TUGAS AKHIR
APLIKASI HMI PADA MESIN PEMILAH BENDA
OTOMATIS
Diajukan untuk memenuhi salah satu syarat
Memperoleh gelar Sarjana Teknik pada
Program Studi Teknik Elektro
Jurusan Teknik Elektro
Fakultas Sains dan Teknologi Universitas Sanata Dharma
Disusun oleh :
YOHANES BABTISTA SAVIO SURYA AMANDA
NIM : 145114055
JURUSAN TEKNIK ELEKTRO
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS SANATA DHARMA
YOGYAKARTA
ii
FINAL PROJECT
HMI APPLICATION FOR SORTING MATERIAL
AUTOMATIC
In a partial fulfilment of the requirements
For the degree of Sarjana Teknik
Department of Electrical Engineering
Faculty of Science and Technology, Sanata Dharma University
YOHANES BABTISTA SAVIO SURYA AMANDA
NIM :145114055
DEPARTMENT OF ELECTRICAL ENGINEERING
FACULTY OF SCIENCE AND TECHNOLOGY
SANATA DHARMA UNIVERSITY
YOGYAKARTA
v
HALAMAN PERSEMBAHAN DAN MOTTO HIDUP
MOTTO :
BERJALANLAH KEDEPAN, MENATAPLAH KEDEPAN, MASA
DEPANMU MENANTI....
Skripsi ini kupersembahkan untuk…..
vi
viii
INTISARI
Penelitian ini akan menggunakan HMI (Human Machine Interface) untuk
mempermudah pengoperasian sebuah alat. HMI akan membantu monitoring sistem
pemilah benda, memudahkan pengoperasian, pengambilan data, dan security system.
Adanya monitoring kerusakan sistem akan membantu operator untuk menemukan letak
kerusakan sistem dengan lebih cepat. Pada monitoring terdapat indikator – indikator berupa lampu diantaranya indikator jenis benda, indikator jumlah benda yang terilah,
indikator posisi benda. Selain indikator, HMI juga mempunyai fasilitas security system.
Login adalah security system yang digunakan. Login akan mengamankan alat dari hal yang
tidak diinginkan. HMI juga membantu pengambilan data base dari PLC ke PC. Data yang
diambil adalah jumlah benda yang sudah dipilah. Data yang diambil disimpan pada DM
PLC dan dipindah ke Microsoft Excel. Komunikasi HMI dengan PC menggunakan kabel
RS 232. Hasil akhir dari monitoring adalah setiap informasi yang didapat pada mesin akan
ditampilkan oleh HMI. Hasil data base jumlah benda pada Microsoft Excel sesuai dengan
jumlah benda pada HMI.
ix
ABSTRACT
This research will use HMI to ease the operation of a device. HMI will help
monitoring material, sorter system, easier to operate, data taking, and security system. The
malfunction system monitoring will help operator to locate malfunction system faster. In
the monitoring, there are some indicators lamps such as indicator of materials type,
indicator number of sorter materials, and indicator of materials position. HMI also have
security system, namely login. Login will secure the device from adverse event. HMI also
help take data base from PLC to PC. The data taken is the number of objects that are
already sorted. The data is taken is stored on DM PLC and moved into Microsoft Excel.
Communication HMI with a PC using the RS 232 cable. The final results of the monitoring
are any information obtained on the machine will be shown by the HMI. The results of the
data base the number of objects in Microsoft Excel according to the number of objects in
the HMI.
x
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yesus Kristus atas segala
rahmat-Nya. Berkat Kasih dan KaruniaNya selama menjalani proses pembuatan tugas akhir ini,
penulis dapat menyelesaikan tugas akhir dengan judul “Aplikasi HMI pada Mesin Pemilah Benda Otomatis”.
Tugas akhir ini disusun untuk memenuhi salah satu syarat memperoleh gelar
Sarjana Teknik (S.T) bagi mahasiswa program S-1 Jurusan Teknik Elektro Universitas
Sanata Dharma Yogyakarta. Selama proses penyusunan proposal ini, penulis banyak
mendapat bantuan dan dukungan dari berbagai pihak, untuk itu penulis mengucapkan
terimakasih kepada:
1. Bapak Petrus Setyo Prabowo, S.T., M.T., selaku Ketua Program Studi Teknik Elektro
Universitas Sanata Dharma Yogyakarta.
2. Bapak Ir.Tjendro,M.Kom. selaku Dosen Pembimbing tugas akhir yang telah banyak
meluangkan waktu untuk memberikan bimbingan.
3. Ibu Ir. Prima Ari Setyani,M.T., Ibu Bernadeta Wuri Harini, M.T., Bapak Martanto,
M.T., Bapak Djoko Untoro, S.Si., M.T., yang telah memberikan saran dan kritik dalam
menyelesaikan penulisan tugas akhir.
4. Seluruh dosen Teknik Elektro yang telah memberikan ilmu yang bermanfaat kepada
penulis selama kuliah.
5. Bapak, ibu, mbakku, dan masku yang telah memberikan perhatian dan dukungan.
6. Keluargaku tercinta Mbah Ti dan Mbah Kung yang selalu mendoakan dan terus
memberikan semangat dalam mengerjakan.
7. Seluruh teman-teman prodi Teknik Elektro dan eksMekatronika Sanata Dharama 2014
atas kerjasama dan kebersamaannya selama menjalani studi.
8. Kawan-kawan penggembira dan penyemangat kos 21 yang memberikan dukungan.
9. Semua pihak yang tidak bisa penulis sebutkan satu per satu atas bantuan, bimbingan,
xii
DAFTAR ISI
Halaman Sampul(Bahasa Indonesia) ... i
Halaman Sampul(Bahasa Inggris) ... ii
Lembar Persetujuan ... iii
Lembar Pengesahan ... iv
Halaman Persembahan ... v
Lembar Pernyataan Keaslian Karya ... vi
Lembar Pernyataan Persetujuan Publikasi Karya Ilmiah ... vii
Intisari ... viii
Abstract ... ix
Kata Pengantar ... x
Daftar Isi ... xii
Daftar Gambar ... xv
Daftar Tabel ... xviii
Daftar Lampiran ... xix
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Tujuan dan Manfaat ... 2
1.3 Batasan Masalah ... 3
1.4 Metodologi Penelitian ... 3
BAB II DASAR TEORI 2.1 Programmable Logic Controller (PLC) ... 5
2.1.1 Perangkat Keras PLC... 8
2.1.2 Arsitektur Internal ... 9
2.1.3 Central Processing Unit (CPU) ... 10
2.1.4 Instruksi Dasar PLC... 10
2.2 Human Machine Interface (HMI) ... 17
2.2.1 Progammable Terminal PLC NT-30 ... 17
2.2.1a Karakter (text) ... 19
xiii
2.2.1c Angka (numeral memory table) ... 19
2.2.1d Lampu ... 19
2.2.1e Touch Switches ... 19
2.2.1f Graphs ... 19
2.3 RS 232 ... 19
2.4 USB (UNIVERSAL SERIAL BUS) ... 20
2.4.1 Tipe Konektor USB ... 21
2.5 Konverter USB ... 23
BAB III RANCANGAN PENELITIAN 3.1 Prototipe Mesin Pemilah Benda Berdasarkan Jenis Bahan ... 24
3.1 Diagram Blok ... 25
3.1.1 Diagram Alir ... 26
3.2 Perancangan HMI ... 28
3.3 Perancangan Wiring pada PLC ... 36
3.4 Melakukan Pemrograman PLC OMRON CP1E ... 37
3.5 Status Proses ... 39
3.6 Perancangan Bentuk Material ... 40
3.7 Desain Tempat HMI ... 41
3.8 Perancangan DM PLC ... 43
BAB IV HASIL DAN PEMBAHASAN 4.1 Bentuk Fisik Mesin Pemilah Benda ... 43
4.2 Wiring ... 46
4.3 HMI ... 47
4.4 Pengujian Sistem ... 54
4.4 Pengujian Sub Sistem ... 57
4.4.1 Pengujian Scanner ... 57
4.4.2 Pengujian Benda Kerja ... 60
4.6 Data Base ... 61
xiv
BAB V KESIMPULAN
5.1 Kesimpulan ... 72
5.2 Saran ... 72
DAFTAR PUSTAKA ... ... 73
xv
DAFTAR GAMBAR
Halaman
Gambar 2.1 PLC compact OMRON CP1E ... 6
Gambar 2.2 PLC modular OMRON... 6
Gambar 2.3 Komunikasi PC dengan PLC untuk pemrograman ... 7
Gambar 2.4 Kabel komunikasi PC dengan PLC ... 7
Gambar 2.5 Sistem PLC ... 8
Gambar 2.6 Sinyal : (a) diskrit, (b) digital, (c) analog ... 9
Gambar 2.7 Arsitektur Internal PLC ... 9
Gambar 2.8 Simbol ladder diagram untuk LOAD (LD) ... 10
Gambar 2.9 Simbol ladder diagram untuk LOAD NOT ... 11
Gambar 2.10 Simbol ladder diagram untuk AND ... 11
Gambar 2.11 Simbol ladder diagram untuk AND NOT ... 11
Gambar 2.12 Simbol ladder diagram untuk OR ... 12
Gambar 2.13 Simbol ladder diagram untuk OR NOT... 12
Gambar 2.14 Simbol ladder diagram untuk OUT ... 12
Gambar 2.15 Simbol ladder diagram untuk OUT NOT ... 13
Gambar 2.16 Simbol ladder diagram untuk AND LOAD ... 13
Gambar 2.17 Simbol ladder diagram untuk OR LOAD ... 13
Gambar 2.18 Simbol ladder diagram untuk DIFU(013) dan DIFD(014) ... 14
Gambar 2.19 Simbol ladder diagram untuk Timer ... 15
Gambar 2.20 Simbol ladder diagram untuk Counter... 15
Gambar 2.21 Simbol ladder diagram untuk Move (021) ... 15
Gambar 2.22 Spesifikasi DM area ... 16
Gambar 2.23 Contoh tampilan pada PT NT30 ... 17
Gambar 2.24 Dots LCD HMI ... 18
Gambar 2.25 Kabel Rs-232 ... 20
Gambar 2.26Konektor USB Tipe A Plug ... 21
Gambar 2.27 Konektor USB Tipe A Receptable ... 22
Gambar 2.28 Konektor USB tipe B plug ... 22
Gambar 2.29 Konektor USB tipe B receptable ... 22
Gambar 2.30 Koneksi USB ... 22
xvi
Gambar 3.1 Mesin pemilah benda ... 24
Gambar 3.2 Diagram blok besar sistem... 25
Gambar 3.3 Diagram alir ... 27
Gambar 3.4 Halaman awal software NT-Series Support Tool ... 29
Gambar 3.5 PT Configuration ... 29
Gambar 3.6 Standart Screen ... 30
Gambar 3.7 Tombol 3D dan Bit Lamp. ... 30
Gambar 3.8 Setting touch Switch ... 31
Gambar 3.9 Setting standard lamp ... 31
Gambar 3.10 COM setting... 32
Gambar 3.11 Tampilan user / operator ... 33
Gambar 3.12 Home HMI ... 33
Gambar 3.13 Monitoring ... 34
Gambar 3.14 Jumlah benda ... 34
Gambar 3.15 Error Sistem ... 35
Gambar 3.16 Pengambilan data ... 35
Gambar 3.17 Wiring PLC CP1E... 37
Gambar 3.18 Tampilan new PLC ... 38
Gambar 3.19 Device type setting ... 38
Gambar 3.20 Tampilan program setelah setting ... 39
Gambar 3.21 Compile program ... 39
Gambar 3.22 Flowchart sistem error ... 40
Gambar 3.23 3D silinder ... 41
Gambar 3.24 2D silinder ... 41
Gambar 3.25 Penempatan HMI 3D ... 42
Gambar 3.26 Penempatan HMI 2D ... 42
Gambar 4.1 Bentuk fisik mesin ... 45
Gambar 4.2 Wiring lama ... 46
Gambar 4.3 Perbaikan wiring ... 47
Gambar 4.4 Home HMI ... 49
Gambar 4.5 Login Supervisor / Operator ... 50
Gambar 4.6 Tampilan tombol pengoperasian supervisor ... 50
xvii
Gambar 4.8 Jumlah benda ... 51
Gambar 4.9 Pengambilan data ... 52
Gambar 4.10 Error system ... 52
Gambar 4.11 Setting bit start HMI ... 53
Gambar 4.12 Program PLC tombol start ... 53
Gambar 4.13 Tampilan monitor saat mesin bekerja ... 54
Gambar 4.14 Hasil jumlah benda ... 57
Gambar 4.15 Benda kerja berbentuk silinder ... 61
Gambar 4.16 DDX-manager ... 62
Gambar 4.17 Menyimpan project ... 62
Gambar 4.18 Tampilan awal program ... 62
Gambar 4.19 Pemilihan PLC ... 63
Gambar 4.20 Masukan add points ... 63
Gambar 4.21 Setting points ... 64
Gambar 4.22 Pengambilan DDX-link ... 64
Gambar 4.23 Tampilan Ms.Excel ... 65
Gambar 4.24 Program tombol ... 66
Gambar 4.25 Logika proses pemilah ... 67
Gambar 4.26 Ladder output ... 68
Gambar 4.27 Counter kayu dan jumlah ... 68
Gambar 4.28a Counter logam,plastik,kaca,dan total ... 69
Gambar 4.28b Counter jumlahlogam,plastik,kaca,dan total ... 69
Gambar 4.29a Ladder mengenolkan DM ... 70
Gambar 4.29b Ladder mengenolkan DM ... 70
Gambar 4.30 Ladder penyimpanan data DM ... 71
Gambar 4.31 Monitoring sensorbenda kayu ... 71
xviii
DAFTAR TABEL
Halaman
Tabel 2.1 Tabel intruksi PLC ... 16
Tabel 2.2 Pembagian karakter ... 16
Tabel 2.3 Konversi PIN ... 23
Tabel 3.1 Bagian HMI ... 32
Tabel 3.2 Input dan output PLC ... 36
Tabel 3.3 Bagian alat ... 43
Tabel 3.4 Alamat penyimpanan pada DM ... 43
Tabel 4.1 Bagian mesin ... 44
Tabel 4.2 ID dan Password ... 48
Tabel 4.3 User name class ... 49
Tabel 4.4 Pengujian sistem ... 55
Tabel 4.5 Percobaan sensor ... 58
Tabel 4.6 Pengujian sensor ... 60
xix
DAFTAR LAMPIRAN
Halaman
L1. Kegagalan download HMI ... L1
L2. Koneksi HMI dengan PC ... L3
L3. Data sheet HMI WEINTEK MT-8102Ie ... L4
L4 Pengoperasian awal HMI ... L5
L5. Membuat tombol HMI ... L6
L6. Membuat indikator lampu HMI ... L7
L7. Membuat display counter ... L8
L8. Memindah screen HMI ... L9
L9. Membuat login HMI ... L10
L10. Program PLC ... L15
1
BAB I
PENDAHULUAN
1.1
Latar Belakang
Semakin berkembangnya zaman di saat ini, maka semakin banyak juga kebutuhan
alat di perusahaan. Banyaknya kebutuhan alat di perusahaan terutama untuk memilah
benda hasil dari suatu pengerjaan perusahaan.
Banyaknya kebutuhan, kualitas produksi, keselamatan kerja, dan efisiensi kerja
inilah yang menyebabkan pekerjaan manusia akan digantikan dengan mesin. Misalnya,
proses produksi yang pada awalnya masih dilakukan secara manual seperti pada proses
packing. Pada proses industri manual dikerjakan oleh tenaga manusia dan membutuhkan
jumlah tenaga kerja yang tidak sedikit dan membuat waktu proses produksi menjadi lebih
lama. Selain itu sering terjadi human error pada industri manual ini karena operator
melakukan pekerjaan secara berulang-ulang. Untuk mengatasi masalah itu, perusahaan
yang menginginkan proses produksi yang lebih efektif dan efisien melakukan perubahan
pola produksi dengan mengaplikasikan sistem otomasi dalam produksi. [1]
Dewasa ini banyak hal yang dilakukan dengan perkembangan teknologi. Seperti
halnya alat pemilah benda akan membutuhkan alat yang bisa memilah produk – produk secara otomatis. Pemilahan benda juga bisa dilakukan dengan menggunakan alat bantu
mesin yang bida dikontrol menggunakan sebuah alat. Banyak alat yang bisa digunakan
untuk mengontrol sebuah alat.
Sistem pemilahan bendah yang manual dengan menggunakan tangan akan diubah
menjadi otomatis dengan penambahan kontroler berupa Programmable Logic Controller
(PLC), sensor dan aktuator. Untuk mempermudah pengoperasian serta memberikan data
pemilahan sampah sistem dilengkapi dengan Human Machine Interface (HMI).
Dengan berkembangnya teknologi yang ada maka telah dibuat alat dengan nama
“PrototipeMesin Pemilah Benda Berdasarkan Jenis Bahan” oleh Antonio Prashad Priyanto mahasiswa Teknik Elektro Sanata Dharma (125114039)[12]. Alat ini sudah berjalan
dengan semestinya, tetapi masih ada beberapa kekurangan terlebih untuk sistem
pemilahnya yaitu dengan adanya penghalang. Sistem pemilah sendiri masih ditemui
beberapa kekurangan yaitu lambatnya benda untuk turun ke tempat pembuangan,
kadang masih belum bisa tepat sasaran dengan semestinya. Hal ini disebabkan benda yang
digunakan berbentuk kubus. Kekurangan inilah yang akan diperbaiki dengan mengubah
bentuk benda sebagai prototipe sampah. Alat ini juga dilengkapi dengan HMI sebagai
interface antara alat dan orang yang akan menjalankan alat ini. HMI ini akan berfungsi
sebagai pengganti tombol, monitoring proses, monitoring jumlah benda yang sudah dipilah
dan masukan waktu berjalannya sistem.
Penggunaan HMI akan lebih mempermudah operator dalam menjalankan alat.
Penggunaan HMI sebagai pengganti tombol bertujuan untuk mengurangi resiko terjadinya
konsleting listrik yang sering terjadi pada tombol – tombol hardware atau panel hardware. Monitoring proses akan membantu operator untuk mengetahui sampai di mana proses
bekerja dan apabila terjadi kerusakan bisa diketahui posisi kerusakan. Monitoring jumlah
benda akan membantu operator mengetahui jumlah benda yang sudah terpilah pada saat itu
dan membantu user untuk mengambil data melalui data base. HMI juga akan membantu
keamanan dalam pengoperasian alat karena akan difasilitasi dengan adanya login. Login
berfungsi sebagai pengaman sehingga alat tidak bisa dijalankan sembarangan.
Selain penambahan HMI perbaharuan dari sistem yang sudah ada adalah dengan
menggunakan benda berbentuk silinder, karena benda berbentuk silinder akan mudah
untuk berputar karena adanya gesekan antara benda dan penghalan serta bantuan conveyor
untuk pergeseran menuju ke tempat pemilah.
1.2.
Tujuan dan Manfaat Penelitian
Tujuan dari penelitian ini adalah mengembangkan sistem pemilah sampah otomatis
yang dikendalikan dengan PLC yang dilengkapi dengan HMI sehingga sistem mempunyai
kinerja yang lebih baik, serta adanya pemilah yang mempermudah pengelompokan benda.
Manfaat dari penelitian ini adalah :
a. Sebagai alat pemilah benda yang bisa meringankan kerja pemilahan benda
secara manual.
b. Terbantunya operator dalam menggunakan dan mengoperasikan alat ini, serta
bisa memantau mesin dengan lebih mudah dari segi maintenance maupun
monitoring.
c. Dengan adanya pemilah dengan sistem yang baik maka akan mempermudah
pemilahan benda.
Agar Tugas Akhir ini bisa mengarah pada tujuan dan untuk menghindari
kompleksnya permasalahan yang muncul, maka diperlukan adanya batasan-batasan
masalah yang sesuai dengan judul dari tugas akhir ini. Adapun batasan masalah adalah:
1. Memperbarui benda kerja menjadi silinder
2. Menggunakan PLC OMRON SYSMAC CP1E 12 input dan 8 output sebagai
pengendali kerja sistem.
3. Menggunakan HMI sebagai monitoring posisi keberadaan benda, monitoring jumlah
sampah yang sudah dipilah, pemisah antara user dan operator, dan pengambilan data..
4. Komunikasi PLC ke HMI menggunakan kabel RS232.
1.4.
Metodologi Penelitian
Berdasar pada tujuan yang akan dicapai metode-metode yang digunakan dalam
penyusunan tugas akhir ini adalah:
1. Studi literatur, yaitu mempelajari dan membaca tentang sensor, aktuator, motor, PLC
dan HMI yang akan diinstal dan sudah ada pada mesin pemilah benda berdasarkan
jenis.
2. Menguji dan melihat kembali alat yang sudah ada pada lantai 4 lab. Teknik Elektro
Universitas Sanata Dharma.
3. Modifikasi, yaitu merancang ulang bentuk benda kerja menjadi silinder.
4. Pembuatan hardware, meliputi modifikasi bentuk benda menjadi silinder.
5. Pembuatan software ulang. Tahap ini bertujuan untuk mensikronkan alat yang sudah
ada dan perubahan – perubahan baru dengan alaur kerja alat pemilah sampah.
6. Perancangan isi HMI. Tahap ini adalah tahap pembuatan isi dari HMI dengan
menggunakan software HMI. Pembuatan isi HMI ini akan mengacu pada batasan – batasan maslah tentang isi dari HMI.
7. Eksperimen, yaitu dengan langsung melakukan praktek maupun pengujian terhadap
hasil pembuatan alat dalam pengerjaan tugas akhir ini.
8. Proses pengambilan data. Pengambilan data dilakukan dengan cara mengamati sistem
apakah sudah sesuai dengan proses yang inginkan dan mengambil data dari jumlah
barang yang sudah diletakkan pada tempat atau wadahnya masing-masing.
Analisis dapat dilakukan dengan melihat proses berjalannya sistem setelah di
upgrade dan sebelum di upgrade, apakah sudah sesuai dengan yang dirancang dan
apakah meningkatkan kinerja sistem.
Penyimpulan hasil percobaan, dapat diambil dengan membandingkan kinerja sistem
BAB II
DASAR TEORI
Bab ini menjelaskan tentang dasar teori dan penjelasan detil peralatan yang
digunakan. Hal yang akan dibahas adalah Programmable Logic Controller (PLC), Human
Machine Interface (HMI), software PLC dan HMI, kabel RS232, dan silinder benda kerja.
2.1.
Programmable Logic
Controller
(PLC) [4]
PLC adalah sebuah bentuk khusus dari pengendali berbasis mikroprosesor yang
menggunakan memori program untuk menyimpan instruksi dan mengimplementasikan
fungsi logika urutan proses, timing, counting, dan fungsi aritmatika. Pertama kali
dikembangkan pada tahun 1969. Keuntungan utama penggunaan PLC ialah sistem kendali
dapat diubah-ubah sesuai kebutuhan tanpa harus mengubah komponen dasar
pengendalinya. Dikarenakan sangat fleksibel terhadap variasi sistem kendali maka menjadi
hemat biaya. Kelebihan PLC yang lain ialah :
1. Tahan terhadap lingkungan kerja yang keras serta suhu, getaran, dan kebisingan
yang dinamis.
2. Input / output sudah tersedia di unit PLC.
3. Bahasa program dan pemrograman mudah dipahami.
Sekarang ini sistem PLC banyak digunakan karena memiliki beberapa keunggulan, antara
lain:
1. Kokoh dan dirancang untuk tahan terhadap getaran, suhu, kelembaban, dan
kebisingan.
2. Antarmuka untuk input dan output telah tersedia secara built-in di dalamnya.
3. Mudah diprogram dan menggunakan sebuah bahasa pemprograman yang mudah
dipahami, yang sebagian besar berkaitan dengan operasi-operasi logika dan
penyambungan.
4. Relatif mudah untuk dipelajari.
5. Standarisasi sistem kontrol lebih mudah diterapkan.
6. Mudah dalam hal maintenance.
Dari ukuran dan kemampuannya, PLC dapat dibagi menjadi jenis-jenis berikut [5]:
1. Tipe Compact
Gambar 2.1 merupakan contoh PLC compact .Ciri-ciri PLC tipe compact adalah:
1. Seluruh komponen (power supply, CPU, modul input-output, mudul
komunikasi) menjadi satu.
2. Umumnya berukuran kecil (compact).
3. Mempunyai jumlah input/output relatif sedikit dan tidak dapat diekspan,
4. Tidak dapat di tambah modul-modul kusus.
Gambar 2.1. PLC compact OMRON CP1E.
2. Tipe Modular
Gambar 2.1 merupakan contoh PLC modular. Ciri-ciri PLC tipe modular [5]:
1. Komponen-komponennya terpisah ke dalam modul-modul.
2. Berukuran besar.
3. Memungkinkan untuk ekspansi jumlah input/output (sehingga jumlah lebih
banyak)
4. Memungkinkan penambahan modul-modul khusus.
Untuk memprogram suatu PLC, hal pertama yang harus dilakukan adalah program
ditulis di PC dengan menggunakan program khusus PLC, setelah itu program yang sudah
selesai dibuat di download ke PLC dengan menggunakan kabel serial yang merupakan
sarana komunikasi antara PC dengan PLC seperti pada gambar 2.4. Setelah itu PLC yang
sudah diprogram dapat bekerja sebagai pengontrol yang independent.[5]
Gambar 2.3. Komunikasi PC dengan PLC untuk pemrograman.
Gambar 2.4. Kabel komunikasi PC dengan PLC.
Cara kerja dari suatu PLC adalah dengan cara memeriksa input sinyal dari suatu
proses dan melakukan suatu fungsi logika terhadap sinyal yang masuk, mengeluarkan
sinyal output untuk mengontrol mesin atau suatu proses. Interface standar yang terdapat
pada PLC memungkinkan PLC untuk dihubungkan secara langsung dengan suatu sensor
tanpa membutuhkan suatu rangkaian perantara.
Di samping itu penggunaan PLC memungkinkan untuk mengubah suatu sistem
kontrol tanpa harus terlebih dahulu mengubah instalasi yang sudah ada sebelumnya. Jika
ingin mengubah jalannya proses, maka yang harus diubah hanyalah program yang ada
dalam memori PLC saja tanpa harus mengubah hardware yang telah digunakan.
mempersingkat waktu untuk mengubah jalanya proses kontrol. PLC dapat bekerja pada
lingkungan industri dengan kondisi yang cukup berat, seperti temperatur yang tinggi dan
bekerja selama 10-12 jam sehari non stop[6].
2.1.1. Perangkat Keras PLC
Gambar 2.5. Sistem PLC. [4].
Biasanya sistem PLC memiliki komponen fungsional Central Processing Unit
(CPU), memori, unit catu daya / power supply unit, bagian input / output antarmuka,
komunikasi antarmuka dan perangkat pemrograman seperti pada gambar 2.5. Sebuah PLC
terdiri dari :
1. Unit prosesor atau CPU adalah unit yang mengandung mikroprosesor untuk
menafsirkan sinyal input dan melakukan tindakan kontrol,sesuai dengan program
yang tersimpan dalam memori, serta mengkomunikasikan sinyal tindakan untuk
output.
2. Unit catu daya / power supply yang dibutuhkan untuk mengubah listrik AC ke DC
(5 V) yang diperlukan untuk prosesor.
3. Perangkat pemrograman / programming devices yang digunakan untuk
memasukkan program ke memori prosesor. Program yang akan dimasukkan
terlebih dahulu dibuat menggunakan perangkat lunak / software, dan kemudian
dipindahkan ke unit memori PLC.
4. Unit memori / memory unit adalah tempat menyimpan program. Program tersebut
5. Input and output berfungsi mengkomunikasikan informasi dari luar. Perangkat
input and output memberikan sinyal diskrit maupun digital. Perangkat digital dapat
dianggap perangkat dasarnya diskrit yang memberikan urutan on-off sinyal (gambar
2.6). Perangkat analog memberikan sinyal yang ukurannya sebanding dengan
ukuran variabel yang sedang dipantau. Sebagai contoh, sensor suhu dapat
memberikan tegangan sebanding dengan temperatur.
Gambar 2.6. Sinyal : (a) diskrit, (b) digital, (c) analog. [4].
2.1.2.
Arsitektur Internal
Gambar 2.7 menunjukkan arsitektur internal dasar sebuah PLC. Arsitektur internal
itu terdiri dari CPU yang berisi sistem mikroprosesor, memori, dan sirkuit input / output.
Operasi proses di dalam CPU dilengkapi clock dengan kisaran frekuensi 1 MHz sampai
dengan 8 MHz. Besarnya frekuensi clock menentukan kemampuan kecepatan operasi
sebuah PLC. Sinyal informasi yang diolah di dalam PLC berbentuk sinyal digital. Jalur
internal yang berfungsi untuk mengalirkan informasi digital ini disebut bus. Dalam arti
fisik, bus adalah sejumlah konduktor yang mengalirkan sinyal elektrik ke beberapa elemen
di dalam arsitektur internal PLC.
2.1.3.
Central Processing
Unit
(CPU)
Struktur internal yang terdapat pada CPU tergantung dari jenis mikroprosesor yang
terpasang di dalamnya. Umumnya terdapat :
a. Arithmetic and Logic Unit (ALU) yang bertugas melakukan manipulasi data dan
menghasilkan data operasi penjumlahan dan perkalian, serta operasi logika AND,
OR, NOT, dan EXCLUSIVE OR.
b. Memori, disebut juga dengan register yang terletak di dalam mikroprosesor dan
digunakan untuk menyimpan informasi atau data yang akan digunakan dalam
pelaksanaan program.
Unit pengendali, berfungsi untuk mengendalikan waktu operasi.
2.1.4.
Instruksi Dasar PLC
Semua instruksi (perintah program) yang ada dibawah merupakan instruksi paling
dasar pada PLC Omron sysmac C-series. Menurut aturan pemrograman, setiap akhir
program harus ada instruksi dasar END yang oleh PLC dianggap sebagai batas akhir dari
program. Instruksi ini tidak ditampilkan pada tombol operasional programming console,
akan tetapi berupa sebuah fungsi yaitu FUN (01). Jadi jika kita mengetik FUN (01) pada
programming console, maka pada layar programmingconsole akan tampil END (01) .
1. LOAD
Mempunyai simbol bahasa pemrograman LD. Instruksi ini dibutuhkan jika urutan
kerja (sequence) pada suatu sistem kontrol hanya membutuhkan satu kondisi logic saja dan
sudah dituntut untuk mengeluarkan satu output. Logikanya seperti contact NO relay.
Simbol ladder diagram ditunjukkan pada Gambar 2.8.
Gambar 2.8. Simbol ladder diagram untuk LOAD (LD).
2. LOAD NOT
Mempunyai simbol bahasa pemrograman LD NOT. Instruksi ini dibutuhkan jika
saja dan sudah dituntut untuk mengeluarkan satu output. Logikanya seperti contact NC
relay. Simbol Ladder diagram ditunjukkan pada Gambar 2.9.
Gambar 2.9. Simbol ladder diagram untuk LOAD NOT.
3. AND
Mempunyai simbol bahasa pemrograman AND. Instruksi ini dibutuhkan jika urutan
kerja (sequence) pada suatu sistem kontrol membutuhkan lebih dari satu kondisi logic yang
harus terpenuhi semuanya untuk mengeluarkan satu output. Logikanya seperti contact NO
relay. Simbol ladder diagram ditunjukkan pada Gambar 2.10.
Gambar 2.10. Simbol ladder diagram untuk AND.
4. AND NOT
Mempunyai simbol bahasa pemrograman AND NOT. Instruksi ini dibutuhkan jika
urutan kerja (sequence) pada suatu sistem kontrol membutuhkan lebih dari satu kondisi
logic yang harus terpenuhi semuanya untuk mengeluarkan satu output. Logikanya seperti
contact NC relay. Simbol ladder diagram ditunjukkan pada Gambar 2.11.
Gambar 2.11. Simbol ladder diagram untuk AND NOT.
5. OR
Mempunyai simbol bahasa pemrograman OR. Instruksi ini dibutuhkan jika urutan
kerja (sequence) pada suatu sistem kontrol hanya membutuhkan salah satu saja dari
beberapa kondisi logika untuk mengeluarkan satu output. Logikanya seperti contact NO
Gambar 2.12. Simbol ladder diagram untuk OR.
6. OR NOT
Mempunyai simbol bahasa pemrograman OR NOT. Instruksi ini dibutuhkan jika
urutan kerja (sequence) pada suatu sistem kontrol hanya membutuhkan salah satu saja dari
beberapa kondisi logika untuk mengeluarkan satu output. Logikanya seperti contact NC
relay. Simbol Ladder diagram ditunjukkan pada Gambar 2.13.
Gambar 2.13. Simbol ladder diagram untuk OR NOT.
7. OUT
Mempunyai simbol bahasa pemrograman OUT. Instruksi ini berfungsi untuk
mengeluarkan output jika semua kondisi logika ladder diagram sudah terpenuhi.
Logikanya seperti contact NO relay. Simbol Ladder diagram ditunjukkan pada Gambar
2.14.
Gambar 2.14. Simbol ladder diagram untuk OUT.
8. OUT NOT
Mempunyai simbol bahasa pemrograman OUT NOT. Instruksi ini berfungsi untuk
Logikanya seperti contact NC relay. Simbol Ladder diagram ditunjukkan pada Gambar
2.15.
Gambar 2.15. Simbol ladder diagram untuk OUT NOT.
9. Set dan Reset
Intstruksi SET adalah seperti intruksi OUT, akan tetepi intruksi SET, bit yang
menjadi operandnya akan bersifat latching (mempertahankan kondisinya). Artinya bitnya
akan tetap dalam kondisi on walaupun kondisi inputnya sudah kondisi off. Untuk
mengembalikannya ke kondisi off harus digunakan intruksi Reset. Intruksi ini hanya
berlaku untuk sytemac C serise tipe baru seperti CQM1,C200H, C200HS,
C200HX/HE/HG/,CV-Serise.
10. AND LOAD
Mempunyai simbol bahasa pemrograman AND LD. Untuk kondisi logika ladder
diagram yang khusus seperti pada Gambar 2.16 dibawah ini.
Gambar 2.16. Simbol ladder diagram untuk AND LOAD.
11. OR LOAD
Mempunyai simbol bahasa pemrograman OR LD. Untuk kondisi logika ladder
diagram yang khusus seperti pada Gambar 2.17.
12. Differentiate Up dan Differentiate Down
Mempunyai simbol bahasa pemrograman DIFU (13) untuk Instruksi Differentiate
Up dan DIFD (14) untuk Instruksi Differentiate Down. Differentiate up dan Differentiate
Down berfungsi untuk mengubah kondisi logika operan dari Off menjadi On selama 1 scan
time. 1 scan time adalah jumlah waktu yang dibutuhkan oleh PLC untuk menjalankan
program dimulai sari alamat program 00000 sampai instruksi END (01). DIFU (13)
sifatnya mendeteksi transisi naik dari input dan DIFD (14) mendeteksi transisi turun dari
input. Simbol Ladder diagram ditunjukkan pada Gambar 2.18.
Gambar 2.18. Simbol ladder diagram untuk DIFU(013) dan DIFD(014).
13. Timer dan Counter
Mempunyai simbol bahasa pemrograman TIM untuk instruksi Timer dan CNT
untuk instruksi Counter. Timer atau Counter pada PLC berjumlah 512 buah yang
bernomor TC 000 sampai dengan TC 511 tergantung tipe PLC nya. Jika suatu nomer sudah
dipakai sebagai Timer atau Counter, maka nomer tersebut tidak boleh dipakai lagi sebagai
Timer ataupun sebagai Counter. Jadi dalam satu program tidak boleh ada nomor Timer
atau Counter yang sama. Nilai Time atau Counter pada PLC bersifat count down
menghitung mundur dari nilai awal yang ditetapkan oleh program. Setelah hitungan
mundur tersebut mencapai angka nol maka contact NO Timer atau Counter akan ON.
Timer mempunyai batas antara 0000 sampai dengan 9999 dalam bentuk BCD dan dalam
orde 100ms. Sedangkan Counter mempunyai orde angka BCD dan mempunyai batas
antara 0000 sampai dengan 9999. Simbol ladder diagram untuk Timer ditunjukkan pada
Gambar 2.19. Simbol ladder diagram untuk Timer.
Gambar 2.20. Simbol ladder diagram untuk Counter.
14. Move
Mempunyai simbol bahasa pemrograman MOV (21). Instruksi MOV (21) berfungsi
untuk memindahkan data channel (16 bit data) dari alamat memori asal ke alamat memori
tujuan atau untuk mengisi suatu alamat memori yang ditunjuk dengan data bilangan
(hexadecimal atau BCD) [6] Simbol ladder diagram ditunjukkan pada Gambar 2.21.
instruksi terdapat pada tabel 2.1.
Tabel 2.1. Tabel intruksi PLC [4].
Kode Intruksi Mnemonic Fungsi
21 Move (@)MOV Mengkopy sebuah konstanta/ isi dari
sebuah word ke word lain.
83 Movd (@)MOVD Mengkopy sebuah konstanta/ isi dari
sebuah digit
56 Mull (@)MULL Mengali sebuah konstanta/ isi dari
sebuah word (32 bit)
55 Subl (@)SUBL Menambah sebuah konstanta/ isi dari
sebuah word (32 bit)
- PID control PID(__1)2 Melakukan kontrol PID berdasar pada
parameter tertentu
24 Binary to
BCD
(@)BCD Mengubah data biner 4-digit ke data
BCD 4-digit.
15. Data Memory (DM)
Data memori berfungsi untuk menyimpan data-data program karena isi DM tidak
akan hilang (reset) walaupun sumber tegangan PLC telah OFF. Ada beberapa macam data
rmemori, diantaranya:
a. DM read/write: DM ini dapat dihapus dan ditulis oleh program yang dibuat. Jadi
sangat berguna untuk manipulasi data program.
b. DM special I/O unit: DM ini berfungsi untuk menyimpan dan mengolah hasil dari
special I/O unit, mengatur dan mendefinisikan sistem kerja spesial I/O unit.
c. DM history Log: DM ini dapat menyimpan informasi-informasi penting pada saat PLC
terjadi kegagalan sistem operasionalnya.
d. DM Link Test Area: DM ini berfungsi untuk menyimpan informasi-informasi yang
menunjukkan status dari sistem link PLC.
e. DM setup: berfungsi untuk setup kondisi default (kondisi kerja saat PLC aktif).
2.2.
Human Machine Interface
(HMI)
Human Machine Interface (HMI) adalah unit kontrol terpusat untuk fasilitas
manufaktur yang dilengkapi dengan penerima data, event logging, video feed, dan pemicu.
HMI dapat digunakan untuk mengakses sistem setiap saat untuk berbagai tujuan, misalnya
untuk menampilkan kesalahan mesin, menampilkan status proses, menampilkan jumlah
produk, dan tempat dimana operator melakukan pengendalian mesin. Penggunaan HMI
memiliki beberapa keuntungan, misalnya penggunaan kode warna sehingga memudahkan
identifikasi, penggunaan ikon atau gambar sehingga mudah dikenali, dan layar yang dapat
dirubah-rubah sehingga memungkinkan untuk pembuatan level akses masuk ke sistem.
Pada sistem manufaktur HMI harus bekerja secara terintegrasi dengan Programmable
Logic Controller (PLC). PLC akan mengambil informasi dari sensor, dan mengubahnya ke
aljabar Boolean [4].
2.2.1.Programmable Terminal NT-30
Programmable terminal (PT) NT30 merupakan salah satu piranti yang dapat
digunakan sebagai masukan ataupun keluaran dalam sistem pengendalian yang
menggunakan PT [7]. PT berupa layar sentuh (Touch Screen). Tampilan dari PT dibuat
dengan bantuan Software NT supportTool pada sebuah personal computer (PC).
Pembuatan program tampilan pada PT disusun berdasar pengalamatan pada
program yang terdapat pada CPU PLC. Komunikasi hubungan PT dengan sebuah CPU
PLC, merupakan hubungan antarmuka menggunakan adapter RS – 232.
PT dapat menampilkan elemen-elemen dengan banyak variasi seperti karakter,
angka, lampu, touch switch dan graph pada layar. Gambar 2.23. menunjukkan contoh
tampilan pada PT.
Gambar 2.24. Dots LCD HMI.
Ukuran pixel pada HMI NT30 terlihat pada gambar 2.24. Ukuran dihitung dari
besar layar yaitu 320dot x 240 dot.
HMI NT30C dapat menampilkan seluruh elemen layar seperti karakter dan grafis
dalam delapan warna berbeda. NT30 tidak mampu menampilkan banyak warna
dikarenakan keterbatasan fasilitas. Berikut ini adalah delapan warna dapat dipilih yaitu
hitam, biru, merah, magenta, hijau, cyan, kuning, dan putih.
Kombinasi dari dua warna ORed eksklusif berarti bahwa warna elemen layar sama
dengan latar belakang. Pada kondisi ini layar akan ditampilkan dalam warna yang berbeda.
Kuning misalnya eksklusif ORed dengan biru. Merah eksklusif ORed dengan cyan hijau, .
cyan hijau eksklusif ORed dengan magenta biru, magenta biru eksklusif ORed dengan
kuning putih, kuning putih eksklusif ORed dengan hitam.[11]
2.2.1a. Karakter
(text)
Gambar dan karakter (text) dapat tertulis secara langsungpada layar, maka tidak perlu tabel memori untuk menampilkannya. Karakter (text)
biasanya digunakan sebagai keterangan untuk memudahkan pengguna. Pembagian kerakter
terdapat pada tabel 2.2.
2.2.1b. Karakter
(character string memory table)
Karakter string disimpan di dalam tabel memori karakter string yang dapat
ditampilkan. Tampilan karakter dapat diubah dengan mengubah data yang disimpan di
dalam tabel memori karakter string.
2.2.1c. Angka
(numeral memory table)
Angka-angka disimpan di dalam tabel memori angka dan dapat ditampilkan.
Tampilan angka dapat diganti dengan mengganti data yang disimpan di dalam tabel
memori angka. Nilai hexadesimal juga dapat ditampilkan.
2.2.1d. Lampu
Lampu dapat digunakan untuk indikator status pengoperasian. Tampilan Persegi,
lingkaran dan segi banyak dapat digunakan untuk indikator. Semua dikontrol oleh PC dan
dapat dinyalakan atau dibuat sebagai pemberitahuan.
2.2.1e.
Touch Switches
Touch switch dapat diatur dimanapun pada layar. Menekan tombol pada layar
mempunyai beberapa fungsi antara lain: pemberitahuan bahwa tombol telah ditekan (untuk
PC), masukan angka atau karakter string (fungsi tombol masukan), menyalin angka atau
karakter string (fungsi tombol penyalin) dan lain sebagainya.
2.2.1f.
Graphs
Bar graphs, trend graphs dan broken line graphs dapat ditampilkan menurut angka
yang disimpan pada tabel memori angka.
2.3.
RS 232 [8]
Rs 232 adalah standar komunikasi serial yang didefinisikan sebagai antarmuka
antara terminal data menggunakan pertukaran data biner secara serial. Dalam bahasa
Inggris tersebut DTE adalah perangkat komputer dan DCE sebagai modem walaupun pada
kenyataannya tidak semua produk antarmuka adalah DCE yang sesungguhnya.
Association mempublikasikan tiga modifikasi pada standar RS-232 dan menamainya
menjadi EIA-232.
Standar RS-232 mendefinisikan kecepatan 256 kbps atau lebih rendah dengan jarak
kurang dari 15 meter, namun belakangan ini sering ditemukan jalur kecepatan tinggi
pada komputer pribadi dan dengan kabel berkualitas tinggi, jarak maksimum juga
ditingkatkan secara signifikan. Dengan susunan pin khusus yang disebut null modem cable,
standar RS-232 dapat juga digunakan untuk komunikasi data antara dua komputer secara
langsung. Gambar 2.25 adalah bentuk hardware dari RS 232.
Gambar 2.25. Kabel Rs-232.
2.4.
USB (
UNIVERSAL SERIAL BUS
) [9]
USB adalah sebuah standar serial bus yang digunakan untuk menghubungkan
peralatan. Pada awalnya sistem USB didesain untuk komputer, karena kemudahan dan
sifatnya yang umum, penggunaan USB ini diaplikasikan kepada peralatan lain seperti
konsol video game, telepon seluler, dan lain-lain. Suatu sistem USB pada khususnya terdiri
dari :
1. HostController
Pada sistem USB terdapat beberapa host yang bertanggungjawab pada
keseluruhan protokol sistem USB. Host controller mengendalikan penggunaan
jalur data, tidak ada suatu peralatan USB yang dapat menggunakan jalur data
2. Hub
Seperti halnya hub untuk jaringan komputer, USB hub menyediakan titik
interkoneksi yang dapat memungkinkan banyak peralatan USB untuk terhubung
dengan sebuah port USB. Topologi logika dari USB hub adalah star, semua
peralatan USB secara logika terhubung langsung dengan host controller. Hub
terhubungdengan USB host controller secara upstream (data mengalir menuju
ke host) dan terhubung dengan peralatan USB secara downstream (data
mengalir dari host ke peralatan USB). Fungsi utama dari hub adalah
bertanggung jawab mendeteksi pada pemasangan dan pelepasan peralatan USB
dengan port USB..
3. Peralatan USB
semua hal pada sistem USB selain host controller merupakan peralatan
USB (termasuk hub). Jika dari penggunaan tenaga listrik, terdapat dua jenis
peralatan USB yaitu peralatan dengan tenaga listrik sendiri dan peralatan
dengan tenaga listrik dari port USB. Jika dalam kecepatan transfer data,
peralatan USB dibagi menjadi tiga yaitu; Low Speed (dengan transfer rate 1,5
MBps), Full Speed (dengan transfer rate 12 MBps), dan High Speed (dengan
transfer rate 480 MBps).
2.4.1. Tipe Konektor USB
Ada beberapa tipe dari konektor USB, dan beberapa telah ditambahkan ke dalam
spesifikasi konektor USB. Pada awalnya, spesifikasi konektor kabel USB ada empat yaitu :
konektor tipe A plug, konektor tipe A receptable, konektor tipe B plug, dan konektor B
receptable. Kemudian konektor mini A dan mini B merupakan spesifikasi yang
ditambahkan pada USB 2.0. Bentuk fisik dari konektor USB sebagai berikut :
- Tipe A Plug dan Receptable
Pada konektor tipe A Plug ini berbentuk persegi panjang (flat), dengan
urutan nomor pin-pin seperti gambar 2.26.
Konektor tipe A Receptable memiliki bentuk fisik seperti pada gambar 2.27.
Gambar 2.27. Konektor USB Tipe A Receptable.
- Tipe B Plug dan Receptable
Pada konektor tipe B Plug ini memiliki bentuk fisik persegi (square), seperti
gambar 2.28. :
Gambar 2.28. Konektor USB tipe B plug.
Konektor USB Tipe B Receptable memiliki bentuk persegi dengan
pin-pinnya terletak ditengah-tengah. Seperti gambar 2.29
Gambar 2.29. Konektor USB tipe B receptable.
Konektor Tipe B Receptable ini biasanya yang terdapat pada peralatan
seperti printer. Koneksi USB seperti pada gambar 2.30.
2.5.
Konverter USB [10]
Aten Konverter adalah converter yang mudah digunakan untuk koneksi antara
RS232 dengan USB port. Port pada RS232 ada dikonversi menjadi port USB yang lebih
mudah dan nyaman untuk digunakan pada PC di jaman modern ini.
UC-232A USB Serial adapter menyediakan eksternal plug-and-play RS-232
koneksi serial untuk komputer, notebook, laptop, dan perangkat komputasi genggam yang
mendukung spesifikasi USB. Muncul dengan standar DB-9 konektor laki-laki untuk
peripheral untuk plug ke, dan melekat Kabel USB 35cm dengan tipe A plug untuk
menghubungkan ke komputer port USB, atau ke hub USB.
Gambar 2.31. adalah bentuk dari konverter aten, tabel 2.3. adalah tabel konversi.
Gambar 2.31. Aten converter.
BAB III
RANCANGAN PENELITIAN
Bab ini akan menjelaskan tentang pengembangan perancangan alat yang akan
dibuat, yaitu prototipe mesin pemilah benda berdasarkan jenis bahan. Alat yang sudah ada
memang sudah bekerja dengan semestinya tetapi masih banyak kekurangan terlebih dalam
transfer benda menuju ke blok jenisnya dan dalam pembacaan sensornya. Kekurangan
inilah yang akan dibenahi dan dirancang ulang. Selain dari kekurangan itu juga ada
penambahan yaitu pemberian HMI sebagai pengembangan baru untuk mempermudah
pengoperasian operator.
5.1.
Prototipe mesin pemilah benda berdasarkan jenis bahan
Prototipe mesin pemilah benda berdasarkan jenis bahan sudah dibuat dengan
menggunakan PLC sebagai kontrol. PLC yang digunakan adalah OMRON CP1E N20
dengan input berjumlah 12 dan output berjumlah 8. Power adaptor yang digunakan adalah
24V dan 12V. Power 24V berfungsi untuk menghidupkan PLC dan untuk menghidupkan
sensor, sedangkan power 12V berfungsi untuk menjalankan solenoid yang berfungsi
sebagai penghalang dan pendorong benda kerja dari magazine menuju ke conveyor. Sensor
berfungsi untuk pendeteksi benda kerja dan memilah benda kerja. Sensor yang digunakan
adalah sensor induktiv dan sensor optik yang berjumlah 2. Gambar 3.1 merupakan alat
pemilah.
Gambar 3.1. Mesin pemilah benda.
Cara pengoperasian alat pemilah benda pertama hidupkan MCB. Taruh benda pada
magazine, maka sensor magazine akan mendeteksi. Lepaskan tombol emergency stop dan
tekan tombol reset untuk mereset semua sistem. Sistem harus dinyalakan dengan menekan
tombol start. Setelah menekan tombol start solenoid magazine akan mendorong benda
untuk jatuh menuju conveyor melalui slider. Benda yang berada pada magazine akan
dikirim menuju ke conveyor dengan dorongan solenoid magazine. Conveyor akan berjalan
menuju pemilah benda. Sebelum sampai ke pemilah, benda akan di scan sensor untuk
mengetahui jenis benda yang berjalan. Setelah terdeteksi jenis benda, maka stopper akan
aktif. Conveyor yang bergerak akan berhenti dengan otomatis setelah sistem selesai
bekerja. Benda kayu,logam, dan plastik akan masuk ke pemilah dengan batuan stopper
sedangkan benda jenis kaca akan terus menuju ke tempat pemilah paling ujung karena
sensor mendeteksi jenis kaca.
5.2.
Diagram Blok
Gambar 3.2. adalah gambar diagram blok besar yang menggambarkan tentang alur
kerja seluruh sistem yang akan dikerjakan. Diagram blok besar pada gambar 3.1. meliputi
2 komunikasi besar yaitu antara PC-PLC-HMI dan PLC-ARDUINO-ANDROID. Dua
komunikasi besar inilah yang dikerjakan dengan berbeda. Blok yang diberi tanda kotak
merah adalah fokus pengerjaan yaitu penggunaan dan komunikasi PC-PLC-HMI.
PC
HMI
PLC
ARDUINO WIFI ANDROID
MODULE INTERFACE
EEPROM
Alat ini menggunakan PLC sebagai kontrol sistem Fokus pengerjaan meliputi 3
alat yaitu pembuatan program PLC dan layout HMI menggunakan PC / laptop, hardware
PLC, dan hardware HMI. Pengerjaan program PLC menggunakan software OMRON
CX-Programmer. Setelah selesai program yang masih berada di PC akan di download ke
hardware PLC menggunakan kabel koneksi USB. Program yang sudah masuk ke PLC
akan tetap berada di dalam dan tidak akan hilang sampai didownload program yang baru.
PLC yang akan digunakan adalah PLC CP1E dengan 20 I/O. Penggunaan PLC OMRON
juga mempermudah karena apa bila program yang ada di PC hilang bisa mengambil
program yang sudah ada di PLC.
Selain PLC juga ada tambahan HMI, untuk pembuatan layout HMI mengguakan
software NT-Series Support Tool. Pembuatan layout HMI ini juga dilakukan menggunakan
PC atau laptop sebagai sarana bantu. PLC dan HMI akan terkoneksi secara dengan kabel
terus - menerus menggunakan kabel RS-232C yang portnya khusus untuk transfer PLC
OMRON CP1E dengan HMI OMRON NT-30C selain itu untuk penulisan alamat pada
HMI dan PLC harus disamakan agar bisa terbaca. Memasukkan alamat PLC ke HMI
dilakukan pada saat pembuatan layout menggunakan software. HMI juga akan
dikomunikasikan dengan PLC, sedangakan untuk komunikasi HMI dengan PC juga
mengunakan kabel serial USB. Kabel ini akan membantu mentransfer layout yang sudah
dibuat menggunaan software NT-Designer ke PC.
Pada saat dioperasikan kabel yang terkoneksi hanya ada 1 kabel yaitu kabel dari
HMI ke PLC. Selain itu kabel transfer bisa dilepas karena berfungsi hanya untuk
mentransfer layout atau program dari PC ke HMI atau PC ke PLC.
5.2.1.
Diagram Alir
Alur kerja dari sistem ini akan dipaparkan pada gambar 3.3. Pada gambar diagram
alur bisa dilihat cara kerja sistem dan apa saja yang bisa dilakukan oleh alat ini dengan
pengontrolan PLC dan pengembangan pada HMI. Pada gambar 3.3. terdapat 3 alur kerja
dengan kondisi yang berbeda – beda. Hal ini memang disamakan dengan memikirkan hal – hal yang merujuk ke keselamatan pemakaian alat karena merupakan salah satu
MULAI TEKAN TOMBOL “START” APAKAH MGZ ADA BENDA? INPUTAN BENDA (KAYU, LOGAM, PLASTIK, KACA) APAKAH KAYU? APAKAH LOGAM? APAKAH PLASTIK? KONVEYOR BERJALAN SESUAI TIMER KONVEYOR BERJALAN SESUAI TIMER KONVEYOR BERJALAN SESUAI TIMER KONVEYOR BERJALAN SESUAI TIMER SILINDER KAYU PENGHALANG TURUN SELESAI SILINDER LOGAM PENGHALANG TURUN SILINDER PLASTIK PENGHALANG TURUN SILINDER TIDAK ADA YANG TURUN YA YA TIDAK TIDAK YA YA TIDAK TIDAK MULAI INSTALASI INPUT APAKAH TOMBOL STOP DITEKAN? MOTOR KONVEYOR MATI SELESAI YA TIDAK MULAI INSTALASI INPUT APAKAH TOMBOL E/S DITEKAN? SISTEM MATI YA TIDAK APAKAH TOMBOL RESET DITEKAN? APAKAH TOMBOL RESET DITEKAN? SISTEM AKTIF SELESAI YA YA TIDAK TIDAK
Gambar 3.3. Diagram alir.
Pada gambar 3.3. a. diagram kerja sistem terlihat jelas bahwa ada 3 benda yang
akan dipilah yaitu kayu, logam, plastik, dan kaca. Semua proses berawal dari tombol start
ditekan lalu akan ada masukan berupa sampah yang akan didorong dari magazine menuju
ke conveyor. Setelah sampai di conveyor akan ada pembacaan oleh 3 sensor yaitu induktif,
optik 1, dan optik 2. Ketiga sensor ini akan mendeteksi apakah benda logam, plastik, kayu,
ataukah kaca. Apabila sudah terseteksi benda yang ada apa maka silinder akan a. Diagram kerja sistem.
b. Diagram kerja Tb. Stop.
menghalangi benda ke tempatnya masing masing dengan bantuan timer sebagai pengganti
sensor yang ada di depan benda tersebut. Benda yang akan lolos dan tidak terhalang adalah
benda kaca dan benda selain kayu, plastik, dan logam. Proses akan berjalan terus sampai
tombol stop ditekan atau emergency stop ditekan.
Gambar 3.3 b. diagram kerja tombol stop merupakan alur jika tombol stop ditekan.
Sistem akan berhenti semua jika tombol stop ditekan. Conveyor akan berhetni jika tombol
stop sitekan. Untuk menjalankan sistem kemabali yang perlu dilakukan hanya menekan
tombol start. Fungsi tombol stop sama dengan tombol pause, jadi semua akan berhenti
sesaat hingga tombol start kembali detekan. Selain itu dengan menggunaan tombol stop ini
bisa terelihat proses secara detail karena sistem bisa berhenti di setiap tempat dan setiap
waktu.
Selain itu pada gambar 3.3. juga terdapat diagram c. diagram kerja tombol E/S.
Tombol E/S adalah tombol Emergency Stop yang berfungsi untuk mematikan semua
sistem kerja dan sumber yang mengalir pada alat. Perbedaan dengan tombol stop adalah
pada pengaktifannya. Untuk mengaktifkan sistem setelah tombol E/S ditekan dengan
mereset sistem barulah tombol start ditekan agar sistem bisa berjalan kembali. Fungsi dari
tombol E/S adalah mempermudah operator untuk mematikan semua sistem jika terjadi
sesuatu yang tidak diinginkan pada alat ini. Selain itu juga bila terjadi kesalahan pada
sistem dan kekeliruan alur kerja yang tidak diinginkan.
5.3.
Perancangan HMI
HMI(Human Machine Interface) akan mempermudah dalam pengoperasian alat
dan akan membantu untuk pemasukan input jumlah sampah yang akan dipilah, dan inilah
yang akan membuat sebuah mesin menjadi otomatis. Untuk membuat layout HMI
dibutuhkan software NT-Series Support Tool. Cara membuat layout sebagai berikut :
a. Install software NT-Series Support Tool jika pada PC belum ada.
b. Setelah terisntal buka software NT-Series Support Tool dan akan terlihat halaman
Gambar 3.4. Halaman awal software NT-Series Support Tool.
c. Setelah itu klik File New pada task bar maka akan muncul setting untuk
pemilihan tipe HMI dan PLC yang digunakan. Masukan untuk HMI mengguakan
NT-30C dan PLC akan otomatis terisi dengan OMRON seperti pada gambar 3.5.
Kemudian tekan OK.
Gambar 3.5. PT Configuration .
d. Setelah tombol OK ditekan maka akan muncul halam seperti pada gambar 3.6.
Gambar 3.6. Standart Screen .
e. Untuk membuat sebuah timbol dan sebuah lampu bisa ditunjukan pada gambar 3.7.
Untuk membuat tombol klik objectTouch Switch pada task bar sedangkan untuk
membuat tombol dengan klik objectLampStandart.
Gambar 3.7. Tombol 3D dan Bit Lamp.
f. Setting untuk Tombol terdapat pada gambar 3.8. dengan mengisi PLC address
sesuai dengan alamat di PLC dengan setting function “ Notify bit” dan action type
Gambar 3.8. Setting touch Switch .
g. Sedangkan untuk setting bit lamp terdapat pada gambar 3.9. dengan mengisikan
address sesuai dengan alamat di PLC dengan lamp attribute on type “light”.
Untuk mengisi label klik menu label dan masukan nama sesuai dengan kebutuhan
lalu tekan OK jika sudah.
Gambar 3.9. Setting standard lamp.
h. Setelah selesai lalu download, tetapi sebelum download setting port COM dengan
klik connect Comms.Setting sesuai dengan comm yang ada pada PC seperti pada
Gambar 3.10. COM setting.
i. Setelah selesai lakukan download denga klik connectdownloadapplication.
Layout yang telah selesai dibuat dan telah di download akan tertampil pada HMI
dan siap untuk digunakan dengan menyambung kabel penghubung antara HMI dengan
PLC. Kabel ini akan selalu terpasang karena inilah kemunikasi satu – satunya yang digunakan.
Selain untuk tombol HMI yang akan dibuat meliputi beberapa bagian sebagai
bagannya akan ditampilkan pada tabel 3.1.
Tabel 3.1. Bagian HMI.
No. Screen Layout Isi
1. Screen 1 User / Operator
2. Screen 2 Home
3. Screen 3 Monitor
4. Screen 4 Jumlah
5. Screen 5 Error
6. Screen 6 Pengambilan data
Tampilan awal yang akan muncul apabila membuka HMI adalah pilihan antara
user dengan operator. Untuk pemilihan antara user dan operator yang membedakan
hanyalah masukan password. Selain mengoperasikan sistem, user juga bisa mengambil
data sedangkan untuk operator hanya bisa menjalankan sistem dan mengoperasikan saja.
Gambar 3.11. Tampilan user / operator .
Pada home akan terdapat 2 pilihan untuk masuk ke screen berikutnya yaitu monitor
dan jumlah benda. Terdapat juga tombol start yang berfungsi untuk memulai sistem.
Tombol stop yang befungsi untuk memberhentikan sistem. Tombol reset berfungsi untuk
membuat sistem agar kembali ke keadaan semula. Tombol ini adalah pengganti tombol
yang ada pada case. Gambar 3.12. menunjukkan rancangan tampilan untuk home pada
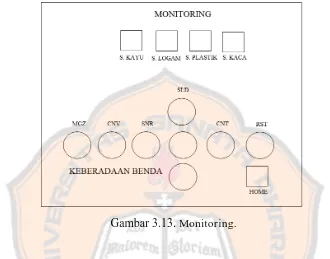
HMI. Tombol monitoring berfungsi untuk melihat proses kerja berada di posisi mana dan
untuk membantu mengetahui benda apa yang sedag berjalan. Apabila tombol monitoring
ditekan akan muncul seperti gambar 3.13. Jumlah benda berfungsi untuk membantu
mengetahui berapakah jumlah benda yang sudah terpilah dan jika tombol ditekan maka
akan muncul tampilan seperti pada gambar 3.14.
Monitoring alat berfungsi untuk mengetahui proses kerja alat. Selain itu fungsi dari
monitoring alat ini sebagai pendeteksi kerusakan pada alat, sehingga bisa terdeteksi dengan
cepat kerusakan alat terjadi di mana. Untuk pembacaan sensor juga bisa terdeteksi
misalnya jenis benda yang masuk. Jadi kebenaran pendeteksian sensor bisa terlihat.
Gambar 3.13. Monitoring.
Jumlah benda berfungsi sebagai pemberi informasi jumlah benda yang masuk ke
dalam pemilah. Selain itu bisa dilihat juga jumlah keseluruhan benda yang masuk ke
dalam pemilah dan sudah dikerjakan pada hari itu.
Pada sistem yang dibuat ada kalanya terjadi error sistem. Selain buzzer yang
berbunyi pada HMI akan muncul tampilan seperti pada gambar 3.15.
Gambar 3.15. Error Sistem.
Fasilitas yang didapat apabila login menggunakan user adalah bisa mengambil dan
menyimpan data jumlah benda yang telah dipilah. Rancangan tampilan seperti pada
gambar 3.16. Terdapat sedikit perbedaan dengan operator yaitu tombol pengambilan data.
Untuk mengambil data hanya perlu menekan tombol pengambilan data. Sedangkan untuk
home digunakan untuk kembali ke tampilan home
5.4.
Perancangan
Wiring
pada PLC
Sebelum pemrograman dilakukan hal terpenting yang dilakukan adalah
pengalamatan dan merancang alamat mana yang akan dipakai pada PLC. Alamat yang
dipersiapkan meliputi input PLC dan output PLC. PLC yang digunakan adalah CP1E
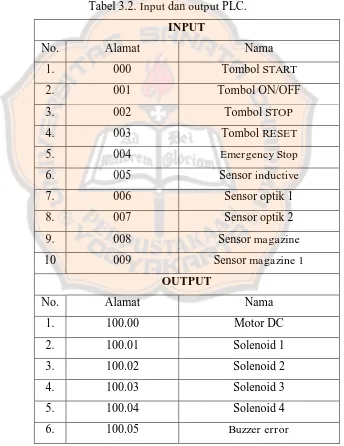
dengan 12 input dan 8 output. Input yang digunakan mempunyai alamat 000 – 011 sedangkan output yang digunakan adalah 100.00 – 100.07. Konfigurasi input dan output yang digunakan sebagai berikut yang ditampilkan pada tabel 3.2. Kondisi logika yang
dipakai pada piranti input dan output adalah NO (Normally Open) .
Tabel 3.2. Input dan output PLC.
INPUT
No. Alamat Nama
1. 000 Tombol START
2. 001 Tombol ON/OFF
3. 002 Tombol STOP
4. 003 Tombol RESET
5. 004 Emergency Stop
6. 005 Sensor inductive
7. 006 Sensor optik 1
8. 007 Sensor optik 2
9. 008 Sensor magazine
10 009 Sensor magazine 1
OUTPUT
No. Alamat Nama
1. 100.00 Motor DC
2. 100.01 Solenoid 1
3. 100.02 Solenoid 2
4. 100.03 Solenoid 3
5. 100.04 Solenoid 4
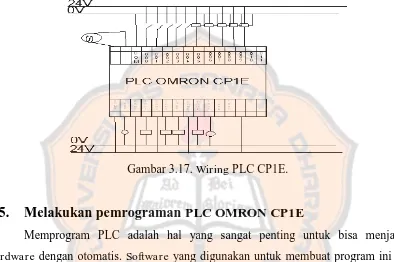
Dalam perancangan ini dilakukan wiring ulang seperti yang ditunjukkan dalam
gambar 3.17. karena beberapa alasan. Pertama, label yang ada pada kabel saat ini sudah
banyak yang terkelupas dan banyak yang sudah tidak bisa tebaca dengan baik. Kedua,
wiring yang akan datang akan berhubungan dengan sistem monitoring menggunakan
android yang terhubung dengan sistem mikrokontroler dan membuat wiring antara PLC
dan Arduino harus diperbaharui.
Gambar 3.17. Wiring PLC CP1E.
5.5.
Melakukan pemrograman
PLC OMRON CP1E
Memprogram PLC adalah hal yang sangat penting untuk bisa menjalankan
hardware dengan otomatis. Software yang digunakan untuk membuat program ini adalah
CX-Programmer. Langkah awal yang harus dilakukan apabila software ini belum terinstal
di PC adalah install dengan mengikuti petunjuk – petunjuk yang ada. Setelah semuanya siap untuk dijalankan maka CX-Programmer siap utuk digunakan. Cara membuat program
menggunakan CX-Programmer sebagai berikut:
a. Hidupkan PLC OMRON CP1E, dengan menyambungkan kabel power sampai
indikator lampu PWR pada PLC menyala.
b. Hubungkan PLC OMRON CP1E dengan PC menggunakan kabel CIF 02 port USB.
c. Muncul perintah instal dari port device. Ikuti perintah dengan mengklik next.
Sampai semua terinstall dan klik OK.
d. Buka software untuk membuat program yaitu CX-Programmer. Setelah membuka
maka akan muncul registration klik exit.
e. Pilih new untuk membuat program baru atau klik pada taskbar file new maka
Gambar 3.18. Tampilan new PLC.
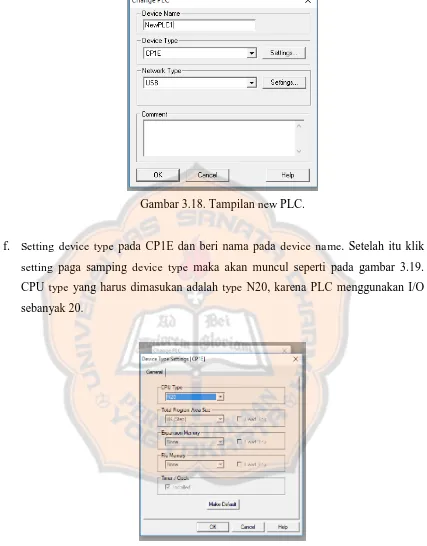
f. Setting device type pada CP1E dan beri nama pada device name. Setelah itu klik
setting paga samping device type maka akan muncul seperti pada gambar 3.19.
CPU type yang harus dimasukan adalah type N20, karena PLC menggunakan I/O
sebanyak 20.
Gambar 3.19. Device type setting.
g. Setting CPU type dengan N20 seperti pada gambar 3.19. Setelah itu pilih OK,
Gambar 3.20. Tampilan program setelah setting.
h. Buat program pada laman yang sudah tersedia samapai selesai
i. Setelah sudah selesai pembuatan program compile. Compile program dengan klik
program pada task bar compile (alt+7), maka akan muncul seperti gambar 3.21.
Gambar 3.21. Compile program.
j. online PLC dengan klik PLC pada task bar work online (ctrl+W).
k. Setelah itu transfer program dengan klik PLC pada task bar transfer To PLC
(ctrl+T).
l. Lalu klik OK terus dan sampai selesai transfer. Terakhir klik rum pada task bar
PLC operating mode RUN (crtl+4)
m. Mulai coba alat setelah wiring sudah dilakukan.
n. Save program untuk arsip.
5.6.
Status Proses
Banyak hal bisa terjadi pada sistem yang sedang bekerja. Error yang sering terjadi
adalah pada pengiriman benda ke posisinya dan yang terjadi apa bila terjadi error maka
buzzer akan berbunyi. Buzzer pada PLC mempunyai alamat 100.05. Alur sistem sebagai
MULAI SISTEM BEKERJA APAKAH TERJADI ERROR BUZZER BERBUNYI SELESAI YA TIDAK
Gambar 3.22. Flowchart sistem error.
Sistem akan bekerja kembali apabila tombol reset ditekan terlebih dahulu barulah
tombol start ditekan. Data memori yang telah tersimpan pada DM tidak akan hilang dan
akan meneruskan sistem.
5.7.
Perancangan Bentuk Material
Alat yang sudah ada menggunakan benda berbentuk kubus dengan diameter
30mmx30mmx30mm. betuk kubus ini apabila bertubrukan dengan penghalang akan
menimbulkan gesekan yang sangat besar karena luasan yang bersentuhan sangat banyak
dan kubus juga akan mempertahankan kedudukannya apa bila mendapat dorongan dari
conveyor dan terhalang oleh penghalang. Inilah yang menjadi kendala dalam
pengoperasian alat ini dan menjadikan error sistem kerja menjadi besar saat percobaan
dengan keempat benda yaitu kayu, plastic, logam, dan kaca.
Karena terjadi banyak kendala maka digantilah denga benda berbentuk silinder
dengan beberapa pertimbangan yaitu benda silinder akan berputar untuk mempertahankan
penghalang. Selain itu gesekan benda silinder dengan penghalang hanya tertuju pada satu
titik. Untuk desain benda 3D terlihat pada gambar 3.23. dan untuk 2D pada gambar 3.24.
Gambar 3.23. 3D silinder.
Gambar 3.24. 2D silinder.
5.8.
Desain Tempat HMI
Alat pemilah ini akan ada improve yaitu penambahan HMI. Fungsi dari HMI pada
alat ini adalah untuk mempermudah operator dalam mengoperasikan mesin. Pada
hardware mesin yang sudah ada masih belum ada tempat wadah HMI yang digunakan.
ditujukan agar operator tidak berpindah pindah tempat dalam pengoperasian alat. Selain itu
kalua terjadi sesuatu hal yang tidak diinginkan maka operator cepat untuk menekan tombol
emergency stop.
Desain yang terlihat pada gambar 3.25. pada gambar ini hanya terlihat untuk
penempatan HMI saja.
Gambar 3.25. Penempatan HMI 3D.
Pada gambar 3.25. terdapat beberapa bagian yang di lambangkan dengan kode
A,B,C, dan D. Kode – kode ini di jelaskan pada tabel 3.3. untuk mengetahui letak HMI yang akan di pasangkan pada mesin ini. Gambar 3.26. merupakan desain 2D semua bagian
pada gambar desain mesin.
Gambar 3.26. Penempatan HMI 2D. A
B
Tabel 3.3. Bagian alat.
No. Kode Keterangan
1. A Mesin pemilah
2. B Panel Alat (Start, Stop, Reset, E/S)
3. C Meja
4. D Panel HMI
5.9.
Perancangan DM PLC
Pada sistem yang akan dibuat bisa menunjukkan berapa jumlah benda hasil
prosuksi pada saat itu. Penyimpanan jumlah hasil produksi ini akan berada di PLC dan
disimpan pada DM. Terdapat 5 penyimpanan yaitu jumlah kayu, jumlah logam, jumlah
plastik, jumlah kaca, dan total semua penyimpanan.
Adapun tempat pembagian untuk penyimpanan DM akan terlihat pada tabel 3.4.
sebagai berikut.
Tabel 3.4. Alamat penyimpanan pada DM
No Lokasi DM Keterangan
1. DM 0 Jumlah kayu
2. DM 1 Jumlah logam
3. DM 2 Jumlah plastik
4. DM 3 Jumlah kaca
BAB IV
HASIL DAN PEMBAHASAN
Suatu program dapat dikatakan bekerja dengan baik apabila telah disertai dengan
pembuktian terhadap fungsi kerja dari alatan tersebut. Mesin Pemilah Benda Berdasarkan
Jenis dirancang sebagai alat yang dapat memilah benda dengan ketentuan empat jenis
benda dengan programmable terminal (PT) NT30C sebagai HMI. Pada bab ini akan
membahas tentang hasil perancangan perangkat keras, perangkat lunak, dan hasil
pengujian sistem.
Hasil dari pengujian akan berguna untuk mengetahui sejauh mana keberhasilan
perancangan serta kelebihan dan kekurangan sistem yang telah dibuat. Sehingga hasil
tersebut dapat digunakan sebagai acuan dalam penyempurnaan kinerja, dan dapat
digunakan dalam pengembangan selanjutnya.
4.1
Bentuk Fisik Mesin Pemilah Benda
Bentuk fisik dari mesin pemilah benda secara umum dapat terlihat pada gambar
4.1. dengan keterangan berada pada tabel 4.1.
Tabel 4.1 Bagian mesin.
Huruf Keterangan
A Magazine
B Motor conveyor
C Solenoid penghalang / stopper
D Tempat hasil pemilah
E Rangkaian arduino
F Panel wiring
G HMI
H Tombol
I Sensor
A B C D E G F H I
Gambar 4.1 Bentuk fisik mesin.
Hasil dari pembenahan dan pembuatan wiring ulang bisa terlihat pada gambar 4.1.
Perancangan hardware awalnya terdapat tempat untuk HMI di samping panel tombol / di
samping simbol “H”. Tempat tidak dapat diberikan kare
![Gambar 2.23. Contoh tampilan pada PT NT30 [7].](https://thumb-ap.123doks.com/thumbv2/123dok/652580.170018/36.595.89.528.377.679/gambar-contoh-tampilan-pada-pt-nt.webp)