PRAKTIKUM PEMBUATAN TRALIS
Diajukan untuk memenuhi syarat kelulusan praktikum Proses Produksi II
Disusun Oleh: Kelompok 6
Aris Saepuloh 1403007
Deden Achmad Fauzi 1403009
Fahmi Rahmawan 1403018
Hadi Sukmana 1403022
Hendi Firmansyah 1403023
Khifli Abdul Latif 1403028 Mutiara Khoirunnisa 1403036
JURUSAN TEKNIK INDUSTRI
SEKOLAH TINGGI TEKNOLOGI GARUT
2016
Cinta dan kasih sejatinya hanyalah milik Allah SWT. Dia Memberikan kepada setiap hambaNya dalam bentuk karunia iman, taqwa, dan kesehatan jasmani maupun rohani, sehingga setiap manusia dapat melakukan kegiatan dengan sebaik-baiknya. Shalawat dan salam harus selalu dipanjatkan kepada penunjuk jalan kebenaran yakni Nabi Muhammad SAW, kepada para keluarganya, para sahabatnya, tabi’in-tbi’atnya, hingga kepada setiap umatnya yang insyaAllah mengikuti sunnahnya.
Tim penulis sangat bersyukur karena dapat menyusun makalah untuk Praktikum Proses Produksi II ini. Makalah yang telah disusun oleh tim penulis, tentunya terdapat hambatan dan rintangan. Tanpa bantuan dan dukungan dari berbagai pihak, tim penulis belum tentu dapat menyelesaikan makalah ini. Tim penulis mengucapkan terimakasih kepada Bapak Budi Lukman Hakim selaku dosen, beserta para asisten dosennya yaitu Kang Rizal Nurkarim, Kang Dede Nova dan Kang Mochammad Muslim yang telah memberi banyak ilmu dalam kegiatan pembelajaran praktikum Proses Produksi.
Tim penulis menyadari, bahwa penjelasan dalam laporan ini masih banyak kekurangan, baik dari materi, penulisan, pembahasan maupun cara penyampaiannya. Maka dari itu, tim penulis mohon kritik dan sarannya yang bersifat membangun dan sangat diharapkan para pembaca dapat mengaplikasikan pembahasan pada makalah ini. Aamiin ya Allah ya Robbal’alamin.
1
Garut, Agustus 2016
Para praktikan menyatakan bahwa laporan praktikum ini merupakan tindakan yang dilakukan dengan kesadaran tanpa paksaan dengan tujuan mendapatkan suatu kebenaran ilmiah dari ilmu pengetahuan, serta para praktikan menyatakan bahwa isi laporan praktikum merupakan karya orisinal, yang terlepas dari unsur plagiarisme. Apabila di kemudian hari ditemukan unsur plagiarisme pada penulisan laporan praktikum ini, maka para praktikan bersedia untuk dicabut kelulusannya dari praktikum proses produksi ini.
Para praktikan setelah melalui masa asistensi bersama asisten dan dosen menyatakan bahwa laporan praktikum telah diperiksa seksama dan dicapai permufakatan, bahwa laporan praktikum memenuhi syarat sebagai komponen kelulusan pada praktikum proses produksi pada program studi Teknik Industri Sekolah Tinggi Teknologi Garut.
Garut, Agustus 2016
Praktikan 1,
Ketua Kelompok
Hendi Firmansyah
NPM: 1403030
Mengetahui,
Dosen Pengampu,
Dr. Budi L. Hakim , MT
KATA PENGANTAR...i
LEMBAR PENGESAHAN...ii
DAFTAR ISI...iv
DAFTAR GAMBAR...vii
DAFTAR TABEL...viii
BAB I PENDAHULUAN...1
1.1 Latar Belakang...1
1.2 Rumusan Masalah...2
1.3 Tujuan...2
1.4 Manfaat...3
1.5 Sistematika Penulisan...3
BAB II LANDASAN TEORI...5
2.1 Desain...5
2.3 Perencanaan Waktu...6
2.4 Perencanaan Biaya...7
2.5 Pengukuran...7
2.5.1 Pengertian dan Konsep Pengukuran...7
2.5.2 Meteran...8
2.5.3 Mistar...8
2.5.4 Penggoresan...9
2.5.5 Penggaris Siku...9
2.6 Kerja Bangku...9
2.7 Pemesinan...12
2.8 Pengelasan...12
2.9 Finishing...13
BAB III METODOLOGI PRAKTIKUM...15
3.2 Alat dan Bahan...15
3.3 Keterkaitan Antar Teori...16
BAB IV PEMBAHASAN & PENGUMPULAN DATA...17
4.1 Pengumpulan Data...17
4.1.1 Desain...17
4.1.2 Perencanaan Bahan...18
4.1.3 Perencanaan Waktu...18
4.1.4 Perencanaan Biaya...19
4.2 Pengolahan Data...20
4.2.1 Pengukuran...20
4.2.2 Kerja Bangku...21
4.2.3 Pemesinan...21
4.2.4 Pengelasan...22
4.3 Pembahasan...23
4.3.1 Pembahasan Bahan Produksi...23
4.3.2 Pembahasan Waktu Produksi...25
4.3.3 Pembahasan Biaya Produksi...27
BAB V PENUTUP...28
5.1 Kesimpulan...28
5.2 Saran...28
DAFTAR PUSTAKA...29
LAMPIRAN...30
Gambar 2.1 Roll Meter...8
Gambar 2.2 Mistar...8
Gambar 2.3 Penggaris Siku...9
Gambar 2.4 Kikir dan Nama Bagiannya...11
Gambar 2.5 Kikir Rata...11
Gambar 2.6 Pengelasan...12
Gambar 2.7 Mesin Gerinda Tangan...13
Gambar 4.1 Desain Tralis...17
Tabel 2.1 Pengukuran...7
Tabel 4.1 Kebutuhan Bahan Produksi...18
Tabel 4.2 Perencanaan Waktu...18
Tabel 4.3 Perencanaan Biaya...19
Tabel 4.4 Data Pengukuran...20
Tabel 4.5 Tabel Waktu Untuk Kerja Bangku...21
Tabel 4.6 Waktu untuk Pemesinan...21
Tabel 4.7 Waktu untuk Proses Pengelasan...22
Tabel 4.8 Waktu untuk Proses Finishing...22
Tabel 4.9 Kebutuhan Bahan Produksi...23
Tabel 4. Data Pengukuran...24
Tabel 4.2 Perencanaan Waktu...25
Tabel 4.2 Perencanaan Waktu...26
Tabel 4.3 Perencanaan Biaya...27
1.1 Latar Belakang
Dewasa ini, pembuatan produk dari logam sudah banyak dilakukan oleh perusahaan-perusahaan industri besar khususnya di Indonesia. Berbagai macam bahan infrastruktur jalan, bangunan, aksesoris rumah dan sebagainya tidak terlepas dengan yang namanya proses produksi. Seluruh kegiatan produksi tentunya harus memperhatikan segala aktifitas yang berhubungan dengan hal tersebut, mulai dari perencanaan waktu, bahan, biaya produksi, persiapan alat dan bahan, keselamatan dan kenyamanan kerja (K3), pengetahuan atau pengaplikasian ilmu proses produksi yang telah didapat dan sebagainya. Perencanaan waktu, bahan baku, dan biaya produksi akan membentuk para engineer berpikir secara terarah sehingga kegiatan yang dilakukan memiliki standarisasi yang jelas. Proses produksi yang dipelajari oleh mahasiswa teknik industri merupakan mata kuliah yang mempelejari proses seluruh kegiatan yang dapat menghasilkan barang, baik itu produk logam maupun non logam.
Perkembangan ilmu pengetahuan, khususnya ilmu teknik industri menuntut agar mahasiswanya mampu mengaplikasikan ilmu yang telah di dapat, sebagaimana yang telah dijelaskan di atas, yaitu mata kuliah proses produksi. Mayoritas para mahasiswa hanya menghapal ilmu yang telah didapat, tanpa memahami ilmu dan praktek langsung di lapangan/lingkungan kerja. Padahal, jika ilmu telah didapat dan langsung dipraktekkan pada kehidupan maka ilmu tersebut akan lebih bermanfaat.
Permasalahan-permasalahan di lapangan banyak sekali mengenai kesalahan kerja pada proses produksi dikarenakan kurangnya ilmu pengetahuan di dalamnya, sehingga terkadang menimbulkan kejadian-kejadian yang tidak diinginkan, seperti
kecelakaan kerja, tidak efektif dalam penggunaan waktu produksi, tidak efisien dalam penggunaan alat dan bahan yang diperlukan, kesalah dalam pembuatan produk, dan lain sebagainya. Oleh karena itu, demi menambah ilmu pengetahuan mahasiswa teknik industri khususnya proses pembuatan suatu produk, maka dilaksanakanlah praktikum proses produksi dalam pembuatan tralis dari logam, tentunya dengan menggunakan ilmu-ilmu yang telah didapat pada mata kuliah proses produksi. Seperti penggunaan K3, penggunaan mesin-mesin dan alat pengukuran dan sebagainya. Praktikum tersebut dianalisis lebih lanjut dengan adanya pembuatan “Laporan Praktikum Pembuatan Tralis” untuk memenuhi persyaratan kelulusan praktikum proses produksi.
1.2 Rumusan Masalah
Rumusan masalah yang berkaitan mengenai praktikum pembuatan trails ini adalah sebagai berikut:
1. Bagaimana cara merencanakan pembuatan produksi mengenali bahan, waktu dan biaya produksi pembuatan trails?
2. Bagaimana cara pembuatan tralis?
3. Bagaimana perencanaan bahan, waktu, dan biaya dalam pembuatan trails? 4. Mesin dan alat ukur apa saja yang digunakan?
5. Bagaimana keterkaitan teori dengan praktikum yang telah dilaksanakan?
1.3 Tujuan
1. Dapat merancang dan mengendalikan waktu, bahan dan biaya prosduksi.
2. Mengetahui cara pembuatan trails.
3. Memahami perencaan bahan, waktu, dan biaya dalam pembuatan trails.
4. Mengetahui mesin dan alat ukur apa saja yang digunakan.
5. Dapat menghubungkan antara teori dan praktikum yang telah dilaksanakan.
1.4 Manfaat
Manfaat melaksanakan praktikum proses produksi khususnya dalam pembuatan tralis adalah sebagai berikut:
1. Mahasiswa dapat menyusun perencanaan dan dapat menganalisis setiap perbedaan yang tidak sesuai dengan perencanaan.
2. Mahasiswa dapat menambah pengetahuan mengenai mata kuliah proses produksi yang dapat diaplikasikan di laboratorium permesinan.
3. Mahasiswa dapat memberi nilai tambah pada produk yang dihasilkan, sehingga dapat menghasilkan diperbanyak dan dapat bermanfaat untuk diri sendiri maupun orang lain.
5. Membangun kerja tim dalam kelompok dalam pembuatan produk.
1.5 Sistematika Penulisan
Pada penyusunan laporan praktikum ini, tim penulis membagi ke dalam empat bab, di antaranya adalah sebagai berikut:
BAB I PENDAHULUAN
1.1 Latar Belakang
1.2 Rumusan Masalah
1.3 Tujuan
1.4 Manfaat
1.5 Sistematika Penulisan
BAB II LANDASAN TEORI
2.1 Desain
2.2 Perencanaan Bahan
BAB V PENUTUP
5.1 Kesimpulan
5.2 Saran
DAFTAR PUSTAKA
BAB II
LANDASAN TEORI
2.1 Desain
Menurut Asyraf Ahmaadi (2010), desain merupakan perencanaan dalam pembuatan sebuah objek, sistem, komponen atau struktur. Kemudian, kata “desain” dapat digunakan sebagai kata benda maupun kata kerja. Dalam artian yang lebih luas, desain merupakan seni terapan dan rekayasa yang berintegrasi dengan teknologi. Desain dikenakan pada bentuk sebuah rencana, dalam hal ini dapat berupa proposal, gambar, model, maupun deskripsi. Jadi dapat dikatan, desain merupakan sebuah konsep tentang sesuatu. Desain lahir dari penerjemahan kepentingan, keperluan, data maupun jawaban atas sebuah masalah dengan metode-metode yang dianggap komprehensif, baik itu riset, brainstorming, pemikiran maupun memodifikasi desain yang sudah ada sebelumnya.
Mendesain suatu produk berbahan logam dapat menggunakan aplikasi bernama autoCAD. Terdapat ukuran tebal, tinggi, panjang, lebar dan lain-lain yang dapat dibuat untuk menghasilkan suatu produk.
2.2 Perencanaan Bahan
Perencanan bahan baku merupakan kegiatan yang dilakukan untuk merencanakan bahan apa saja yang diperlukan untuk kegiatan produksi. Untuk produksi pembuatan tralis, pagar, kanopi, tangga, dll secara umum adalah: plat baja, baja batangan, besi siku, hollow bar, stainless steel, besi beton, pipa, dll. Ada dua tipe atau spesifikasi material yang umumnya digunakan sebagai bahan baku di bengkel las; yaitu : baja konstruksi (baja karbon rendah), dan stainless steel (baja tahan karat) dengan berbagai bentuk. baja stainless steel agar dipilih yang komposisinya 18-8; artinya khrom-nya 18% dan nikel- nya 8%; kalau dalam spesifikasi teknik adalah : aisi 304, sus 304. Adapun bahan tambahan adalah material yang terkait dengan proses pengelasan namun bukan merupakan bahan baku; antara lain : kawat las, gas elpiji atau asetelin, dan oksigen. Semua bahan tersebut diatas harus disediakan stock minimal masing masing 1 dos Kawat Las, 1 Botol Oksigen, dan 1 Botol Asetelin atau LPG. Kawat Las yang disediakan umumnya 2 ukuran; yaitu besar dan keci atau 2,5 mm dan 3,2 mm, namun kawat las untuk pengelasan Stainless Steel beda lagi dengan kawat las untuk besi beton atau baja karbon/ baja konstruksi biasa.
2.3 Perencanaan Waktu
yang lama. Model perencanaan ini sangat sulit untuk diubah. Perencanaan jika dilihat berdasarkan jangka waktu berlakunya rencana, adalah sebagai berikut:
a. Rencana Jangka Panjang (long term planning) adalah perencanaan yang berlaku antara 10 s/d 25 tahunan.
b. Rencana Jangka Menengah (medium range planning) adalah perencanaan yang berlaku di antara 5 s/d 7 tahunan.
c. Rencana Jangka Pendek (short range planning) adalah perencanaan umumnya berlakunya hanya untuk sekitar 1 tahun.
2.4 Perencanaan Biaya
Perencanaan biaya adalah suatu kegiatan untuk merencanakan kebutuhan biaya untuk setiap bahan yang diganakan dalam proses produksi. Biaya untuk modal peralatan dan alat bantu serta biaya produksi setiap unit disebut biaya manufaktur dari produk. Biaya produk menentukan berapa besar laba yang dihasilkan oleh perusahaan/instansi pada volume penjualan dan harga penjualan tertentu.
2.5 Pengukuran
2.5.1 Pengertian dan Konsep Pengukuran
Metrologi adalah ilmu tentang pengukuran. Terdapat beberapa konsep pengukuran menurut standar internasional, berikut adalah tabel setiap satuannya:
Tabel 2.1 Pengukuran
Satuan Dasar
ruang radian steradian rad sr
Gambar 2.1 Roll Meter
Meteran juga dikenal sebagai pita ukur atau tape atau bisa disebut juga sebagai Roll Meter ialah alat ukur panjang yang bisa digulung, dengan panjang 25 – 50 meter. Meteran ini sering digunakan oleh tukang bangunan atau pengukur lebar jalan. Ketelitian pengukuran dengan rollmeter hingga 0,5 mm. Roll Meter ini pada umumnya dibuat dari bahan plastik atau plat besi tipis. Satuan yang dipakai dalam Roll Meter yaitu mm atau cm, feet tau inch. Pita ukur atau Roll Meter tersedia dalam ukuran panjang 10 meter, 15 meter, 30 meter sampai 50 meter. Pita ukur umumnya dibagi pada interval 5 mm atau 10 mm.
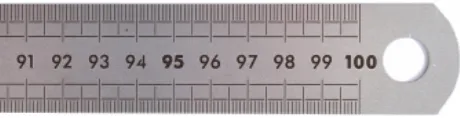
2.5.3 Mistar
Gambar 2.2 Mistar
Mistar atau penggaris adalah alat ukur panjang yang sering digunakan. Alat ukur ini memiliki skala terkecil 1 mm atau 0,1 cm. Mistar memiliki ketelitian pengukuran setengah dari skala terkecilnya yaitu 0,5 mm. Pada saat melakukan pengukuran dengan mistar, arah pandangan harus tegak lurus dengan dengan skala pada mistar dan benda yang diukur. Jika tidak tegak lurus maka akan menyebabkan kesalahan dalam pengukurannya, bisa lebih besar atau lebih kecil dari ukuran aslinya.
2.5.4 Penggoresan
a. Penggores tangan sedukan.
b. Penggores dengan satu ujung bengkok.
c. Penggores dengan satu ujung dirobah.
2.5.5 Penggaris Siku
Gambar 2.3 Penggaris Siku
Penggaris siku merupakan tolak ukur pertama terhadap hasil kerja tukang kayu dalam hubungannya dengan perakitan, kestabilan konstruksi dan ketepatan sudut pemotongan. Oleh karena itulah apabila anda sedang merencanakan untuk membeli alat bantu ini, sebaiknya sediakan anggaran biaya yang sedikit lebih besar untuk membeli penggaris siku yang berkualitas.
2.6 Kerja Bangku
pekerjaandengan baik sesuai dengan peraturan dan tata cara pengerjaan praktek kerja bangku. Bangku kerja adalah bangku atau meja tempat di mana benda kerja dikerjakan sekaligus merupakan wadah bagi peralatan kerja bangku. Pada kerja bangku kita menggunakan beberapa peralatan seperti, ragum, kikir, (kasar, halus), mistar ingsut, siku dan gergaji.
a. Ragum
Ragum berfungsi untuk menjepit benda kerja secara kuat dan benar, artinya penjepitan oleh ragum tidak boleh merusak benda kerja. Dengan demikian ragum harus lebih kuat dari benda kerja yang dijepitnya. Untuk menghasilkan penjepitan yang kuat maka pada mulut ragum/rahangnya dipasangkan baja berigi sehingga benda kerja dapat dijepit dengan kuat. Rahang-rahang ragum digerakkan oleh batang ulir yang dipasangkan pada rumah ulir. Apabila batang ulir digerakkan/diputar searah jarum jam, maka rahang ragum akan menutup,tetapi bila diputar berlawanan dengan arah jarum jam maka rahang ragum akan membuka.
Hal-hal yang perlu diperhatikan atau yang perlu dipedomani dalam penjepitan benda kerja pada ragum adalah sebagai berikut:
1) Gunakan pelapis rahang ragum untuk mencegah benda kerja agar tidak rusak permukaannya.
3) Untuk penjepitan benda kerja yang berlubang seperti pipa yang tipis digunakan bahan tambahan lain yang dimasukkan ke dalam pipa, sehingga pipa yang dijepit tidak akan mengalami kerusakan/berubah bentuk.
4) Untuk penjepitan benda kerja yang tipis (pelat tipis) gunakan landasan dari kayu. Landasan tersebut dijepit pada rahang ragum.
b. Gergaji
Mesin gergaji adalah suatu mesin yang sangat sederhana dan banyak digunakan untuk memotong logam atau non logam. Gergaji merupakan alat perkakas yang berguna untuk memotong benda kerja. Mesin gergaji merupakan mesin pertama yang menentukan proses lebih lanjut. Dapat dimaklumi bahwa mesin ini memiliki kepadatan operasi yang relatif tinggi pada bagian produksi. Gergaji tangan biasa digunakan untuk pekerjaan-pekerjaan yang sederhana dalam jumlah produksi yang rendah.
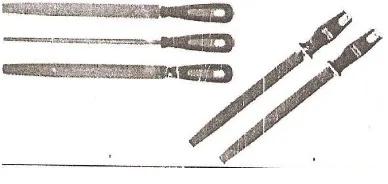
Gambar 2.4 Kikir dan Nama Bagiannya
Dengan semakin kompleknya bentuk benda kerja, maka peralatan untuk membuatnya juga semakin banyak di buat. Dalam bengkel kerja bangku, kita mengenal beberapa macam kikir, di mana masing kikir tersebut mempunyai kegunaan masing-masing.Macam-macam kikir adalah sebagai berikut:
1) Kikir Rata
Kikir rata berfungsi untuk meratakan benda kerja, dan umumnya bentuknya tebal dan agak lebar.
Gambar 2.5 Kikir Rata
2) Kikir Instrumen
Disebut kikir instrumen karena bentuk kikir ini sangat kecil di bandingkan dengan ukuran kikir pada umumnya dan karena pemakaiannya untuk pengikiran benda kerja yang kecil atau instrumen dari suatu peralatan.
dan pisau. Gigi-gigi pemotongnya juga sama dengan kikir pada umumnya yaitu bergigi tunggal dan bergigi ganda.
2.7 Pemesinan
Proses permesinan (Machining process) merupakan proses pembentukan suatu produk dengan pemotongan dan menggunakan mesin perkakas. Umumnya, benda kerja yang di gunakan berasal dari proses sebelumnya, seperti proses penuangan (Casting) dan proses pembentukan (Metal Forging). Proses permesinan ini berdasarkan bentuk alat potong dapat di bagi menjadi 2 tipe, yaitu :
a. Bermata potong tunggal (single point cutting tools)
b. Bermata potong jamak (multiple points cuttings tools)
Secara umum, gerakan pahat pada proses permesinan terdapat 2 tipe yaitu : gerak makan (feeding movement) dan gerak potong (cutting movements). Sehingga berdasarkan proses gerak potong dan gerak makannya, proses permesinan dapat di bagi menjadi beberapa tipe, antara lain :
a. Proses Bubut (Turning)
b. Proses Sekrap (Planning, Shaping)
c. Proses Freis (Milling)
e. Proses Bor (Boring)
f. Proses Kikir (Filling)
g. Proses Gergaji atau parut (Sawing, Broaching)
2.8 Pengelasan
Gambar 2.6 Pengelasan
2.9 Finishing
Finishing adalah proses terakhir dalam suatu proses produksi, terdapat beberapa proses finishing di antaranya adalah sebagai berikut:
a. Penghalusan
Penghalusan adalah proses menghaluskan permukaan logam yang tidak rata. Adapun proses penghalusan dapat menggunakan peralatan sebagai berikut:
Gambar 2.7 Mesin Gerinda Tangan
Mesin gerinda tangan merupakan mesin yang berfungsi untuk menggerinda benda kerja. Awalnya mesin gerinda hanya ditujukan untuk benda kerja berupa logam yang keras seperti besi dan stainless steel. Menggerinda dapat bertujuan untuk mengasah benda kerja seperti pisau dan pahat, atau dapat juga bertujuan untuk membentuk benda kerja seperti merapikan hasil pemotongan, merapikan hasil las, membentuk lengkungan pada benda kerja yang bersudut, menyiapkan permukaan benda kerja untuk dilas, dan lain-lain.
b. Pendempulan
kapur.Pendempulan bertujuan untuk mendasari pengecatan, maeratakan dan menghaluskan bidang kerja serta menambal bidang kerja yang tergores atau penyok.
c. Pengecatan
BAB III
METODOLOGI PRAKTIKUM
3.1 Metodologi
Metodologi praktikum untuk pembuatan tralis adalah dengan menyiapkan alat dan bahannya terlebih dahulu. Bahan seperti plat besi dan besi padat kecil harus diukur sesuai ukuran pada desain yang telah dibuat. Kemudian dipotong menggunakan cara manual menggunakan gergaji besi atau menggunakan gerinda potong. Plat besi dan besi padat kecil yang telah dipotong tersebut disatukan dengan mesin las, membentuk desain tralis yang telah direncakan. Setelah besi-besi tersebut terpasang dan membentuk desain, maka tralis tersebut digerinda untuk menghaluskan permukaan yang telah dilas. Lalu, bagian sudut-sudut tralis yang dilas tersebut diberi dempul. Tunggu hingga dempul itu mengering. Kemudian lubangi tepi tralis menggunakan mesin bor. Amplas seluruh permukaan tralis agar halus. Lalu, bersihkan tralis menggunakan kuas bersih atau lap kering untuk memudahkan dalam melakukan finishing. Kemudian tralis diberi cat dasar dan cat luar.
8. Mesin bor
Keterkaitan antar teori dengan praktikum pembuatan trails besi adalah sebagai berikut:
2.
Teori mengenai permesinan, khususnya mengenai mesin gerinda tangan, gerinda meja, gerinda duduk dan mesin las dapat dipraktekkan pada proses pembuatan trails besi, karena mesin-mesin tersebut sangat diperlukan untuk menghasilkan produk trails.BAB IV
PEMBAHASAN & PENGUMPULAN DATA
4.1 Pengumpulan Data 4.1.1 Desain
Gambar 4.1 Desain Tralis
4.1.2 Perencanaan Bahan
Kebutuhan bahan baku untuk setiap kerangka besi yang digunakan adalah sebagai berikut:
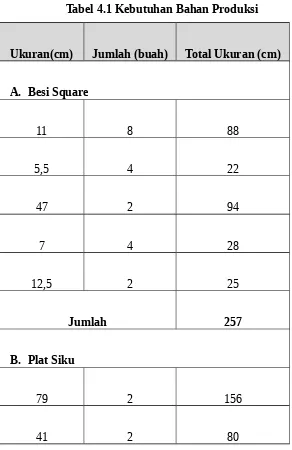
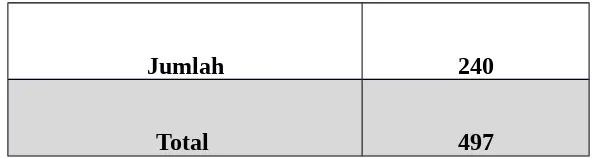
Tabel 4.1 Kebutuhan Bahan Produksi
Ukuran(cm) Jumlah (buah) Total Ukuran (cm)
A. Besi Square
11 8 88
5,5 4 22
47 2 94
7 4 28
12,5 2 25
Jumlah 257
B. Plat Siku
79 2 156
Jumlah 240
Total 497
4.1.3 Perencanaan Waktu
Tabel 4.2 Perencanaan Waktu
Kegiatan Keterangan
Satuan Waktu
(detik)
Waktu (detik)
Pengukuran plat saku, plat sudut, &
besi square 28 buah 30 840
Pemotongan plat siku 4 buah 60 240
Pemotongan plat siku sudut 45o 4 buah 60 360
Pemotongan besi square 20 buah 40 800
Champer besi square (gerinda berdiri) 20 buah 50 1000
Pengeboran 16 lubang 30 480
Kegiatan Keterangan
Satuan Waktu
(detik)
Waktu (detik)
Mengelas figura tralis (sudut plat siku) 4 sudut 35 140
Mengelas setiap besi square
Seluruh kerangka disatukan
- 1200
Penggerindaan Tralis yang sudah jadi
(gerinda tangan) - - 2400
Hamplas - - 1800
Memberi menie/cat dasar - - 1800
Menjemur tralis agar cat dasar kering - - 7200
Menghamplas kembali agar meni
halus - - 2100
Membersihkan dengan kuas - - 600
Mengecat dengan cat berwarna hitam - - 1800
Menjemur - - 9000
Total detik 32720
Total jam 9 jam
4.1.4 Perencanaan Biaya
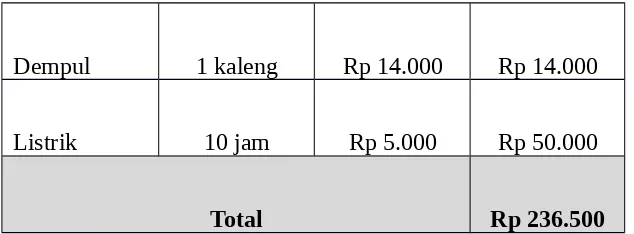
Rancangan biaya dalam pembuatan tralis adalah sebagai berikut: Tabel 4.3 Perencanaan Biaya
Nama
Barang Kebutuhan SatuanHarga Harga Total
Plat Siku 2 meter Rp 7.000 Rp 14.000
Besi Square 5 meter Rp 10.000 Rp 50.000
Amplas 1 gulung Rp 10.000 Rp 10.000 Tabel 4.3 Lanjutan
Nama
Barang Kebutuhan SatuanHarga Harga Total
Tinner 1 kaleng Rp 20.000 Rp 20.000
Menie 1 kaleng Rp 28.500 Rp 28.500
Dempul 1 kaleng Rp 14.000 Rp 14.000
Listrik 10 jam Rp 5.000 Rp 50.000
Total Rp 236.500
4.2 Pengolahan Data 4.2.1 Pengukuran
Pengukuran merupakan kegiatan yang dilakukan untuk menentukan panjang, tinggi, lebar atau ketebalan suatu benda menggunakan suatu satuan ukuran berupa centimeter, meter dan sebagainya. Pada praktikum pembuatan tralis, pengukuran yang dilakukan menggunakan roll meter, mistar panjang dan mistar siku. Data yang diperoleh dari desain menggunakan ukuran sebagai
Besi Square 11 8 88 270
Besi Square 46,5 2 93 65
Besi Square 6,3 4 25,2 160
Besi Square 11,9 2 23,8 125
Jumlah - 20 488 cm 900 detik
4.2.2 Kerja Bangku
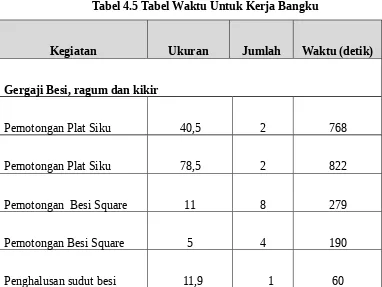
Kerja bangku merupakan pekerjaan yang dilakukan menggunakan tangan di atas bangku kerja, di antaranya menggunakan ragum sebagai alat cekam besi, gergaji besi untuk memotong besi dan kikir untuk menghaluskan besi. Pengolahan datanya disajikan pada data berikut:
Tabel 4.5 Tabel Waktu Untuk Kerja Bangku
Kegiatan Ukuran Jumlah Waktu (detik)
Gergaji Besi, ragum dan kikir
Pemotongan Plat Siku 40,5 2 768
Pemotongan Plat Siku 78,5 2 822
Pemotongan Besi Square 11 8 279
Pemotongan Besi Square 5 4 190
square menggunakan kikir
Total - 20 buah 2119 detik
4.2.3 Pemesinan
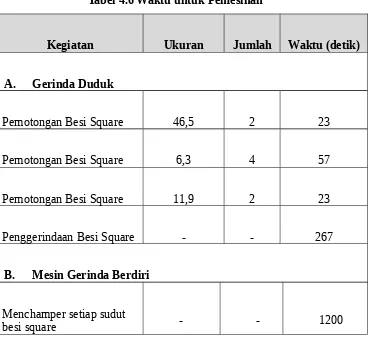
Pemesinan merupakan kegiatan yang menggunakan mesin secara otomatis, biasanya menggunakan listrik, rincian datanya adalah sebagai berikut:
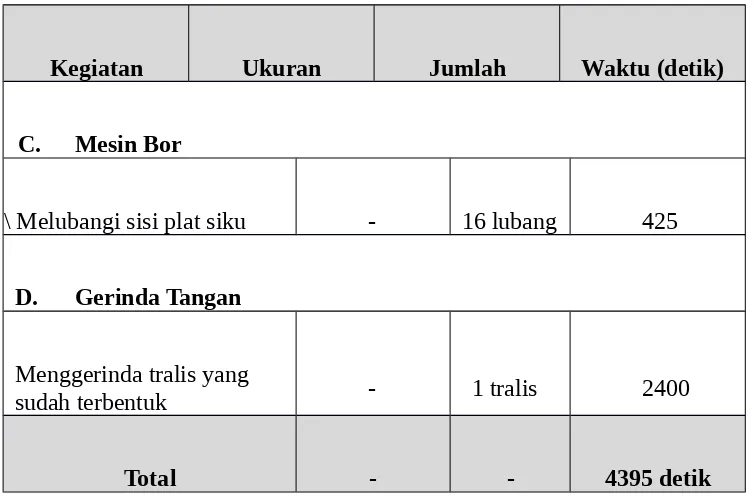
Tabel 4.6 Waktu untuk Pemesinan
Kegiatan Ukuran Jumlah Waktu (detik)
A. Gerinda Duduk
Pemotongan Besi Square 46,5 2 23
Pemotongan Besi Square 6,3 4 57
Pemotongan Besi Square 11,9 2 23
Penggerindaan Besi Square - - 267
B. Mesin Gerinda Berdiri
Menchamper setiap sudut
besi square - - 1200
Kegiatan Ukuran Jumlah Waktu (detik)
C. Mesin Bor
\ Melubangi sisi plat siku - 16 lubang 425
D. Gerinda Tangan
Menggerinda tralis yang
sudah terbentuk - 1 tralis 2400
Total - - 4395 detik
4.2.4 Pengelasan
Pengelasan adalah salah salah satu teknik penyambungan logam dengan cara mencairkan sebagian logam induk dan logam pengisi. Pengelasan hanya terdapat dua bagian secara umum dalam pembuatan tralis ini, yaitu penyatuan logam untuk figura (plat siku) dan mengelas tiap kerangka besi square. Data waktu yang sesuai dengan praktikum adalah sebagai berikut:
Tabel 4.7 Waktu untuk Proses Pengelasan
Kegiatan Ukuran Jumlah Waktu (detik)
Mengelas figura - 4 sisi 167
Mengelas kerangka besi
square - - 1540
4.2.5 Finishing
Tabel 4.8 Waktu untuk Proses Finishing
Kegiatan Waktu (detik)
Menghamplas tralis 2820
Memberi menie/cat dasar 1785
Menjemur tralis agar cat dasar kering 8400
Menghamplas kembali agar meni
halus 2000
Tabel 4.8 Lanjutan
Kegiatan Waktu (detik)
Membersihkan dengan kuas 180
Mengecat dengan cat berwarna hitam 1700
Menjemur 8100
Pemeriksaan seluruh kegiatan 960
4.3 Pembahasan
4.3.1 Pembahasan Bahan Produksi
Berikut tabel perencanaan bahan produksi:
Tabel 4.9 Kebutuhan Bahan Produksi
Ukuran(cm) Jumlah (buah) Total Ukuran (cm)
A. Besi Square
11 8 88
5,5 4 22
47 2 94
7 4 28
12,5 2 25
Jumlah 257 cm
B. Plat Siku
79 2 156
41 2 80
Sedangkan untuk hasil pelaksanaan pada praktikum pembuatan bahan tralis adalah sebagai berikut:
Tabel 4. Data Pengukuran
Nama
Komponen Ukuran (cm)
Jumlah
Kompone n
Jumlah Ukuran (cm)
Plat Siku 40,5 2 81
Plat Siku 78,5 2 157
Jumlah - 20 238 cm
Besi Square 11 8 88
Besi Square 5 4 20
Besi Square 46,5 2 93
Besi Square 11,9 2 23,8
Jumlah - 20 250 cm
Berdasarkan kedua tabel di atas, maka dapat disimpulkan bahwa terdapat perbedaan antara perencenaan waktu dengan hasil di laboratorium, dengan hasil bahwa perencanaan membutuhkan panjang plat besi sebesar 240 cm, sedangkan pada kenyataannya dibutuhkan hanya 238 cm. Maka terdapat sisa produksi sekitar 2 cm. Untuk kebutuhan besi square pada perencanaan dianggarkan 257cm, sedangkan pada kenyataannya hanya membutuhkan 250 cm. Maka terdapat sisa 7 cm.
Dilihat dari perbedaan tersebut dapat disebabkan karena adanya perencanaan optimum mengenai maksimasi produksi dan minimasi, sehingga mencapai keadaan yang efektif. Perbedaan yang terjadi tidak memiliki selisih yang terlalu jauh, maka biaya produksi dapat dikatakan aman, karena tidak terlalu membuang banyak bahan.
4.3.2 Pembahasan Waktu Produksi
Tabel 4.2 Perencanaan Waktu
Pengukuran plat saku, plat sudut, &
besi square 28 buah 30 840
Pemotongan plat siku 4 buah 60 240
Pemotongan plat siku sudut 45o 4 buah 60 360
Pemotongan besi square 20 buah 40 800
Champer besi square (gerinda berdiri) 20 buah 50 1000
Pengeboran 16 lubang 30 480
Mengelas figura tralis (sudut plat siku) 4 sudut 35 140
Mengelas setiap besi square
Seluruh kerangka disatukan
- 1200
Penggerindaan Tralis yang sudah jadi
(gerinda tangan) - - 2400
Memberi menie/cat dasar - - 1800
Menjemur tralis agar cat dasar kering - - 7200
Menghamplas kembali agar meni
halus - - 2100
Membersihkan dengan kuas - - 600
Mengecat dengan cat berwarna hitam - - 1800
Menjemur - - 9000
Pemeriksaan seluruh kegiatan - - 960
Total detik 32720 detik = 9 jam 5 menit 20 detik
Sedangkan untuk hasil pelaksanaan pada praktikum pembuatan bahan tralis adalah sebagai berikut:
Tabel 4.2 Perencanaan Waktu
Kegiatan Waktu (detik)
Pengukuran 900
Kerja Bangku 2119
Pemesinan 4395
Finishing 25945
Total 35066 detik = 9 jam 44 menit 26 detik
Berdasarkan kedua tabel di atas, maka dapat disimpulkan bahwa terdapat perbedaan antara perencenaan waktu dengan hasil di laboratorium, dengan hasil bahwa perencanaan membutuhkan waktu keseluruhan proses produksi sebesar 32720 atau sekitar 9 jam 5 menit 20 detik, sedangkan pada kenyataannya dibutuhkan 35066 detik atau sekitar 9 jam 44 menit 26 detik. Maka terdapat selisih waktu produksi yaitu sebesar 39 menit 6 detik.
4.3.3 Pembahasan Biaya Produksi
Plat Siku 2 meter Rp 7.000 Rp 14.000
Besi Square 5 meter Rp 10.000 Rp 50.000
Amplas 1 gulung Rp 10.000 Rp 10.000
Tinner 1 kaleng Rp 20.000 Rp 20.000
Menie 1 kaleng Rp 28.500 Rp 28.500
Cat 1 kaleng Rp 50.000 Rp 50.000
Dempul 1 kaleng Rp 14.000 Rp 14.000
Listrik 10 jam Rp 5.000 Rp 50.000
Total Rp 236.500
BAB V
PENUTUP
5.1 Kesimpulan
Proses produksi adalah kegiatan yang mengkombinasikan factor-faktor produksi (man, money, material, method) yang ada untuk menghasilkan suatu produk, baik berupa barang atau jasa yang dapat diambil nilai lebihnya atau manfaatnya oleh pengguna. Dalam kegiatan proses produksi harus memperhatikan komponen-komponen keselematan dan kesehatan kerja (K3), K3 adalah semua ilmu dan penerapannya untuk mencegah terjadinya kecelakaan kerja, penyakit akibat kerja (PAK), kebakaran, peledakan dan pencemaran lingkungan. Terdapat pula perencanaan waktu yang harus dipersiapkan secara matang, di antaranya adalah persiapan waktu, bahan dan biaya. Perencanaan ini akan memudahkan pekerjaan para praktikan. Hasil akhir dari praktik di lapangan yang sesuai dengan perencanaan, maka perencanaan tersebut dikatakan bagus atau sesuai, jika tidak sesuai maka harus ada yang dievaluasi agar dapat diperbaiki pada kegiatan selanjutnya.
5.2 Saran
DAFTAR PUSTAKA
Sufiana. Firman. 2013. http://firman-sufiana.blogspot.co.id/2013/01/autocad.html. Diakses 28 Agustus 2016.