KEBUTUHAN MESIN PRODUKSI FREESTYLE SCOOTER DENGAN DEMAND 100 UNIT PERHARI
Nurchajat1, Moh. Hartono2, Muhammad Akhlis Rizza3
1,2,3 Jurusan Teknik Mesin Politeknik Negeri Malang
1 [email protected], 2[email protected], 3[email protected],
Abstrak
Dalam sistem input output, mesin adalah salah satu faktor input yang harus ada selain manusia, material, keuangan, metode, dan lingkungan yang berinteraksi satu sama lain secara kompak dalam rangka melaksanakan proses transformasi material (bahan baku) menjadi produk sebagaimana direncanakan untuk dapat memenuhi kebutuhan stake holder. Kebutuhan stake holder tersebut tidak hanya sebatas masalah kualitas produk yang dihasilkan tetapi juga masalah seberapa besar kuantitas produk yang diperlukan. Jika manusia, material, keuangan, metode, dan lingkungan terkendali sesuai harapan, maka kualitas dan kuantitas produk sekarang hanya tergantung kepada pemilihan dan perhitungan kebutuhan mesinnya. Dengan tanpa memperhitungkan faktor ekonomis, pemilihan jenis mesin sangat tergantung pada bentuk-bentuk komponen pembentuk produk yang akan dibuat.
Bentuk komponen tersebut sebagaimana umumnya dituangkan dalam gambar teknik, baik dalam bentuk exploded view, gambar susunan, dan gambar kerja. Kebutuhan jumlah mesin sangat tergantung pada waktu standar pembentukan dan demand (permintaan produk yang akan dibuat). Permasalahannya adalah jenis mesin apa dan berapa jumlah mesin produksi yang diperlukan untuk pembuatan freestyle scooter dengan demand 100 unit perhari. Solusi dari permasalahan tersebut adalah melalui tahapan-tahapan sebagai berikut: membuat gambar kerja freestyle scooter, membuat production routing dari setiap operasi pemesinan, menghitung waktu pemotongan, menghitung waktu standar pemotongan, menghitung output standar pemotongan, menghitung kebutuhan bahan baku untuk setiap tahapan proses pembentukan, dan menghitung jumlah mesin untuk dapat mengasilkan produk sebagaimana dikehendaki. Hasil akhirnya berupa kebutuhan jumlah mesin produksi yang diperlukan untuk pembuatan freestyle scooter dengan demand 100 unit perhari.
Kata kunci : Freestyle Scooter, kebutuhan material, kebutuhan mesin.
I. PENDAHULUAN
Dengan tanpa memperhitungkan faktor ekonomis, pemilihan jenis mesin sangat tergantung pada bentuk-bentuk komponen pembentuk produk yang akan dibuat. Bentuk komponen tersebut sebagaimana umumnya dituangkan dalam gambar teknik, baik dalam bentuk exploded view, gambar susunan, dan gambar kerja. Kebutuhan jumlah mesin sangat tergantung pada waktu standar pembentukan dan demand (permintaan produk yang akan dibuat).
Permasalahannya adalah jenis mesin apa dan berapa jumlah mesin produksi yang diperlukan untuk pembuatan freestyle scooter dengan demand 100 unit perhari.
Solusi dari permasalahan tersebut adalah melalui tahapan- tahapan sebagai berikut: membuat gambar kerja freestyle scooter, membuat production routing dari setiap operasi pemesinan, menghitung waktu pemotongan, menghitung waktu standar pemotongan, menghitung output standar pemotongan, menghitung kebutuhan bahan baku untuk setiap tahapan proses pembentukan, dan menghitung jumlah mesin untuk dapat
mengasilkan produk Freestyle Scooter sebagaimana dikehendaki.
Adapun tujuan penulisan karya tulis ini adalah :
• Memberikan informasi terkait dengan gambar exploded, gambar kerja freestyle scooter
• Memberikan informasi terkait production routing setiap komponen produk yang diputuskan untuk dibuat
• Memberikan informasi terkait perhitungan waktu pemotongan, waktu standar pemotongan, menghitung output standar pemotongan
• Memberikan informasi terkait perhitungan bahan baku untuk setiap tahapan proses pembentukan
• Memberikan informasi terkait perhitungan jumlah mesin yang diperlukan untuk mengasilkan produk Freestyle Scooter 100 unit per hari
II. GAMBAREXPLODEDVIEWFREESTYLESCOOTER, GAMBARKERJA, PRODUCTIONROUTING,
MENGHITUNGKEBUTUHANMATERIAL, PERHITUNGANWAKTUPEMESINAN,WAKTU STANDAR,OUTPUTSTANDARDANJUMLAHMESIN.
a. Gambar Exploded View Freestyle Scooter
Sub bab ini menampilkan gambar exploded freestyle scooter (gambar 2.1) dengan spesifikasinya dan keterangan
Gambar 2.1 Exploded View freestyle scooter (ME DRAW 01)
bagian-bagian pembentuk susunan asemblingnya sebagaimana ditunjukkan pada kepala gambar (gambar 2.2) .
Dari gambar 2.1 dan kepala gambar 2.2 diketahui bahwa freestyle scooter terdibari dari 23 komponen yang masing- masing namanya dicantumkan dalam kolom nama bagian, komponen no 1 sampai dengan 15 dibuat sendiri ditandai dengan tulisan ME DRAW No ..., sedangkan komponen 16 sampai dengan 23 ditandai dengan kata order, masing-masing dijelaskan dalam kolom keterangan. Bentuk komponen yang bermacam-maam bisa dipastikan bahwa produk-produk tersebut tidak mungkin dibentuk dengan hanya satu cara pembentukan atau pabrikasi, tetapi dapat dipastikan bahwa produk-produk dibuat dengan cara pabrikasi yang ber macam- macam [1], [3]. Oleh karena itu dalam tulisan ini hanya 1 komponen pembentuk produk saja yang akan disajikan.
b. Gambar Kerja
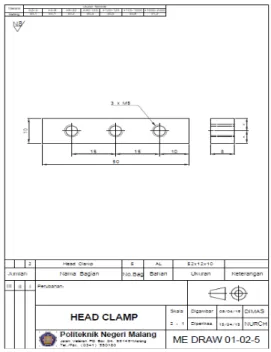
Gambar kerja (gambar 2.3) memuat informasi benda kerja yang akan di proses oleh operator produksi seperti ukuran dari benda kerja, bahan dari benda kerja, toleransi, hingga informasi pengerjaan khusus untuk membentuk benda kerja tersebut.
Dengan informasi yang terdapat pada gambar kerja, operator produksi dapat menentukan langkah-langkah yang harus dilakukan untuk mencapai bentuk yang sesuai dengan apa yang direncanakan [3], [6]. Gambar 2.3 adalah gambar Head Clamp salah satu gambar kerja dari 15 gambar bagian yang harus dibuat sendiri yang ditampilkan sebagai contoh.
Gambar 2.2 Kepala Gambar Exploded View freestyle scooter (ME DRAW 01)
Gambar 2.3 Head Clamp
c. Production Routing
Pemahaman dan kemampuan membaca gambar teknik dan pengetahuan teknik pembentukan memberikan kemampuan untuk dapat melakukan analisis proses pembentukan yang dituangkan dalam bentuk production routing [2], [6], [8].
Production routing berisi informasi tentang urutan pengerjaan pada setiap komponen komponen produk seperti, penjelasan tahapan pengerjaan yang dilakukan, mesin yang digunakan, alat bantu yang dibutuhkan, dan informasi hasil perhitungan standard time, operator yang mengerjakan dan jumlah
komponen. Tabel I menunjukkan Production routing untuk produk head clamp.
TABEL IPRODUCTIONROUTINGFORHEADCLAMP
PRODUCT : FREESTYLE SCOOTER PART : HEAD CLAMP PREPARED BY : NURCHAJAT
PART NO:
ME DRAW 01-02-5 DATE : 14 Juli 2020
Op er No.
Operations
Description Machine
Aux. Equipment Standard Time (min/unit)
01 Cut To Length 52x12x10
Power Hacksaw
Saw blade, Stopper, Vise, Steel rule, Scribber, Floor stand
0,364
02 Surface Milling membentuk sisi 8 mm
Milling
Machine End Mills cutter, Vise, Vernier caliper, Dial indicator, Magnetic block, Wrench, Arbor, Mallet, Dividing head, Foot stock
0,106
03 Surface Milling membentuk sisi 10 mm
04 Surface Milling membentuk sisi 50 mm
05 Drilling Hole Ø 5
mm Drilling
Machine Vise, Drill chuck, Center drill, Vernier caliper, Twist drill Ø 5, Jig and fixture
0,169
06 Tapping 3 x M5 Bench
Work Vise, M5 taps, Tap
wrench 20,93
d. Perhitungan Kebutuhan Material
Dengan mengingat adanya produk cacat yang dihasilkan pada setiap tahapan proses pemesinan, maka dapat dipastikan bahwa jumlah material (Raw Material) yang dibutuhkan tentunya akan lebih besar dari produk yang dihasilkan pada setiap tahapan proses pemesinan. Pernyataan tersebut diperjelas dengan gambar 2.4 tahapan proses pemesinan (3 tahap) dan produk input-output berikut ini [4], [6], [7], [8]:
Gambar 2.4 Tahapan Proses Pemesinan
Keterangan:
RM= Raw material Pg= Good product Pd= Product defect
Secara umum perhitungan kebutuhan material dapat dirumuskan sebagai berikut:
Apabila produk cacat dinyatakan dalam % terhadap Pn (dn%) maka:
Jadi
, (unit/hari) (1) Perhitungan kebutuhan material dilakukan mulai dari proses yang terakhir dimana Pg dari proses terakhir minimal harus sama banyaknya dengan permintaan pasar (demand rate).
e. Waktu Pemesinan
Rumus waktu pemotongan dengan menggunakan Power Hacksaw (Reciprocating saw)
(2) Tc: Waktu pemotongan [min]
v : Kecepatan potong [stroke/min]
s : Kecepatan pemakanan [mm/stroke]
H : Tinggi material yang dipotong [mm]
Cutting parameter dalam pemotongan dengan menggunakan Power Hacksaw (Reciprocating saw) yaitu kecepatan potong (Cuting speed) [stroke/min] dan kecepatan pemakanan (Feed speed) [mm/stroke] diperoleh dari tabel yang besarnya tergantung dari material yang dipotong dan material tool yang digunakan [3], [5], [6].
Adapun waktu pemotongan untuk mesin-mesin yang lain menggunakan rumus-rumus yang berbeda sesuai dengan mesin-mesin dimaksudkan.
f. Waktu Standar dan Output Standar
Perhitungan waktu standar diperlukan karena hal-hal yang terkait dengan personal need, fatique allowance, un avoidable delay dalam proses pemesinan belum diperhitungkan. Personal need, fatique allowance, un avoidable delay didekati dengan menambahkan ST (Setting Time) dan DT (Down Time) pada hasil perhitungan waktu pemotongan TC [6], [8].
TS (Standard Time) dapat dihitung dengan rumus sebagai berikut:
(3) dengan
Allowance time = (4)
Pdn Pgn Pn = +
Pgn Pn dn
Pn dn Pgn Pn
Pdn Pgn Pn
=
× -
× +
= +
=
%)
% 100 (
%
%) 1 ( dn
Pgn Pn
= -
] / [ min]
/ [
] [min] [
stroke mm s stroke
v
mm Tc H
= ×
) Allow
% - 1 (
= TC TS
D) . (60
ST) + (DT Demand
Unit/jam Pg3 =
Pg2=
P3
Pg1=
P2
Pd3
Pd2
Pd1
O1 O2 O
3 RM=
P1
ST (Setting Time), DT (Down Time), D (Day Work) Perhitungan OS (Output Standard) unit/min dapat menggunakan rumus sederhana berikut ini [4], [6]:
[unit/min] (5)
g. Perhitungan Jumlah Mesin
Jumlah Mesin yang dibutuhkan untuk setiap tahapan proses pemesinan menggunakan rumus sebagai berikut [4], [6]:
Nn: Jumlah mesin yang dibutuhkan untuk operasi ke n Pn: Kebutuhan material operasi ke n
OSn: Output standar operasi ke n
III. RANCANGAN PENELITIAN
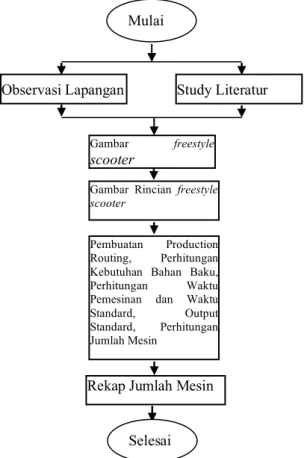
Rancangan penelitian ditunjukkan pada gambar 3.1 sebagai berikut :
Gambar 3.1 Rancangan penelitian
IV. PEMBUATAN PRODUCTION ROUTING DAN PERHITUNGAN
KEBUTUHAN MATERIAL,WAKTU PEMESINAN DAN WAKTU
STANDARD,PERHITUNGAN KEBUTUHAN MESIN
a. Pembuatan Production Routing
Mengingat jumlah komponen cukup banyak sekitar 15 unit, maka dam hal ini pembuatan production routing dibatasi hanya komponen head clamp sebagaimana tabel I.
Perhitungan Kebutuhan Material Komponen Head Clamp Untuk demand 100 unit Freestyle/hari, dengan jumlah unit head clamp per unit Freestyle =2 unit (dinyatakan dalam Kepala gambar, gambar 2.2) , maka komponen ini harus dibuat sebanyak 200 unit head clamp /hari, dan dengan
% defect untuk power hacksaw d1= 0,5%,
% defect untuk milling machine d2= 2%,
% defect untuk drilling machine d3= 1,5%, dan
% defect untuk bench work d4=0,8%
diperoleh:
Kebutuhan material untuk proses bench work 𝑃4 =( ,- ). % ) $%&'() = 122 3(45/7'84
( ,- 2,22: ) = 202 unit/hari Kebutuhan material untuk proses drilling 𝑃3 =( ,- )> % ) <= . = 121 3(45/7'84
( ,- 2,2,? ) = 206 unit/hari Kebutuhan material untuk proses milling 𝑃2 =( ,- )1 % ) <= > = 12A 3(45/7'84
( ,- 2,21 ) = 211 unit/hari Kebutuhan material untuk proses sawing 𝑃1 =( ,- ), % ) <= 1 = 1,, 3(45/7'84
( ,- 2,22? ) = 213 unit/hari
Perhitungan kebutuhan material untuk komponen yang lain dilakukan dengan cara yang sama
b. Perhitungan Waktu Pemesinan, Waktu Standar, dan Output Standar Komponen Head Clamp
Perhitungan waktu pemesinan untuk proses pemotongan dengan power hack saw
untuk material : Alloy Steel 4130 ( HBN 217), dari Machining Data Handbook 3 Edition Volume I, hal. 6-8 [5]
untuk ukuran material 10x12x52
untuk posisi 10x12, lebar material yang dipotong 12 mm, tebal material yang dipotong 10 mm. dari tabel tersebut diperoleh ketentuan sebagai berikut: pilih saw blade dengan Pitch: 4 mm Material Thickness: 10 mm
Speed = 140 strokes/min Feed = 0,23 mm/strokes
Waktu pemotongan dengan power hacksaw dihitung dengan menggunakan rumus
TS
= 1 OS
n n
n OS
N = P
Gambar freestyle
scooter
Gambar Rincian freestyle scooter
Rekap Jumlah Mesin
Observasi Lapangan Study Literatur
Pembuatan Production Routing, Perhitungan Kebutuhan Bahan Baku, Perhitungan Waktu Pemesinan dan Waktu Standard, Output Standard, Perhitungan Jumlah Mesin
Mulai
Selesai
𝑇𝐶 = h v . s Diperoleh waktu pemotongan:
𝑇𝐶 =I . J7 = ,2 &&/3(45
,.2 KLMNOPKQRS . 2,1> KLMNOPKQQ = 0,310 min/unit Perhitungan TS (Standard Time) untuk proses pemotongan dengan power hack saw, untuk ST (Setting Time), DT (Down Time), D (Day Work)
ST = 15 min/hari DT = 60 min/hari D = 8 jam/hari
Diperoleh kelonggaran (allowance time) Allowance time = $TUVTA2 . $ = A2
QRS WXMR U ,? QRSWXMR
A2 . : WXMRYXQ = 0,15 . 100 % = 15
%
TS (Standard Time) dapat dihitung dengan rumus sebagai berikut:
𝑇𝑆 =( , - % \]]^_ )T[ = ( , – 2,,? )2,>,2 = 0,364 min/unit Perhitungan OS (Output Standard) unit/min diperoleh
𝑂𝑆 = 1 0,364
= 2,747 unit/min
Perhitungan waktu pemesinan untuk operasi mesin yang lain menggunakan rumus-rumus yang bersesuaian dengan mesin-mesin yang digunakan, sedangkan untuk perhitungan waktu standar dan output standar menggunakan metode yang sama. Pada perhitungan waktu standar karena tingkat kesulitan yang berbeda-beda antara produk satu dan yang lain memberikan ST (Setting Time) dan DT (Down Time) yang kemungkinan bisa berbeda.
c. Perhitungan Jumlah Mesin Komponen Head Clamp Jumlah Mesin yang dibutuhkan untuk setiap tahapan proses pemesinan menggunakan rumus sebagai berikut:
Nn: Jumlah mesin yang dibutuhkan untuk operasi ke n Pn: Kebutuhan material operasi ke n
OSn: Output standar operasi ke n
Untuk operasi sawing O1 dengan power hacksaw diketahui P1= 213 unit/hari, dan OS1= 2,747 unit/min= 1318,56 unit/hari, diperoleh:
Kebutuhan mesin power hacksaw untuk komponen head clamp (jumlah unit head clamp per unit Freestyle =2 unit)
dalam hal ini sebanyak 0,161 unit mesin. Sedangkan untuk komponen yang lain yang juga memerlukan mesin yang sama dihitung dengan metode yang sama, selanjutnya hasil perhitungannya dijumlahkan dan baru kemudian dibulatkan.
TABEL II NUMBER OF MACHINE RECAPITULATION
Untuk perhitungan jumlah mesin yang lain dilakukan dengan cara dan tahapan yang sama. Sehingga terakhir diperoleh rekap perhitungan kebutuhan mesin sebagaimana ditunjukkan dalam tabel II. Tabel II juga menunjukkan tahapan proses operasi pembentukan untuk setiap komponen produk yang dibuat. Sebagai contoh untuk komponen Fork nomer bagian 1, tahapan proses operasi pembentukannya adalah mulai dari pemotongan dengan power hack saw, meratakan permukaan dengan mesin milling, dan terakhir dibor dengan menggunakan mesin drill.
V. PEMBAHASAN
Penelitian ini dibuat dengan mengikuti tahapan-tahapan sebagaimana disebutkan dalam Gambar 2.5 Rancangan penelitian, menjelaskan tentang pola aliran sebagai berikut:
Data diperoleh dari observasi lapangan dan study literatur, berikutnya dibuat gambar freestyle scooter, gambar rincian dari setiap komponen freestyle scooter, pembuatan Production Routing, perhitungan kebutuhan bahan baku, perhitungan waktu pemesinan, perhitungan waktu standard dan output standard, dan perhitungan jumlah mesin.
Dengan pemahaman proses produksi yang didasarkan pada gambar rincian, production routing setiap komponen produk
n n n
OS N = P
unit 161 , 0 56 , 1318 213 1
1= 1 = =
OS N P
SHEET : 1 OF 1
PRODUCT: FREESTYLE SCOOTER No.
Part Name
Pow er Hack saw
Cir cular Saw
Turn ing Ma chine
Milli ng Ma chine
Drill ing Ma chine
Benc h Work
Han d Grin ding 1 FORK 0,923 - - 1,717 0,130 - -
2 CLAMP
TUBE 0,048 - - 0,0006
3 - - 0,978
3 CROSS
BAR 0,057 - - - - - 0,489
4 FORK
TUBE 0,119 - 3,941 - - - -
5 HEAD
CLAMP 0,161 - - 0,023 0,036 4,395 -
6 HEAD
TUBE
0,054 - 0,227 - - - -
7 PEGS 0,887 - 4,419 - - - -
8 DECK
COVER - 0,044 - - - - 0,978
9 INSIDE
SPACER
0,047 - - - - - 0,489
10 OUTSID
E SPACER
0,047 - - - - - 0,489
11 GUSSET
S - 0,877 - - - - 1,468
12 WHEEL 0,859 - 0,931 - - - -
13 DOWN
TUBE
0,088 - - 0,0115 - - 0,489
14 DECK - 0,070 - 0,0084 0,010 0,732 - 15 NECK 0,088 0,0067 - 0,0006
8 - - 0,244
Total Machine 3,38 3 ≈ 4
0,99 8 ≈ 1
9,52
≈ 10 1,76 1 ≈ 2
0,17 7 ≈ 1
5,12 8 ≈ 6
5,62 7 ≈ 6
dapat dibuat. Production routing dibuat secara sistematis lengkap dengan tahapan-tahapan proses pembentukannya, mesin dan auxiliary equipment yang diperlukan, dan waktu standard. Namun karena untuk memenuhi batasan halaman hanya komponen Head Clamp saja yang ditampilkan pada karya tulis ini. Walaupun demikian tahapan proses operasi pembentukannya ditunjukkan dalam tabel II. Mesin dipilih berdasarkan kapabilitasnya untuk dapat melakukan pembentukan komponen-komponen yang diputuskan untuk dibuat. Sedangkan komponen-komponen lain yang standar diputuskan untuk dibeli.
Dalam perhitungan kebutuhan bahan baku, prosentase cacat dari setiap tahapan proses perhitungan masih ditentukan terlebih dahulu. Pembacaan gambar dilakukan secara teliti terhadap gambar 2.2 Kepala Gambar Exploded View freestyle scooter (ME DRAW 01) yang secara khusus pada kolom jumlah, nama bagian, bahan, dan ukuran akan menentukan ketepatan perhitungan kebutuhan bahan baku tersebut.
Perhitungan kebutuhan bahan baku secara sistematis dilakukan dari tahap terakhir dan diakhiri pada tahap awal proses, dengan demikian produk yang baik pada proses akhir akan dapat memenuhi permintaan yang ada (demand).
Perhitungan waktu pemesinan menggunakan rumus-rumus waktu pemesinan yang kovensional sesuai dengan prosesnya masing-masing. Waktu pemesinan dalam hal ini sangat tergantung pada parameter pemotongan: kecepatan potong, kecepatan pemakanan dan kedalaman pemotongan. Parameter pemotongan dipilih berdasarkan bahan yang dimesin, dan bahan pahat yang digunakan. Bahan pahat untuk semua mesin adalah HSS (Hight Speed Steel). Secara umum hasil perhitungan waktu pemesinan TC relatif kecil karena putaran spindle n (rpm) yang dihasilkan relatif besar, dan semua mesin yang digunakan dalam hal ini dianggap mampu berputar pada putaran tersebut. Jika putaran mesin di lapangan terbatas atau tidak bisa mencapai putaran spindle hasil perhitungan, maka TC akan menjadi relatif besar.
Perhitungan waktu standard (menit/unit) dilakukan dengan menambahkan allowance (kelonggaran) yang merupakan representatif dari Personal need, fatique allowance, un avoidable delay pada waktu pemesinan TC yang telah dihitung.
Besaran Allowace dalam hal ini diperkirakan berdasarkan pengalaman kerja bengkel dan didekati dengan ST (Setting Time) dan DT (Down Time). ST (Setting Time) dan DT (Down Time) semestinya dihitung dengan metode sampling kerja (Work Sampling).
Adapun output standard (unit/menit) (unit/jam) (unit/hari) diperoleh dengan membalik waktu standard (menit/unit) atau output standard berbanding terbalik dengan waktu standard.
Perhitungan jumlah mesin untuk setiap tahapan operasi pembentukan setiap komponen dilakukan secara sistematis dengan mempertimbangkan jumlah material atau komponen pembentuk produk yang harus disediakan pada setiap tahapan proses (Pn), dan juga output standard (OSn). Untuk kepentingan ekonomis hasil perhitungan kebutuhan jumlah mesin untuk setiap tahap operasi pemesinan dari setiap komponen tidak dibulatkan lebih dahulu mengingat komponen-
komponen yang dibuat mempunyai kesamaan dalam operasi dan menggunakan jenis mesin yang sama.
V.KESIMPULAN DAN SARAN a. Kesimpulan
Secara garis besar sebagaimana dijelaskan pada awal bab (tujuan), dan dari penulisan yang disebutkan dalam bab-bab berikutnya di atas sudah menjelaskan ketercapaian semua tujuan.
1. Gambar freestyle scooter (gambar 2.1) terdiri dari 23 komponen (gambar 2.2), komponen no 1 sampai dengan 15 dibuat sendiri, komponen 16 sampai dengan 23 diorder, 15 komponen yang akan dibuat sendiri yaitu komponen no 1 sampai dengan 15 digambar lengkap dengan ukurannya, jumlah yang harus dibuat, material atau bahan yang digunakan sebagaimana ditunjukkan dalam gambar dan kepala gambar dari masing-masing komponen.
2. Dari gambar komponen-komponen selanjutnya dapat dilakukan analisis pembentukannya yang dalam hal ini digunakan production routing. Mengingat jumlah komponen cukup banyak sekitar 15 unit, maka ditampilkan 1 production routing tabel I untuk komponen Head Clamp. Adapun untuk komponen lain yang dibuat hanya tahapan operasi pembentukannya saja, yang ditunjukkan dalam tabel II.
3. Dari analisis komponen Head Clamp diperoleh hasil kebutuhan material unit/hari. Untuk demand 100 unit/hari freestyle scooter, dengan 2 unit head clamp per unit freestyle scooter diperoleh kebutuhan material untuk proses bench work 202 unit/hari, untuk proses drilling 206 unit/hari, untuk proses milling 211 unit/hari, untuk proses sawing 213 unit/hari, tidak disebutkan hasil kebutuhan material untuk komponen yang lain.
4. Waktu pemotongan dengan power hack saw untuk komponen Head Clamp, TC=0,310 min/unit, waktu standar pemotongan dengan allowance= 15%, TS=0,364 min/unit, dan dengan OS (Output Standard) 2,747 unit/min, tidak disebutkan hasil perhitungan TC untuk komponen yang lain.
5. Kebutuhan jumlah mesin untuk demand 100 unit/hari freestyle scooter sebagaimana disebutkan dalam tabel 2.2, dengan power hacksaw 4 unit, circular saw 1 unit , turning machine 10 unit, milling machine 2 unit, drilling machine 1 unit, bench work 6 unit , dan hand grinder 6 unit.
b. Saran
Pada penelitian selanjutnya dapat dibahas hal-hal yang terkait dengan kebutuhan luas departemen produksi, dan lay- out departemen produksi baik type product layout ataupun combination layout, assembly line balancing, dan material in process storage. Dalam perhitungan luas departemen produksi disamping kebutuhan jumlah mesin diperlukan pula data
dimensi mesin dan selanjutnya lay-out departemen produksi dapat dibuat. Untuk layout diperlukan pembahasan OPC (Operation Process Chart), MPPC (Multy product Process Chart), dll.
DAFTARPUSTAKA
[1] DeGarmo PaulE (1979). Materials and Processes In Manufacturing, Macmillan Publishing Co., Inc. New York
[2] Della Dias Oktarianingrum, Ratna Purwaningsih, “Perancangan Metode Kerja Dan Penentuan Jumlah Kebutuhan Mesin Pada Produksi Final Assy Box Speaker Type Pas 68(B)” Industrial Engineering Online Journal, 2019 - ejournal3.undip.ac.id
[3] Gerling., 1965. All about Machine Tools, Wiley Eastern Limited, New Delhi.
[4] Gieck Kurt and Reiner1990,” Engineering Formulas”. 6th. West Germany: McGraw-Hill,
[5] Machining Data Hand Book
[6] Nurchajat., 2017.Permesinan dan Tata Letak Mesin, Polinema Press [7] Nurchajat., 2019 Perencanaan Gudang Material Freestyle Scooter
Dengan Demand 100 Unit Perhari Untuk Waktu Penyimpanan 1 Bulan [8] Nanang Qosim., 2017 “Perhitungan Waktu Pemesinan dan Kebutuhan
Mesin untuk Perencanaan Produksi Alat Pelepas Mur Roda Mobil dengan Demand 100 Unit/Hari”, Hasanuddin Student Journal, Vol. 1 No. (2): 102-108, Desember 2017, P-ISSN: 2579-7859, E-ISSN:2579 - 7867