PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
4.1.1 Profil PT. Indocement Tunggal Prakarsa Tbk
PT. Indocement Tunggal Prakarsa Tbk (PT. ITP, Tbk) adalah salah satu produsen semen terbesar di Indonesia yang memproduksi berbagai jenis semen bermutu, termasuk produk semen kusus dan satu-satunya produsen semen putih di Indonesia. PT. Indocement Tunggal Prakarsa didirikan pada tahun 1973.
perusahaan ini termasuk perusahaan perseroan terbatas dengan produksi semen cap tiga roda.
PT. Indocement Tunggal Prakarsa Tbk memulai usahanya pada tahun 1975 melalui PT. Distinc Indonesia Cement Enterprise (PTICE) dan memiliki plant 1-2, plant 1 dioperasikan pada tanggal 18 Juli 1975, sedangkan plant 2 mulai beroperasi pada tanggal 14 Juli 1976 dengan kapasitas 3200 ton per hari dan 500.000 ton per tahun. Pada tanggal 1 Januari 1985 dilakukan penggabungan keenam perusahaan Indocement Group yaitu terdiri dari :
1. PT. Distinct Indonesia Cement Enterprise (DICE) 2. PT. Perkasa Indonesia Cement Enterprise (PICE) 3. PT. Perkasa Indah Indonesia Enterprise (PIICE)
Universitas Mercu Buana 4. PT. Perkasa Agung Utama Indonesia Cement Enterprise (PAUICE)
5. PT. PerkasaInti Abadi Indonesia Cement Enterprise (PIAICE) 6. PT. PerkasaAbdi Mulia Indonesia Cement Enterprise(PAMICE)
Berikut ini adalah gambar struktur organisasi pada PT. Indocement Tunggal Prakarsa, Tbk :
Gambar 4.1 Struktur Organisasi Perusahaan
Sumber : Dokumen file PT. Indocemen Tunggal Prakarsa, Citeureup
PT INDOCEMENT TUNGGAL PRAKARSA Tbk BOARD OF COMMISSIONERS
THE SAREHOLDERS GENERAL MEETING BOARD OF DIRECTORS PRESIDENT DIRECTOR NON EXECUTIVE DIRECTOR
NON EXECUTIVE DIRECTOR
NON EXECUTIVE DIRECTOR
TAXATION &
TREASURY DIVISION DEPUTY FINANCIAL DIRECTOR CORPORATE
FINANCE ACCOUNTING &
CONTROLLING DIVISION MANAGEMENT INFORMATION SYSTEM DIV.
CORPORATE SECRETAIAT DIV INTERNAL AUDIT
DIVISION
CORPORATE LEGAL
TECHNICAL DIRECTOR
FINANCE DIRECTOR
MARKET DEVELOPMENT
DIVISION SALES &
MARKETING DIV LOGISTIC DIVISION READY MIX DIV
COMMERCIAL DIRECTOR
CORPORATE HUMAN RESOURCE STRATEGY CORPORATE
HUMAN RESOURCE DEVELOPOMENT
PUBLIC AND GENERAL AFFAIRS
DIVISION
HUMAN RESOURCE DIRECTOR
GM OPERATION CITEUREUP GM OPERATION
CIREBON GM OPERATION
TARJUN DEPUTY TECHNICAL
DIRECTOR PPC/
PAPER BAG DIV UTILITY DIV
GENERAL ENGINEERING &
CONSTRUCTION DIVISION
PLANT 12
PPC/
OP. SUPPLY DIV HR / GA
PLANT ACCOUNTING
PPC/
OP. SUPPLY DIV COMM. DEV
HR / GA PLANT ACCOUNTING
PLANT 9/10
PPC/
DEPUTY GM OPERATION
MINING DIV HR / GA COMM DEV
PLANT ACCOUNTING
SPPLY DIV QAR DIV TECH SERV DIV
PLANT 6,11 PLANT 7,8 PLANT 3,4 PLANT 1,2,5
Universitas Mercu Buana 4.1.2 Visi Misi dan Motto Perusahaan
Visi Perusahaan
Adapun visi pada PT. inducement tunggal prakarsa Tbk yaitu Pemimpin pasar semen dan agregat yang berkualitas di dalam negeri.
Misi Perusahaan
Kami berkecimpung dalam bisnis penyediaan papan, semen dan bahan bangunan yang terkait serta jasa terkait yang bermutu dengan harga kompetitif dan tetap memperhatikan pembangunan berkelanjutan.
Motto yang diterapkan perusahaan
Adapun Motto yang di terapkan oleh PT. Tunggal prakarsa Tbk adalah Turut membangun kehidupan bermutu.
4.1.3 Lokasi Pabrik
PT. Indocement Tunggal Prakasa, Tbk. memiliki 12 pabrik yang tersebar di tiga lokasi, yaitu:
1. Citeureup-Bogor dengan 9 plant dan luas area 200 Ha.
2. Palimanan- Cirebon dengan 2 plant dan luas area 37 Ha.
3. Tarjun-Kalimantan Selatan dengan 1 plan dan luas area 580 Ha.
Pemilihan lokasi pabrik merupakan faktor yang sangat penting untuk mendukung keberhasilan dan kelangsungan suatu pabrik. Dengan pemilihan lokasi yang tepat dan strategis dapat meningkatkan efisiensi dan daya guna pabrik.
Lokasi yang di pilih adalah Jl. Mayor Oking Jaya Atmadja, Citeureup Bogor- Jawa Barat.
4.1.4 Produk Semen PT. ITP
Berikut ini adalah jenis-jenis semen yang di produksi PT. Indocement tunggal prakarsa, Tbk :
1. Ordinary Portland Cement (OPC)
Dikenal sebagai semen abu-abu, berfungsi memberikan ketahanan terhadap sulfat yang ada di air dan tanah.
Gambar 4.2 Ordinary Portland Cement (OPC)
2. Portland Composite Cement (PPC)
Semen untuk berbagai macam konstruksi beton baik rumah, jembatan, dan jalan.
Gambar 4.3 Portland Composite Cement (PCC)
3. Oil Well Cement (OWC)
Semen yang digunakan pada pengeboran sumur minyak dan gas.
Universitas Mercu Buana Gambar 4.4 Oil Well Cement (OWC)
White Cement (WC) Digunakan pada pembuatan ubin teraso, patung- patung, dan dekorasi lainnya, serta sebagai pengisi (filter) lantai/tembok dan keramik. Produk ini merupakan satu-satunya yang di produksi di Indonesia
Gambar 4.5 White Cement
4. White Mortar TR30
Semen yang digunakan proses aci pada dinding bangunan sehingga hasil dinding menjadi lebih terlihat halus dan rapi.
Gambar 4.6 White Mortar TR30
4.1.5 Proses Produksi semen di PT. ITP
Proses produksi semen di PT. Indocement Tunggal Prakarsa dibagi dalam beberapa tahap :
1. Penambangan dan Penyediaan Bahan Baku (Unit Mining)
Bahan baku utama yang digunakan dalam proses pembuatan semen adalah batu kapur (limestone), sedangkan tanah liat (clay), pasir silica, pasir besi dan gypsum sebagai bahan aditif. Bahan baku utama penambangan batu kapur berupa limestone ditambang sendiri di bukit Kromong. Tambang ini terdiri dari lima area penambangan atau Quarry A, B, C, D dan E pembongkarannya dengan cara peledakan. Kegiatan penambangan batu kapur melalui beberapa tahap sebagai berikut:
a. Clearing (pembersihan) atau stripping. Dilakukan pembersihan dengan menghilangkan lapisan tanah 30 cm dengan menggunakan bulldozer. Tujuan untuk menjaga agar batu kapur tidak tercampur dengan tanah liat yang dapat menurunkan kadar CaO-nya.
b. Drilling (pemboran)
Kegiatan pemboran ini dimaksudkan untuk membuat lobang tembak, dimana dalam lobang tembak dimasukkan bahan peledak.
2. Pengeringan dan Penggilingan Bahan Baku (Unit Raw Mill) a. Pengeringan bahan aditif
Pengeringan dilakukan untuk bahan aditif yaitu berupa clay dan silica sand. Bahan aditif dari masing-masing storage diambil
Universitas Mercu Buana dengan menggunakan reclaimer, kemudian diangkut dengan belt conveyor untuk diumpankan ke dalam rotary dryer untuk dikeringkan. Sebagai media pemanas digunakan gas panas dari stabilizer yang berasal dari Reinforced Suspension Preheater (RSP). Proses berlangsung dengan menggunakan system aliran material searah dengan aliran gas panas (cocurrent). Proses pengeringan berlangsung hingga didapatkan kondisi material keluar dari rotary dryer kandungan airnya kurang lebih 1%.
Adanya putaran dan kemiringan rotary dryer menyebabkan material akan berjalan sesuai dengan kecepatan yang telah ditentukan dan di sepanjang rotary dryer akan terjadi proses pengeringan. Produk rotary dryer diangkut melalui belt conveyor ke bucket elevator untuk dimasukkan ke dalam hopper aditif.
b. Penggilingan bahan baku
Dari hopper masing-masing high lime, low lime, aditif dan pasir besi dikeluarkan dan ditimbang dengan empat weighting feeder. Banyaknya masing-masing material yang dikeluarkan diatur dengan mengatur kecepatan masing-masing weighting feeder tersebut. Kemudian material tersebut diumpankan ke dalam alat penggiling (raw mill) yang berbentuk silinder horisontal. Di dalam alat ini, material digiling dengan menggunakan bola-bola baja (steel ball) dengan ukuran tertentu sambil diputar. Ruang pertama diisi dengan bola-bola baja dengan diameter 90 mm, 80 mm, 70 mm, 60 mm, dan 50 mm, sedangkan ruang kedua diisi dengan
diameter 40 mm, 30 mm, dan 20 mm. Proses ini menggunakan gas panas yang diambil dari RSP sehingga dalam proses ini berlangsung pula proses pengeringan.
Putaran silinder akan mengangkat umpan bola baja pada ketinggian optimum sehingga terjadi tumbukan antara bola baja dengan material sehingga material dapat hancur menjadi halus.
Selama proses berlangsung, udara panas yang ditarik oleh fan melewati raw mill akan menarik material halus ke air separator untuk dipisahkan dengan material kasar. Di dalam airseparator terdapat classifying blade dan centrifugal blade yang berfungsi untuk membentuk pusaran udara untuk memisahkan material halus dan kasar. Partikel halus terbawa oleh udara yang kemudian dipusingkan dalam 4 siklon untuk dipisahkan dari udaranya.
Partikel halus dari siklon dibawa oleh ATC (Air Truck Conveyor) ke air lift yang akan disimpan dalam HomogenizingSilo, debu sisanya masuk kedalam EP. Debu hasil pemisahan EP dimasukkan ke dalam Homogenizing Silo diangkut dengan screw conveyor sedangkan gas buang dari EP dibuang melalui cerobong (chimney).
Partikel yang kasar dikembalikan lagi ke Raw Mill sebagai tailing.
c. Pencampuran bahan baku
Raw Meal yang dibawa dari bagian penggilingan dimasukkan ke dalam dua buah Homogenizing Silo (HS) dengan kapasitas masing-masing 10.000 ton. Raw mealdihomogenisasi dengan proses aerasi sehingga terjadi fluidisasi dan pada akhirnya
Universitas Mercu Buana raw meal akan homogen. Raw meal masuk ke homogenizing silo pada suhu 850C dan keluar dari homogenizing silo pada suhu 850C juga. Pada homogenizing silo dilengkapi dengan enam buah gate opening continues adjusment (flow control gate). Tetapi gate yang dibuka hanya dua saluran atau gate yang saling berhadapan dengan pengaturan bergantian selama 15 menit. Dengan adanya udara dari blower sehingga raw meal akan tertekan ke bawah dan mengalami proses aerasi maka raw meal ini akan mengalami pencampuran sehingga material terdistribusi secara merata. Semakin banyak lapisan atau layer maka semakin homogen materialnya. Setelah 15 menit control gate akan menutup dan digantikan oleh dua control gate lain yang berlawanan arah
Raw Meal kemudian ditransportasikan ke feed bin (hopper) melalui air sliding conveyor, bucket elevator kemudian air sliding conveyor. Raw meal dari feed bin masuk ke weighting feeder untuk ditimbang. Dari weighting feeder, raw meal diangkut dengan air sliding conveyor lalu ke air lift menuju RSP dengan cara dihembuskan dengan udara dari blower.
3. Pembakaran Raw Meal dan Pendinginan Clinker (Unit Burning) Proses pembakaran raw meal dalam pembuatan semen merupakan tahap yang paling penting karena pada tahap inilah terbentuk mineral- mineral yang diperlukan dalam semen. Proses pembakaran di preheater (proses prekalsinasi) dan proses pembakaran di kiln menjadi klinker.
Preheater yang digunakan adalah Reinforced Suspension Preheater (RSP) yang terdiri dari cyclone preheater empat tahap. Pada tahap keempat (yang paling atas) preheater terdiri dari empat buah siklon (C411, C412, C421, C422). Sedangkan tahap ketiga terdiri dari dua siklon (C31 dan C32).
Tahap kedua terdapat dua buah (C21 dan C22) dan tahap pertama (yang paling bawah) terdiri dari dua buah siklon (C11 dan C12).
Raw meal yang diumpankan ke preheater masuk ke connecting duct antara C3 dan C4. Raw meal akan mengikuti aliran gas panas yang berasal dari clinker cooler dan kiln. Gas panas ini kemudian ditarik oleh SP Fan. Karena adanya tarikan dari SP Fan, material akan masuk ke C4 dan mengalami proses pemusingan. Material akan jatuh ke duct diantara C2 dan C3 dan mengalami proses pemusingan lagi, dan seterusnya.
Sedangkan gas panas yang membawa sebagian material yang tidak terpusingkan akan keluar melalui bagian atas siklon, dan masuk ke siklon berikutnya, demikian seterusnya. Akhirnya material akan memasuki precalciner dan kemudian ke kiln. Pada tahap ini 80 – 90 % material telah terkalsinasi.
Gas panas yang keluar dari RSP mempunyai temperatur berkisar 380C. Gas panas ini dapat dimanfaatkan untuk proses pengeringan di unit raw mill, rotary dryer dan coal mill. Untuk rotary dryer, gas panas terlebih dahulu dilewatkan melalui sebuah stabilizer untuk menurunkan temperatur gas untuk menjaga efisiensi penangkapan debu dalam EP.
Temperatur dijaga konstan dengan cara menyemprotkan (spraying air).
Setelah mengalami proses kalsinasi di RSP, material kemudian masuk ke
Universitas Mercu Buana dalam Rotary Kiln. Kiln yang digunakan panjangnya 78 m.Klinker masuk ke dalam cooler sudah terbentuk padatan dan bersuhu kurang lebih 1000- 1200C.
Dalam proses pendinginan terdapat beberapa parameter penting yang harus diperhatikan agar klinker yang dihasilkan memiliki sifat-sifat yang memenuhi persyaratan, diantaranya yaitu meningkatnya grindability (kemudahan digiling), mudah transport, dan panas yang dimiliki dapat dimanfaatkan ulang untuk pemanasan udara yang dibutuhkan dalam pembakaran.
Laju kecepatan pendinginan klinker menentukan komposisi akhir klinker. Jika klinkerterbentuk selama pembakaran didinginkan perlahan maka beberapa reaksi yang telah terjadi di kiln akan berbalik (reverse), sehingga C3S yang telah terbentuk di kiln akan berkurang dan larut dalam klinker cair yang belum sempat memadat selama proses pendinginan.
Dengan pendinginan cepat, fasa cair akan memadat dengan cepat sehingga mencegah berkurangnya C3S.
Klinker didinginkan dengan proses pendinginan cepat atau mendadak di dalam Air Quenching Cooler (AQC) jenis Grate Cooler.
AQC ini terdiri dari tiga buah grate yang masing-masing digerakkan oleh sebuah motor. Pendinginan dilakukan dengan menghembuskan udara dari enam buah cooling fan. Udara dihembuskan kedalam chamber yang berjumlah 9 buah untuk mendinginkan klinker yang berada di atas grate plate.
AQC ini dilengkapi juga dengan sebuah clinker breaker pada bagian keluaran (output). Ukuran klinker yang keluar tidak boleh melebihi 5 cm. Klinker yang terlalu besar akan dihancurkan terlebih dahulu dalam clinker breaker. Klinker kemudian dibawa dengan apron conveyor ke clinker silo.
Perpindahan panas antara klinker dengan udara pendingin mengakibatkan udara menjadi panas. Udara panas ini digunakan sebagai udara sekunder (Secondary Air) yang digunakan untuk pembakaran di kiln dan sebagai udara tersier (Tertiary Air) digunakan untuk pembakaran di RSP dan sebagian lagi dibuang ke cerobong. Gas buang ini terlebih dahulu dilewatkan pada EP untuk memisahkan debu yang terbawa oleh gas buang. Debu klinker ini dikumpulkan dan diangkut ke clinker silo. Klinker yang agak halus akan jatuh menembus lubang-lubang kecil pada grate cooler dan dibawa dengan drag chain conveyor (DCC). Selanjutnya melalui apron conveyor masuk kedalam clinker silo.
4. Penggilingan Akhir (Unit Finish Mill)
Proses penggilingan klinker bertujuan untuk mencampur dan menggiling klinker dengan gypsum sampai tingkat kehalusan tertentu sehingga terbentuk produk semen. Gypsum yang ditambahkan berkisar 3- 5% dari berat klinker. Kehalusan semen yang dihasilkan merupakan salah satu faktor penentu kualitas semen. Selain gypsum, kadang-kadang ditambahkan additive lain berupa limestone atau trass. Dari additive storage, limestone diangkut menggunakan wheel loader dimasukkan ke dalam unloading hopper kemudian diangkut dengan belt feeder menuju
Universitas Mercu Buana bucket elevator, menuju additive hopper selanjutnya ditimbang oleh weighting feeder menuju belt conveyor dan limestone tersebut ditaburkan dari atas pada apron conveyor sebelum masuk ke clinker silo.
Trass ini memiliki keistimewaan yaitu memiliki SiO2 aktif yang akan bereaksi dengan CaO bebas (free lime) sehingga membentuk CS (CaSiO2) yang akan bereaksi pada saat ditambahkan air. CS ini dapat membantu kekuatan akhir semen. Selain tujuan diatas, penambahan trass ini dilakukan untuk menambah jumlah semen yang dihasilkan namun kualitas akhir semen masih memenuhi standar semen yang ditetapkan SII, sehingga hal ini akan menghemat jumlah bahan bakar yang digunakan.
Klinker yang keluar dari AQC disimpan dalam dua buah clinker silo yang masing-masing berkapasitas 30.000 ton. Dibagian bawah silo terdapat saluran pengeluaran yang terdiri dari dua set gravity feeder yang digerakkan oleh motor dan empat set gravity feeder tipe manual. Klinker dikeluarkan dari silo melalui gravity feeder dan kemudian diangkut dengan belt conveyor dan bucket elevator menuju ke clinker hopper.
Gypsum dari storage yard dimuat ke dalam loading hopper dengan menggunakan wheel loader. Selanjutnya gypsum dibawa ke gypsum hopper dengan belt feeder. Selanjutnya klinker dan gypsum ditimbang secara proporsional dalam weighting feeder sehingga menghasilkan campuran dengan kadar gypsum sekitar 3 - 5% berat. Ada empat hopper yang terdiri dari dua hopper untuk klinker dan dua hopper untuk gypsum.
Setelah itu material dialirkan menuju alat penggilingan akhir yang disebut cementmill. Inlet cement mill dilengkapi spray water sebagai
pendingin untuk mencegah terjadinya dehidrasi gypsum. Dehidrasi gypsum ini perlu dihindari karena dapat mengganggu fungsi gypsum sebagai retarder yang berfungsi untuk memperlambat setting time (waktu pengikatan). Air akan menyemprot bila suhu mencapai 120C sehingga suhunya dapat dipertahankan 90 - 100C.
Material yang keluar dari cement mill akibat adanya putaran dari cement mill dan hiasapan dari EP fan dibawa oleh ATC (Air Truck Conveyor) dan bucket elevator kemudian dipusingkan kedalam Air Separator. Dalam air separator terjadi dua gaya yaitu gaya sentrifugal dan gravitasi sehingga produk yang halus masuk ke siklon dan produk yang masih kasar masuk kembali ke cement mill sebagai tailing.
Debu dan produk dihisap oleh separator fan, sebagian masuk ke separator lagi dan sebagian naik masuk ke dust collector dan terjadi pemisahan antara debu dan gas oleh bag filter dan EP, gas buang keluar melalui chimney. Debu dan produk ini jatuh ke screw conveyor menuju TCC (Truck Chain Conveyor), kemudian bersama-sama produk dari separator diangkuat oleh ATC dan air sliding conveyor dengan bantuan air lift menuju cement silo.
5. Pengantongan Semen (Unit Packing)
Semen disimpan dalam dua buah cement silo dengan kapasitas masing-masing 1.500 ton. Semen dari silo dibawa dibawa ke bagian pengepakan (packing) dengan menggunakan air sliding conveyor dan bucket elevator. Dari bucket elevator, semen dilewatkan ke vibrating
4.2 Macam-macam Mesin dibagian Unit Burning / Klin
Dalam proses unit burning/unit kiln ini terdapat beberapa mesin yang digunakan dari tahap awal proses pembakaran klinker hingga tahap akhir proses pendinginan. Berikut mesin-mesin dibagian unit Burning / Klin:
A. Mesin Suspension Preheater (Sp)
Mesin suspension preheater merupakan mesin yang berfungsi sebagai pemanas pendahuluan tepung baku sebelum masuk kedalam rotary kiln dan tempat prekalsinasi.
Gambar 4.8 Mesin Suspension Preheater (SP)
Spesifikasi alat:
Tipe : ILC-SLC
Kapasitas : 7500 ton / hari
Material umpan : tepung baku
Urutan stage : 1,2,3,4,5 (dari atas)
Diameter siklon : 6,9 m ; 69 m ; 7,2 m ; 7,2 m Diameter precalciner : 5,7 m (ILC), 7,2 m (SLC)
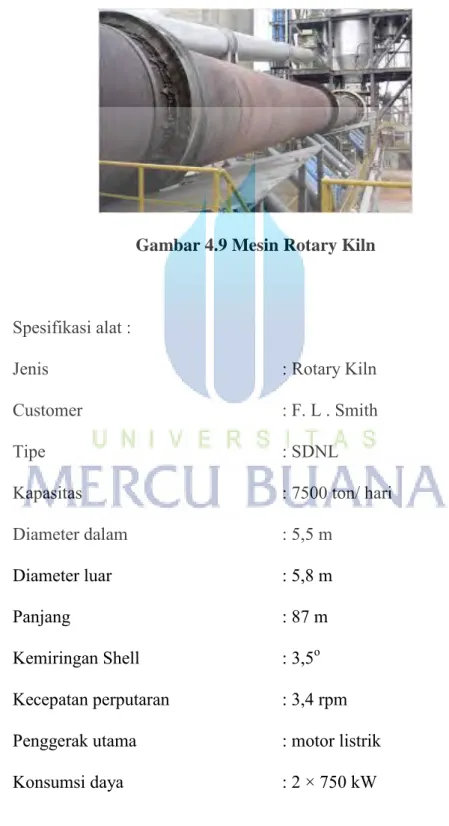
Universitas Mercu Buana B. Mesin Rotary Kiln
Mesin rotary kiln merupakan mesin yang berfungsi untuk proses kalsinasi lanjutan (± 15% ) sampai proses terbentuknya clinker. Semua proses yang terjadi di rotary kiln sangat menentukan mutu clinker yang di hasilkan.
Gambar 4.9 Mesin Rotary Kiln
Spesifikasi alat :
Jenis : Rotary Kiln
Customer : F. L . Smith
Tipe : SDNL
Kapasitas : 7500 ton/ hari
Diameter dalam : 5,5 m
Diameter luar : 5,8 m
Panjang : 87 m
Kemiringan Shell : 3,5o
Kecepatan perputaran : 3,4 rpm Penggerak utama : motor listrik
Konsumsi daya : 2 × 750 kW
Tipe kopling penggerak utama : RUPEX RWN 500 Tipe kopling penggerak tambahan : N-EUPEX A 440
Actual ratio gear : 45,245
Input speed : 977 min-1
Output speed : 21,6 min-1
Lama pengoperasian : 24 jam per hari Siklus pengoperasian : 100%
Arah rotasi motor (input side) : searah jarum jam
Arah rotasi unit pergerakan tambahan: berlawanan arah jarum jam Arah rotasi OUTPUT SIDE : searah jarum jam
Penumpu : 6 hall
C. Mesin Air Quenching Cooler (grate cooler)
Mesin Air quenching cooler merupakan mesin yang berfungsi untuk mendinginkan clinker secara mendadak dengan udara yang dihembuskan dari fan dan untuk menghasilkan udara pembakaran sekunder (untuk proses pembakaran di kiln) dan udara pembakaran tersier (untuk proses kalsinasi awal di SP).
Universitas Mercu Buana Gambar 4.10 Mesin Air Quenching Cooler (grate cooler)
Spesifikasi alat :
Tipe : CFG system grate cooler
Kapasitas : 7500 ton klinker/hari
Jumlah Chamber : 3 grate
Jumlah Fan : 26 buah
Daya : 3 × 75 kW
Cooling Area : 171 m2
D. Clinker silo
Mesin pasteurizer merupakan mesin yang berfungsi untuk menampung Clinker setelah melewati air quenching cooler, sebelum di giling menjadi semen.
Gambar 4.11 MesinClinker Silo Spesifikasi alat
Jumlah : 2 buah
Kapasitas : 75000 ton
Diamater silo : 34 m
Tinggi : 69,3 m
4.3 Jam Kerja Karyawan PT. ITP
Untuk jam kerja karyawan, PT. Indocement Tunggal prakarsa,Tbk.
memberlakukan lima hari kerja, waktu kerja karyawan di bagi menjdi dua, yaitu jam kerja normal dan jam kerja shiff karena pabrik beroperasi 24 jam. Karyawan yang terkena shift, masing – masing shift bekerja selama enam hari.
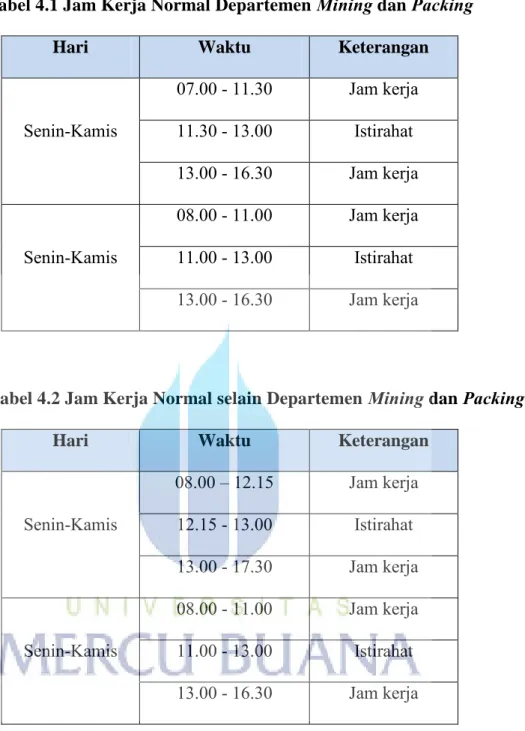
Universitas Mercu Buana Tabel 4.1 Jam Kerja Normal Departemen Mining dan Packing
Hari Waktu Keterangan
Senin-Kamis
07.00 - 11.30 Jam kerja 11.30 - 13.00 Istirahat 13.00 - 16.30 Jam kerja
Senin-Kamis
08.00 - 11.00 Jam kerja 11.00 - 13.00 Istirahat 13.00 - 16.30 Jam kerja
Tabel 4.2 Jam Kerja Normal selain Departemen Mining dan Packing
Hari Waktu Keterangan
Senin-Kamis
08.00 – 12.15 Jam kerja 12.15 - 13.00 Istirahat 13.00 - 17.30 Jam kerja
Senin-Kamis
08.00 - 11.00 Jam kerja 11.00 - 13.00 Istirahat 13.00 - 16.30 Jam kerja
Tabel 4.3 Jam Kerja Shift Mechanic, Electric, Production dan QC Departement
Shift Jam Kerja
A 07.00 - 15.00
B 15.00 - 23.00
C 23.00 - 07.00
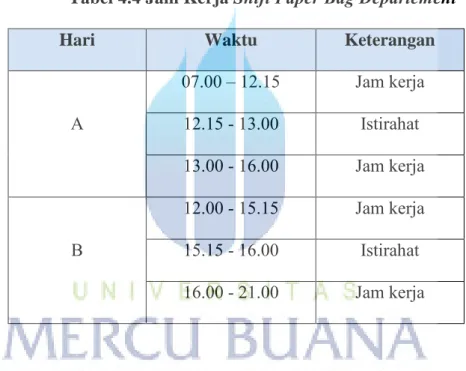
Tabel 4.4 Jam Kerja Shift Paper Bag Departement
Hari Waktu Keterangan
A
07.00 – 12.15 Jam kerja 12.15 - 13.00 Istirahat 13.00 - 16.00 Jam kerja
B
12.00 - 15.15 Jam kerja 15.15 - 16.00 Istirahat 16.00 - 21.00 Jam kerja
4.4 Pengendalian Produksi
Pengendalian produksi merupakan pengendalian yang diawali dari ketersediaan bahan baku hingga ketersediaan barang jadi maka ini menjadi hal penting bagi kelancaran proses produksi. Pengendalian produksi meliputi pengendalian bahan baku, pengendalian proses produksi dan pengendalian barang jadi.
Universitas Mercu Buana 4.4.1 Pengendalian Bahan Baku
Bahan baku yang digunakan untuk pembuatan semen berasal dari penambangan dan pembelian dari distributor. Bahan baku yang digunakan dalam pembuatan Ordinary Portland Cement (OPC) adalah klinker 64% yang terdiri dari 85% lime stone, 13,5% sandy clay, 1,5 Iron sand, lalu klinker dicampur menggunakan bahan additive lain seperti 2,20% gypsum, 16,60% add limestone dan 17,02 trass. PT. Indocement tunggal Prakarsa Tbk mempunyai lahan pertambangan bahan baku kapur di Quarry D yang berjarak sekitar 7 km dari plant dan tanah liat di Hambalang yang berjarak 45 km dari plant, untuk pasir besi dibeli dari suplier PT. Aneka Tambang Cilacap , pasir silika, trass diperoleh dari daerah Brobos, Palimanan, Cirebon. Trass yang diperoleh sudah berukuran seragam sehingga dapat langsung disimpan dalam storage beratap. dari Sukabumi dan Serang dan gypsum diimport dari Thailand, Jepang dan Aussie. Untuk bahan baku import PT. Indocement Tunggal Prakarsa Tbk melakukan pemesanan tiga bulan sebelumnya sedangkan bahan baku dari dalam negeri perusahaan menetapkan stok selama satu bulan untuk menghindari keterlambatan atau terjadi kekurangan stok dari suplier. sedangkan bahan baku yang berasal dari penambangan didatangkan setiap hari langsung menggunakan belt conveyor ke dalam plant.
Berikut adalah tata cara pemesanan bahan baku yang dilakukan PT.
Indocement tunggal Prakarsa Tbk : a. Bahan baku lokal
PPIC pada plant mengirim Purchase Requestion (PR) kepada bagian Purchase yang selanjutnya akan dibuatkan Purchase Order (PO).
b. Bahan baku impor
PPIC pada plant membuat Purchase requestion (PR) lalu diberikan kepada bagian Purchase yang selanjutnya akan dibuatkan Purchase Order (PO) dan dikirim kebagian impor di kantor pusat melalui Fax Letter of Credit (LC) untuk melakukan pembayaran kepada supplier.
c. Bahan baku penambangan
PPIC plant hanya meminta Purchase Requestionjika terdapat material yang kurang, karena minning setiap hari mengirim barang keseluruh plant tanpa adanya permintaan khusus seperti kepada suplier dari dalam dan dari luar negeri. Suplier mengirim barang pesanan langsung ke pabrik disertai dengan surat pengiriman barang (SPB) atau biasa disebut Delivery Order (DO).
4.4.2 Pengendalian Proses Produksi
Pada setiap tahapan proses produksi Raw mill, burning, finish mill dan pengepakan terdapat petugas Quality control (QC) yang melakukan pemeriksaan terhadap kualitas hasil dengan standar yang telah ditentukan dikarenakan setiap kali dalam proses produksinya mempunyai komposisi yang berbeda-beda untuk percampuran bahan baku. Hanya hasil yang sesuai standar yang akan dikirim ke proses selanjutnya, sedangkan yang tidak memenuhi standar akan diproses ulang.
4.4.3 Pengendalian Produk Jadi
Barang yang diproduksi yang telah disetujui bagian Quality Control (QC) untuk diterima dan disimpan di silo, pengeluaran barang dari gudang dilakukan
Universitas Mercu Buana secara First In First Out (FIFO) lalu diproses pengepakan semen dan langsung dikirim kepada customer menggunakan truk semen dari perusahaan pendistribusian yang dibawah naungan PT. Indocement Tunggal Prakarsa Tbk.
4.4.4 Pengendalian Mutu
PT. Indocement Tunggal Prakarsa Tbk telah berusaha memperbaiki proses produksi yang sedang berlangsung melalui continuous improvement index yang terdiri dari dua indikator yaitu jumlah laporan TULTA dan Peningkatan Mutu Praktek (PQI). TULTA merupakan singkatan dari Tujuh Langkah Tujuh Alat, TULTA merupakan sebuah metode alat untuk mengendalikan kualitas mutu yakni terdiri dari Cause and effect, check sheet, control chart, histogram, pareto chart, scatter diagram dan graphs. Semakin banyak laporan TULTA yang dihasilkan maka akan memberikan kontribusi yang besar terhadap perbaikan dan perkembangan.
PT. Indocement Tunggal Prakarsa Tbk memeriksa bahan baku yang telah diproduksi sudah memenuhi standar atau kurang memenuhi standarnya di bagian Quality Control (QC) dan Quality Asurance and Research Development (QARD).
PT. Indocement Tunggal Prakarsa Tbk selalu mengutamakan standar mutu kualitas dan kuantitas dalam menentukan suatu produk yang dipasarkan secara global dan memiliki mutu standar internasional, sehingga memberikan pelayanan terbaik bagi pelanggan maupun investor, oleh karena itu PT. ITP Tbk berhasil memperoleh ISO 9001 pada bulan Maret 1995 untuk produk yang dihasilkan dan menyadari penerapan ISO 9001 secara konsisten meningkatkan kepuasan
pelanggan. Selain itu PT. Indocement Tunggal Prakarsa Tbk berhasil mendapatkan ISO yakni sebagai berikut :
1) ISO 9001 Manajemen Mutu
2) ISO 14001 Manajemen Lingkungan
3) API Sistem Manajemen untuk Oil Well Cement (OWC)
4) ISO 17025 Sistem Manajemen untuk pengelolaan laboratorium 5) OHSAS 18001
6) Sistem Manajemen K3 Permenaker No.05/MEN/1996
4.5 Manajemen Rantai Pemasok
PT. Indocement Tunggal Prakarsa tbk menggunakan telefon dan e-mail dengan website asli PT. Indocement Tunggal Prakarsa Tbk dalam melakukan pemesanan bahan baku maupun untuk menjual produknya kepada gerai-gerai pemasok semen dan konsumen yang membutuhkan clinker. Pengiriman semen dilakukan oleh anak perusahaan PT. Indocement Tunggal Prakarsa Tbk oleh PT.
Indomix Perkasa dan PT. Pionir beton.
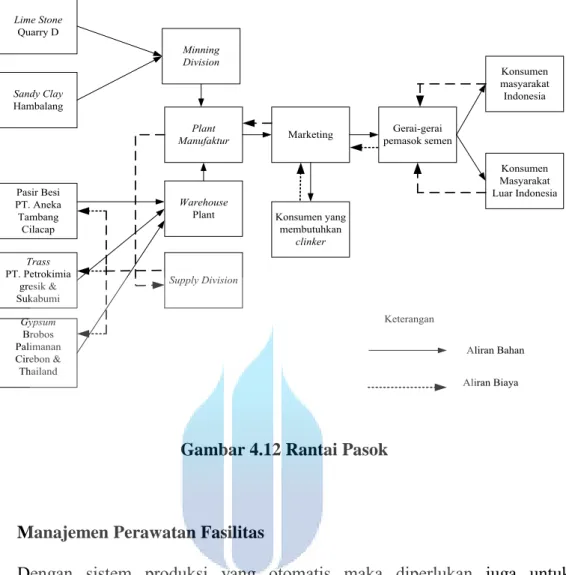
Manajemen Rantai Pasok merupakan konsep dalam persoalan penyaluran barang dari supplier hingga sampai kepada konsumen. PT. Indocement Tunggal Prakarsa Tbk menggunakan pemasok bahan baku dari lokal maupun dari luar, jadwal pemasok sudah dijadwal 3 bulan sebelumnya agar produk yang dihasilkan sesuai dengan pengiriman yang dibutuhkan. Berikut adalah jaringan rantai pasok PT. Indocement Tunggal Prakarsa, Tbk.
Universitas Mercu Buana
Lime Stone Quarry D
Sandy Clay Hambalang
Pasir Besi PT. Aneka
Tambang Cilacap
Trass PT. Petrokimia
gresik &
Sukabumi Gypsum
Brobos Palimanan Cirebon &
Thailand
Minning Division
Plant Manufaktur
Supply Division Warehouse
Plant
Marketing Gerai-gerai pemasok semen
Konsumen yang membutuhkan
clinker
Konsumen masyarakat Indonesia
Konsumen Masyarakat Luar Indonesia
Aliran Bahan Aliran Biaya Keterangan
Gambar 4.12 Rantai Pasok
4.6 Manajemen Perawatan Fasilitas
Dengan sistem produksi yang otomatis maka diperlukan juga untuk perawatan mesin-mesin di Indocement agar mesin tersebut dapat bekerja secara optimal. Maintenance yang baik sangat perlu dilakukan agar semua mesin dan peralatan produksi semen yang sangat banyak jumlahnya tersebut bisa dijaga dan dirawat. Adapun beberapa kegiatan maintenance yang digunakan PT Indocement Tunggal Prakarsa Tbk adalah:
1. Preventive Maintenance (PM)
2. Condition Based Maintenance (CBM) / Predictive Maintenance 3. Corrective Maintenance
Hal ini dilakukan untuk menghindari terjadinya Breakdown Maintenance yaitu maintenance yang terjadi secara tidak terprediksi dikarenakan terjadi kerusakan mesin secara mendadak, sehingga tuntutan target produksi secara continue tidak bisa tercapai.
Dari beberapa tindakan maintenance yang dilakukan dalam proses produksi semen di PT. Indocement Tunggal Prakasa khususnya plant 1-2, dilakukan kegiatan preventive maintenance dengan periode satu tahun dua kali, Condition Based Maintenance (CBM) atau Predective maintenance dengan melakukan inspeksi serta pengukuran beberapa parameter yang dapat dijadikan informasi kondisi mesin atau peralatan produksi pada saat ini sehingga kerusakan yang lebih besar bisa dicegah. Inspeksi dan pengukuran mesin tersebut antara lain dengan pengecekan fisik mesin, noise yang ditimbulkan, suhu mesin, kondisi pelumasan, serta parameter lain yang bisa menggambarkan kondisi mesin. Kegiatan Corrective yang dilakukan Junior Inspector bertujuan untuk mencegah kerusakan yang akan bertambah fatal dengan mengembalikan fungsi mesin dengan cara memperbaikinya.
PT. Indocement Tunggal Prakarsa Tbk menerapkan sistem IIMS (Integrated Indocement Maintenance System) hal ini ditandai dengan adanya pendokumentasian data-data mesin dan prosedur perawatan, IIMS-Maximo adalah keterhubungan antar system Enterprise Resource Planning (ERP) dengan Maximo tujuannya adalah untuk mempermudah proses perawatan fasilitas yang terhubung ke berbagai divisi mulai dari penyediaan sparepart mesin, material yang digunakan dalam perawatan dan penyedia jasa dalam perbaikan perawatan fasilitas. Sistem ini adalah salah satu penerapan autonomous maintenance
Universitas Mercu Buana (perawatan mandiri) karena setiap operator memeriksa dan melaporkan kerusakan mesin kedalam system IIMS-Maximo, jika dalam suatu kondisi dapat diperbaiki maka segera dilakukan perbaikan oleh operator itu sendiri. Penerapan 5S sudah diterapkan namun belum ada program khusus 5S. Perhitungan MTBF dan MTTR diterapkan dalam PT. Indocement Tunggal Prakarsa Tbk namun perhitungan Overall Equipment Effectiveness (OEE) sudah tidak digunakan lagi karena masih terdapat kendala-kendala dalam penerapannya.
4.6.1 Pelaksanaan Autonomous Maintenance
Penerapan autonomous maintenance yang semakin ditingkatkan akan menghasilkan keuntungan-keuntungan bagi perusahaan. Keuntungan penerapan AM diantaranya pengurangan kecelakaan kerja yang berhubungan dengan mesin, penurunan produk gagal, waktu breakdown mesin berkurang, set up time mesin berkurang dan keterlambatan delivery berkurang.
1) Patroller
Tujuan umum jabatan: Melakukan pemeriksaan keliling dan memperbaiki kerusakan ringan yang bersifat minor pada mesin-mesin produksi plant 6-11 secara shift dan berkesinambungan. Menjaga kelancaran operasi sesuai dengan Quality Manual dengan memperhatikan aspek K3.
Tugas Pokok :
a. Mempelajari laporan kerja harian shift sebelumnya
b. Melakukan inspeksi mesin / peralatan yang sedang beroperasi c. Mendeteksi lebih awal indikasi gangguan / kelainan mesin
d. Mengevaluasi dan mencatat data hasil inspeksi pada buku checklist sesuai kondisi mesin
e. Memperbaiki kerusakan kecil pada mesin f. Menjaga kebersihan dan perawatan panel g. Membuat laporan shift pemeriksaan mesin
h. Menyerahterimakan pekerjaan pada shift berikutnya
2) Junior Inspektor
Tujuan umum jabatan: Melakukan pemeriksaan sekaligus melakukan perbaikan mesin yang bersifat major pada mesin-mesin produksi plant 1-2 dalam kerja normal. Menjaga kelancaran operasi sesuai dengan Quality Manual dengan memperhatikan aspek K3.
Tugas pokok :
a. Melakukan inspeksi mesin/ perlatan yang sedang beroperasi
b. Menganalisis dan memperbaiki kerusakan yang bersifat major pada mesin-mesin produksi pada plant 1-2
c. Membuat form permohonan material, alat-alat maupun tenaga kerja dari luar divisi untuk repair dalam sistem IIMS-Maximo d. Membuat penjadwalan preventive maintenance dan periodic
maintenance.
e. Mengevaluasi dan mencatat data hasil inspeksi pada buku checklist sesuai kondisi mesin
f. Mendeteksi lebih awal dan memperbaiki kerusakan kecil pada mesin.
Universitas Mercu Buana 4.6.2 Implementasi Penggunaan Dokumentasi
1. Defect Map
Komponen-komponen yang dianggap riskan dan diharuskan untuk segera mengganti dan memperbaikinya jika ditemukan suatu keabnormalan pada mesin, dalam unit rotary kiln pada PT. Indocement Tunggal Prakarsa Tbk pada plant 1-2.
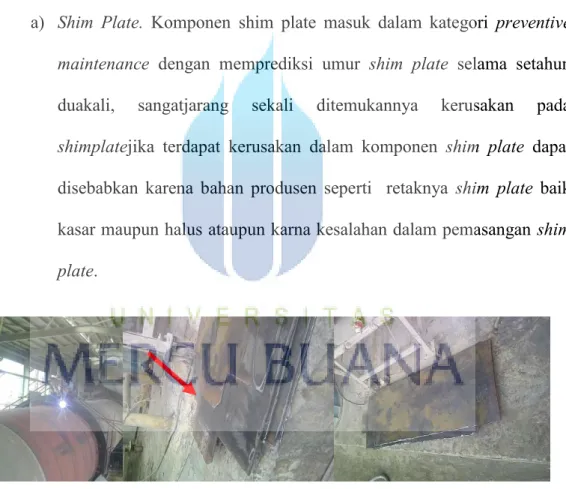
a) Shim Plate. Komponen shim plate masuk dalam kategori preventive maintenance dengan memprediksi umur shim plate selama setahun duakali, sangatjarang sekali ditemukannya kerusakan pada shimplatejika terdapat kerusakan dalam komponen shim plate dapat disebabkan karena bahan produsen seperti retaknya shim plate baik kasar maupun halus ataupun karna kesalahan dalam pemasangan shim plate.
Gambar 4.13 Pergantian Shim Plate
b) Kiln Shell. Akibat temperatur dan feed terlalu banyak sehingga menyebabkan temperatur naik dari ≥ 8000ºC dapat menyebabkan kiln red spot, permasalahan dimasukkan dalam kategori kesalahan bahan material yang tidak dapat diprediksi standard freelimenya, operator
bagian produksi harus selalu memantau kelainan pada freelime agar dapat dinormalkan kembali sehingga tidak terjadi red spot.Pemantauan migrasi kiln harus dilakukan setiap 2 minggu sekali oleh bagian mekanik agar dapat mengetahui kondisi kiln pada saat running dengan mendapatkan temperature dari burner tip dan harus mengetahui standar temperature dan migrasi terhadap kiln shell, jika terdapat migrasi yang di atas toleransi maka harus diperhatikan pergerakan kiln terhadap tyre dalam satu putaran, kiln harus berbeda kecepatan dengan tyre, jika kecepatan kiln sama dengan tyre maka harus diberikan pelumasan terhadap shell kiln agar shell kiln tidak ngejam pada saat melakukan expansi terhadap tyre. PT. Indocment Tunggal Prakarsa Tbk sudah melakukan pemantauan dan perawatan dengan baik secara berkala, dengan pemantauan shell kiln ini akan menciptakan sebuah sistem peringatan dini untuk batu tahan api dan kemungkinan kerusakan pada refraktori dalam rotary kiln. Keausan pada refraktori dalam rotary kiln dapat membuat "hot spot" pada shell kiln. Ini akan membuat kerusakan besar pada rotary kiln itu sendiri dan menyebabkan distorsi dari shell kiln. Pemantauan suhu shell akan memberikan sebuah sistem peringatan temperature di dalam rotary kiln. Kerusakan akibat red spot dapat dilihat pada Gambar 4.14.
Universitas Mercu Buana Gambar 4.14 Kiln Shell Red Spot
c) Bearing merupakan salah satu bagian dari elemen mesin yang memegang peranan cukup penting karena fungsi dari bearing yaitu untuk menumpu sebuah poros agar poros dapat berputar tanpa mengalami gesekan yang berlebihan. Bearing harus cukup kuat untuk memungkinkan poros serta elemen mesin lainnya bekerja dengan baik.
Komponen bearing masuk dalam kategori preventive maintenance dengan memprediksi umur bearing selama setahun duakali, sangat jarang sekali ditemukannya kerusakan pada bearing. Adapun kerusakan bearing terdapat disebabkan karena :
Kerusakan yang terjadi dikarenakan kesalahan bahan (faktor produsen), dapat rusak dengan beberapa faktor seperti retaknya bantalan setelah produksi baik retak halus maupun berat, kesalahan toleransi ataupun kesalahan celah bantalan.
Kesalahan pada saat pemasangan bearing, pemasangan yang terlalu longgar yang akibatnya cincin dalam atau cincin luar yang
berputar yang menimbulkan gesekan denga housing/poros, pemasangan yang terlalu erat yang akibatnya ventilasi atau celah yang kurang sehingga pada saat berputar suhu bantalan akan cepat meningkat dan terjadi konsentrasi tegangan yang lebih. Terjadi kerusakan pada jalur jalan atau pada roll sehingga bantalan saat berputar akan tersendat-sendat.
Kesalahan pemberian bahan pelumas, karena yang tidak sesuai akibatnya akan terjadi korosi atau penggumpalan pelumas yang dapat menghambat berputarnya bantalan, pengotoran dari debu atau daerah sekitarnya yang akibatnya bantalan akan mengalami keausan dan berputarnya dengan bushing dan pemasangan yang tidak sejajar maka akan menimbulkan vibrasi pada saat berputar yang dapat merusak bantalan.
Gambar 4.15 Penggantian Metal Bearing
Girth gear dan pinion gear adalah unit yang memutar rotary kiln.
Supporting roller dan tyre adalah pendukung yang sangat penting untuk kiln beroperasi/berputar. Oleh karena itu perawatan yang tepat
Universitas Mercu Buana sangat penting pada saat ini selama fase penutupan berikut harus diperiksa dantindakan korektif yang diambil, ini terjadi jika inspeksi tidak dijalankan dengan tepat. (semua pengaturan yang harus dilakukan untuk mengakomodasi keadaan panas rotary kiln) untuk meminimalkan kerusakan selama fase menjalankan rotary kiln.
d) Tyredigunakan untuk mendukung kiln pada saat berotasi dan menahan beban material semen dengan laju hingga 1500 ton perhari, periode heating-up minimum ditentukan oleh waktu yang diperlukan untuk menstabilkan perbedaan suhu antara shell kiln dan tyre, karena shell akan memanas lebih cepat dari pada tyre. Untuk mencegah kerusakan pada tyre seperti kegagalan tyre (patah) dan retak harus dipantau selama pemanasan awal namun tyre di daerah zona pembakaran adalah yang paling kritis dan rentan terhadap perubahan suhu suhu pada tyre berkisar 200ºC-300ºC. PT. Indocement Tunggal Prakarsa Tbk menjalankan perawatan sudah cukup baik ini dibuktikan dari data tahunan jarang yang menyebabkan tyre rusak. Tyre diganti pada overhaull yaitu satu tahun sekali, tyre difabrikasi secara job order atau sesuai permintaan oleh karena itu proses penggantian tyre memerlukan waktu lama.
Gambar 4.16 Tyre
e) Grate Cooler merupakan komponen pada mesin pendingin klinker secara mendadak, tidak dapat diketahui dengan pasti kerusakan yang terjadi dikarenakan kesalahan bahan (faktor produsen), dapat rusak dengan beberapa faktor seperti retaknya grate cooler setelah produksi, baik retak halus maupun berat, kesalahan toleransi ataupun kesalahan lainnya. Komponen grate cooler masuk dalam kategori preventive maintenance dengan memprediksi umur grate cooler selama setahun dua kali, sangat jarang sekali ditemukannya kerusakan pada grate cooler.
Universitas Mercu Buana Gambar 4.17 Kerusakan Grate Cooler
f) Kiln Burner merupakan salah satu komponen penting dalam unit rotary kiln karena kiln burner adalah tempat titik api untuk memancarkan api dari sumbu agar pembakaran dapat sempurna maka kiln burner diharuskan dalam kondisi yang optimal, kiln burner dilakukan pengecekan selama satu tahun duakali, pada penerapannya PT. Indocement Tunggal Prakarsa Tbk sudah melakukan pengecekkan dan penggantian kiln burner selama satu tahun sekali dengan memprediksi umur komponen dan diganti pada saat penjadwalan preventive maintenance sehingga dapat dikatakan jarang jika kiln burner mengalami kerusakan yang parah. Kerusakan kiln burner terdapat pada gambar berikut ini.
Gambar 4.18 Kerusakan Kiln Burner
2. Cleaning Map
Komponen-komponen yang dianggap harus dilakukan pembersihan dalam unit rotary kilnpada Plant 1-2. Pernggantian bata dan penggantian oli adalah kegiatan jadwal preventive maintenance, pada mesin rotary kiln jadwal preventive maintenance dilakukan dalam periode satu tahun dua kali.
a. Penggantian bata dalam mesin rotary kilndapat dilakukan pada saat penjadwalan preventive maintenance pada bagian produksi yaitu dengan memprediksi umur bata selama satu tahun dua kali untuk mengurangi konsekuensi dari kerusakan pelapisan, seringkali penggantian tahan api akan menyebabkan pengurangan efisiensi panas dan banyak mengeluarkan Industrial Diesel Oil (IDO) selama start up.
Pada kondisi ini teknisi harus benar-benar memasang bata dengan tanpa celah karena proses penempelan bata tidak menggunakan bahan untuk menempelkan melainkan dengan cara mengepress bata agar rapat tanpa celah satu sama lainnya, teknisi harus memiliki skill dalam pemasangan dan mengikuti prosedur pemasangan bata jika tidak maka akan berakibat fatal dan menimbulkan bata berjatuhan dan tercampur klinker pada saat mesin kiln dioperasikan dan menyebabkan downtime panjang.
Universitas Mercu Buana Gambar 4.19 Penggantian Bata pada Unit Rotary Kiln
b. Penggantian oli (Kiln Maindrive) dapat dilakukan pada bagian mekanik saat penjadwalan preventive maintenance yaitu selama satu tahun dua kali, oli harus diganti bertujuan agar gear box tetap tahan lama dan tidak terjadi kerusakan pada komponen gear box sehingga dapat mempertahankan kinerja mesin rotary kiln.
Gambar 4.20 Penggantian Oli pada Mesin Kiln Maindrive
3. Failure-Tags
PT. Indocement Tunggal Prakarsa Tbk menjalankan sistem preddictive maintenance dengan mengecek umur komponen-komponen
yang akan digunakan pada line burning, penggantian/overhaull dilakukan setahun dua kali yang sudah diprediksi sebelumnya oleh bagian mekanik.
Ini dibuktikan dengan jarang adanya komponen yang rusak secara berulang pada data failure-tags. Kategori f-tags 2013 pada burning area dapat dilihat pada lampiran 1.
4.7 Pengolahan Data
Pengukuran Overall Equipment Effectiveness (OEE) pada penerapan Total Productive Maintenance (TPM) yang ditetapkan oleh Seichi Nakajima akan memberitahukan efisiensi mesin atau peralatan yang digunakan selama proses operasi. OEE memiliki tiga parameter ukur dimana terdapat variable terkait dalam pembentukan tiap parameter tersebut yang meliputi Availability, Performance dan Quality Rate.
Pada PT. Indocement Tunggal Prakarsa Tbk belum menerapkan perhitungan OEE dengan optimal, data yang digunakan dalam perhitungan adalah data bulan Januari dan bulan Febuari 2014 pada mesin rotary kiln di area plant 1-2.
Mesin dioperasikan selama 24 jam dalam satu hari kerja yang terbagi menjadi 3 shift yaitu shift A mulai pukul 07.00-15.00, shift B pukul 15.00-23.00, dan Shift C pukul 23.00-07.00. Kapasitas produksi mesin pada plant 1-2 berbeda- beda, tetapi memiliki jenis produk yang sama dan waktu siklus yang diperoleh berbeda setiap bulannya. Berikut ini adalah tabel data produksi dan data mesin pada plant 1 dan plant 2.
Universitas Mercu Buana Tabel 4.5 Data Produksi Mesin Rotary Kiln
Bagian Bulan (2014)
Jumlah Produksi (Ton)
Defect Clinker (Ton)
Gross Produksi (Ton)
Plant 1 Januari 22.079 6.638,2 15.440,8
Februari 37.489 8.952,8 28.536,2
Plant 2 Januari 44.600 9.298,9 35.301,1
Februari 38.897 6.584,2 32.312,8
Sumber : PT. Indocement Tunggal Prakarsa, Tbk
Tabel 4.6 DataWaktu Operasi dan Delay Mesin Rotary Kiln
Bagian
Bulan (2014)
Waktu Operasi
(Menit)
Planned Downtime
(Menit)
Failur &
Repair (Menit)
Setup &
adj (Menit)
Plant 1 Januari 44.640 4.500 5.730 12.990 Februari 40.320 1.327 2.350 3.410
Plant 2 Januari 44.640 1.630 2.734 3.120 Februari 40.320 4.182 5.880 2.350 Sumber : PT. Indocement Tunggal Prakarsa, Tbk
4.7.1 Pengukuran Nilai Availability Rate
Availability Rate adalah ratio yang menunjukan penggunaan waktu yang tersedia untuk kegiatan operasi mesin atau peralatan. Berikut adalah perhitungan Availability Rate bulan Januari pada plant 1. Rumus Availability Rate yang digunakan sebagai berikut :
Perhitungan:
Waktu Operasi = 44.640 Menit Planned downtime = 4.500 Menit
Loading time = Waktu Operasi- Planned downtime
= 44.640-4.500
= 40.140 Menit Failure & Repair = 5.730 Menit Setup & Adjustment = 12.990 Menit
Downtime = Failure & Repair + Setup &Adjustment
= 5.730 + 12.990
= 18.720 Menit
= 53,36%
Universitas Mercu Buana Tabel 4.7 Perhitungan Availability Rate
Bagian Bulan (2014)
Loading Time (Menit)
Downtime(Menit) Availability(%)
Plant 1 Januari 40.140 18.720 53,36
Februari 38.993 5.760 85,22
Plant 2 Januari 38.786 5.854 84,90
Februari 32.090 8.230 74,35
4.7.2 Pengukuran Nilai Performance Rate
Perhitungan Performance Rate dimulai dengan perhitungan ideal cycle time. Ideal cycle time merupakan waktu siklus ideal mesin, untuk menghitung ideal cycle time maka perlu diperhatikan jam kerja terhadap delay. Dimana rumusnya sebagai berikut:
Perhitungan:
Failure & Repair = 5.730 Setup &Adjustment =12.990
Planned downtime = 4.500
Total Delay = Failure & Repair + Setup &Adjustment + Planned downtime
= 5.730 + 12.990 + 4.500
= 23.220 Waktu Operasi = 44.640 Menit
= 48%
Loading time = 40.140
Jumlah produksi = 22.079
= 1,82 Menit
= 0,87
Universitas Mercu Buana Tabel 4.8 Perhitungan Jam Kerja Efektif dan Waktu Siklus
Bagian
Bulan (2014)
Waktu Operasi (Menit)
Total Delay (Menit)
Jam Kerja (%)
Cycle Time (Menit)
Ideal Cycle Time (Menit)
Plant 1 Januari 44.640 23.220 48 1,82 0,87
Februari 40.320 7.087 82,4 1,0 0,82
Plant 2 Januari 44.640 7.484 83,2 0,87 0,72
Februari 40.320 12.412 69,2 0,82 0,57
Performance Rate adalah ratio yang menunjukan kemampuan peralatan dalam menghasilkan suatu barang. Berikut adalah perhitungan Performance Rate bulan Januari pada plant 1. Rumus Performance Rate yang digunakan sebagai berikut:
Perhitungan:
Jumlah produksi = 22.079 Ideal cycle time = 0,87 Loading time= 40.140
Downtime = 18.720
Operating time = Loading time- Downtime = 40.140 – 18.720
= 21.420
= 89,7%
Tabel 4.9 Perhitungan Performance Rate
Bagian
Bulan (2014)
Jumlah Produksi (Ton)
Ideal Cycle Time(Menit)
Operating Time (Menit)
Performance (%)
Plant 1 Januari 22.079 0,87 21.420 89,67
Februari 37.489 0,82 33.233 92,50
Plant 2 Januari 44.600 0,72 32.932 97,51
Februari 38.897 0,57 23.860 92,92
4.7.3 Pengukuran Nilai Quality Rate
Quality Rate adalah ratio yang menunjukan kemampuan peralatan dalam menghasilkan produk yang sesuai dengan standar. Berikut ini adalah perhitungan Quality Rate bulan Januari pada plant 1. Rumus Quality Rate yang digunakan sebagai berikut :
Universitas Mercu Buana Perhitungan:
Jumlah produksi = 22.079 Ton Defect Clinker = 6.638,2 Ton
= 69,9%
Tabel 4.10 Perhitungan Quality Rate
Bagian
Bulan (2014)
Jumlah Produksi (Ton)
Defect Clinker (Ton)
Quality (%)
Plant 1 Januari 22.079 6.638,2 69,93 Februari 37.489 8.952,8 76,11
Plant 2 Januari 44.600 9.298,9 79,15 Februari 38.897 6.584,2 83,07
4.7.4 Pengukuran Nilai OEE
Setelah nilai Availability Rate, Performance Rate, dan Quality Rate didapatkan maka selanjutnya adalah menghitung nilai OEE. Berikut ini adalah
perhitungan Overall Equipment Effectiveness (OEE)bulan Januari plant 1. Rumus yang digunakan dalam pengukuran nilai OEE sebagai berikut :
Perhitungan:
Availability= 53,36%
Performance= 89,67%
Quality = 69,93%
= 33.46%
Tabel 4.11 Perhitungan Nilai OEE
Bagian
Bulan (2014)
Availability Performance Quality OEE
Plant 1 Januari 53,36% 89,67% 69,93% 33,46%
Februari 85,22% 92,5% 76,11% 60%
Plant 2 Januari 84,9% 97,51% 79,15% 65,52%
Februari 74,35% 92,92% 83,07% 57,39%
Universitas Mercu Buana 4.7.5 Pengukuran Nilai Losses
Perhitungan ini berguna untuk mengidentifikasi kerugian, seperti kerugian karena kerusakan alat, kerugian persiapan dan penyesuaian, kerugian kerusakan produk. Di dalam perhitungan OEE, yang termasuk dalam downtime losses adalah equpiment failur dan setup & adjustment losses, selain itu pengukuran nilai losses antara lain Defect losses, Reduced Speed losses, Idle & Minor Stoppages.
1. Equpiment Failur Losses besarnya persentase efektifitas mesin yang hilang diakibatkan oleh equipment failure, dihitung dengan rumus :
= 14, 27%
Tabel 4.12 Perhitungan Equpiment Failur Losses
Bagian
Bulan (2014)
Failur &
Repair (Menit)
Loading Time (Menit)
Equipment Failur Losses
Plant 1 Januari 5.730 40.140 14,27%
Februari 2.350 38.993 6,02%
Plant 2 Januari 2.734 38.786 7,04%
Februari 5.880 32.090 18,32%
2. Setup & adjustment Losses besarnya persentase efektifitas mesin yang hilang diakibatkan oleh setup & adjustment, dihitung dengan rumus :
%
= 32, 36%
Tabel 4.13 Perhitungan Setup & Adjustment Losses
Bagian
Bulan (2014)
Setup & adj (Menit)
Loading Time (Menit)
Setup &
Adj Losses
Plant 1 Januari 12.990 40.140 32,36%
Februari 3.410 38.993 8,74%
Plant 2 Januari 3.120 38.786 8,04%
Februari 2.350 32.090 7,32%
3. Perhitungan Defect Losses dihitung dengan menggunakan rumus :
%
= 14,38%
Universitas Mercu Buana Tabel 4.14 Perhitungan Defect Losses
Bagian
Bulan (2014)
Defect Clinker
(Ton)
Ideal Cycle Time (Menit)
Loading Time (Menit)
Defect Losses
Plant 1 Januari 6.638,2 0,87 40.140 14,38%
Februari 8.952,8 0,82 38.993 18,82%
Plant 2 Januari 9.298,9 0,72 38.786 17,26%
Februari 6.584,2 0,57 32.090 11,69%
4. Perhitungan Reduced Speed Losses dihitung dengan menggunakan rumus :
( - ) m roduk i
oadin ime 00
( )
= 52,25%
Tabel 4.15 Perhitungan Reduced Speed Losses
Bagian
Bulan (2014)
Actual Cycle
Time (Menit)
Ideal Cycle Time (Menit)
Jumlah Produksi
(Ton)
Loading Time (Menit)
Reduce Speed Losses
Plant 1 Januari 1,82 0,87 22.079 40.140 52,25%
Februari 1,0 0,82 37.489 38.993 17,3%
Plant 2 Januari 0,87 0,72 44.600 38.786 17,24%
Februari 0,82 0,57 38.897 32.090 30,30%
5. Idle & Minor Stoppages untuk mengetahui persentase dari faktor Idle &
Minor Stoppages dalam mempengaruhi efektifitas mesin, maka dihitung dengan rumus :
= 24.620,7 Ton
Universitas Mercu Buana Tabel 4.16 Perhitungan Target Produksi
Bagian
Bulan (2014)
Operating Time (Menit)
Ideal Cycle Time (Menit)
Target Produksi
(Ton)
Plant 1 Januari 21.420 0,87 24.620,7
Februari 33.233 0,82 40.528
Plant 2 Januari 32.932 0,72 45.738,9
Februari 23.860 0,57 41.859,6
ar et- m roduk i
oadin ime 00 %
= 5,51%
Tabel 4.17 Perhitungan Idle & Minor Stoppages
Bagian
Bulan (2014)
Target Produksi
(Ton)
Jumlah Produksi
(Ton)
Ideal Cycle Time (Menit)
Loading Time (Menit)
Idle &
Minor Stoppage
Plant 1 Januari 24.620,7 22.079 0,87 40.140 5,51%
Februari 40.528 37.489 0,82 38.993 6,39%
Plant 2 Januari 45.738,9 44.600 0,72 38.786 2,11%
Februari 41.859,6 38.897 0,57 32.090 5,26%