ii
ABSTRAK
Pengerasan permukaan dengan menggunakan listrik banyak digunakan, hal ini dikarenakan prosesnya tiak terlalu rumit dan juga banyak keuntungannya. Proses pelapisan logam dengan bantuan listrik ini bertujuan untuk melindungi bahan yang dilapisi dengan memperbaiki mutu dan sifat permukaan benda kerja dengan melapiskan logam lain pada logam yang diperbaiki mutunya.
Sifat-sifat yang penting dari khrom adalah kekerasannya, daya lekat, dan daya tahan korosi. Pada khrom keras ini untuk mendapatkan hasil yang baik diantaranya kekerasan dan tebal permukaan yang tinggi diperlukan pengaturan variabel-variabel yang ada yaitu kuat arus, temperatur, dan waktu proses yang tepat.
Dengan teknologi lapis khrom dapat meningkatkan ketebalan permukaan dan kekerasan permukaan benda kerja. Untuk mengetahui bagaimana pengaruh kondisi proses lapis khrom keras terhadap tebal pelapisan dan kekerasan permukaan, maka perlu dilakukan percobaan dan penelitian.
Setelah dilakukan penelitian tentang kekerasan dan ketebalan baja khrom (Baja ST 60) dengan temperatur yang berbeda. Dapat diambil kesimpulan bahwa titik yang menunjukkan angka kekerasan yang paling tinggi berada pada suhu 60OC dengan 46,3 HRB, begitu juga dengan ketebalan berada pada suhu 60OC dengan ketebalan 5,15 mm.
iii DAFTAR ISI
LEMBAR PENGESAHAN ... i
ABSTRAK ... ii
DAFTAR ISI ... iii
DAFTAR TABEL ... vi
DAFTAR GAMBAR ... vii
BAB I PENDAHULUAN ... 1
1.1. Latar Belakang Masalah ... 1
1.2. Rumusan Masalah ... 2
1.3. Batasan Masalah ... 2
1.4. Tujuan Penelitian ... 3
1.5. Metode Penelitian ... 3
BAB II TINJAUAN PUSTAKA . ... 4
2.1. Baja ... 4
2.1.1. Klasifikasi baja ... 4
2.1.2. Sifat-sifat mekanis baja ... 5
2.1.3. Susunan kimia baja ... 5
2.1.4. Sifat dan penggunaan baja ... 5
2.2. Besi Tuang, Jenis dan Penggunaannya ... 6
2.3. Proses Pelapisan Khrom ... 8
iv
2.3.2. Daya tahan oksidasi dan perubahan warna ... 12
2.3.3. Daya tahan terhadap bahan kimia ... 12
2.3.4. Koefisien gesek ... 12
2.4. Proses Kimia Pelapisan ... 13
2.4.1. Anoda yang dipakai ... 16
2.5. Uji Kekerasan ... 17
2.5.1. Brinnel ... 17
2.5.2. Rockwell ... 18
2.5.3. Vickers ... 18
2.5.4. Kekerasan Mayer ... 19
2.5.5. Microhardness test ... 20
2.6. Korosi dan Pencegahannya ... 21
2.6.1 Pencegahan korosi ... 21
2.6.2. Mekanisme dan bentuk-bentuk macam korosi ... 24
2.6.3. Faktor-faktor yang mempengaruhi korosi ... 28
BAB III METODOLOGI PENELITIAN ... 30
3.1. Persiapan Percobaan ... 30
3.2. Proses Pelapisan Khrom Keras ... 33
3.3. Diagram Alir Penelitian ... 35
BAB IV ANALISA DATA DAN PEMBAHASAN ... 36
4.1. Data Penelitian ... 36
4.1.1. Ketebalan pelat baja ST 60 setelah dilapisi khrom ... 36
v
4.2. Pembahasan ... 38
4.2.1. Analisa ketebalan lapisan khrom ... 38
4.2.2. Analisa kekerasan lapisan khrom ... 39
BAB V KESIMPULAN DAN SARAN ... 40
5.1. Kesimpulan ... 40
vi
DAFTAR TABEL
Tabel 4.1. Hasil perhitungan kadar air pasir silika ... 37
Tabel 4.2. Data hasil kekuatan tekan pasir silika ... 39
Tabel 4.3. Data hasil kekuatan tekan pasir sungai ... 43
1
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Melihat betapa besar penggunaan logam dalam era sekarang ini, maka diperlukan suatu proses yang berguna untuk melindungi pada permukaan, yaitu dengan cara proses pelapisan khrom keras. Pada proses pelapisan khrom keras lebih banyak berkaitan dengan kebutuhan rutin dari suatu komponen yang perlu diperbaiki disebabkan oleh keausan dan juga sering mengalami gesekan terus-menerus dalam fungsi kerjanya, sehingga akan cepat mengalami keausan.
Sejak dimulai rencana pembangunan di Indonesia, berbagai macam industri seperti industri mesin, perakitan kendaraan bermotor serta barang-barang logam yang lain telah berkembang dengan pesat. Sebagai contoh, diperlukannya industri pelapisan khrom keras yang menghasilkan lapisan yang mempunyai sifat teknik yang khusus, disamping juga memiliki sifat-sifat teknis seperti hasil lapis listrik pada umumnya. Jenis lapis khrom keras ini banyak digunakan antara lain untuk peralatan industri, misal komponen mesin pabrik kertas, kalender, pin dan sebagainya. Sedangkan komponen kendaraan bermotor yang perlu mendapat lapis khrom antara lain adalah ring piston, shock absorber, silinder liner dan lain-lain.
2 Hilangnya sebagaian logam ini mengakibatkan pula kerugian lain yang lebih besar, antara lain:
- Hasil reaksi korosi yang menempel di permukaan logam sering mengakibatkan penampilan yang kurang sedap dipandang.
- Kerusakan pada suatu bagian peralatan sering kali dapat menghentikan suatu proses produksi.
- Hasil reaksi korosi mungkin juga akan membuat pencemaran pada suatu produk, misal pada makanan dan minuman.
Melihat kerugian kerugian yang mungkin ditimbulkan oleh korosi ini maka berbagai usaha dilakukan untuk dapat mencegah korosi, atau setidaknya mengantisipasi akibat yang ditimbulkan korosi dengan cara melapisi logam atau pengekhroman baik dengan cara pelapisan khrom dekoratif maupun pelapisan khrom keras.
1.2 Rumusan Masalah
Apakah pengekhroman yang dilakukan dengan kuat arus yang sama dan variasi temperatur yang berbeda akan mempengaruhi ketebalan dan kekerasan pada spesimen atau bahan setelah dilakukan proses pelapisan logam atau pengekhroman.
1.3 Batasan Masalah
Agar pembahasan lebih terfokus, maka pada penelitian ini digunakan batasan-batasan masalah berikut:
1. Bahan dasar yang dipakai baja ST 60.
3 3. Variasi temperatur adalah 50C, 55C, 60C, 65C.
4. Tidak memberikan keterangan tentang masalah biaya.
5. Hanya melakukuan pengujian ketebalan dan pengujian kekerasan dalam temperatur yang berbeda.
1.4 Tujuan Penelitian
Adapun tujuan penelitian ini adalah:
1. Dapat mengetahui ketebalan dan kekerasan baja ST 60 yang dikhrom dengan variasi temperatur yang berbeda.
2. Dapat mengetahui pengaruh varisi temperatur yang digunakan pada proses pengekhroman ini terhadap baja ST 60.
1.5 Metode Penelitian
Dalam penelitian ini digunakan beberapa metode pengumpulan data antara lain:
1. Data Primer
Dalam pengambilan data ini penulis mengambil dari data hasil percobaan dan mengadakan penelitian dilaboratorium BLK (Balai Latihan Kerja) Surabaya.
2. Data Sekunder
4 BAB II
TINJAUAN PUSTAKA
2.1 Baja
Baja merupakan logam yang paling banyak digunakan manusia untuk berbagai keperluan. Bahan ini telah banyak sumbangannya terhadap perkembangan budaya manusia. Adapun beberpa hal yang dapat membuat logam ini banyak digunakan oleh manusia, antara lain:
a. Jumlahnya yang cukup melimpah
b. Mempunyai sifat mekanik (kekuatan, keuletan) yang memadai.
c. Mudah dikerjakan baik dengan forming maupun dengan machining. d. Harganya relatif murah.
Baja tidak digunakan dalam keadaan murni, tetapi sebagai paduan, terutama dengan karbon dikenal dengan baja dan besi tuang, dan ada yang mengelompokkan menurut kekuatan tariknya yang dikenal dengan ST37, ST42, ST50, ST60 dan seterusnya. Adapun yang mengelompokkan menurut komposisi kimianya dikelompokan menjadi baja karbon rendah, baja karbon menengah, baja karbon tinggi, baja paduan rendah, baja paduan tinggi. Dan juga dikelompokkan menurut strukturnya yaitu baja hypoeutektoid, baja eutektoid, dan baja hipereutektoid.
2.1.1 Klasifikasi baja
5 besar sehingga akan merubah sifatnya, ini dinamakan baja panduan (alloy steel). Sifat baja banyak ditentukan oleh kadar karbonnya, disamping juga unsur panduannya (jenis dan jumlahnya).
2.1.2 Sifat-sifat mekanis baja
Diberi symbol Fe, dapat dikuti dengan bilangan yang menunjukan kekuatan tarik minimum (N/mm2). Fe 360 (baja dengan kekuatan tarik minimal 360 N/mm2), Fe E 230 (baja dengan batas lumer minimal sebesar 230 N/mm2). Symbol Fe diikuti huruf lambang penerapannya, Fe B = Baja cocok untuk pemakaian dalam beton bertulang, Fe G = Baja Tuang (Fe G 440 N/mm2). DIN jerman: symbol St (Stahl) diikuti bilangan yang menunjukan kakuatan tarik minimum (kgf/mm2), St 37 (baja dengan kekautan tarik minimal sebesar 37 kgf/mm2).
2.1.3 Susunan kimia baja
Baja selain mengandung besi, hanya karbon yang memegang peranan penting dinyatakan dengan huruf C diikuti oleh kadar karbon (%) x 100, symbol C dapat didahului angka kualitas 1,2,3. Angka 3 merupakan kualitas terbaik. 3 C 23 = adalah baja karbon dengan kadar karbon 0,23% dari kualitas 3. Baja karbon rendah (0,1-0,3% C), Baja karbon menengah (0,4-0,6% C), Baja karbon tinggi (0,7-1,5% C).
2.1.4 Sifat dan penggunaan baja
6 dengan sedikit unsur lain, hal ini dinamakan baja karbon (plain carbon steel). Bila baja ini juga mengandung unsur lain dalam jumlah yang cukup besar sehingga akan merubah sifatnya, maka baja itu dinamakan baja paduan (alloy steel).Sifat baja banyak ditemukan oleh kadar karbonnya, disamping juga ada unsur paduannya.
Pada baja hypoeutektoid, strukturnya terdiri dari ferrit, yang sangat lunak dan ulet dan perlit yang kuat, keras dan sedikit getas. Pada kadar karbon yang rendah jumlah ferritnya lebih sedikit, tentu mudah dimengerti bahwa kekuatannya akan rendah. Dengan naiknya kadar karbon jumlah perlit bertambah tentu juga kekuatan dan kekerasan akan bertambah. Dan akan mencapai maksimum bila struktur seluruhnya perlit (0,8 % C, eutektoid).
Pada baja hypereutektoid, strukturnya terdiri dari perlit dan sementit yang berupa network. Kekerasan memang akan lebih tinggi, tetapi kekuatannya akan sedikit menurun dibandingkan baja eutektoid.
Sebelumnya yang mempengaruhi sifat baja bukanlah kadar karbon dan atau paduannya sendiri, tetapi yang paling penting adalah struktur mikronya. Baja dengan komposisi kimia yang sama dapat mempunyai sifat yang sangat berbeda bila struktur mikronya berbeda. Perbedaan struktur mikro dapat terjadi karena perbedaan komposisi kimia, perbedaan pembentukan atau pengerjaan mekanik atau perlakuan panas yang dialami.
2.2 Besi Tuang, Jenis dan Penggunaannya
7 biasanya antara 2,5 % - 4,0 %. Karbon dalam besi tuang dapat berupa sementit (FeC) atau karbon bebas (grafit).
Bila seluruh karbon dalam besi tuang berupa sementit maka besi tuang itu akan sangat karas dan getas, dinamakan basi tuang putih (white cast iron). Besi tuang inio tidak dapat digunakan, karena sangat sulit di machining. Ia hanya digunakan untuk membuat besi tuang mampu tempa (mailable cast iron), besi tuang mampu tempa ini di buat dengan memanaskan kembali besi tuang putih pada temperatur cukup tinggi selama beberapa waktu sehingga sebagian atau seluruh sementit akan terurai menjadi ferrit dan grafit (temper carbon). Sifat mekaniknya mirip baja,basi tuang mampu tempa ini dapat digunakan pipe filtings, sprocket, roll, pump, dll, bahkan juga camshaft dan camshaft mesin mobil.
Bila sebagaian karbon atau seluruh berupa grafit, maka sifat mekaniknya akan banyak ditentukan oleh bentuk grafit itu dan didistribusikan didalam matriks itu sendiri. Matriks ini dapat berupa ferrit, perlit, martensit atau bainit, atau campuran dari dua atau beberapa struktur tersebut.
Besi tuang yang paling banyak digunakan adalah besi tuang kelabu (grey cast iron), yaitu besi tuang dengan grafit berbentuk flake (serpih), berbentuk lempengan melengkung. Besi tuang ini kekuatan tariknya tidak terlalu tinggi dan keuletannya juga rendah sekali (nil ductility) sehingga tidak dapat dibentuk dengan cara selain penuangan dan machining.
Walau demikian penggunaan besi tuang kelabu ini sangat luas, karena terdapat sifat keuntungan antara lain:
8 c. Tahan aus.
d. Mempunyai daya redam yang tinggi. e. Kekuatan tekan.
f. Sifat tahan korosi yang lebih baik dari pada baja kontruksi biasa. g. Harga ekonomis, paling murah diantara besi paduan yang lain.
Karena sifatnya itu besi tuang kelabu banyak digunakan bed mesin perkakas, engine block, pump casing, pipa dan lain-lain. Kekuatan besi tuang ini akan lebih tinggi bila grafitnya terdistribusi lebih halus, dan matriksnya memiliki kekuatan yang lebih tinggi, misalnya perlitik. Kecenderungan untuk membentuk grafit atau sementit pada besi tuang dipengaruhi oleh komposisi kimia dan laju pendinginan (terutama pada saat pembekuan). Beberapa unsur lain akan mendorong terbentuknya sementit, unsur unsur ini dinamakan carbide stabilizer.
Pembuatan besi tuang ini dapat dilakukan pada dapur listrk atau dapur lain yang mampu mencapai temperatur 1300 derajat Celcius. Yang banyak dipakai adalah dapur kupola. Dapur ini berbentuk silinder tegak, terbuat dari baja yang dalamnya dilapisi batu tahan api. Sebagai bahan bakar digunakan cokes dan batu kapur digunakan sebagai fluks. Bahan bakunya adalah besi bekas dan seringkali ditambahkan besi kasar. Penambahan bahan baku dilakukan secara berkala bila jumlah cairan sudah cukup banyak. Penambahan juga dilakukan secara berkala dan dapur ini dapat digunakan karena harganya relatif murah.
2.3 Proses Pelapisan Khrom
sekurang-9 anoda
kurangnya satu atau lebih asam yang berfungsi sebagai katalis untuk membantu terjadinya proses pelapisan atau pengendapan chromius katoda, asam yang sering digunakan adalah asam sulfat. Yang penting dalam operasi atau proses pelapisan khrom adalah pengendalian perbandingan berat ratio asam khromat dan asam yang digunakan sebagai katalis harus berada pada batas tertentu, pada umumnya asal usul asam yang akan digunakan atau bahan ikutannya tidak terlalu penting, tetapi yang utama adalah asam yang akan digunakan sebagai katalis harus larut dalam air.
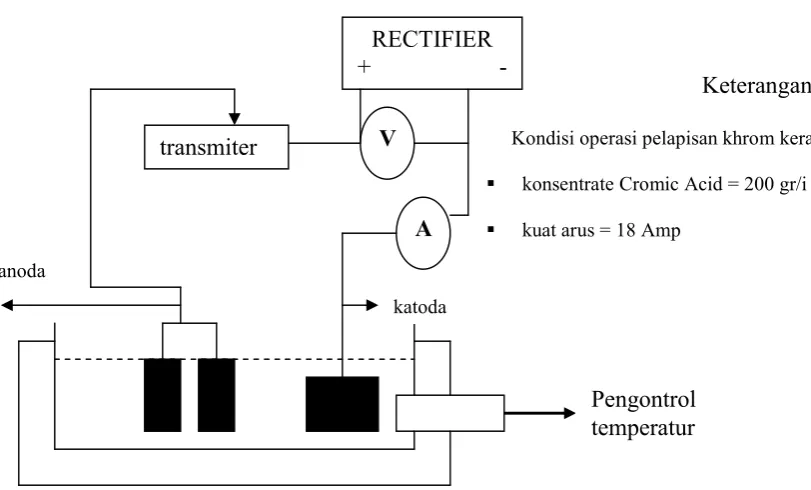
Temperatur adalah sarana untuk mempermudah terjadinya reaksi dalam larutan elecktrolit khrom, akan tetapi selama proses berlangsung terjadi panas yang ditimbulkan oleh adanya reaksi dalam larutan elektrolit khrom, oleh sebab itu diperlukan suatu peralatan khusus untuk mengontrol suhu dalam proses pelapisan ini.
Keterangan: Kondisi operasi pelapisan khrom keras
konsentrate Cromic Acid = 200 gr/i kuat arus = 18 Amp
10 Mekanisme terjadinya reaksi pada pelapisan khrom ini mula - mula pada anoda dan katoda, akan tetapi penguraian oksigen disamping mengirimkan elektron-elektron ke katoda terjadi pula perekduksian komplek khrom menjadi logam khrom yang menempel pada katoda.
Larutan yang digunakan pada proses pelapisan ini pada umumnya hanya terdapat dua macam bahan yaitu Chomic acid dan asam yang berfungsi sebagai katalis. Khrom yang akan diendapkan atau dilapiskan pada katoda semuanya berasal dari larutan CrO yang biasa disebut dengan asam khromat.
Chomic Acid mempunyai warnna coklat merah kehitaman dan mempunyai sifat higroskopis (mudah larut dalam air).Asam khromat (CrO) yang digunakan hanya boleh mengandung sulfat (S) dalam jumlah yang sangat kecil sekali dan harus bebas dari khlorida (CL).
2.3.1 Macam–macam lapis khrom
Perlu diketahui bahwa produk yang dihasilkan oleh pelapisan khrom secara visual lebih menarik, karena memiliki warna putih perak kebiruan, dan produk yang dihasilkan ini juga memiliki ketahanan terhadap keausan karena dimakan waktu. Ketahanan terhadap benda cair sangat besar, seperti terhadap air, olie dan sebagainya. Sehingga lapisan khrom itu tidak mudah untuk di solder, dicat, dan digesek (lecquer). Lapisan ini tahan dari pengaruh bahan kimia dari gas, asam, dan garam, kecuali oleh asam sulfat, dan asam khlorida. Dari kedua macam kepentingan serta kegunaan lapis khrom, maka dapat dibagi menjadi dua macam yaitu:
1. Lapis khrom dekoratif
11 dikombinasikan dengan pelapisan berganda, yaitu umumnya pelapisan tembaga, nikel, dan khrom. Kombinasi pelapisan ini mempunyai beberapa fungsi yaitu:
a. Melindungi logam dari korosi.
b. Mempermudah pembentukan permukaan. c. Memperkecil biaya penggosokan.
2. Lapisan khrom keras
Lapisan khrom keras juga disebut sebagai industrial atau engineering chromium plating. Pelapisan khrom keras dilakukan langsung kepermukaan benda kerja, tanpa ada lapisan logam lain diatasnya atau disebut juga lapis khom tebal, karena pada dasarnya lapis khrom keras lebih tebal dari pada lapis khrom dekoratif. Lapis khrom ini banyak digunakan untuk benda-benda yang karena penggunaanya memerluakan ketahanan gesekan yang terus menerus, misal:
a. Untuk ring piston. b. Untuk poros.
c. Untuk peralatan – peralatan kendaraan bermotor. d. Untuk alat – alat pemotong dan sebagainya.
Lapis khrom ini mempunyai sifat-sifat kombinasi yang khusus. Sifat-sifat yang paling penting dari lapis khrom keras adalah:
a. Kekerasan.
b. Daya tahan korosi.
12 Faktor yang menentukan diperolehnya pelapisan khrom keras yang berfungsi dengan baik adalah ketebalan lapisannya. Cara pengerjaan dan pengaturan proses khrom keras tidaklah susah dan biayanya relatif murah, dan dapat dilapisi kembali dalam hal lapisan sebelumnya menjadi aus karena pelapisan.
2.3.2 Daya tahan oksidasi dan perubahan warna
Lapisan khrom memiliki lapisan film oksidasi yang tipis. Lapisan ini sangat stabil dan melekat erat sehingga melindungi logam yang dilapisinya. Benda yang dilapisi khrom akan mengkilap bila dipanaskan sampai 250oC. Pemanasan cukup lama pada temperatur 350oC menyebabkan film akan menebal dan menghitam. Pada temperatur 1000oC yang lebih tinggi warna akan terbakar akan muncul dan film akan menjadi warna hijau kehitaman.
2.3.3 Daya tahan terhadap bahan kimia
Daya tahan lapisan khrom tidak sehebat penampilannya di atmosfer. Lapisan khrom mudah terserang oleh asam sulfat dan asam khlorida. Daya tahan lapisan khrom terhadap bahan kimia lebih baik bila terdapat lapisan logam lain dibawahnya.
2.3.4 Koefisien gesek
13 Tabel 2.1
Koefisien Gesekan Dari Berbagai Kombinasi Logam
Metal Static Coefficient Sliding Coefficient
Reference 261
Chromiu-plated steel
on Chromium-plated steel 0.41 0.12
Chromium-plated steel on
Babbitt 0.15 0.13
Chromium-plated steel on steel 0.17 0.16
Stel on babbit 0.25 0.20
Babbit on babbit 0.54 0.19
Steel on steel 0.30 0.20
Reference 262
Bright chromium plate on cast iron 0.06
Bright chrominon plate on bronze 0.05
Bright chromium on plate Babbitt 0.08
Hardened steel on cast iron 0.22
Hardned steel on bronze 0.11
Hardned steel on Babbitt 0.19
2.4 Proses Kimia Pelapisan
14 elektrolisis reaksi yang terjadi pada katoda bergantung pada kecenderungan terjadinya reaksi reduksi.
Mengalirnya arus searah melalui suatu larutan berkaitan dengan gerak partikel bermuatan (ion). Ujung keluar masuknya arus ke larutan disebut elektroda. Pada anoda terjadi oksidasi, pada katoda berlangsung reduksi. Ion yang
bergerak ke anoda disebut anion, sedangkan yang menuju katoda dinamakan kation, larutannya disebut elektrolit.
Elektrokimia lebih banyak berurusan dengan konduktor elektrolitik. Logam dan alloy kebanyakan bersifat konduktor jauh lebih baik dari pada larutan elektrolit. Itulah sebabnya, tahanan konduksi logam dapat diabaikan terhadap tahanan elektrolit. Bila listrik mengalir antar jenis konduktor, biasanya disertai reaksi kimia. Itulah sebabnya pada batas antara elektroda dan elektrolit (selalu) terjadi reaksi kimia.
Pada system elektrokimia, bila diberi beda tegangan, ion-ion bergerak menuju elektroda. Kation bergerak ke katoda, anion bergerak ke anoda. Masing-masing mempunyai laju khas, yang bila tegangannya satu (satuan), laju tersebut dinamai mobilitas atau konduktivitas ion individu.
15 Hukum elektrolisis Faraday (18,33), sampai saat ini merupakan basis utama pemahaman elektrokimia:
1. Jumlah perubahan kimia oleh satuan arus listrik sebanding dengan banyaknya arus yang yang mengalir.
2. Jumlah aneka bahan berbeda yang dibebaskan oleh sejumlah tertentu listrik sebanding dengan berat ekivalen kimianya.
Kini ditinjau aneka variable platting tersebut dengan persamaan, hukum Faraday itu diungkapkan seperti dibawah ini:
g = I.e.t/96.500 ………...………... (2.1) Dimana:
g = berat zat yang bereaksi. I = arus listrik dalam Ampere. E = berat ekivalen kimianya. T = waktu (dalam detik).
16 Dengan Aktual ialah berat logam yang terendap atau melarut, dan teoritik ialah berat dihitung memakai hukum Faraday dengan anggapan tidak berlangsung reaksi sampai.
Pada electroplating, yang lebih diperlukan bukan mencari berat total logam yang terdeposisi pada katoda, melainkan tebal dan distribusi endapan di katoda. Jadi yang penting bukan arus total, melainkan rapat arus. Dalam praktek, luas permukaan yang nampak dianggap sama dengan luas sebenarnya, kecuali bila katodanya amat kasar.
Sebenarnya, arus tidak terdistribusi merata kesegenap permukaan katoda. Arus cenderung mengumpul pada titik tonjolan dan pinggir tepi runcing permukaan.
Bila deposisi terlalu banyak pada bagian tertentu permukaan barang yang dilapis, hal itu merupakan pemborosan. Maka katoda harus ditempatkan sedemikian rupa tangki atau bentuk katodanya diatur, agar platting seragam. Larutan dapat dibuat agar beda antara endapan tertebal dan tertipis sekecil mungkin (artinya daya lontar atau throwing power larutan besar). Jadi, selain masalah geometri juga masalah kimia larutannya.
2.4.1 Anoda yang dipakai
17 (timah hitam dengan timah putih) atau campuran Pb dan antinom sering dipakai dalam operasinya.
Banyak ahli telah mencoba memakai anoda dari bahan lain, misal: besi murni, nikel, dan baja tahan karat, namun demikian ternyata anoda Pb harus dibersihkan yang terbaik diantaranya. Anoda Pb harus dibersihkan secara teratur pencuciannya dengan cara mencelupkan kedalam larutan asam dan disikat, tetapi kurang efisien karena memerlukan waktu yang lama.
2.5 Uji Kekerasan
Kekerasan merupakan suatu istilah yang didefisinikan sendiri – sendiri yang sesuai dengan persepsi dan keperluannya.Ada beberapa cara pengujian kekerasan yang standart digunakan untuk menguji kekerasan logam yakni Brinnel Hardness Tester, Rocwell Hardness Tester, Vickers Hardness Tester.
2.5.1 Brinell
Adalah suatu pengujian kekerasan yang paling banyak digunakan, pada pengujian brinell digunakan bola baja yang digunakan sebagai indentor, indentor ini ditusukkan kepermukaan logam yang diuji dengan gaya tekan tertentu pula (antara 10 – 30 detik) karena penusukan tersebut maka pada permukaan logam akan terjadi tampak tekan yan terbentuk tembereng bola kekerasan. Brinell dapat dihitung dengan kekerasan sebagai berikut:
18 Dimana:
P : Gaya tekan (kg).
D : Diameter bola indentor (mm). d : Diameter tapak tekan (mm).
Biasanya pada pengujian brinell yang standart digunakan adalah bola baja yang dikeraskan berdiameter 10 mm, gaya tekan 3000 kg (untuk pengujian kekerasan baja), atau 1000 kg atau 5000 kg (untuk logam non ferrous, yang lebih lunak), dengan lama penekanan 10 – 15 detik.
2.5.2 Rockwell
Pada pengukuran brinell dilakukan pengukuran diameter tapak tekan secara manual, sehingga hal itu akan memberikan peluang terjadinya kesalahan dalam pengukuran, disamping itu akan memakan waktu, sehingga pada pengukuran rockwell menunjukan angka kekerasan dari spesimen yang diuji lebih cepat dan akurat. Disamping rockwell yang normal ada pula yang disebut superfisicial rockwell, yang menggunakan beban awal 3 Kg, identor kerucut intan (diamond cron, brale) dan beban utama 15 Kg, 30 Kg dan 45 Kg. Superficial rockwell digunakan spesimen yang tipis.
2.5.3 Vickers
19 adalah panjang kedua diagonal lalu diambil rata-ratanya. Angka kekerasan dapat dihitung dengan:
HV = { 2P sin ( / 2) / d = 1,854 P/ d ………..……… (2.4) Dimana:
P : Gaya tekan
: Sudut puncak identor (136)
d : Diagonal tapak tekan rata-rata (mm)
Tabel 2.2
Load And Identor For Rockwell Hardness Tester
Test Load kilograms Identor
A 60 Brale
B 100 1 / 6 ball
C 150 Brale
D 100 Brale
E 60 1 / 6 ball
F 150 1 / 6 ball
2.5.4 Kekerasan Meyer
Meyer mengukur mengukur kekerasan dengan cara yang hampir sama seperti brinell, juga menggunakan identor bola, hanya saja kekerasanya tidak dihitung dengan luas permukaan tapak tekan, tetapi dihitung dengan luas proyeksi tapak tekan. Angka kekerasan meyer:
20 Dimana:
P : gaya tekan (Kg)
d : diameter gaya tekan (mm)
Dengan cara ini hasil pengukuran tidak lagi terpengaruh oleh besarnya gaya tekan yang digunakan untuk menekan identor (jadi tidak seperti brinell) hasilnya tidak akan sama walaupun pengukuran dilakukan dengan cara gaya tekan yang berbeda, walau demikian ternyata pengujian meyer tidak banyak digunakan.
2.5.5 Microhardness test
Untuk keperluan metallurgic sering kali digunakan pengukuran kekerasan pada daerah yang sangat kecil, misal pada suatu structur micro, atau lapisan yang sangat tipis misalnya pada lapisan electroplating. Untuk itu pengujian dilakukan dengan gaya tekan yang sangat kecil, dibawah 1000 gram, menggunakan mesin yang dikombinasi dengan microscope. Cara ini biasanya digunakan adalah Micro Vickers atau Knoop.
Pada Micro Vickres, identor yang digunakan juga sama seperti pada Vickers, juga cara perhitungan angka kekerasannya, hanya saja gaya tekan yang digunakan kecil sekali, 1-1000 gram, dan panjang diagonal identasi diukur dalam micron.
Pada knoop micro hardness test, digunakan identor piramid intan dengan alas berbentuk belah ketupat yang panjang diagonal 1: 7. Maka angka kekerasan Knoop dapat dihitung:
21 Dimana:
P : Gaya tekan (gr)
L : Panjang diagonal tapak tekan yang panjang (micron)
Mengingat bentuk identornya maka Knoop akan menghasilkan identasi yang sangat dangkal (dibandingkan dengan Vickers), sehingga sangat cocok untuk pengujian kekerasan yang sangat tipis dan getas.
2.6 Korosi Dan Pencegahannya
Korosi dapat didefinisikan sebagai perusakan suatu material (terutama logam karena bereaksi dengan lingkungannya). Karena bereaksi dengan lingkungannya ini sebagaian logam akan menjadi oksida, sulfida atau menjadi reaksi yang lain yang dapat dianggap sebagai peristiwa kembalinnya logam menuju bentuknya sebagaimana terdapat di alam. Dan ini merupakan kebalikan dari proses extractive metallurgy, yang memurnikan logam dari senyawanya. Dalam hal ini korosi mengakibatkan kerugian akibat hilangnya sebagaian hasil usaha manusia memurnikan logam.
2.6.1 Pencegahan korosi
Penanggulangan masalah korosi harus sudah dimulai sejak suatu produk atau peralatan masih dalam perancangan. Ada beberapa prinsip yang dapat dijadikan pedoman dalam usaha pencegahan korosi antara lain:
1. Pemilihan bahan yang tepat.
Aluminium-22 atmospheric exposure, Titanium-hot storng oxydising solutions dan Stell-concetrate sulfuric acid.
Kombinasi diatas bukanlah kombinasi yang mutlak, tetapi dapat digunakan sebagai pilihan pertama, untuk kemudian dicoba mencari logam atau panduan lain yang mungkin lebih murah bila kondisi elektrolit masih memungkinkan.
2. Merubah kondisi lingkungan
Ada beberapa hal yang dapat dilakukan untuk menurunkan tingkat korosi dengan merubah kondisi lingkungan yaitu:
a. Menurunkan temperatur
b. Menurunkan kecepatan aliran elektrolit.
c. Menghilangkan oksigen/oksidier terlarut, bisanya efektif sekali menurunkan laju korosi.
d. Menurunkan konsentrasi, memang seringkali efektif. Tetapi juga hrus diperhitungkan bahwa untuk logam/panduan yang memiliki passivity, ia akan menjadi pasif pada tingkat konsentrasi yang cukup tinggi, sehingga kadang-kadang menurunkan konsentrasi jusrtu akan menaikkan korosinya.
3. Desain yang tepat.
Ada beberapa petunjuk yang perlu diperhatikan dalam melakukan perancangan antara lain:
23 b. Harus dirancang lubang pembuangan/pembersihan. Dan hindari adanya
kantong yang memungkinkan adanya sisa cairan yang sulit dibersihkan. c. Bagian-bagian yang mudah rusak harus mudah penggantiannya.
d. Hidari adanya bagian yang menghasilkan tegangan tinggi.
e. Bila terpaksa memakai logam/panduan dengan electrochemichal potential yang berbeda, beri isolasi yang cukup antara keduanya.
f. Pada konstruksi pipa hindari adanya belokkan yang terlalu tajam. g. Hindari adanya kantong udaara pada tangki.
4. Cathodic protection.
Dapat dilaksanakan dengan mengalirkan electron ke logam yang akan dilindungi.pada reaksi korosi di anode akan terjadi reaksi yang menghasilkan electron, dan bila electron ini dialirkan keluar dari anode ke katode maka reaksinya berlanjut terus. Tetapi bila pada anode di berikan electron maka reaksinya akan berhenti.
5. Anodic protection
Merupakan kebalikan dari cathodic protection, arus listrik hasil reaksi korosi bukan dilawan tetapi justru diperbesar, sehingga kekuatan arus itu mencapai daerah pasif, reaksi korosi terhenti. Memang proteksi semacam ini hanya dapat dilakukan untuk bahan yang bersifat passivity, tetapi karena kebetulan logam yang paling banyak dipakai adalah baja termasuk yang memiliki passivity maka keterbatasan itu tidaklah merugikan.
6. Surface coating.
24 2.6.2 Mekanisme dan bentuk – bentuk macam korosi
Menurut jenis reaksi korosinya dapat digolongkan sebagai chemical corosion dan electrochemical corrosion. Chemical corrosion yaitu korosi yang terjadi dengan reaksi kimia secara murni, yang terjadi tanpa ikut sertanya elektrolit. Ini biasanya terjadi pada temperatur tinggi atau dalam keadaan kering, seperti misalnya pada korosi pada katubbahan bakar.electrochemical corrosion terjadi bila reaksinya berlangsung dengana suatu elektrolit, cairan yang mengandung ion-ion. Reaksi ini berlangsung dengan adanya air/uap air.reaksi ini semacam inilah yang paling banyak terjadi pada reaksi korosi.
Bila sepotong logam dicelupkan kedalam larutan elektrolit maka beberapa atom logam akan larut kedalam elektrolit dengan melepaskan sebuah elektron. Reaksi oksida ini segera mencapai keseimbangan, yaitu bila laju pembentukan ion logam + electron sama dengan laju pembentukan logam dari larutan. Pada keadaan ini potogan logam itu kelebihan sejumlah elektorn sehingga bermuatan listrik. Besarnya muatan listrik ini dinamakan electrode pontensial.
Dari logam itu, besarnya electode potensial ini tergantung pada chemical activity dari logamnya dan jenis elektrolitnya. Besarnya electrolide potential menyatakan besanya kecenderungan logam untuk larut/terkorosi dalam elektrolit tadi.
25 Dalam hal ini hydrogen dianggap mempunyai electrode potential nol. Logam dengan electrode potential yang lebih negative berarti lebih mudah berkorosi, yang lebih positif lebih mulia tidak terkorosi.
Bila electron yang terkumpul pada potongan logam tadi dapat mengalir ke suatu tempat lain maka keseimbangan akan terganggu, dan reaksi akan berlanjut ke kanan yaitu semakin banyak atom logam yang larut menjadi ion logam dan makin banyak electron yang dislurkan ke tempat lain itu. Dalam hal ini logam tempat terjadinya reaksi oksidasi diatas akan berfungsi sebagai anoda, reaksi ini terjadi di anoda dinamakan reaksi anodic. Electron yang dihasilkan di anoda dialirkan ke tempat lain yaitu katoda, katoda ini berupa logam lain yang dihubungkan dengan potongan logam anoda, atau bagian lain dari potongan logam yang dicelupkan ke electroda tadi.
Pada katoda akan terjadi reaksi katodik yang akan mengkaonsumsi electron yang mengalir pada anode. Bila pada katode terjadi hydrogen evolution dan oxygen reduction maka jumlah yang dikonsumsi akan semakin banyak, makin banyak juga electron yang harus dihasilkan pada anode, berarti makin banyak atom logam menjadi ion, alju korosi akan menjadi tinggi.
Suatu korosi dapat belangsung bila ada bagian yang berfungsi sebagai anode (yang terkorosi) dan ada bagian lain yang berfungsi sebagai katode, yang berhubungan satu sama lain dinamakan galvanic cell. Galvanic cell ini terjadi karena perbedaan potential antara kedua bagian itu.
26 potential yang lebih positif akan menjadi katode dan yang lebih negatif akan menjadi anode, lebih besar perbedaannya lebih besar juga laju korosi yang terjadi. Pada gambar diperlihatkan contoh korosi yang terjadi pada galvanic cell antara dua logam yang berbeda.
Penggunaan tabel untuk meramalkan korosi kadang-kadang kurang tepat, karena pengukuran dilakukan dengan menggunakan elektrolit menggunakan ion-ion masing, sedang proses korosi berlangsung pada kondisi yang berbeda. Untuk itu akan lebih mendekati bila dipakai label galvanis series, yang membandingkan anodhic/katodic antara dua logam yang dicelupkan dalam satu elektrolit yang sama.perbedaan potential juga dapat terjadi dalam satu logam/paduan. Ini dapat terjadi karena:
a. Adanya impurity pada struktur mikro.
b. Adanya perbedaan orientasi pada butir Kristal.
c. Adanya perbedaan komposisi dalam suatu butiran kristal. d. Adanya lebih dari satu fase.
Concetration cell yaitu sel galvanic yang terjadi karena salah satu bagian logam berada dalam suatu elektrolit dengan konsentrasi berbeda. Misalnya karena larutan elektrolit yang tidak homogen, atau adanya konsentrasi oksigen terlarut yang lebih tinggi di per5mukaan, atau adanya kotoran di permukaan logam yang menyerap air dll.
27 akan terkorosi lebih hebat. Contohnya bisa dilihat dalam gambar yaitu batang yang ditekuk (mengalami tegangan pada bagian lekukan) dan sebuah paku (mengalami tegangan kepala dan ujungnya).
Dilihat dari bentuknya korosi dapat diklarifikasikan menjadi beberapa kelompok yaitu:
Uniform corrotion yaitu korosi yang terjadi pada seluruh permukaan logam/paduan yang bersentuhan dengan elektrolit, dengan intensitas sama. Korosi jenis ini yang paling banyak menghilangkan logam, tetapi justru yang paling tidak berbahaya, kareana kerusakn yang ditimbulkan sudah dapat diperhitungkan dan diantisipasi, juga mudah dideteksi. Ini adalah korosi yang sering dijumpai pada baja karbon oleh atmosfer dan lingkungan krosif lain.
Galvanic corrotion yaitu korosi yang terjadi pada seluruh permukaan logam/paduan yang bersentuhan dengan elektrolit, dalam keadaan ini logam yang kurang mulia (lebih anodic) akan terkorosi, bahkan lebih hebat dari pada bila ia tidak lagi bersama logam lain itu. Sedangkan logam yang lebih mulia (lebih katodik) malah akan terlindungi dari korosi.
Crevuce corrotion terjadi pada celah yang sempit. Pada celah terjadi concetration cell, sehingga terjadi korosi.
28 Selective leasing yaitu larutan salah astu komponen saja dari suatu paduan yang tersisa akan menjadi berpori dan tentunya kekuatannya akan banyak berkurang. Misal larutan seng dari suatu kuningan dinamakan decineification juga ada dealuminiumication dll.
Erotion corrotion yaitu korsi yang dipercepat oleh adanya erosi yang ditimbulkan oleh gerakan cairan. Ini terjadi misalnya pada sudut-sudut pompa, pada pipa, terutama pada belokan-belokan dan sebagaian lain dimana ada kecepatan aliran yang tinggi atau turbulensi.
Stress corrotion yaitu korosi yang timbul sebagai akibat bekerjanya tegangan dan media korosif. Korosi ini menyebabkan terjadinya keretakan. Tegangan adalah tegangan tarik, dapat berupa tengangan sisa ataupun yang bekerja. Termasuk jenis korosi ini adalah season cracking pada kuningan juga korotion fatigue yang menyebabkan turunnya fatigue strenght karena adanya media korosif.
2.6.3 Faktor-faktor yang mempengaruhi korosi.
Reaksi sebenarnya merupakan interaksi dari suatu logam/panduan dengan lingkungannya, sehingga dicari faktor yang mempengaruhi korosif dapat dicari dengan meninjau logamnya sendiri dan lingkungannya.
Faktor-faktor ini antara lain:
29 b. Adanya oksigen terlarut dalam elektrolit, pada umumnya akan menaikan
laju korosi.
c. Temperatur yang tinggi pada umumnya juga menaikkan laju korosi.
d. Kecepatan aliran/gerakan elektrolit yang makin tinggi juga akan mempercepat kerusakan akibat korosi.
e. Jenis logam/panduan setiap logam atau panduan akan bereaksi secara berbeda terhadap suatu elektrolit yang sama. Disamping itu perlu diketahui bahwa ada ligam atau panduan tertentu justru menjadi pasif (tidak bereaksi) bila kekuatan elektrolit melampaui batas tertentu.
f. Adanya galvanic cell.
g. Adanya tenganggan tarik, baik teganggan sisa atau teganggan kerja.
30
BAB III
METODOLOGI PENELITIAN
3.1 Persiapan Percobaan
Percobaan dilaksanakan terdiri atas tiga tahapan proses yaitu: pengolahan
awal, proses pelapisan, dan proses pengeringan. Kemudian diuji ketebalan dan
diuji kekerasannya.
1. Tahap pengolahan awal
Pada tahap ini cukup berpengaruh terhadap hasil pelapisan yang
dilakukan, karena pada tahap ini bertujuan untuk:
a. Menghaluskan permukaan benda kerja.
b. Membersihkan benda kerja dari sisa-sisa geram dari bekas pengerjaan
mesin.
c. Menghilangkan lemak dengan cara direndam HCI dan dicuci dengan air
sabun.
2. Tahap pelapisan
Pada tahap ini telah dibicarakan pada bab sebelumnya, hanya perlu di
tekankan adalah jenis-jenis pelapisan yang dilaksanakan tersebut dipilih
berdasarkan pertimbangan ekonomis, jenis logamnya dan untuk
maksud-maksud apa benda tersebut dilapis dan pertimbangan lainnya. Dalam bagan
alir tersebut istilah “dragout” yaitu merupakan tahap pembilasan juga, akan
tetapi pada tahap ini menggunakan air yang bebas dari mineral
31 Larutan elektrolit tesebut akan terus berkurang setelah dipergunakan, hal ini
disebabkan karena penguapan ikut bersama benda kerja.
3. Tahap pengolahan akhir
Merupakan tahap pengerjaan terkahir dari urutan proses tersebut, yang
juga cukup berperan dan harus dilaksanakan sebaik mungkin. Pada tahap ini
disebutkan tahap netraliser yaitu merupakan tahap yang berguna untuk
menarik sisa-sisa asam dari permukaan benda kerja yang terlapis sehingga
benda kerja menjadi netral dan siap untuk dikeringkan.
4. Kondisi operasi
Sebelum percobaan dilaksanakan, terlebih dahulu dipersiapkan
peralatan-peralatan yang nantinya mendukung dalam percobaan ini, semisal
mempersiapkan bahan-bahan kimia, logam dasar yang akan dijadikan benda
kerja daan sebagainya.
a. Bahan-bahan kimia yang digunakan antara lain:
- Cromic Acid (CrO3)
- Larutan Alkalin soak
- Asam Sulfat (H2SO4)
- Cleaner (Air sabun)
- Asam Chlorida (HCI)
- Aquades (H2O)
b. Alat-alat yang digunakan
- Rectifier
32 - Elektroda panduan Pb
- Thermometer
- Multitester
- Ratio cro3 : H2SO4 = 100 : 1
- Rapat arus = 15 A/dm2
- Variasi temperatur = 50C, 55C, 60C, 65C
- Waktu = 15 menit
c. Kondisi operasi untuk pengolahan awal
- Untuk proses penghilangan karat atau pengotor oksida-oksida
digunakan asam Chlorida 10% - 15%
- Untuk proses penghilangan lemak digunakan alkalin soak cleaner.
d. Mesin uji kekerasan
Spesifikasi mesin:
Merk : Emco Universal Machine
Type : RN – 3NRA
Identor : Stell ( 2,5 mm)
Buatan : Tokyo Jepang
e. Data awal pengujian
Bahan : pelat baja ST 60
Beban : 187,5 Kg
33
3.2 Proses Pelapisan Khrom Keras
Tahapan proses pelapisan khrom keras adalah sebagai berikut:
a. Benda dipotong 20 4 cm dan tebal 5 mm
b. Digosok dengan ampelas
c. Dicuci dengan sabun
d. Di celup dengan pencuci lemak (detergent)
e. Dimasukan ke dalam beaker glass untuk menjalani proses pelapisan.
f. Pembilasan.
Mekanisme terjadinya reaksi pada pelapisan khrom ini mula - mula
pada anoda dan katoda, akan tetapi penguraian oksigen disamping
mengirimkan electron - elektron ke katoda terjadi pula perekduksian
34 Larutan yang digunakan pada proses pelapisan ini pada umumnya
hanya terdapat dua macam bahan yaitu Chomic acid dan asam yang
berfungsi sebagai katalis.
Mengalirnya arus searah melalui suatu larutan berkaitan dengan
gerak partikel bermuatan (ion). Ujung keluar masuknya arus ke larutan
disebut elektroda. Pada anoda terjadi oksidasi, pada katoda berlangsung
reduksi. Ion yang bergerak ke anoda disebut anion, sedangkan yang
menuju katoda dinamakan kation. Larutannya disebut elektrolit.
Dalam siklus listrik, arus dikatakan mengalir dari kutub positif ke
negatife. Ada dua macam arus listrik : searah (DC) dan bolak-balik (AC).
Bagi elektroplatting yang penting ialah DC. Arus tidak berguna bagi
platting. Arus di berbagai Negara didistribusikan 220 V dengan 60
siklus/detik frekuensinya (Hertz). Proses elektroplatting memerlukan
tegangan jauh lebih rendah daripada tegangan PLN namun arus cukup
besar dibandingkan rumahtangga biasa.
Penyearah membolehkan arus berjalan ke satu arah namun
menghentikan arus yang mengalir sebaliknya. Fungsi ini disandang oleh
35
3.3 Diagram Alir Penelitian
Mulai
Persiapan bahan
Pengekhroman
Pengujian
Pengambilan data
Pengolahan data
Pembahasan
Kesimpulan
Selesai
36 BAB IV
ANALISA DATA DAN PEMBAHASAN
4.1 Data Penelitian
Percobaan pelapisan dilakukan dengan kondisi operasi (proses) yang
diuriakan pada bab III, dan hasil secara visual rata-rata cukup baik. Kemudian
hasil tersebut diuji kekerasannya untuk benda diuji dibeberapa titik, kemudian
diambil rata-ratanya. Alat uji kekerasan menggunakan Brinell Hardness Tester,
dengan memakai beban 187,5 kg dan diameter bola penumbuk 2,5 ml skala 30,
sedangkan uji ketebalan menggunakan sketmat digital.
4.1.1 Ketebalan pelat baja ST 60 setelah dilapisi khrom
Ketebalan pelat Baja ST 60 setelah dilapisi dengan khrom, diukur dengan
menggunakan jangka sorong atau sketmat digital, pengambilan data dihasilkan
dari pengukuran dibeberapa titik dari spesimen dan hasil selanjunya ditampilkan
pada tabel 4.1.
Ganbar 4.1 Pengambilan pengukuran data pada spesimen
37 Tabel 4.1 Data ketebalan setelah mengalami proses pelapisaan khrom
Bahan uji Ketebalan Rata-rata
(mm)
4.1.2 Kekerasan pelat baja ST 60 setelah dilapisi khrom
Kekerasan pada baja ST 60 setelah dilapisi dengan khrom, diukur dengan
menggunakan alat uji kekerasan Brinell Harndness Tester, pengambilan data
dihasilkan dari pengukuaran di beberapa titik dari spesimen dan hasilnya
ditampilkan pada tabel 4.2.
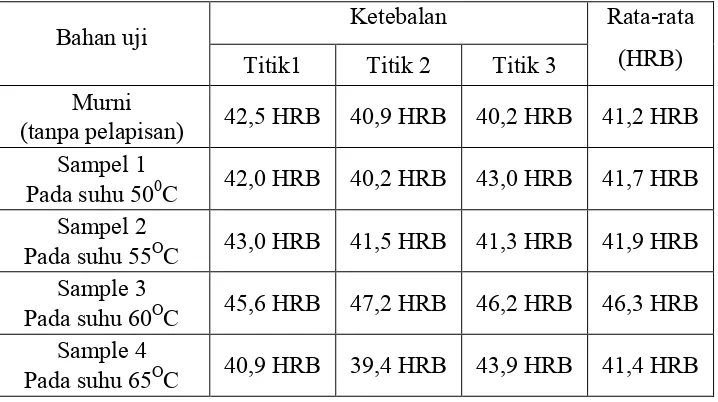
Tabel 4.2 Data kekerasan setelah mengalami proses pelapisaan khrom
Bahan uji Ketebalan Rata-rata
38 4.2 Pembahasan.
Dari tabel diatas dilihat bahwa benda uji lapis khrom keras, pada kondisi
suhu operasi 60 OC memberikan hasil kekerasan yang tinggi, sedangkan pada suhu
operasi 65 OC kekerasan mulai menurun. Sedangkan pada benda yang mengalami
proses pelapisan khrom dengan temperatur 65 OC, haasil yang ditampilkan sangat
bagus tetapi pada kondisi tersebut hasil uji kekerasan dan ketebalan yang dipeoleh
tidak lebih baik dari proses pelapisan yang menggunakan temperatur diatasnya.
Dari data hasil percobaan tersebut dapat dilihat bahwa proses pelapisan
khrom dengan kosentrasi Cromik Acid sebesar 200 gr/liter, konsentrasi asam
sulfat 2 gr/liter dan rapat arus 15 Amper yang ideal adalah pada suhu operasi
60OC. Dimana pada kondisi konsetrasi dan rapat arus serta suhu tersebut
kekerasan dan ketebalan yang didapat lebih baik dari yang lainnya, serta lebih
menarik hasilnya.
4.2.1 Analisa ketebalan lapisan khrom.
Terlihat dari tabel 4.1 bahwa Baja ST 60 setelah mengalami proses
pelapisan khrom pada temperatur 60OC menunjukkan nilai ketebalan yang paling
tinggi diantara keempat spesimen yang lain. Dimana pada waktu peningkatan
temperatur dari 50OC sampai 60OC nilai ketebalan akan meningkat. Apabila suhu
kita naikkan akan terjadi suatu kondisi yang memungkinkan keadan proses reaksi
pelapisan tersebut berkurang. Kondisi ini menyebabkan nilai ketebalan akan
berubah, hal ini dikarenakan oleh ketebalan lapisan logam yang mengendap pada
39 Dalam proses pelapisan khrom keras ini, perubahan temperatur yang
menyebabkan kondisi pelapisan berubah. Hal ini menyebabkan ketebalan pada
proses pelapisan pada khrom ini berkurang, sehingga mempengaruhi dari hasil uji
ketebalan. Dari hasil percobaan juga terlihat bahwa ketebalan benda sesudah dan
sebelum dilakukan pelapisan khrom berubah menjadi jauh lebih tebal.
4.2.2 Analisa kekerasan lapisan khrom.
Terlihat dari tabel 4.2 bahwa Baja ST 60 setelah mengalami proses
pelapisan khrom pada temperatur 60OC menunjukkan nilai kekerasan yang paling
tinggi dari keempat spesimen yang lain. Dimana pada waktu peningkatan
temperatur dari 50OC sampai 60OC nilai kekerasan akan meningkat. Apabila suhu
kita naikkan akan terjadi suatu kondisi yang memungkinkan keadaan proses reaksi
pelapisan tersebut berkurang. Kondisi ini menyebabkan nilai kekerasan akan
berubah, hal ini dikarenakan oleh ketebalan lapisan logam yang mengendap pada
katoda berkurang
Dalam proses pelapisan khrom keras ini, perubahan temperatur yang
menyebakan kondisi pelapisan berubah. Hal ini menyebakan kekerasan pada
proses pelapisan ini berkurang, sehingga mempengaruhi dari hasil uji kekerasan.
Dari hasil percobaan juga terlihat bahwa kekerasan benda sebelum dan sesudah
dilakukan pelapisan khrom berubah menjadi jauh lebih keras.
40
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Suhu operasi 60OC memberikan hasil dan kekerasan dan ketebalan yang
lebih baik dari yang lainnya, sedangkan pada kondisi suhu 65OC kekerasan mulai
menurun, sedangkan pada benda kerja yang mengalami proses pelapisan khrom
dengan temperatur 50OC, 55OC dan 65OC, hasil yang ditampilkan sangat bagus,
tetapi pada kondisi tersebut hasil uji kekerasan dan uji ketebalan yang diperoleh
tidak sebaik pada suhu 60OC.
1. Spesimen yang telah dikenai perlakuan lapis khrom keras akan naik
kekerasannya antara 41,2 HRB sampai 46,3 HRB pada temperatur 60OC
sampai 65OC, dan pada saat termperatur 65OC kekerasan mulai turun 41,4
HRB.
2. Kekerasan tertinggi terletak pada temperatur 60OC.
3. Ketebalan tertinggi terletak pada temperatur 60OC.
4. Nilai kekerasan dipengarui oleh ketebalan suatu lapisan.
5.2 Saran
Percobaan yang telah dilakukan merupakan percobaan pendahuluan, yang
hanya menggunakan variasi temperatur saja. Untuk itu masih diperlukan adanya
41
DAFTAR PUSTAKA
F.T .Garleman, “Rekayasa Pengolahan Awal Dan Pelapisan” Pendidikan dan Pelatihan Bagi Teknisi Lapis Listrik, Bandung 1984.
Hartini, “Kimia dan Elektrokimia dan Pelapisan” Pendidikan Latihan Bagi Teknik Listrik, Bandung 1984.
Ir. Wachid Suherman, “Pengetahuan Bahan”.