Peningkatan Performansi Mesin dengan
Metode
Overall Equipment Effcetiveness
(OEE) dan
Preventive Maintenance Strategy
pada Perusahaan X.
Prof. Dr. Ir. Moses L. Singgih, MSc. M.Reg.Sc. Ph.D
VITA NABELA – 2510100107
Dosen Pembimbing:
1
Kendaraan
Bermotor
meningkat
Permintaan
battery
meningkat
Persaingan antar
perusahaan
meningkat
Perlu strategi
untuk
meningkatkan daya
saing
pengukuran
performansi dahulu
sebelum perbaikan
Strategi :
Performance
Improvement
LATAR BELAKANG
2
LATAR BELAKANG
Perusahaan menggunakan metode
tradisional (DOWNTIME) untuk
mengukur performansi mesin
Belum bisa mendeteksi diagnosis pada
setiap peralatan produksi di pabrik.
Seichii Nakajima (1988)
mengembangkan metode pengukuran
performansi pada level peralatan yang
menangkap tiga parameter efisiensi
LATAR BELAKANG
Proses Produksi
LATAR BELAKANG
Sumber : Perusahaan Amatan
Lead Oxiding Sheet Caster Grid Expander Hot Chamber Mixing Pasting Curing Casting Cutting - Brushing Formation Drying Oven Stacking Boxing COS Assembling Acid Filling Wet Charging Acid Leveling Washing Heat Sealing Leak Testing High Rate Testing Packaging Conventional Battery
Maintenance Free Battery
O E E
1. Availability
2. Performance Rate
3. Quality Rate
LATAR BELAKANG
Sumber : Perusahaan Amatan
4
0% 2% 4% 6% 8% 10% 12% 14% 16%Jan Feb Mar Aprl May Jun Jul Aug Sep Oct Nov Dec
Mengapa
Availability
?
Tingginya Downtime
Perusahaan
Perusahaan
belum
mempunyai
strategi
pemeliharaan
mesin
Perbaikan pada
Availability juga
mempengaruhi
performance rate dan
quality rate secara
tidak langsung
Perusahaan
memprioritaskan
availability
(sumber: Manajer
Quality System)
Usulan Periode
Pemeliharaan
Menggunakan
Preventive Maintenance
5
Mengapa
Availability
?
6
Availability
Performance Rate
Quality Rate
OEE
Produktivitas
Bagaimana melakukan
peningkatan
performansi mesin
dengan Metode
Overall
Equipment Effectiveness (OEE)
dan
Preventive Maintenance Strategy
RUMUSAN MASALAH
RUMUSAN MASALAH
Mengukur tingkat performansi mesin pada
sistem produksi
Mengidentifikasi fungsi dan
kegagalan fungsi serta
mendeskripsikan Failure Mode And
Effect Analysis (FMEA)
Menganalisis peningkatan performansi
mesin setelah dilakukan usulan perbaikan
TUJUAN PENELITIAN
Menentukan rancangan aktivitas
pemeliharaan yang tepat serta
menentukan interval waktu
pemeliharaan pada perusahaan amatan
MANFAAT PENELITIAN
MANFAAT PENELITIAN
PERUSAHAAN
PENELITI
1. Memberi pemahaman
mengenai peran dan
aplikasi fungsi
keteknik-industrian di perusahaan
2. Menambah pengalaman
dalam menerapkan ilmu
produktivitas dan
pemeliharaan
9
1. Mengetahui performansi
fasilitas produksi
evaluasi perbaikan
2. Mengevaluasi dan
membandingkan periode
perawatan mesin
3. Mengimplementasikan
alternatif rancangan
penjadwalan pemeliharaan
yang diusulkan
4. Mengetahui peningkatan
pendapatan yang akan
diperoleh
RUANG LINGKUP PENELITIAN
RUANG LINGKUP PENELITIAN
BATASAN
ASUMSI
1. Proses produksi tidak
berubah selama penelitian
dilakukan
2. Nilai performance rate dan
quality rate diasumsikan
sama dengan kondisi
eksisting hitung OEE
setelah perbaikan
10
1. Jenis produk: conventional
battery.
2. Penelitian tidak dilakukan
pada pembuatan kontainer
3. Penelitian pada lini 1 lantai
produksi
4. Data downtime: data
periode Januari-September
2013 (latar belakang)
5. Data kerusakan dan cacat:
Desember 2013
6. Hanya rekomedasi, bukan
implementasi
TINJAUAN PUSTAKA
Sim ulasiPM
FMEA
OEE
Pengukuran
Performansi Mesin
Analisis
kerusakan mesin
yang
menyebabkan
tingginya
downtime
Perancangan Strategi
Maintenance
TINJAUAN PUSTAKA
11
Availability
(A
eff
)
Performance
(P
eff
)
Quality
(Qeff)
Nakajima (1988): OEE
digunakan sebagai
matriks pengukuran
kuantitatif untuk
mengukur performansi
dan diagnosis pada
level peralatan
OEE
Aeff =
Tu/
T
t
P
eff =
T
p
/T
u
x R
act
/R
th
Qeff =
Pg/Pa
O E E
O E E
12
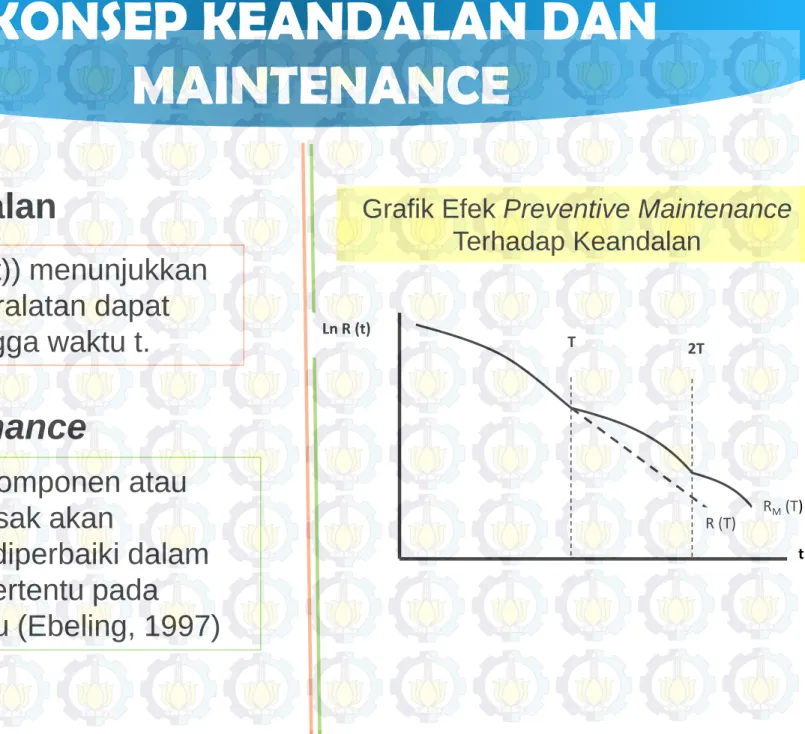
KONSEP KEANDALAN DAN
MAINTENANCE
Keandalan (R(t)) menunjukkan
probabilitas peralatan dapat
beroperasi hingga waktu t.
Keandalan
Maintenance
Aktifitas agar komponen atau
sistem yang rusak akan
dikembalikan/ diperbaiki dalam
suatu kondisi tertentu pada
periode tertentu (Ebeling, 1997)
Ln R (t)
t
R (T) RM(T)
T 2T
Grafik Efek Preventive Maintenance
Terhadap Keandalan
KONSEP KEANDALAN DAN
MAINTENANCE
PENELITIAN TERDAHULU
14
Peneliti Tahun Judul
Metode
OEE OTE FMEA PM Aplikasi PM Peningkatan OEE Peningkatan Pendapatan
Huang, S., Dimukes, J., Su, Q., Razzak, M., & Robinson, D.
2002 Manufacturing System Modeling for
Productivity Improvement √ √
Muthiah, K. M., Huang, S.
H., & Mahadevan, S. 2006
Automating Factory Performance Diagnostic Using Overall Throughput Effectiveness
√ √
Tsai, Y. T., Wang, K. S.,
& Tsai, L. C 2004
A Study of Availability-centered Preventive Maintenance for Multi-component System
√ √
Ahire, C.P. dan Relkar,
A.S 2012
Correlating Failure Mode Effect Analysis (FMEA) to Overall Equipment Effectiveness (OEE)
√ √
Vita Nabela 2014
Peningkatan Performansi Mesin dengan Metode Overall Equipment Effcetiveness (OEE) dan Preventive Maintenance Strategy pada Perusahaan
X.
METODOLOGI PENELITIAN
Penentuan Topik Penelitian
Perumusan Masalah dan Tujuan
Penelitian
1. Konsep OEE
2. Konsep FMEA
4. Konsep Maintenance
5. Konsep Preventive Maintenance
1. Proses Bisnis Perusahaan
2. Proses Produksi
3. Jenis Mesin
4. Spesifikasi Mesin
5. Kegiatan Pemeliharaan Perusahaan
Studi Literatur
Studi Lapangan
1. Data Produksi Masing-Masing Mesin
2. Data Kerusakan Mesin
Pengumpulan Data
A
Tahap Persiapan
METODOLOGI PENELITIAN
METODOLOGI PENELITIAN
B
B
1. Rekap Downtime
2. Rekap Standar Kecepatan Produksi 3. Rekap Jumlah Produk Cacat
Pengolahan Data Perhitungan Availability Perhitungan Performance Rate Perhitungan Quality Rate
Perhitungan Overall Equipment
Effectiveness (OEE)
A
Tahap Pengukuran Performansi Mesin
Identifikasi Fungsi dan Fungsi Kegagalan dengan Failure
Mode And Effect Analysis
(FMEA)
Perhitungan Maintenance
Interval pada Semua Mesin
Tahap Penentuan Maintenance Interval Analisis dan Interpretasi Hasil Penarikan Kesimpulan dan Saran SELESAI Tahap Analisis Tahap Kesimpulan dan Saran 1. Rekap Downtime
2. Rekap Standar Kecepatan Produksi 3. Rekap Jumlah Produk Cacat
Pengolahan Data Perhitungan Availability Perhitungan Performance Rate Perhitungan Quality Rate
Perhitungan Overall Equipment
Effectiveness (OEE)
A
Tahap Pengukuran Performansi Mesin
Identifikasi Fungsi dan Fungsi Kegagalan dengan Failure
Mode And Effect Analysis
(FMEA)
Perhitungan Maintenance
Interval pada Semua Mesin
Tahap Penentuan Maintenance Interval Analisis dan Interpretasi Hasil Penarikan Kesimpulan dan Saran SELESAI Tahap Analisis Tahap Kesimpulan dan Saran
16
METODOLOGI PENELITIAN
METODOLOGI PENELITIAN
17
PENGUKURAN AVAILABILITY
TotalTime
me
peratingTi
EquipmentO
Rate
ty
Availabili
Komponen Availability Rate
Nama
Mesin
Casting
Total Time (menit)
20160
Plant Shutdown (menit)
1920
Schedule Downtime (menit)
300
Failure Time (menit)
2450
Setup & Adjustment Time (menit)
3120
Equipment Operating Time (menit)
12370
METODOLOGI PENELITIAN
METODOLOGI PENELITIAN
18
PENGUKURAN AVAILABILITY
0,00% 10,00% 20,00% 30,00% 40,00% 50,00% 60,00% 70,00% 80,00% Casting Oxed (Ball Mill)Mixer Pasting Curing Rectifier Oven Drying
Cutting Stacking COS Welding Heat Sealing
Availability Rate
METODOLOGI PENELITIAN
METODOLOGI PENELITIAN
19
PENGUKURAN
PERFORMANCE RATE
dar
Teori/Stan
Secara
Produksi
Kecepatan
Proses
Aktual
Kecepatan
e
Performanc
Komponen Performance Rate
Nama Mesin
Casting
Equipment Operation Time (menit)
12370
Output Aktual (unit)
275100
Kecepatan Aktual (unit/menit)
22.239
Kecepatan Teori (unit/menit)
25
METODOLOGI PENELITIAN
METODOLOGI PENELITIAN
20
PENGUKURAN
PERFORMANCE RATE
0,5000 0,5500 0,6000 0,6500 0,7000 0,7500 0,8000 0,8500 0,9000 0,9500 Casting Oxed (Ball Mill)Mixer Pasting Curing Rectifier Oven Drying
Cutting Stacking COS Welding Heat Sealing
Performance Rate
21
PENGUKURAN
QUALITY RATE
90,00% 92,00% 94,00% 96,00% 98,00% 100,00% 102,00% Casting Oxed (Ball Mill)Mixer Pasting Curing Rectifier Oven Drying
Cutting Stacking COS Welding Heat Sealing
Quality Rate
Aktual
Output
Baik
Output
Quality
22
PENGUKURAN OEE
No
Nama Mesin
A
Q
P
OEE (%)
1
Casting
67.82
95.93
88.96
57.87
2
Oxed (Ball Mill)
79.14
96.65
81.65
62.45
3
Mixer
83.78
95.45
83.54
66.8
4
Pasting
81.47
98.46
81.87
65.67
5
Curing
80.25
99.13
79.58
63.31
6
Rectifier
88.93
98.92
69.56
61.19
7
Oven Drying
73.67
99.36
81.62
59.74
8
Cutting
82.25
98.78
75.66
61.47
9
Stacking
77.57
98.41
80.65
61.57
10
COS
81.88
99.37
84.44
68.7
11
Welding
78.05
97.3
65.79
49.97
12
Heat Sealing
61.05
99.54
78.31
47.58
A 90%
P 95%
Q 99%
OEE 84,65%
23
Identifikasi Kerusakan Mesin
(Failure Mode and Effect Analysis)
Nama Mesin
Function Functional Failure
Failure Mode Failure Effect
Casting 1 Untuk
mencairkan timah batangan dan untuk mencetak
timah cair
menjadi grid pelat atau rangka pelat
1 Tidak dapat mencairkan timah batangan
1 Heater putus
Heater berfungsi sebagai pemanas sehingga dapat mencairkan timah batangan. Heater menaikkan dan menjaga temperatur Leadle Casting pada suhu 525-600 derajat Celcius dan Pot Casting pada suhu 390-475 derajat Celcius. Heater rusak disebabkan karena voltage mesin yang tidak stabil dan juga lamanya penggunaan. Rusaknya Heater menyebabkan penurunan temperatur Leadle Casting dan Pot Casting. Jika temperatur turun, maka timah batangan tidak bisa mencair secara sempurna dan terbentuk dross. Corrective action yang dilakukan adalah dengan mengganti Heater baru dan menyesuaikan voltage Heater dengan
voltage listrik. Casting 1 Untuk mencairkan timah batangan dan untuk mencetak timah cair
menjadi grid pelat atau rangka pelat
2 Tidak dapat mencetak grid pelat atau rangka pelat 1 Ventbar Mold buntu
Ventbar Mold buntu disebabkan karena kemasukan timah cair yang mengeras dan kerak. Akibatnya, mesin tidak bisa mencetak grid pelat dengan sempurna (menghasilkan grid pelat yang berlubang). Jika Ventbar Mold tidak segara dibersihkan maka akan menghasilkan grid pelat yang cacat. Corrective action yang dilakukan adalah membongkar dan membersihkan Ventbar Mold dari timah dan kerak. Preventive action yang dilakukan adalah selalu membersihkan Ventbar Mold ketika selesai produksi.
24
Identifikasi Kerusakan Mesin
(Failure Mode and Effect Analysis)
Faktor Umur Mesin
Faktor Manusia
Impeller rusak/aus : Rusaknya Impeller karenaAS Stang Stoper
yang anjlok. Kondisi ini mengakibatkan putaran pompa terhenti dan
tidak dapat menyalurkan timah cair keluar dari Mold
Bearing pompa rusak : Bearing pada pompa rusak disebabkan karena
aus atau terbakar karena kekurangan pelumas. Seharusnya operator
dapat memeriksa setiap bagian di dalam mesin untuk mengurangi
risiko kerusakan.
Faktor Lingkungan
Heater putus : Heater putus yang disebabkan oleh voltage listrik
Finding Failure Task
METODOLOGI PENELITIAN
25
Preventive Maintenance Strategy
Schedule Restoration/
Discard Task
Maintenance Interval
Jadwal Pemeliharaan
Maintenance Task
Aktivitas Pemeliharaan
(SOP)
Manfaat Teknik
Manfaat Ekonomi
Peningkatan Availability Mesin
Peningkatan Pendapatan
26
Pemeliharaan Schedule Discard Task/
Schedule Restoration Task
Conventional Preventive Maintenance
Time To
Failure
Time To
Repair
Fitting
Distribusi
Fitting
Distribusi
Mean Time
To Failure
Mean Time
To Repair
METODOLOGI PENELITIAN
27
Perhitungan MTTF
WEIBULL 2 PARAMETER
WEIBULL 3 PARAMETER
Mesin Pasting
Beta
:
0.6473
Eta
:
105.0773
exp GAMMALN
1
1
MTTF
6473
.
0
1
1
exp
0773
.
105
GAMMALN
MTTF
= 144.232
Mesin Casting
Beta
:
0.5709
Eta
:
14.8082
Gamma
:
2.7722
1
1
exp GAMMALN
MTTF
7722
.
2
5709
.
0
1
1
exp
8082
.
14
GAMMALN
MTTF
= 62.2607
METODOLOGI PENELITIAN
28
29
Scale Parameter
Shape Parameter
α
β
Gamma
γ
TTF Hasil Fitting Distribusi
No
Nama Mesin Distribusi
Parameter
MTTF
β
α
γ
1
Casting
Weibull 3
0.5709
14.8082
2.7722
26.621
2
Oxide
Weibull 3
1.2333
45.9732
3.7551
46.708
3
Mixer
Weibull 3
0.5690
35.5899
39.0387
96.632
4
Pasting
Weibull 2
0.6473
105.0773
144.221
5
Curing
Weibull 3
0.8623
37.0025
41.4169
81.320
6
Rectifier
Weibull 3
1.2204
60.3735
63.9584
120.509
7
Oven Drying Weibull 2
1.3608
85.1990
78.017
8
Cutting
Weibull 3
0.4220
19.4128
106.1162
162.151
9
Stacking
Weibull 3
2.0787
75.8454
-13.7499
53.431
10
COS
Weibull 3
9.4233
659.0640
-536.5482
88.846
11
Welding
Weibull 2
1.6197
104.8058
93.863
12
Heat Sealing Weibull 3
0.6870
21.8353
46.8607
75.009
METODOLOGI PENELITIAN
30
Mean
μ
St. Deviation
σ
Scale Parameter
Shape Parameter
α
β
Gamma
γ
TTR Hasil Fitting Distribusi
No
Nama
Mesin
Distribusi
Parameter
MTTR
β
α
γ
µ
σ
1
Casting
Weibull 2
1.2100 1.7213
1.616
2
Oxide
Lognormal
0.1629 0.8094
1.633
3
Mixer
Weibull 2
2.7589 2.2583
2.010
4
Pasting
Weibull 3
1.6909 2.7277
-0.5809
1.854
5
Curing
Weibull 3
0.6692 0.9329
0.9325
2.168
6
Rectifier
Weibull 3
0.6961 0.2720
0.8951
1.241
7
Oven
Drying
Weibull 2
5.0072 2.3178
2.128
8
Cutting
Weibull 3
0.7982 0.7858
0.9955
1.887
9
Stacking
Lognormal
-0.0826 0.6972
1.168
10
COS
Weibull 3
0.3851 0.5164
0.4138
2.326
11
Welding
Weibull 3
0.8767 0.4907
0.6835
1.208
12
Heat
Sealing
Weibull 3
0.7752 1.8247
0.3873
2.504
METODOLOGI PENELITIAN
METODOLOGI PENELITIAN
31
Perhitungan MTTF
WEIBULL 2 PARAMETER
WEIBULL 3 PARAMETER
exp GAMMALN
1
1
MTTF
1
1
exp GAMMALN
MTTF
Mesin Casting
Beta :
1.2100
Eta
:
1.7213
2100
.
1
1
1
exp
7213
.
1
GAMMALN
MTTF
= 1.6157
Mesin Pasting
Beta
: 1.6909
Eta
: 2.7277
Gamma : -0.5809
)
5809
.
0
(
6909
.
1
1
1
exp
7277
.
2
GAMMALN
MTTF
= 1.8538
32
LOGNORMAL
Mesin Oxide
Mean
:
0.1629
Standard Deviasi
:
0.8094
2
2
exp
MTTF
2
2
8094
.
0
1629
.
0
exp
MTTF
= 1.63307
Perhitungan MTTF
METODOLOGI PENELITIAN
33
Conventional PM Scheduling
Schedule Repair Duratio
n Finish Day Month Date Hour Casting Oxide Stacking Heat Sealing Oven Drying Curing COS Welding Mixer Rectifier Pasting Cutting
1 26.620 1.6157 28.2364 3 1 3 2.6 v - - - -2 48.323 1.6330 49.9567 6 1 7 0.3 - v - - - -3 56.490 1.6157 58.1059 7 1 8 0.5 v - - - -4 58.295 1.1683 59.4639 7 1 8 2.3 - - v - - - -5 81.041 2.5035 83.5450 10 1 11 1.0 - - - v - - -
-…
198
Hasilnya Page
METODOLOGI PENELITIAN
34
Finding Failure Interval
tive
M
tive
U
FFI
2
U
tive: unavailability yang dikehendaki dari protective device
M
tive: MTBF dari protective device
MTTR
MTTF
MTBF
Unavailability
yang dikehendaki
oleh perusahaan
adalah 10%
FFI
2
U
tive
M
tive
%
2364
.
28
%
10
2
FFI
= 5.647 jam
METODOLOGI PENELITIAN
35
Finding Failure Interval
No
Nama Mesin
MTTF
MTTR
MTBF
Target
Availability
FFI
1
Casting
26.621
1.616
28.236
90%
5.647
2
Oxide
46.708
1.633
48.341
90%
9.668
3
Mixer
96.632
2.010
98.642
90%
19.728
4
Pasting
144.221
1.854
146.075
90%
29.215
5
Curing
81.320
2.168
83.488
90%
16.698
6
Rectifier
120.509
1.241
121.750
90%
24.350
7
Oven Drying
78.017
2.128
80.146
90%
16.029
8
Cutting
162.151
1.887
164.038
90%
32.808
9
Stacking
53.431
1.168
54.600
90%
10.920
10
COS
88.846
2.326
91.172
90%
18.234
11
Welding
93.863
1.208
95.071
90%
19.014
12
Heat Sealing
75.009
2.504
77.512
90%
15.502
METODOLOGI PENELITIAN
36
Finding Failure Task
(Usulan SOP)
Nama
Mesin
Finding Failure Task
Casting
1
Memeriksa secara visual kondisi kompressor pada proses pembuatan bahan spray (dalam proses
casting)
2
Memantau pancaran spray gun (jika pancaran tidak normal, maka dilakukan setting ulang)
3
Membersihkan bagian Mould, Lug, dan Frame
4
Memeriksa dan memantau temperatur Pot Casting dan Leadle Casting secara visual pada monitor
5
Memantau kondisi terbukanya Mould pada saat grid pelat keluar
6
Memberi air dumus secara berkala pada Trimming Cutter Grid
7
Memantau Trimming Cutter Grid (Jika sudah tidak sesuai ukuran, maka dilakukan setting ulang)
8
Selalu menimbang grid pelat yang dihasilkan untuk menghindari banyaknya produk cacat
37
38
METODOLOGI PENELITIAN
39
Peningkatan Availability
FAILURE RATE
Menurun
AVAILABILITY
Meningkat
OEE Meningkat
METODOLOGI PENELITIAN
40
Peningkatan OEE
Nama Mesin
OEE Eksisting
(%)
OEE Setelah
Perbaikan (%)
Selisis OEE (%)
Peningkatan
OEE (%)
Casting
57.87
69.32
11.45
19.78
Oxide
62.45
74.98
12.53
20.06
Mixer
66.8
75.46
8.66
12.96
Pasting
65.67
71.37
5.7
8.68
Curing
63.31
70.01
6.7
10.58
Rectifier
61.19
63.55
2.36
3.85
Oven Drying
59.74
69.93
10.19
17.07
Cutting
61.47
69.03
7.56
12.31
Stacking
61.57
77.19
15.62
25.37
COS
68.7
77.12
8.42
12.25
Welding
49.97
55.46
5.49
11
Heat Sealing
47.58
60.91
13.33
28.01
METODOLOGI PENELITIAN
41
Peningkatan Pendapatan
Nama Mesin
Equipment
Operating Time
Eksisting
(menit)
Equipment
Operating Time
Perbaikan
(menit)
Performance Rate
(unit/menit)
Output
Produsksi
Eksisting
(unit/bulan)
Output
Produksi
Perbaikan
(unit/bulan)
Casting
12370
14816
22.24
275100
329508
Oxide
16240
19498
5.44
88398
106131
Mixer
16890
19078
7.66
129337
146094
Pasting
18770
20399
73.68
1383005
1503061
Curing
19260
21298
15.92
306561
339003
Rectifier
20970
21778
14.49
303899
315614
Oven Drying
17680
20697
17.00
300618
351920
Cutting
19740
22169
15.13
298698
335458
Stacking
18292
22933
16.13
295049
369906
COS
19650
22057
14.78
290369
325936
Welding
16485
18298
1.32
21691
24076
Heat Sealing
11135
14254
1.88
20927
26789
METODOLOGI PENELITIAN
42
Peningkatan Pendapatan
Jumlah
Produksi
(Unit/Bulan)
Harga Jual
($)
Harga Jual
(Rp)
Total
(Rp/Bulan)
Pendapatan Eksisting
20927
32.65
387131
8101491483
Pendapatan Setelah
Perbaikan
26789
32.65
387131
10370708098
PENINGKATAN PENDAPATAN
Rp. 2.269.216.615,00.
METODOLOGI PENELITIAN
43
KESIMPULAN
1
Nilai OEE mesin Casting, Oxide, Mixer, Pasting, Curing, Rectifier,
Oven Drying, Cutting, Stacking, COS, Welding dan Heat Sealing
berurutan adalah 57.87%, 62.42%, 66.80%, 65.67%, 63.31%, 61.19%,
59.74%,
61.47%, 61.57%, 68.70%, 49.97%, dan 47.58%.
1
Failure Mode and Effect Analysis (FMEA) digunakan untuk
menganalisis secara kualitatif pencapaian nilai OEE masing-masing
mesin dengan cara mengidentifikasi fungsi dan kegagalan fungsi
serta dampak yang diakibatkan dari kegagalannya. FMEA dapat dilihat
pada Lampiran 3. Faktor yang menyebabkan sebagian besar
kegagalan mesin disebabkan oleh faktor manusia.
METODOLOGI PENELITIAN
KESIMPULAN
Terdapat dua jenis strategi pemeliharaan yaitu schedule restoration
task/ schedule discard task dan finding failure task. Interval
pemeliharaan schedule restoration task/ schedule discard task
dilakukan dengan metode traditional preventive maintenance.
Sedangkan finding failure interval dilakukan berdasarkan availability
rate yang dikehendaki oleh perusahaan.SOP juga diusulkan untuk
memperbaiki performansi mesin
3
Peningkatan OEE mesin Casting, Oxide, Mixer, Pasting, Curing,
Rectifier, Oven Drying, Cutting, Stacking, COS, Welding dan Heat
Sealing berurutan adalah sebesar 19.78%, 20.06%, 12.96%, 8.68%,
10.58%, 3.85%, 17.07%, 12.31%, 25.37%, 12.25%, 11%, dan 28.01%.
4
5
Peningkatan pendapatan
Rp. 10.370.708.483,00
– Rp. 8.101.491.483,00 = Rp. 2.269.216.615,00
per bulan.
METODOLOGI PENELITIAN
45
SARAN
1
2
Perlu mempertimbangkan line balancing dalam
proses pengukuran performansi agar dapat
diusulkan jumlah mesin iyang dibutuhkan dan
alokasi tenaga kerja
Usulan rancangan strategi pemeliharaan perlu
disimulasikan untuk mengetahui seberapa besar
peningkatan efektivitas mesin. Simulasi yang
bisa digunakan adalah simulasi arena.
• Ahuja, I.P.S. dan Khamba, J.S. 2008. Total Productive Maintenance: Literature Review and Directions. International Journal
of Quality & Reliability Management, vol. 25 no. 7, pp. 709-756.
• Ahhire, C.P. dan Relkar, A.S. 2012. Correlating Failure Mode and Effect Analysis (FMEA) & Overall Equipment Effectiveness (OEE). Procedia Engineering, vol. 38 pp. 3482-3486.
• Assauri, S. 2004. Manajemen Produksi dan Operasi. Jakarta: Fakultas Ekonomi Universitas Indonesia.
• Betrianis. (2005). Pengukuran Nilai Overall Equipment Effectiveness (OEE) Sebagai Dasar Usaha Perbaikan Proses Usaha Manufaktur Pada Lini Produksi. Jurnal Teknik Industri Universitas Petra, vol. 7 no.2
• Chan, F.T.S., Lau, H.C.W., Ip, R.W.L., Chan, H.K., Kong, S. 2003. Implementation of Total Productive Maintenance: A Case Study. International Journal of Production Economics, no. 95, pp. 71-79.
• Corder, A.S., 1996. Teknik Manajemen Pemeliharaan. Jakarta: Erlangga.
• Dhillon, B.S. 2006. Maintainability, Maintenance, and Reliability for Engineers. New York: Taylor & Francis Group.
• Ebeling, C.E., 1997. An Introduction Reliability and Maintainability Engineering. New York: The MC. Graw Hill Companier Inc.
• F.H. Barron dan B.E. Barrett. 1996. Decision Quality Using Ranked Attribute Weights. Management Science, vol. 42, no 11, pp. 1515-1523.
• Huang, S., Dimukes, J., Shi, J., Su, Q., Razzak, M., & Robinson, D. (2002). Manufacturing System Modeling For Productivity Improvement. Journal of Manufacturing System, vol. 21 pp. 249-259.
• Information Technology, Communication, and e-Business Magazine (e-Bizz Asia). (2005, Juny). 6 Strategies to Build
Business Competitiveness. Volume III-27. Retrieved November 10, 2013, from http://www.ebizzasia.com/0327-2005/focus,0327,03.htm
• Jardine, A.K.S. dan Camphel, J.D. 2001. Maintenance Excellence. New York: Marcel Dekker Inc.
• J.H. Kim, H.Y. Jeong, J.S. Park. 2009. Development of The FMECA Process and Analysis Methodology for Railroad System.
International Journal of Automotive Technology, vol. 10, no. 6, pp. 753-759.
• Leanproduction.com. 2013. Overall Equipment Effectiveness. Retrieved from http://www.leanproduction.com/oee.html. • Lewis, E.E. 1987. Introduction to Reliability Engineering. New York: John Wiley & Sons.
•
DAFTAR PUSTAKA
• Information Technology, Communication, and e-Business Magazine (e-Bizz Asia). (2005, Juny). 6 Strategies to Build
Business Competitiveness. Volume III-27. Retrieved November 10, 2013, from http://www.ebizzasia.com/0327-2005/focus,0327,03.htm
• Jardine, A.K.S. dan Camphel, J.D. 2001. Maintenance Excellence. New York: Marcel Dekker Inc.
• J.H. Kim, H.Y. Jeong, J.S. Park. 2009. Development of The FMECA Process and Analysis Methodology for Railroad System. International Journal of Automotive Technology, vol. 10, no. 6, pp. 753-759.
• Leanproduction.com. 2013. Overall Equipment Effectiveness. Retrieved from http://www.leanproduction.com/oee.html. • Lewis, E.E. 1987. Introduction to Reliability Engineering. New York: John Wiley & Sons.
• Mali, Paul. 1978. Improving Total Productivity: MBO Strategic For Business, Government, and Not For Profit Organization. New York: John Wiley & Sons.
• Mobray, J. 1987. Reliability Centered Maintenance (RCM II). 2ndedition. New York: Industrial Press.
• Muthiah, K., dan Huang, S.H. 2003. A Review of Literature on Manufacturing Systems Productivity Measurement and Improvement. Int. J. Industrial and Systems Engineering, vol. 1, no. 4, pp. 461-484.
• Muthiah, K.M., Huang, S.H., & Mahadevan, S. (2006). Automating Factory Performance Diagnostics Using Overall
Throughput Effectiveness (OTE) Metric. International Journal of Advance Manufacturing Technolology, DOI 10.1007/s00170-006-0891-x.
• Nakajima, S. 1988. Introduction to Total Productive Maintenance. Cambridge, MA: Productivity Press.
• Prawirosentono, S. (2000). Manajemen Operasi; Kasus, Analisis dan Studi Kasus (2nd Edition ed.). Jakarta: Bumi Aksara. • Sumant, David J. 1984. Productivity Engineering and Management. New York: McGraw Hill Book Company, Inc.
• Tsai, Y.T., Wang, K.S., & Tsai, L.C. 2004. A Study of Availability-Centered Preventive Maintenance for Multi-component Systems. Reliability Engineering and System Safety, vol. 84, pp. 261-270.
• Washnis, George J. 1998. Productivity Improvement Hand Book. New York: McGraw Hill Book Company, Inc. •
•