utama untuk pembuatan semen. Kiln merupakan proses dimana mereaksikan tepung baku dan terjadinya pembakaran atau clinkerisasi terjadi pada suhu 1450 oC. Hasil dari pembakaran kiln berupa clinker. Clinker yaitu bahan baku untuk pembuatan semua semen. Clinker merupakan bahan padat, yang dihasilkan dari proses pembakaran dalam kiln dan membentuk butiran-butiran, biasanya butiran tersebut berdiameter 3-25 mm. Clinker merupakan semen setengah jadi, yang dengan menambahkan kalsium sulfat (Gypsum) akan menjadi semen. Bahan bakar yang digunakan untuk proses pembakaran (klin) adalah batu bara (coal) dan alternatifuel lainnya seperti BBS, AFR, solid, rice husk dan lainnya.
18
2.
LANDASAN TEORI
A. Pengertian Efektivitas
Efektivitas berasal dari kata dasar efektif yang berarti pencapaian tujuan yang tepat dari serangkaian alternative atau pilihan cara dalam menentukan pilihan dari beberapa pilihan. Efektivitas juga bisa diartikan sebagai pengukur keberhasilan dalam pencapaian tujuan yang telah ditetapkan atau ditentukan.
B. Overall Equipment Effctiveness (OEE)
Overall Equipment Effectiveness menggambarkan mengenai performa peralatan dan kalkulasi akurat untuk mengetahui keefektifan peralatan yang digunakan. Tujuan OEE adalah untuk menganalisis berbagai input data dan memberikan rincian mengenai proses manufaktur. Pengukuran OEE didasarkan pada pengukuran Availability ratio, Performance ratio, dan Quality ratio. Nakajima (1988) menyatakan bahwa availability merupakan rasio dari operation time, dengan mengeliminasi downtime peralatan, terhadap loading time. Performance ratio adalah rasio yang menggambarkan kemampuan peralatan dalam menghasilkan produk yang merupakan hasil dari operating speed rate dan net operating rate. Operating speed rate berdasarkan perbedaan antara kecepatan ideal dan kecepatan operasi aktual. Net operating rate melakukan pengukuran suatu kecepatan dalam periode tertentu. Quality ratio adalah rasio yang menggambarkan kemampuan mesin dalam menghasilkan produk sesuai dengan spesifikasi yang telah ditetapkan.
Berikut ini penjelasan dari konsep tentang perhitungan metode dalam mencari nilai Overall Equipment Effectivenes (OEE) adalah sebagai berikut :
1. Avaibility
Avaibility ialah rasio yang menggambarkan pemanfaatan waktu yang tersedia untuk kegiatan pengoperasian mesin/peralatan, dengan memperhatikan total waktu kerusakan yang dihasilkan dari unscheduled downtime, proses set up dan kerusakan yang tidak direncanakan lainnya. Faktor.
2. Performannce
Performance adalah gambaran kemampuan dan efektivitas peralatan atau mesin. Nilai Performance sendiri dari hasil net operation time dan juga operation time.
3. Rate Of Quality Product
Rasio kualiatas produk ialah merupakan penentuan nilai rasio produk yang baik dan bermutu terhadap jumlah yang diproses dan dapat memenuhi sayarat yang telah di standarkan oleh pihak perusahaan. Hasil perhitungan OEE ialah bentuk persentase (%), pengukuran Overall Equipment Effectivenes (OEE) rumus yang digunakan yaitu: 𝑂𝑣𝑒𝑟𝑎𝑙𝑙𝐸𝑞𝑢𝑖𝑝𝑚𝑒𝑛𝑡𝐸𝑓𝑓𝑒𝑐𝑡𝑖𝑣𝑒𝑛𝑒𝑠 OEE.
3.
METODOLOGI PENELITIAN
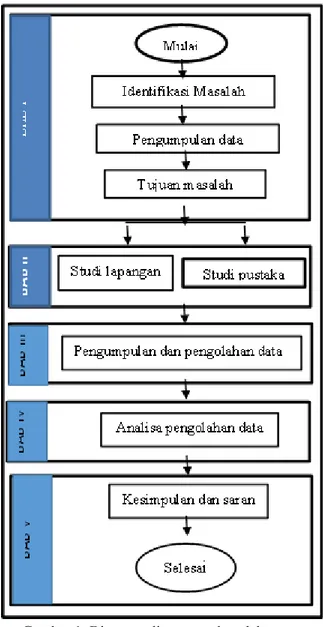
Pemecahan masalah merupakan kunci di dalam penelitian, karena dari data yang diperoleh dan analisa lebih lanjut sehingga dapat menyelesaikan masalah yang timbul. Pada penelitian tahapan-tahapan dalam menyelesaikan persoalan yang dituangkan dalam penulisan kali ini digambarkan dengan diagram alir. Adapun langkah-langkah dalam pemecahan masalah penelitian dapat dilihat seperti di bawah ini :
19
Gambar 1. Diagram aliran metode pelaksanaan
A. Uji Keseragaman Data dan Kecukupan Data
Sebelum meneliti, terlebih dahulu menguji data untuk memastikan data yang kita dapat sudah seragam dan tercukupi atau valid. Sehingga pada saat kita melakukan pengolahan data dapat terselesaikan dengan baik dan benar. Berikut ini uji keseragaman data dan uji kecukupan data :
20
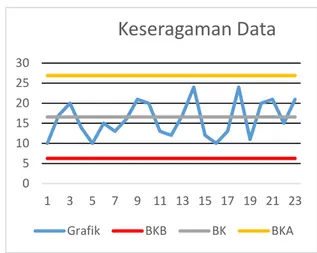
1. Uji Keseragaman Data
Yang pertama dilakukan adalah menguji keseragaman data. Berikut data sesudah uji keseragaman data. Tabel 2. Data mesin Kiln sesudah di Uji Keseragaman data
a. Perhitungan Mean
× =
Ʃ𝑥𝑖 𝑛=
10+17+20+⋯+21 24=
398
24
= 16,58
b. Perhitungan Standar Deviasi
𝜎 =
√Ʃ(× 𝑖 −×)
2Ν − 1
=√Ʃ(10 − 16,58) 2+(17 − 16,58)2+ ⋯ + (21 − 16,58)2 24 − 1= 5,16
c.
Perhitungan BKA dan BKBBKA = 𝑥 + 𝑘𝜎
= 16,58 + 2 (5,16) = 26,9
NO Kerusakan mesin X 2 1 10 100 2 17 289 3 20 400 4 14 196 5 10 100 6 15 225 7 13 169 8 16 256 9 29 841 10 21 441 11 20 400 12 13 169 13 12 144 14 17 289 15 24 576 16 12 144 17 10 100 18 13 169 19 24 576 20 11 121 21 20 400 22 21 441 23 15 225 24 21 441 Total 398 721221
BKB = 𝑥 ˗ 𝑘𝜎
= 16,58 - 2 (5,16)
=
6,26
Gambar 2.Keseraragam Data 2. Uji Kecukupan Data
Dalam uji kecukupan data ini dilakukan untuk mengetahui kecukupan data-data yang telahdiperoleh berdasarkan pengamatan. Uji kecukupan data dapat dilakukan dengan menghitung banyaknya pengamatan yang diperlakukan (N) untuk mengelolah data Yang kedua dilakukan pengujian kecukupan data, dengan nilai (k) Tingkat kepercayaan (95%) = 2, yang artinya pengukuran diperbolehkan menyimpang 5% dari rata-rata sebenernya. Jika N’ < N dianggap cukup, namun jika N’ > N data tidak cukup (kurang) dan diperlukan penambahan data.
𝑁
℩= [
𝐾 𝑆⁄ √𝑁Ʃ𝑥 2−(Ʃ𝑥) 2 ∑ 𝑥]
2𝑁
℩= [
2 0,05⁄ √24×158404−(398)2 398]
2𝑁
℩= [
40√3801698−158404 398]
2𝑁
℩= 13,85
3. Perhitungan Overall Equipment Effectiveness (OEE)
Data – data diatas kemudian diolah untuk memperoleh nilai Overall equipment Effectiveness (OEE). Perhitungan availability
a. Total available time = total jam mesin saat beroperasi setiap bulan (jam). b. Loading time = total available time – planned maintenance.
c. Operating time = loading time – downtime. d. Availability (operating rate) = operating time
Loading time X 100%
Perhitungan :
a. Total Available time bulan januari 2018
= total jam mesin saat beroperasi setiap bulan * 1 hari (jam). = 31 hari * 24 jam = 744 jam 0 5 10 15 20 25 30 1 3 5 7 9 11 13 15 17 19 21 23
Keseragaman Data
Grafik BKB BK BKA22
b. Loading time = total available time– planned maintenance. = 744 jam – 52,31 jam = 691,68 jam
c. Operating time = loading time– downtime. = 691, 68 jam – 78,45 = 613,23 jam d. Availability (operating rate)
= 𝑜𝑝𝑒𝑟𝑎𝑡𝑖𝑛𝑔 𝑡𝑖𝑚𝑒
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒 𝑋 100%
= 613,23
691,68× 100%
= 88,65
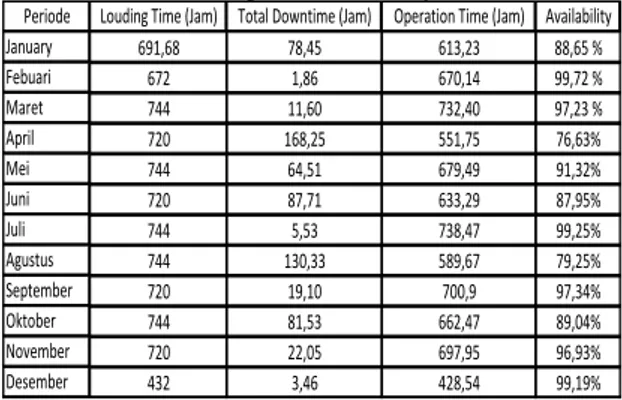
Tabel 3.Perhitungan Availability Mesin Kiln
e. Perhitungan Performance Rate Performance Rate = 𝑜𝑢𝑡 𝑝𝑢𝑡
𝑜𝑝𝑒𝑟𝑎𝑡𝑖𝑛𝑔 𝑡𝑖𝑚𝑒× 𝑖𝑑𝑒𝑎𝑙 𝑐𝑦𝑐𝑙𝑒 𝑡𝑖𝑚𝑒 × 100 %
Ideal cycle timeadalah siklus waktu proses yang diharapkan dapat dicapai dalam keadaan optimal atau tidak mengalami hambatan. Waktu optimal mesin Kiln dalam menghasilkan produk adalah 350 hari dan menghasilkan 2100 ton per hari. Sehingga perhitungan ideal cycle time jam/ton nya:
𝐼𝑑𝑒𝑎𝑙 𝑐𝑦𝑐𝑙𝑒 𝑡𝑖𝑚𝑒 = (350 × 24 ) ( 350 × 2100 ) = 0,01 𝑗𝑎𝑚 Perfomance bulan januari
18654 𝑡𝑜𝑛
613,23 jam× 0,01 𝑗𝑎𝑚 × 100% = 30,41 %
Perhitungan Performance Rate periode Januari 2018 - Desember 2018 dapat dilihat pada
Periode Louding Time (Jam) Total Downtime (Jam) Operation Time (Jam) Availability
January 691,68 78,45 613,23 88,65 % Febuari 672 1,86 670,14 99,72 % Maret 744 11,60 732,40 97,23 % April 720 168,25 551,75 76,63% Mei 744 64,51 679,49 91,32% Juni 720 87,71 633,29 87,95% Juli 744 5,53 738,47 99,25% Agustus 744 130,33 589,67 79,25% September 720 19,10 700,9 97,34% Oktober 744 81,53 662,47 89,04% November 720 22,05 697,95 96,93% Desember 432 3,46 428,54 99,19%
23
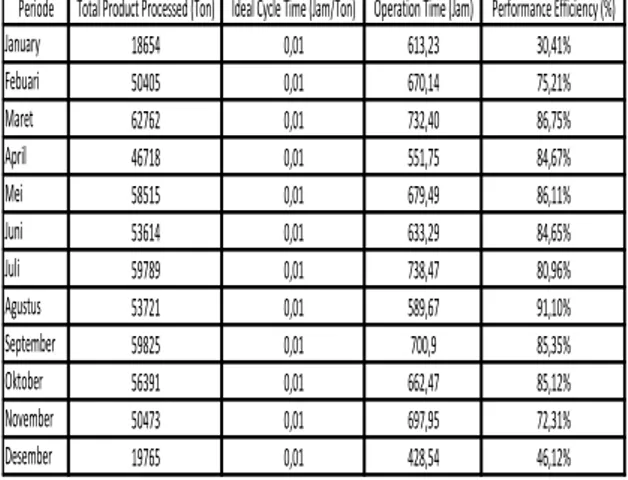
Tabel 4.Perhitungan Performance Rate Mesin Kiln
Perhitungan Quality Rate
𝑟𝑎𝑡𝑒 𝑜𝑓 𝑞𝑢𝑎𝑙𝑖𝑡𝑦 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑠 = processed amount − defect amount
Processed amount × 100% =18654−0
18654 × 100% = 100%
Perhitungan Quality Rate periode Januari 2018 – Desember 2018 dapat dilihat pada Tabel 4. Perhitungan Quality Rate Mesin Kiln
Perhitungan Overall Equipment Effectiveness
Nilai OEE akan mendeskripsikan keefektifan total dari mesin setiap bulannya. Rumus yang digunakan yaitu:
𝑂𝑣𝑒𝑟𝑎𝑙𝑙 𝐸𝑞𝑢𝑖𝑝𝑚𝑒𝑛𝑡 𝐸𝑓𝑓𝑒𝑐𝑡𝑖𝑣𝑒𝑛𝑒𝑠 OEE = availability x performance x rate of quality products x 100% 𝑂𝐸𝐸 𝑏𝑢𝑙𝑎𝑛 𝑗𝑎𝑛𝑢𝑎𝑟𝑖 = 88,65 % × 30,14 % × 100 % × 100 % = 26,95 %
Perhitungan Overall Equipment Effectiveness periode Januari 2018 - Desember 2018 dapat dilihat pada Tabel 4.
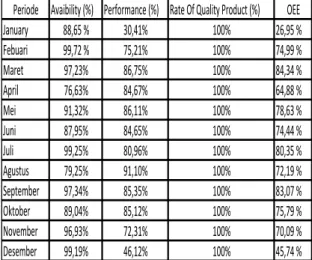
Tabel 4. Perhitungan Overall Equipment Effectiveness Mesin Kiln
Periode Total Product Processed (Ton) Ideal Cycle Time (Jam/Ton) Operation Time (Jam) Performance Efficiency (%)
January 18654 0,01 613,23 30,41% Febuari 50405 0,01 670,14 75,21% Maret 62762 0,01 732,40 86,75% April 46718 0,01 551,75 84,67% Mei 58515 0,01 679,49 86,11% Juni 53614 0,01 633,29 84,65% Juli 59789 0,01 738,47 80,96% Agustus 53721 0,01 589,67 91,10% September 59825 0,01 700,9 85,35% Oktober 56391 0,01 662,47 85,12% November 50473 0,01 697,95 72,31% Desember 19765 0,01 428,54 46,12%
Periode Total Product Procesed (Ton) Total Defect (Ton) Rate Of Quality Product (%)
January 18654 0 100% Febuari 50405 0 100% Maret 62762 0 100% April 46718 0 100% Mei 58515 0 100% Juni 53614 0 100% Juli 59789 0 100% Agustus 53721 0 100% September 59825 0 100% Oktober 56391 0 100% November 50473 0 100% Desember 19765 0 100%
24
4.
ANALISA HASIL PENGOLAHAN DATAA. Analisis perhitungan Overall Equipment Effectiveness
Analisa perhitungan Overall Equipment Effectiveness (OEE) di PT XYZ dilakukan untuk melihat tingkat efektivitas penggunaan mesin di mesin Kiln selama bulan Januari sampai Desember 2018. Pengukuran OEE ini merupakan perkalian antara Availability Ratio, Performance Efficiency dan Rate of Quality Products. 1. Selama periode Januari-Desember 2018 diperoleh nilai Overall Equipment Effectiveness (OEE) mesin Kiln
yang berkisar antara 26,95 %hingga 84,34 % Dapat disimpulkan bahwa efektivitas penggunaan mesin Kiln lebih rendah. Hal ini disebabkan oleh kerusakan yang terjadi di mesin Kiln ini lebih berat dan butuh penanganan serius dan lama, walaupun frekuensi kerusakan mesin ini lebih sedikit. Hal ini berhubungan dengan tingkat availability mesin kiln. maka dapat disimpulkan bahwa nilai rata-rata availability mesin ini yaitu berkisar antara 91,87%.
2. Nilai OEE tertinggi pada mesin Kiln terdapat pada bulan Maret 2018, yaitu sebesar 84,34 %. Hal ini disebabkan karena tingginya quality 100% dan performance efficiency 86,75%. Sedangkan nilai avibility bernilai 97,23% karena tidak ada barang sisa pada pembuatan semen di pabrik yang diteliti. Pada nilai performance efficiency mesin kiln.
B. Analisa Fishbone
Analisis penyebab rendahnya faktor-faktor dapat dianalisis menggunakan diagram sebab-akibat (fishbone) sebagai berikut :
Gambar 3. Diagram Fishbone
Berikut ini adalah beberapa faktor yang menyebabkan terjadinya Breakdown antara lain : 1. Manusia
a. Operator masih banyak yang tidak peduli terhadap mesin kiln. b. Operator yang kurang mengerti tentang mesin kiln.
2. Material
a. Material yang masuk ke dalam proses tidak sesuai dan lembab
b. Dimensi atau ukuran bentuk pada material yang tidak sesuai menyebabkan terjadinya gumpalan di mesin kiln.
Periode Avaibility (%) Performance (%) Rate Of Quality Product (%) OEE
January 88,65 % 30,41% 100% 26,95 % Febuari 99,72 % 75,21% 100% 74,99 % Maret 97,23% 86,75% 100% 84,34 % April 76,63% 84,67% 100% 64,88 % Mei 91,32% 86,11% 100% 78,63 % Juni 87,95% 84,65% 100% 74,44 % Juli 99,25% 80,96% 100% 80,35 % Agustus 79,25% 91,10% 100% 72,19 % September 97,34% 85,35% 100% 83,07 % Oktober 89,04% 85,12% 100% 75,79 % November 96,93% 72,31% 100% 70,09 % Desember 99,19% 46,12% 100% 45,74 % Hujan Peralatan Angin Kotor Mesin Manusia Pembersihan kurang Peralatan tidak Normal Komponen cepat Aus Kapasistas terlalu Besar Kurang disiplin Kurang responsif Operator lapangan Operator CCR Instrumen kurang Material
SOP Operator belum
Teratur
Lingkungan Material Menggumpal
Metode Berjalan dengan baik Material Menyumbat Inlet / ID Fan Peralatan Debu menyumbat Temperatur Kurang pengalaman Pengendalian BREAK DOWN IDLING
25
3. Metode
Operator lupa saat model produksi sudah berganti, tetapi ia tetep melakukan langkah proses kerja sama dengan model produksi sebelumnya (tidak sesuai SOP)
4. Mesin
a. Tidak dirawatnya mesin kiln pada awal shift
b. Keausan pada komponen mesin, yang menyebabkan mesin bergerak tidak teratur dan menyebabkan kerusakan mesin.
5. Lingkungan
a. Material terkena hujan.
b. Temperatur yang kurang mendukung.
V. Kesimpulan dan Saran 5.1 Kesimpulan
1. Berdasarkan analisis menggunakan fishbone diagram, faktor-faktor yang mempengaruhi dapat disimpulan sebagai berikut :
a. Manusia
• Operator masih banyak yang tidak peduli terhadap mesin kiln.
• Operator yang kurang mengerti tentang mesin kiln. b. Material
• Material yang masuk ke dalam proses tidak sesuai dan lembab
• Dimensi atau ukuran bentuk pada material yang tidak sesuai menyebabkan terjadinya gumpalan di mesin kiln.
c. Metode
Operator lupa saat model produksi sudah berganti, tetapi ia tetep melakukan langkah proses kerja sama dengan model produksi sebelumnya (tidak sesuai SOP)
d. Mesin
• Tidak dirawatnya mesin kiln pada awal shift
• Keausan pada komponen mesin, yang menyebabkan mesin bergerak tidak teratur dan menyebabkan kerusakan mesin.
e. Lingkungan
• Material terkena hujan.
• Temperatur yang kurang mendukung.
Jadi persentase breakdown kiln dari periode januari-desember 2018 sebagai berikut :
2. Berdasarkan perhitungan yang dilakukan, dapat diketahui bahwa nilai rata-rata Overall Equipment Effectiveness (OEE) pada mesin Kiln pada periode Januari-Desember 2018 yaitu 69,28 % masih dibawah standart world class yaitu 85%. Sehingga dinilai Kiln memiliki keefektifan dan performansi yang kurang.
DAFTAR PUSTAKA
Dipankar, Saha. Mahalakshmi, Syamsunder, dan Sumanta, Chakraborty. (2016). Manufacturing Performance management Using SAP OEE. New York: SBBM Finance,Inc
Fajar Kurniawan (2013). Manajemen Perawatan Industri Teknik dan Aplikasi Implementasi Total Productive Maintenance (TPM), Preventive Maintenance & Reliability Centered Maintenance (RCM)
Mukhril (2014). Total Productive Maintenance (TPM) & Total Quality Management (TQM).
Nakajima, Seiichi (1988). Introduction To Total Productive Maintenance. Cambridge, MA : Productivity Press. Purnomo, Hari (2004). Pengantar Teknik Industri, Graha Ilmu, Yogyakarta.
Periode Louding Time (Jam) Total breakdown Sebelum Sesudah
January 692 11.6 8% 1.70% Febuari 672 1.86 8% 0.30% Maret 744 78.45 9% 11.70% April 720 168.25 9% 25.00% Mei 744 64.51 9% 9.60% Juni 720 86.71 9% 12.90% Juli 744 5.53 9% 0.80% Agustus 744 130.33 9% 19.40% September 720 3.46 9% 0.50% Oktober 744 22.05 9% 3.30% November 720 81.53 9% 12.10% Desember 432 19.1 5% 2.80% Total 8,396 673.38 100% 100%
26
Atmaja Lingga Tiyas, Supriyadi Edi, Utaminingsih Sri, Analisis Efektivitas Mesin Pressing PH-1400 dengan metode Overall Equipment Efektiveness (OEE) di PT. Surya Siam Keramik, Jurnal Teknologi, ISSN : 2620-5726, Vol 1 no 1 Maret 2018,
Hermanto, Pengukuran nilai Overall Equipment Effectiveness pada divisi painting di PT. AIM. Jurnal Metris, ISSN : 1411-3287, Vol 17 (2016) : 97-106
Ida, Nursanti. Dan Yoko, Susanto. (2014). Analisis Perhitungan Overall Equipment Effectivess (OEE) Pada mesin packing untuk meningkatkan nilai avaibility mesin. Jurnal Ilmiah Teknik Industri, ISSN : 1412-6869, Vol 13 no 1 Juni 2014
Supriyadi, Ramayanti Gina, Afriansyah, Analisa Total Productive Maintenance dengan metode Overall Equipment Effectiveness dan Fuzzy Failure Mode and Effects Analysis, Jurnal Sinergi, ISSN : 1410-2331, Vol 21 no 3 Oktober 2017 : 165-172