PEMI
ILIHAN
BAH
HAN
DAN PR
ROS
D
Oleh
ES
iktat
:
GODLIEF HERYSON
Jurusan Teknik Mesin
Fakultas Teknik
Universitas Nusa Cendana
Kupang
Topik hal KATA PENGANTAR JURUSAN i KATA PENGANTAR PENULIS ii 1. PENGANTAR MATERIAL TEKNIK 1
Pendahuluan, Sejarah Perkembangan, Sifat‐sifat Material Teknik, Klasifikasi Material Teknik, Logam Besi,Logam Bukan Besi, Karakterisasi Material, Konsep Struktur.
2. KEGAGALAN MATERIAL 20
Pendahuluan, Kegagalan Akibat Beban Statis, Kegagalan Akibat Beban fatik, Stress‐Life, Diagram S‐N, Faktor‐faktor Modifikasi, Temperatur, Lingkungan Kerja, Kasus Kegagalan Material.
3. LOGAM DAN PADUAN 45
Pendahuluan, Baja Tahan Karat, Pengaruh Unsur Paduan pada Baja Tahan Karat Austenitik, Pengaruh Perlakuan Panas pada Baja Tahan Karat.
4. POLIMER 54
Pendahuluan, Struktur Polimer, Berat Molekul Polimer, Bahan Tambahan, Proses Pencampuran Polimer, Faktor‐ faktor Pemilihan, Sifat Mekanik, Aplikasi Polimer
5. KERAMIK 74
6. KOMPOSIT 80
Sejarah Komposit, Komposit dan Paduan, Konsep Dasar, Klasifikasi Komposit, Komposit Partikel, Komposit Serat (KS), Komposit Struktur/Laminat (KSL), Phasa Pembentuk Komposit, Perilaku Umum dan Unsur Komposit
Puji syukur kehadirat Allah SWT dengan rahmatnya penulis diberi kesehatan dan waktu sehingga terselesainya penulisan Diktat tentang material teknik yang kiranya menjadi bahan ajar untuk mata kuliah Pemilihan Bahan dan Proses dan juga Material
Teknik.
Diktat ini berisi uraian‐uraian yang mudah difahami dengan contoh contoh yang simpel dan mudah untuk dimengerti mengenai jenis‐jenis material, cara‐cara pemilihan material yang sesuai dengan fungsinya sehingga pemanfaatannya maksimal. Diktat ini juga mebahas cara fabrikasi material‐material tersebut.
Atas terselesainya Diktat ini penulis mengucapkan terima kasih kepada Bapak Zulmiardi, ST. MT., selaku Ketua Jurusan Teknik atas dukungan dan arahannya untuk meningkatkan mutu penulisan buku ini. Demikian juga kepada Bapak Zulfikar, ST. MT., dan Maya yang telah banyak membantu dalam proses editing diktat ini. Sebagai karya manusia sudah tentu beberapa kekurang akan ditemui pada diktat ini. Untuk itu, penulis mohon saran‐saran dari rekan‐rekan dosen demi kesempurnaan penulisan ini. Wassalam
Penulis.
Nasional salah satunya adalah penerapan Kurikulum Berbasis kompentensi dimana diharapkan mutu lulusan akan lebih berdaya guna dan memenuhi keinginan stake holders. Untuk ini membutuhkan bacaan-bacaan yang beri bahan-bahan kuliah yang bermanfaat dan sesuai dengan perkembangan ilmu pengetahuan terbaru (up to date) sehingga mahasiswa tidak ketinggalan dalam wawasan keilmuan yang mereka pelajari. Dalam ilmu material teknik, ada suatu kecenderungan perkembangan ke depan bahan konvensional mulai ditinggalkan dan sebagai gantinya bahan non konvensional seperti polimer dan komposit sangat mejnanjikan karena keunggulannya.
Dengan adanya Diktat yang berjudul Pemilihan Bahan dan Proses ini kami dari Jurusan Teknik Mesin sangat mendukung dan kiranya dapat dimanfaatkan oleh mahasiswa di Jurusan Teknik Mesin Unimal, khususnya yang mengambil mata kuliah Pemilihan Bahan dan Proses khususnya dan yang mengikuti mata kuliah yang berhubungan dengan Material Teknik umumnya.
Demikian kata sambutan dari kami semoga bermanfaat adanya
Penyusun
1
PENGANTAR
MATERIAL TEKNIK
Pendahuluan
Pemilihan dan penggunaan suatu bahan dalam dunia keteknikan, terlebih dahulu dilakukan analisis terhadap bahan tersebut. Proses pemilihan membutuhkan informasi tentang sifat‐sifat bahan tersebut. Pengetahuan mengenai jenis‐jenis dan sifat‐sifat bahan merupakan pengetahuan dasar yang harus dimiliki bagi seorang perencana di bidang teknik mesin. Dengan pengetahuan ini, perencana akan dapat memperlakukan bahan‐bahan yang digunakan sesuai dengan kondisi yang dipersyaratkan sehingga dapat menghindari penggunaan yang berbahaya. Selain itu, perencana juga dapat merekomendasikan bahan alternatif jika memang dibutuhkan atau untuk peningkatan kekuatan misalnya.
Seorang perencana di bidang teknik mesin dituntut untuk mampu memilih bahan yang paling sesuai untuk suatu kebutuhan yang khusus. Selain itu seorang perencana teknik mesin juga harus mempertimbangkan pula aspek‐aspek di luar aspek teknologi, misalnya aspek ekonomi.
Sejarah Perkembangan Bahan
Sejarah perkembangan bahan sama halnya dengan sejarah peradaban manusia. Sejarah perkembangan bahan dapat dibagi 3 era yaitu era zaman batu, era zaman perunggu dan era zaman besi. Setiap era tersebut melambangkan bahan‐bahan populer yang digunakan di masing‐masing zaman tersebut.
Kemampuan pemanfaatan api manandai perobahan era/zaman tersebut. Semakin tinggi suhu dari pemanfaatan api semakin maju teknik pengolahan bahan tersebut . Untuk saat ini dan kedepan adalah era komposit dan polimer.
Sifatsifat Material Teknik/Bahan
Sifat‐sifat material teknik dapat dikatagorikan kedalam beberapa kelompok, yaitu ; sifat mekanis, sifat fisis, dan sifat kimia. Sifat‐sifat mekanis merupakan sifat teknik yang paling penting.
Sifat mekanis
Sifat mekanis sangat penting diketahui dalam merancang suatu peralatan atau mesin atau dalam perhitungan konstruksi. Informasi mengenai spesifikasi bahan teknik dapat dilakukan dengan uji tarik dengan menggunakan alat uji tarik (tensile test machine) seperti diperlihatkan pada gambar 1.1.
Informasi yang diperoleh dari uji tarik adalah kekuatan tarik (Mpa), perpanjangan (mm atau %), reduksi penampang (mm), modulus elastis/kekuatan (Mpa), modulus (Mpa), keuletan bahan/impak (J/m). Sementara itu, kekerasan dan tahan gores dapat
diuji dengan alat uji kekerasan brinnel hardness test, rockwell hardness test, atau vicker
hardness test.
Pengujian Tarik dilakukan dengan pemberian beban aksial secara berangsur‐angsur dan kontinu sampai spesimen material yang di uji putus. Pengukuran besaran tegangan (σ) dan regangan (ε) diperoleh dalam diagram HOOK (gbr.1.3). Kurva Tegangan vs Regangan menunjukkan hubungan antara tegangan akibat tarikan dengan terjadinya regangan pada spesimen uji. Gambar 1.1 Alat uji tarik dan contoh spesimen uji tarik (ASTM M 40)
Kurva tegangan‐regangan menunjukkan hubungan antara tegangan akibat tarikan dengan terjadinya regangan pada spesimen uji.
Gambar 1.2 Kurva tegangan regangan
Pada umunya, bahan‐bahan yang kaku akan menunjukkan kurva seperti gambar Alignment dimana daerah plastis tidak jelas. Sedangkan kurva untuk baja logam akan diperoleh seperti pada gambar B dimana daerah plastis tampak. Dari titik 0 ke 1 merupakan daerah elastis, dimana terjadi pemanjangan bila tegangan diberikan dan aakan kembali ke keadaan semula bila tegangan dihilangkan. Dari titik 1 ke 2 merupakan daerah plastis, dimana perpanjnagn batang tidak kembali ke keadaan semula bila tegangan dihilangkan. Namun, batang akan memendek dari panjang ketika ada pembenahan/tarikan dan diameter akan mengecil. Kurva dari titik 2 ke 3, perpanjangan terjadi dengan cepat dan pemanjangan akan terus terjadi serta pengecilan diameter secara drastis walaupun tegangan dikurangkan. Bila beban ditiadakan, panjang batang/spesimen akan tetap. Dan jika pembebanan diteruskan maka batang akhirnya akan patah.
Diantara sifat mekanis yang terpenting adalah tegangan tarik (σ), modulus elastis (E) dan regangan/ pemanjangan (ε). Ketiga sifat ini dapat ditentukan dengan persamaan dibawah ini. 2 ε 1 σ ε ε σ
( ) 1 A MPa P =
σ
E (MPa)ε
σ
=100
%
0
0
1
X
L
L
L
−
=
ε
Sifat Fisis
Sifat‐sifat yang dikatagorikan sifat fisis diantaranya berat jenis, titik lebur, titik didih, titik beku, kalor lebur, kalor beku, perubahan volume, bentuk dan panjang terhadap perubahan temperatur.Sifat Kimia
Sifat kimia meliputi reaksi antara logam dengan oksigen di udara (pengkaratan), kadar bahan beracun, kemungkinan bereaksi dengan garam, asam dan basa.
Klasifikasi Material Teknik (Bahan Struktur):
Secara garis besar , material teknik dapat diklasifikasikan pada 4 kategori, yaitu : logam, polimer, keramik dan komposit seperti diperlihatkan pada gambar 1.3. Sedangkan secara lebih rinci, material teknik dapat diklasifikasikan seperti diperlihatkan pada gambar 1.3. Gambar. 1.3. Klasifikasi bahan struktur BAHAN STRUKTUR
LOGAM POLIMER KERAMIKS KOMPOSIT
Konvensional
Gambar. 1.4. Klasifikasi Material Teknik
Logam Besi (Ferrous)
Besi dan baja adalah logam terbanyak yang digunakan dalam bidang teknik, yaitu 95% produksi logam dunia. Untuk penggunaan tertentu, besi dan baja adalah satu‐ satunya logam yang memenuhi persyaratan teknis maupun ekonomi. Dalam beberapa bidang tertentu, besi dan baja mulai mendapat persaingan dari logam bukan besi dan bahan bukan logam Khususnya bahan komposit.
Termoplastik: Poliertilen (PE),
Polipropilen (PP), Polistiren (PS), Polivinil Klorida (PVC), Poliamida (PA), Poli‐ karbonat (PCO), Poliester/ Polietilen treftalat (PET).
Termoset: Resin: Fenol, Epoksi, Melamin. Poliester tak Jenuh, Poliuretan. Elastomer: Karet Alam
Logam Murni
Timah putih, seng timah hitam, nikel tembaga, wolfram dll. Logam Murni Aluminium, perunggu, beryllium. PADUAN Kuningan, Patri perunggu PADUAN Anti corotal, alumna, avional Baja Tuang Besi Tuang Paduan Besi Batu Minyak Kaca
Polimer/Bahan Sintetis Bahan Alami
Logam Besi Bukan Besi
Bukan Logam Logam Material Teknik Termoplastisti Termoseting Elastomers Logam Ringan Logam Mulia Logam Ringan
Penggolongan logam besi tergantung komposisikimia penyususunnya, khususnya kadar karbon. Kadar karbon yang dimiliki oleh suatu logam mempengaruhi sifat‐sifat mekanis/fisis besi tersebut. Jenis‐jenis besi menurut prosentase kadar carbon diberikan di bawah ini.
Pembuatan baja diperkenalkan Sir Henry Bessemer (Inggris) pada tahun 1800.atau terkenal dengan dapur Bessenger.
Pembuatan besi mampu tempa diperkenalkan Wiliam Kelly (Amerika) pada tahun 1800, bahan utamanya adalah besi dengan paduannya. Diolah melalui proses peleburan pada tanur tinggi dengan menambahkan kokas dan gamping (batu kapur) sehingga diperoleh hasil akhir berupa besi kasar.
Bijih besi yang paling banyak digunakan adalah jenis hematif (Fe2O3) yang banyak
ditambang di Cina. Jenis hematif mempunyai kadar besinya yang tinggi sedangkan kadar kotorannya relatif rendah.
Logam Bukan Besi
Logan bukan besi diproduksi mencapai 20% dari logam produk industri. Umumnya, logam bukan besi lemah. Oleh karena itu, pencampuran dengan logam lain dan membentuk paduan perlu dilakukan untuk meningkatkan kekuatannya.
Paduan (alloy)
Paduan (alloy) adalah komposisi lebih dari satu elemen . Ilmu teknik paduan (engineering alloy) meliputi cast‐irons dan baja, paduan aluminium (alluminium alloy), paduan magnesium (magnesium alloy), paduan titanium (titanium alloy), paduan nikel (nickel alloy),paduan seng (zinc alloys) dan paduan tembaga (copper alloys). Sebagai contoh adalah kuningan menrupakan paduan dari kuningan dan tembaga.
Sifat
Secara umum, logam bukan besi memiliki sifat tahan korosi, daya hantar listrik baik dan mudah dibentuk. Biasanya, kemmapuan tahan korosi ini semakin baik dengan semakin berat massa jenisnya, kecuali aluminium. Pada permukaan terbentuk lapisan oksida yang akan melindungi logam dari korosi selanjutnya. Logam bukan besi memiliki warna sehingga menambah estetik, seperti perak, kuning, abu‐abu dll.
Pengolahan
Logam bukan besi tidak ditemukan sebagai logam murni di alam bebas tapi terikat sebagai oksida dengan kotoran‐kotoran dan membentuk bijih‐bijih. Untuk itu perlu dilakukan pengolahan yang meliputi beberapa tahap, yaitu tahap penghalusan mineral, tahap pencucian, tahap pemisahan antara logam dan kotoran serta tahap peleburan.
Proses peleburan dilakukan pada tanur tinggi atau dapur reverberasi. Pada dapur jenis ini, bahan bakar kokas dicampur dengan bijih untuk mempercepat proses pembakaran dan pencampuran dengan fluks dapat meningkatkan kemurnian logam serta mengurangi viskositas terak. Ukuran kokas dan bijih lebih besar dari 1 cm dan tidak akan terbawa keluar oleh hembusan udara.
Karakterisasi Material
Perbedaan karakterisasi terhadap suatu material sangat dipengaruhi oleh latar keilmuan dari pengguna. Konsep ini bagi seorang ilmuan yang berfikir material dalam konteks atom‐atom (mikroskopik) berbeda halnya dengan seorang insinyur proses yang cenderung memikirkan sifat‐sifat, proses dan jaminan mutu dari material tersebut. Berbeda pula dengan definisi dari seorang insinyur mesin yang lebih terfokus pada distribusi tegangan dan perpindahan panas. Definsi yang diambil dari ASM‐International Materials Characterization Handbook adalah sebagai berikut “ Karakterissasi menjelaskan tentang komposisi dan struktur termasuk kerusakan dari suatu material yang penting suatu perlakukan khusus, mempelajari sifat‐sifat, atau menggunakannya dan untuk memenuhi reproduksi material.
Suatu komponen penting dari metodologi teknik material adalah pengetahuan struktur material. Struktur khas dapat dilihat dengan menggunakan suatu miskroskop optic atau mikroskrop elektro baik transmission electron microscope (TEM) atau scanning electron microscope (SEM). Transmission electron microscope (TEM) adalah miskroskop elektro yang pencitraan oleh elektron‐elektron yang melalui suatu specimen
yang tipis pengempu Gambar y 1.6. Prinsip sumber ca electron terbuat d hampa (va molekul u s sedangkan ulan elektro‐e ang diperole p pengoperas ahaya (light s (electron gu dari optical‐g acuum colum dara dan aka scanning ele elektro yang h dari pencit Gam sian miskrosk source) untuk un),sedangkan grade glass. mn) karena e n mudah dise Gambar ectron micro dipancarkan raan miskros mbar 1.6 Hasil kop optic sam k suatu miskro n untuk ele Miskroskop lektro‐elektro erap. r 1.7 Hasil SEM scope (SEM) n dari permuk skop elektron SEM Dendrit ma halnya den oskop electro ktromagnetik electron me on mudah be M pada sebu adalah pen kaan materia dapat diliha te ngan SEM ata on adalah seb k adalah len embutuhkan erinteraksi de ah IC citraan deng al yang diama
at pada gamb
au TEM, kecu buah penemb nsa yang tid sebuah rua engan molek gan ati. bar uali bak dak ang kul‐
Gamb sebuah in tersebut, yang terbe Gm bar 1.7, sebu ntegrated cir kita dapat m entuk. Gamba Gam mabar 1.9 Fo uan mikrogra rcuit. Warna melihat denga ar 1.8, juga m mbar 1.8. Pena oto Pelapisan f scanning e putih menu an normal pe memperlihatk ampang jalur TiC pada gra lectron dari unjukkan jalu ermukaan silic an penampan metal denga phite dengan suatu wilaya ur metalisasi. con wafer da ng jalur meta n SEM pada I n menggunak h peraltan d . Pada gamb an jalur kone
l pada suatu C an SEM ari bar ksi IC.
Konsep Struktur
Struktur suatu material dapat dibagi menjadi empat tingkatan, yaitu struktur atom (atomic structure), susunan atom (atomic arrangement), mikrostruktur (microstructure), dan makrosruktur (macrostructure). Gambar 1.10 koordinat polihedra pada IC Meskipun penekanan utama bagi insinyur material untuk memahami dan mengatur mikrostruktur dan makro‐struktur berbagai material, namun pengetahuan tentang struktur‐struktur atom dan kristal terlebih dahulu harus dipahami.
Struktur atom mempengaruhi bentuk ikatan yang terbentuk sesama atom. Dengan bentuk ikatan atom, kita dapat mengkatagorikan material tersebut sebagai logam, keramik, dan polimer dan kita dapat mendapatkan gambaran beberapa hal penting dari sifat‐sifat makanik dan fisik dalam ketiga kelas tersebut.
This first image shows the coordination polyhedra for a superconductor material as shown on the fig. 1.10. It represents the basic repeat unit that, when aggregated with
about 10^20 similar units, will create a monolith of the superconductor somewhat less in size than one cubic centimeter. The crystalline unit cell is one aspect of structure that the materials engineer must understand to produce functional superconductor devices. However, there are other aspects of a material's structure that too must be considered. The purpose of this web page is to introduce the reader to the concept of structure.
Let us begin our discussion of structure by first considering the crystal structure of perovskites. Perovskites are a large family of crystalline ceramics that derive their name from a specific mineral known as perovskite. Fig. 1.11 amethyst They are the most abundant minerals on earth and have been of continuing interest to geologists for the clues they hold to the planet's history. The parent material, perovskite, was first described in the 1830's by the geoologist Gustav Rose, who named it after the famous Russian mineralogist Count Lev Aleksevich von Perovski. Currently, the most intensely studied perovskites are those that superconduct at liquid nitrogen temperatures. Superconducting perovskites were first discovered by IBM researchers Bednorz and Mueller who were examining the electrical properties of a family of
materials in the Ba‐La‐Cu‐O system. The coordination polyhedra is only one way to represent a crystalline unit cell. Another way is to use a ball and stick model, with the balls representing atoms and the sticks, bonds between the atoms. Two representations of this are illustrated below.
First, let us consider a basic unit cell, a cubic crystal system, as seen in three dimensions. Those of us who lack 3‐dimensional depth perception can sometimes gain 3D information by moving our heads slightly from left to right while looking at an object. Similarly, all of us can project a 3‐dimensional cube onto a 2‐dimensional screen and then rotate it to provide information on its 3D nature. In other words, we can use a 2D perspective projection extrapolated to a 3D impression. To the left, you see a GIF animation of a unit cell of a three‐dimensional (3D) crystal.
So, the unit cell is the basic repeat‐unit for describing a crystal. What is a crystal? Well most of us have seen mineral crystals. For example, consider amethyst. Amethyst is the purple variety of quartz and is a popular gemstone. If it were not for its widespread availability, amethyst would be very expensive. The name "amethyst" comes from the Greek and means "not drunken." This was maybe due to a belief that amethyst would ward off the effects of alcohol, but most likely the Greeks were referring to the almost wine‐like color of some stones that they may have encountered. Its color is unparalleled, and even other, more expensive purple gemstones are often compared to its color and beauty.
The amethyst crystals, above‐left, are large and well defined. Recall: there are billions and billions and billions of unit‐cells that make up these individual crystals. Let us
now take a look at fluorite crystals which are smaller, more regular crystals, aggregated as a group. Fluorite is a mineral with a veritable bouquet of brilliant colors. Fluorite is well known and prized for its glassy luster and rich variety of colors..
Now, let us move from aggregate fluorite crystals to aggregate galena crystals. Galena is PbS, or lead‐sulfide. This fine specimen of the mineral Galena consists of hundreds of intergrown crystals. Most of these are tiny, not measuring more than 0.1" (3 mm) in diameter, but at least 20 of them exceed 0.3" (8 mm) in all dimensions. The crystals shown are of octahedral form with their tips often truncated by small cube‐ oriented faces. They have the standard dark‐gray color, dull metallic luster, and opacity of Galena, and are dusted with a thin layer of superfine pyrite (Fe‐S) or chalcopyrite (Fe/Cu‐S), giving some of the crystals a dull golden appearance.
With the introduction above, the reader may appreciate that there are must necessarily be defects associated with crystals. Defects too define structure. For example, consider the boundaries between individual crystals (or grains). Since these crystalline aggregates grow together with 'random' orientation, grain‐boundaries necessarily exist: and they are defects as the atomic order along them is disrupted from that within individual grains. These planar structures certainly must have something to do with, for example, how the aggregate will break apart if struck by a hammer blow. Note too the reference to a dull golden appearance of the galena specimen. The source of this discoloration is impurity particles. Iron sulfide and iron/copper sulfide grow on (and then into) the lead‐sulfide crystals. These sulfides have different color properties than the lead‐sulfide. It is indeed impurities and imperfections in the crystal structure of the
amethyst and fluorite crystals, introduced above, that give those crystals color. Note in
the case of the amethyst the non‐uniformity of color, and thus the non‐uniformity of chemical content! All of these concepts relate to the structure and associated defects of the materials being discussed.
Fig. 1.12 view inside a perovskite material
Now I share with you a few micro‐structural images. The first will be a look "inside" a perovskite material: lanthanum aluminate. Let's not concern ourselves with the magnification. You can assume dimensions to be in the order of tens of microns. What you will see is a non‐perfect, but beautiful state of matter. In one of the superconducting perovskites, the degree of defect (such as that shown on the left) would determine how well the crystal would work as a superconductor. The structure determines properties. Enjoy the beauty and many natural wonders in the reference source,
For a second look at defect structure, consider fig. 1.13 that is the image on the right from the NASA Science Academy web pages . Here, we are looking at rather high magnification at a Group II‐VI semiconductor compound, possibly ZnS. The color electron photomicrograph shows such common structural defects as a grain boundary (A), twin
boundaries (B), and triangular‐shaped dislocation etch pits (C). These defects were revealed by chemical etching of a wafer cut from a crystal of a II‐VI semiconducting alloy, which was produced by directional solidification. Dislocations are another type of defect (line‐defect) common to crystalline solids, and very, very important to their properties. Fig. 1.13 defect structure
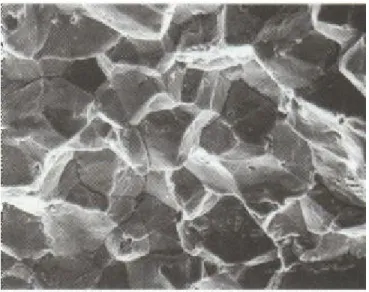
Reflect again on the poly‐crystalline structure of the galena aggregate previously introduced. This is essentially a three dimensional view of how metals and alloys are structured. The sole difference is the scale of the grain‐array. Commercial alloys are fine‐ grained, with grains (ie, crystals) typically 0.075 mm or so, in diameter. Perhaps comparison of the galena aggregate to fig. 1.15 will convince you that grain‐boundaries play a role in the behavior of metals and alloys. Shown is the fracture surface of a high‐ strength alloy which failed by hydrogen embrittlement. This mode of failure is highly dependent on the size, orientation and chemical make‐up of the grain boundaries. Please note the similarity of the galena specimen and this failure specimen, which was
subject to inter‐granular (ie, along‐the‐grain‐boundary) fracture. The individual polyhedra facets define the grains.
Fig. 1.14 galena aggregate
Metallography is a means to evaluate the grain‐structure of materials. Shown on the right is a color photo‐micrograph (a two‐dimensional section through a poly‐crystalline array) of a common alloy or metal (brass or nickel, for example). To the trained metallurgist or materials engineer, the structure represents a face‐centered‐cubic material that has been worked and then "recrystallized" during an annealing treatment. The metal or alloy is in a soft, ductile state. I know you may not know what all of these terms mean. I am trying to illustrate the link between structure, properties and processing. I am trying to illustrate the perspective of the materials engineer and the importance of the structure concept. This image is the work of George Vander Voort of the International Metallographic Society.
Fig. 1.15 color photo‐micrograph
To reinforce the importance of grain structure to properties, please consider the photo‐micrograph below. Again, failure along grain boundaries of an engineering alloy is featured. The alloy is stainless steel (why is it called "stainless" steel.... do you know?). The failure mode is caustic stress corrosion cracking. Here, in a micrograph of the stainless steel, one can see how failure is proceding along the grain‐boundaries from the free‐surface of the component (top edge). Besides grain boundaries, what other defects do you see in this photomicrograph?
2
KEGAGALAN
MATERIAL
Pendahuluan
Suatu material dinyatakan gagal apabila tidak berkemampuan untuk memenuhi fungsi utama dari perencanaan yang dikehendaki. Faktor utama penyebab suatu bahan mengalami kegagalan adalah beban maksimum yang bekerja melebihi tegangan patah bahan. Namun, tidak semua bahan gagal dengan cara yang sama. Faktor kekuatan, kemuluran dan kerapuhan mempengaruhi mekanikal gagal suatu bahan. Faktor‐faktor yang mempengaruhi kegagalan sangat tergantung pada sifat dasar dan keadaan bahan tersebut , jenis pembebanan yang dikenakan, kadar pembebanan yang dialami, temperature dan keadaan lingkungan, pengaruh tumpuan beban, ketidaksempurnaan permukaan, atau cacat bahan.
Kegagalan Akibat Beban Statis.
Kegagalan akibat beban static disebabkan mulur atau rapuh atau dipengaruhi modulus kekenyalan.
Kegagalan Akibat Beban Fatik.
Gagal lelah atau fatik adalah kegagalan yang terjadi pada kondisi beban maksimum yang lebih kecil dari kemampuan beban, namun terjadi karena berulang ulang dan terus menerus sehingga terjadi penambahan mikro retak.
Fatik yang terjadi pada logam telah dipelajari sejak lebih dari 150 tahun yang lalu. Salah satu peneliti awal tapi bukan yang pertama adalah August Wohler. Dalam kurun waktu sejak tahun 1850 sampai dengan tahun 1875 berbagai percobaan telah dijalankan guna mendapatkan sebuah tegangan alternative yang aman sehingga kegagalan tidak akan terjadi. Hampir seratusan tahun para peneliti telah menampilkan secara eksperimental efek dari beberapa variable yang mempengaruhi panjangnya usia kekuatan fatik logam.
Fatik logam merupakan sebuah proses yang mengakibatkan kegagalan premature atau kerusakan dari sebuah komponen yang dikenai beban berulang. Fatik logam adalah sebuah proses metalurgi yang rumit dan sulit digambarkan secara akurat dan sulit dimodelkan pada tingkatan mikroskopi. Meskipun kompleks, pengamatan kerusakan fatik dalam desain komponen dan struktur harus dilaksanakan. Akibatnya metoda‐ metoda analisa fatik pun mulai tumbuh berkembang.
Stress – Life
Metoda S‐N merupakan sebuah pendekatan yang pertama sekali digunakan dalam upaya memahami dan menghitung kelelahan pada logam. Metoda ini telah menjadi metoda standar untuk desain fatik selama kurun waktu hamper 100 tahun. Pendekatan
dengan metoda S‐N masih banyak digunakan dalam aplikasi desain dimana tegangan yang berlangsung menjadi faktor utama dengan batas elastis material dan resultan usia pakai sangat panjang seperti pada poros transmisi, roda gigi, kopling dan sebagainya.
Metoda Stess‐life tidak dapat digunakan untuk aplikasi‐aplikasi putaran rendah dimana regangan yang terjadi memiliki sebuah komponen plastis yang signifikan. Untuk kasus ini pendekatan yang berbasis kepada regangan lebih sesuai untuk digunakan. Garis pemisah antara fatik putaran rendah dengan fatik putaran tinggi adalah bergantung kepada material, namun biasanya berkisar antara 10 sampai dengan 105 putaran.
Diagram SN
Dasar dari metoda Stress – Life ini adalah diagram S‐N atau disebut juga diagram Wohler yang menggambarkan tegangan – tegangan alternatif (S) terhadap jumlah putaran hingga patah (N). Prosedur yang paling umum untuk mendapatkan data S‐N adalah melalui pengujian Rotating Banding dan Axial Tension. Data hasil uji S‐N ini biasanya ditampilkan dalam grafik log dengan garis aktual S‐N merepresentasikan data rata‐rata. Beberapa material, terutama logam BCC (Body Centered Cubic) memiliki batasan endurance atau batas fatik (Se) dimana batasan tersebut merupakan batasan
tegangan dimana material memiliki usia pakai tak terhingga. Untuk kebutuhan engineering, usia pakai tak berhingga biasanya diperhitungkan hingga putaran 1 juta. Batas endurance dipengaruhi oleh elemen‐elemen penyusunnya, seperti karbon atau nitrogen didalam besi dengan dislokasi pin. Hal ini mencegah mekanisme slip yang memicu pembentukan mikrocrack. Bila endurance limit berkurang, maka hal – hal yang harus diperhatikan sebagai penyebabnya adalah :
1. Terjadinya beban berlebih secara periodik (periodic overloads) dimana terjadinya dislokasi unpin.
2. Lingkungan kerja yang korosif (corrosive environments) yang mengakibatkan terjadinya interakasi fatik korosi.
3. Temperatur yang tinggi (high temperature) yang mengakibatkan terjadinya dislokasi yang berpindah‐pindah.
Adalah penting untuk dicatat bahwa efek dari beban berlebih secara periodik tersebut diatas memiliki hubungan dengan tingkat kemulusan spesimen yang diuji. Untuk komponen bertakik memiliki perilaku yang sangat berbeda yang diakibatkan oleh adanya
residual stress (tegangan sisa) yang ditimbulkan oleh beban berlebih.
Kebanyakan material paduan non‐logam tidak memiliki endurance limit dan garis kurva S‐N nya memiliki kemiringan yang kontinu. Batas endurance semu atau kekuatan fatik dari material ini dianggap sama dengan harga tegangan dimana usia pakainya berkisar 5 x 108 putaran.
Hubungan endurance limit terhadap hardness (kekerasan) yaitu:
Se (Ksi) ≈ 0.25 x BHN ; untuk BHN ≤ 400 Se ≈ 100 Ksi ; untuk BHN > 400
Hubungan endurance limit terhadap ultimate strength:
Se ≈ 0,5 x Su ; untuk Su ≤ 200 Ksi Se ≈ 100 Ksi ; untuk Su > 200 Ksi
Tegangan bolak‐balik yang di hubungkan dengan usia pakai 1000 putaran (S1000)
dapat di estimasi 0,9 x Sut. Garis yang menghubungkan titik ini dan endurance limit adalah merupakan estimasi yang digunakan untuk garis desain S‐N bila tidak ada data titik aktual yang tersedia untuk material tersebut. Guna melakukan pendekatan secara grafik sebuah hubungan power dapat digunakan untuk memperkirakan kurva S‐N untuk baja: S = 10cNb ( untuk 103 < N < 106) Dimana eksponen c dan b pada persamaan diatas ditentukan dengan menggunakan dua titik yang telah ditentukan dalam gambar 1.5.
Persamaan untuk menentukan usia pakai yang berkaitan dengan alternating stress adalah: N= 10 –c/b S 1/b (untuk 103 < N < 106) Dicatat bahwa jika S1000 dan Se ditentukan: S1000 ≈ 0,9 Su dan Se ≈ 0,5 Su Maka kurva SN di definisikan sebagai: S = 1.62 Su N‐0.085
Ada‐ hal‐hal penting yang harus diperhatikan mengenai kurva S‐N ini, diantaranya yaitu:
1. Hubungan empiris yang disajikan sebagaimana diatas hanyalah merupakan estimasi saja dan tergantung pada tingkatan keperluan dari analisa fatik. Sehingga data‐data dari hasil uji aktual diperlukan.
2. Konsep yang paling berguna dari metoda S‐N ini adalah endurance limit yang telah digunakan untuk menghitung usia pakai tak berhingga atau perancangan untuk tegangan aman.
3. Secara umum, pendekatan dengan metoda S‐N seharusnya tidak digunakan untuk mengestimasi usia pakai di bawah 1000 putaran.
FaktorFaktor Modifikasi
Selama beberapa tahun manfaat dari pengujian fatik kebanyakannya adalah untuk memperoleh sebuah pemahaman empiris dari efek‐efek beberapa faktor terhadap base line kurva S‐N untuk material besi paduan dalam usia pakai menengah hingga usia pakai lama. Variabel‐variabel yang diinvestigasi adalah : 1. Ukuran (size) 2. Jenis pembebanan (Type of loading) 3. Kehalusan pemukaan (surface finish)
4. Perlakuan terhadap pemukaan 5. temperatur 6. Lingkungan kerja (environment)
Efek Ukuran
Kegagalan fatik pada material bergantung kepada interaksi antara sebuah tegangan yang besar dengan sebuah cacat/ retak kecil yang kritis. Pada dasarnya, fatik di control oleh link terlemaj dari material, dengan kemungkinan dari peningkatan sebuah link yang lemah dengan volume material. Hal ini berbeda dengan sifat‐sifat dari iamati dari hasil‐ hasil uji fatik dari suatu material yang memakai specimen berdiameter variasi. Efek ukuran telah dihubungkan dengan lapisan tipis dari permukaan material dikenai 95% atau lebih dari tegangan permukaan maksimum. Tabel 2.1 Pengaruh ukuran terhadap endurance limit . Diameter Endurance limit (Ksi) 0.3 1.5 6.75 33.0 27.6 17.3 Ada hubungan empiris terhadap data efek ukuran yang paling konservatif adalah Csize = 1.0 ; jika d ≤ 0.3 in 0.869 d (‐0.097) ; jika 0.3 in ≤ d ≤ 10 in Csize = 1.0 ; jika d ≤ 8mm 1.189 d (‐0.097) ; jika 8 mm ≤ d ≤ 250mmdimana d adalah diameter komponen. Beberapa hal lain yang perlu dipertimbangkan jika kita memperhitungkan tentang efek ukuran adalah:
1. Efek kelihatan (muncul) nampak sekali pada usia pakai yang sangat lama.
2. efek ukuran akan bernilai kecil jika diameter komponennya diatas 2 in, walaupun melalui uji bending atau torsi.
3. Berdasarkan problem proses yang inheren pada komponen yang besar, maka tidak ada kesempatan untuk munculnya residual stress dan variasi variable metalurgi yang dapat mempengaruhi kekuatan fatik.
Efek Beban
Perbandingan endurance limit untuk sebuah material yang diperoleh dari uji aksial dan uji rotating bending berkisar antara 0.6 hingga 0.9. Data ini termasuk beberapa error akibat dari eksentisitas beban aksial. Perkiraan konservatifnya adalah:
Se (axial) ≈ 0.70 Se (bending)
Perbandingan endurance limit yang diperoleh dari uji rotating bending dan uji torsi memiliki range dari 0.5 sampai dengan 0.6. Perkiraan yang logis adalah sbb:
Te (torsion) ≈ 0.577 Se (bending)
Finishing Permukaan
Garis‐garis, lubang‐lubang kecil dan bekas–bekas pabrikasi pada permukaan sebuah material dapat menambahkan konsentrasi tegangan terhadap salah satu komponen
geometri yang sudah ada. Material yang memiliki butiran halus yang seragam seperti baja berkekuatan tinggi lebih dapat dipengaruhi oleh efek permukaan yang kasar jika dibandingkan dengan material berbutir kasar seperti besi tuang.
Faktor koreksi untuk penyelesaian permukaan ditampilkan dalam grafik yang memakai sebuah gambaran kualitatif dari surface finish seperti polished atau machined.
Beberapa hal penting mengenai efek dari surface finish adalah:
1. Kondisi dari permukaan lebih penting diperhitungkan bagi baja‐baja bekekuatan tinggi.
2. Residual surface stress yang ditimbulkan oleh pekerjaan machining dapat menjadi penting. Sebagai contoh tegangan tarik residual yang terkadang timbul oleh beberapa pekerjaan gerinda.
3. Untuk usia pakai yang singkat, dimana terjadi domonasi propagasi retak, kondisi surface finish membawa efek yang kecil terhadap fatiguelife.
4. Ketidak teraturan penempatan permukaan seperti tanda stamp dapat menimbulkan konsentrasi tegangan dengan efektif dan tidak dapat diabaikan.
Perlakuan Permukaan
Ketika retak fatik kerap sekali muncul pada sebuah permukaan bebas, beberapa perlakuan permukaan dapat memberikan efek terhadap fatigue life.Diantara perlakuan permukaan yang dapat dikatagorikan menjadi plating, thermal, dan mechanical. Ketiga perlakuan permukaan tersebut memiliki efek fatigue life dikarenakan residual stresses.
Plating
Proses plating dengan memakai unsur chrome dan nickel pada baja dapat menyebabkan pengurangan hingga 60% endurance limit. Hal ini dikarenakan oleh tegangan tarik residual stress yang dibangkitkan oleh proses plating itu sendiri. Tindakan‐ tindakan berikut yang dapat mengatasi permasalahan residual stress yaitu:
1. Lapisan dengan nitride sebelum dilakukan plating.
2. Shoot peen part sebelum atau sesudah plating.
3. Annealing atau bake part setelah plating.
Ada beberapa factor yang terjadi dalam proses plating yang dapat memberi efek terhadap fatigue life, terutama untuk chrome dan nickel plating sbb:
1. Ada pengurangan yang besar terhadap kekuatan fatik seiring dengan kekuatan luluh material yang diplating meningkat.
2. Pengurangan kekuatan fatik yang diakibatkan oleh proses plating lebih besar lagi pada usia pakai yang lebih panjang.
3. pengurangan kekuatan fatik lebih besar ketika ketebalan plating meningkat.
4. ketika fatik terjadi di dalam lingkungan yang korosif, maka ketahanan korosi ekstra yang ditimbulkan oleh proses plating akan lebih banyak ketimbang pengurangan kekuatan fatik dilingkungan yang non korosif.
Thermal (panas)
Proses difusi seperti carburizing dan nitriding sangat menguntungkan bagi kekuatan fatik. Proses‐proses ini memiliki efek kombinasi dari peningkatan kekuatan material pada permukaan sebaik mungkin sebaik akibat penambahan volumetric yang menghasilkan tegangan‐tegangan permukaan tekan residu.
Nyala api dan pengerasan induksi mengakibatkan sebuah fase transformasi, yang mengakibatkan ekspansi volumetrik. Jika proses ini dilakukan pada permukaan, maka akan menghasilkan sebuah tegangan residual compressive yang menguntungkan kekuatan fatik.
Hot rolling dan forging dapat mengakibatkan surface decarburization. Kehilangan
atom‐atom karbon dari permukaan material mengakibatkan proses tersebut memiliki kekuatan yang lebih rendah dan juga dapat menghasilkan tegangan tarik residu. Kedua faktor tersebut sangat detrimental terhadap kekuatan fatik. Efek dari decarburization pada berbagai baja paduan berkekuatan tinggi dengan bentuk bertakik dan tidak bertakik dapat dilihat dalam table 1.4.
Tabel 2.2 Efek Decarburization terhadap Endurance Limit
Steel Su Smooth Notched Smooth Notched
AISI 2340 AISI 2340 AISI 4140 AISI 4140 250 138 237 140 122 83 104 83 69 43 66 40 35 44 31 32 25 25 22 19
Harus dicatat pula bahwa beberapa proses manufacture. Seperti pengelasan, gerinda, flame cutting dapat men‐setup detrimental residual zensile stress.
Mechanical
Ada beberapa metode yang digunakan pada pengerjaan dingin (cold work) permukaan sebuah komponen untuk menghasilkan sebuah residual compressive stress. Dua proses yang penting yaitu cold rolling dan shot peening. Selama memproduksi
compressive residual stress, metode ini juga dapat mengeraskan permukaan material.
Peningkatan yang besar terhadap fatigue life terjadi dikarenakan oleh adanya residual
compressive stress.
Cold rolling melibatkan pressing stell rollers pada permukaan komponen yang
biasanya diputar dengan mesin bubut. Metoda ini digunakan pada bagian‐bagian yang lebar dan dapat menghasilkan sebuah lapisan residual stress yang dalam.
Shot peening merupakan salah satu metode penting dalam memproduksi residual
compressive stress. Prosedur ini involves blasting permukaan dari sebuah komponen
dengan baja untuk kecepatan tinggi atau glass beads. Hal ini menjadikan bagian dalam material berada dalam kondisi residual tension dan bagian kulit material berada dalam
residual compression. Lapisan residual compressive stress memiliki ketebalan ± 1mm
dengan sebuah nilai maksimum kira‐kira satu setengah kali kekuatan luluh material.
Beberapa hal penting mengenai pengerjaan dingin berkaitan dengan tegangan‐ tegangan residual compressive yaitu:
1. Cold rolling dan shot peening memiliki efek yang besar pada usia pakai yang lama (panjang). Pada usia pakai yang sangat singkat tidak terdapat peningkatan
fatigue strengthnya. Pada usia pakai yang pendek tingkatan tegangan harus
cukup tinggi agar timbul uselding yang menghilangkan residual stress.
2. Beberapa situasi dapat menimbulkan/ membangkitkan tegangan sisa dalam rangka relaksasi atau fade‐out. Situasi tersebut seperti high temperature dan
overstressing. Kira‐kira untuk baja situasi tersebut berlangsung jika temperature
mencapai 5000 F dan untuk alumunium 2500 F.
3. Baja‐baja yang kekuatan luluhnya dibawah 80 Ksi jarang sekali di lakukan cold working atau shot peening. Hal ini disebabkan oleh titik luluh yang rendah sangat mudah untuk menimbulkan regangan plastis yang wipe out residual stress.
4. Sebuah tegangan sisa tekan pada permukaan memiliki efek yang besar terhadap
fatigue life ketika tegangan tersebut berlangsung pada daerah dimana terdapat
stress gradient, umumnya pada daerah sekitar takikan.
5. Untuk melakukan overpeen sebuah permukaan adalah sangat mungkin untuk dilakukan. Biasanya terdapat level optimum untuk peening sebuah komponen, dan peening lebih lanjut akan mulai menurunkan fatigue strengthnya.
Temperatur
Ada sebuah tendensi untuk endurance limit baja untuk meningkat pada temperatur yang rendah. Akan tetapi, pertimbangan penting dalam perancangan adalah bahwa beberapa material mengajarkan pengalaman yaitu
Akan tetapi, yang menjadi pertimbangan penting dalam perancangan adalah bahwa beberapa material telah memberikan pengalaman mengenai pengurangan yang signifikan dalam fracture toughness pada temperature yang rendah.
Pada temperature yang tinggi, endurance limit baja menghilang dikarenakan oleh bergeraknya dislokasi. Pada temperature diatas kira‐kira satu setengah titik leleh (melting point) dari material tersebut, creep menjadi hal yang penting. Dalam batasan ini, pendekatan dengan metoda stress‐life tidak dapat digunakan lagi. Perlu juga di catat bahwa temperature yang tinggi dapat mengakibatkan terjadinya annealing yang mampu menghilangkan residual compressive stress yang berguna.
Lingkungan Kerja
Ketika beban fatik ambil bagian didalam sebuah lingkungan yang korosif penghasilan efek‐efek detrimental akan lebih signifikan dibanding dengan perkiraan yang memperhitungkan fatik dan korosi secara terpisah.
Interaksi antara fatik dan korosi yang disebut juga dengan corrosion fatigue, melibatkan mekanisme kegagalan yang unik dan sangat kompleks. Pengkajian dibanding ini masih sangat banyak pada tahapan riset dan masih sangat sedikit teori yang berguna dan data yang berjumlah banyak yang tersedia.
Mekanisme dasar fatik‐korosi pada tahapan awal dapat dijelaskan sebagai berikut: sebuah lingkungan yang korosif menyerang permukaan dari sebuah logam dan menghasilkan sebuah lapisan oxide‐film. Biasanya, oxide‐film ini akan membentuk lapisan pelindung dan mencegah korosi yang lebih lanjut terhadap logam tersebut. Namun, beban bersiklus (Cyclic loading)mengakibatkan terjadinya lokalisasi retak dari lapisan ini dan selanjutnya lingkungan yang korosif dapat menyentuh langsung permukaan logam yang terkoak itu. Pada saat yang sama, korosi mengakibatkan pitting yang terlokalisasi pada permukaan, dan pit‐pit ini dapat dikatakan sebagai konsentrasi tegangan. Mekanisme fatik‐korosi selama tahapan propagasi retak merupakan permasalahan yang sangat rumit dan tidak mudah untuk dipahami.
Salah satu kesulitan‐kesulitan utama dalam mencoba untuk menghitung fatik‐korosi adalah angka besar dari variable‐variable yang terlibat dalam pengujian. Mempertimbangkan fatik‐korosi dari kombinasi yang penting dari baja di dalam air.Beberpa variable yang harus diperhitungkan adalah elemen‐elemen alloy didalam baja, unsur kimia air, temperature derajat aerasi, kecepatan aliran, dan kadar garam.Salah satu trend adalah fatik‐korosi akan lebih jelek bila logam dispray dari pada logam tersebut di fully immersed.Variabel lain yang paling penting yaitu frekuensi pembebanan. Uji fatik yang dilakukan dilingkungan yang non korosif dapat dijalankan pada hampir semua frekuensi dan data yang serupa akan diperoleh. Sementara itu data fatik korosi sangat dipengaruhi oleh frekuensi pembebanan. Pengujian‐pengujian pada frekuensi yang rendah memberi peluang terjadinya korosi dan menghasilkan usia fatik yang lebih pendek.
Ada beberapa trend umum yang dapat diamati didalam fatik korosi. Gambar 1.25 menampilkan kurva S‐N secara umum untuk baja dalam 4 (empat) lingkungan kerja yang berbeda. Kurva‐kurva yang diperoleh dari udara ruangan dan kondisi vakum menunjukkan bahwa meskipun kelembaban dan oksigen dari udara ruangan dapat menurunkan kekuatan fatik sedikit saja.
Kurva presoak diambil dalam kondisi lingkungan kerja yang korosif dan kemudian pengujian fatik berlangsung dalam udara ruangan. Penurunan sifat‐sifat fatik untuk kurva‐kurva ini disebabkan oleh permukaan yang kasar yang diakibatkan oleh corrosion pithing. Kurva fatik korosi berada dibawah kurva dari udara air. Trend lainnya yaitu bahwa fatik korosi dapat menghilangkan prilaku endurance limit dari beberapa jenis baja.
Ada beberapa perlakuan terhadap permukaan material yang bisa meningkatkan ketahanan fatik‐korosi. Surface coating seperti painting, plating dengan chrome, nickel, cadmium atau zinc, dapat digunakan. Harus di catat bahwa nickel plating dapat mengakibatkan penurunan kekuatan fatik diudara namun didalam lingkungan yang
corrosive nickel plating dapat meningkatkan kekuatan fatiknya. Keuntungan dalam
menggunakan metal lunak sebagai zat untuk coating adalah intact akan cenderung untuk terjadi ketika retak telah terbentuk pada base metal. Satu masalah dengan surface coating yaitu bahwa retak fatik dapat dimulai dari lapisan coating yang retak meski sangat kecil.
Perlakuan terhadap permukaan yang menghasilkan tegangan‐tegangan tekan permukaan residu (nitriding, shot peening, cold rolling dsb) dapat pula digunakan
perlakuan‐perlakuan seperti ini dapat menyebabkan terjadinya tegangan tarik maksimum dibawah permukaan tersebut. Kebalikannya, tegangan‐tegangan sebenarnya dan tegangan tarik permukaan residu sangat detrimental dan dapat menimbulkan fatik korosi.
Kasus Kegagalan Material
Analisa kegagalan (failure analysis) adalah tindakan preventif (pencegahan) yang penting dilakukan terhadap semua pemakaian material teknik. Insinyur material sering memegang peranan penting dalam analisis kegagalan ketika suatu komponen atau produk yang rusak dalam masa perbaikan, selama perakitan atau selama proses produksi . Dalam beberapa kasus, satu hal yang harus ditentukan adalah penyebab‐penyebab dari kegagalan tersebut sehingga dapat direncanakan langkah‐langkah pencegahan kedepan dan/atau untuk meningkatkan performansi dari peralatan, komponen atau struktur tersebut.
Salah satu contoh aplikasi analisis kegagalan yang paling tampak adalah analisis kegagalan pada industris dirgantara. Pada 19 Desember 2005, sebuah pesawat Grumman G73T Turbo jatuh ke laut dekat pantai Miami Florida. Ledakan diikuti kebakaran dan sayap sisi kanan terlepas terlebih dahulu sebelum pesawat jatuh ke laut. Penelitian terhadap rongsokan pesawat menunjukkan adanya fatigue cracks pada bagian sayap kanan. Penyebab dari kecelakaan masih dalam investigasi. Akan tetapi, Kegagalan struktur yang diawali oleh fatik dicurigai sebagai penyebabnya. Gambar 2.2 Kecelakaan pesawat di Lond Island July 17. 1996 Suatu jalur pipa gas ruptured ke jalan tol pada semptember 1993. A natural gas pipeline in Venezuela ruptured next to a major highway in September, 1993. The subsequent gas jet ignition resulted in an inferno that killed at least 50 people. Within hours of the initial contact, Failure Analysis Association (a commercial firm engineers with expertise in materials, combustion, and pipeline failure mechanisms arrived in Venezuela to start investigating. Such rapid response is essential for examining conditions as close as possible to the time of the incident.
Gambar 2.3. Pipa gas alam cair yang rusak di Venuezela. Shown below is the Heverill Fire Department aerial ladder failure. Structural failure of a ladder is not at all an uncommon event. Failure can result, for example, from poor design, use of inferior material or fabrication methods, or from a phenomenon called fatigue. Gambar 2.4. Kerusakan pada tangga pemadam kebakaran
Fatik adalah suatu mode kegagalan yang terjadi pada material struktur dan digerakkan oleh pembebanan yang berulang.
Dalam analisis kegagalan struktur, pengujian mekanikal sering dibutuhkan. Sebagai contoh, coba perhatikan kegagalan fatik pada kegagalan dari pegas yang digunakan pada pintu. Untuk memprediksi masa pakai dari suatu pegas, salah satu yang harus diketahui adalah beban yang akan diterapkan pada pegas tersebut selama pemakaian dipintu, dan berapa banyak beban ini diberikan dalam setahun. Metode analitik dan metode pemodelan komputer menfokuskan dan menprediksi waktu dan siklus hingga terjadi kegagalan. Model‐model dikembangkan dan dikonfirmasikan dengan data empirical dari pengujian fatik yang dilakukan terhadap kedua spesimen tarik uniaxial dan springs aktual. Sistem utama dari pengujian material struktur ditunjukkan di bawah ini. Sebuah perangkat portable Instron Model 8511 telah dkembangkan untuk menprediksi fatik dan didesain untuk gaya (pembebanan) yang rendah, aplikasi fatik siklik (berulang‐ulang) dan untuk pengujian tarik/kompresi di tunjukkan. Gambar 2.5 Alat pengujian fatik
Gambar 2.6 artificial hips, and stainless steel rods
Sistem tersebut telah dilaporkan digunakan oleh Laboratorium Bio‐Mekanik Orthopedi di Sekolah Medkal Harvard untuk pengujian hips tiruan dan stainless steel rods yang digunakan untuk memperbaiki scoliosis.
Kemungkinan kegagalan dari suatu struktur yang disbabkan fatik telah dibahas di atas, lalu bagaimana dengan kegagalan yang disebabkan oleh selain fatik. Ada beberapa penyebab kegagalan selain fatik, diantarannya metallic‐embrittlement mode. Keagalan ini dapat dinalisi dengan fractography. Fractography merupakan tinjauan mikroskopi sederhana dari permukaan fracture surface. Namun, sebelum advent scanning (SEM) dan transmission (TEM) electron microscopes, fractography was lrather difficult to perform.
Fig. 2.8 is a detailed inspection [at approximately 5000X] of a fracture surface using SEM. The presence of a series of marks approximately parallel to the crack front are revealed. The marks are called fatigue striations and are characteristic of the growth of a fatigue crack in a ductile material. This confirms crack growth by the fatigue process.
Now l look‐see componen loading. N characteri origins are Now r what inve Fig. 2 et's step bac at the "ma nt. The subje Note the int istic is due to e a common f recall the cras stigators fou Fig. 2. 2.8 viewed ins k from the st cro" feature
ect is the fat teresting mu o the presenc feature of a fa sh of the Gru nd on a rear .7 fatigue fail spection of a riations on a
es of the fra
igue failure o ulti‐step char ce of many cr atigue failure umman G73T spar of the w ure of a slind fracture surfa typical fatigu acture plane of a splinded racteristic of rack origins a e. Turbo Malla wing structure ed ace using SEM ue fracture su e of a typic d solid‐shaft f the fractur long the splin rd mentioned e; the wing th M. urface to have cal engineeri under torsion re profile. T nes. Multi‐cra d above? This hat separated e a ing nal his ack s is d in
flight. Notive the tale‐tale fatigue characteristics? Follow‐on SEM fractography is needed to confirm the fatigue crack‐growth mode.
Inspection of Non‐Metallic Components
Mari kita perhatikan suatu komponen bukan logam yang insinyur material musti dipersiapkan untuk menganalisi untuk optimasi performansi. Lebih lajut, kebanyakan jenis sil (seal) dinamik telah digunakan pada saat ini adalah sil oli (oil seal) atau rotary
shaft seal. While its initial cost is minimal, its impact on maintenance time and labor can
be significant. An early seal failure will throw even the best program off schedule. On the web pages (or screens) of Chicago‐Rawhide were examples of the most common seal failures found when investigating field problems. However, Chicago‐Rawhide was recently bought‐out by SKF of Stockholm, Sweden, and the excellent failure analysis pages have been dropped. Use an Internet search engine with 'seal failure' + 'failure analysis' to pursue this topic.
Fig. 2.10 failure analysis to seal
The first image conveys an important message of any failure analysis. Examine carefully, by eye and with low power lenses (5X to 10X), any failure or fracture to begin the failure analysis procedure.
The second image illustrates one particular failure mechanism. When operating speeds increase, seal lip temperatures may soar. One indication of high heat is a dry, brittle lip. Flexing the lip may reveal fine axial cracks around the entire circumference. Another indicator is a thin band of carbonized oil along the seal lip that results when heat causes the lubricant to break‐down. These are clues to look for in examining failed seals. Remember too to look at other seals of similar life in similar situations to gain more knowledge about a particular failure mode; and to learn something about the extent of the problem!
Failure Analysis of Devices [also termed 'Reliability Physics']
Now, let us switch gears to solid state device failure analysis methods. Electronic, magnetic and optic devices too, can fail. The cause of failure must be ascertained to improve reliability and to correct errant process steps. Here are examples which may give you the idea of reliability physics or device failure analysis.
The application of Scanning‐Probe Microscopy (SPM) in the failure analysis of a finished and packaged integrated circuit is illustrated in this chapter.
In the failure analysis of devices, it is often necessary to remove over‐layers, such as the passivation (glass‐like) layer that is used to protect the device from moisture andbad
the under‐lying defect or contaminant information. One device used to remove passive‐ films is the plasma etcher.
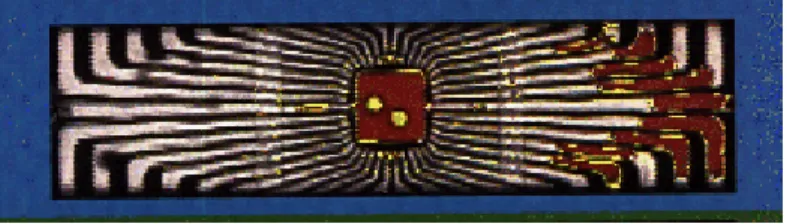
Suatu paket mikro‐elektronik dihasilkan dari teknologi IC dicetak pada papan sirkuit. Satu imej kemungkinan berbagai kemungkinan kegagalan. Beberapa analitikal, teknik inspeksi tidak merusak tersedia untuk untuk mengalisis kegagalan mikro‐elektronik dan termasuk CSAM yang mana C‐mode Scanning Acoustic Microscopy (C‐SAM). Non‐ destructive failure analys terhadap IC packages menggunakan C‐SAM dapat menidentifikasi critical defects (cacat kritik) dalam tiga dimensi paket tersebut. Scanning Infrared Microscopy (SIR) dapat mengukur temperatur yang dibangkitkan Ics Impedansi termal tanpa bersentuhan dengan permukaan paket Ic tersebut dan lainnya yang lebih berguna. Peralatan non‐destructive tool to the failure analyst. Below is a C‐SAM image showing delamination (red regions) in a micro‐electronics package.
Fig. 2.10 delimation in Ic
3
LOGAM DAN
PADUAN
Pendahuluan
Dalam pandangan orang awam, struktur baja merupakan suatu material teknik utama dalam praktek keteknikan moderen. Material konstruksi yang serbaguna ini mempunyai beberapa karakteristik, atau keunggulan sebagai logam, yaitu : (1) kuat dan dapat dibentuk ke dalam bentuk yang praktis. (2) Derformabilitas atau kelembutan merupakan suatu aset yang penting dalam pembebanan yield mendadak. yang menjengkelkan. (3) Suatu permukaan baja yang baru saja potong mempunyai suatu karakteristik kilauan logam, dan (4) suatu batang‐baja bisa digabungkan karakteristik utama dengan logam lainnya. Meskipun struktur baja merupakan suatu contoh umum dan utama dari penggunaan logam pada keteknikan, namun tidak sedikit juga yang memproduksi logam‐logam lainnya seperti emas, platina dan timah. Fig. 3.1 native silver and galena
Suatu paduan adalah suatu logam paduan yang terdiri lebih dari satu elemen pembentuk. Paduan‐pauan teknik termasuk besi cor dan besi‐besi, paduan‐paduan aluminium, paduan‐paduan magnesium, paduan‐paduan titanium, paduan nikel, paduan seng, dan paduan tembaga.
Jarang apakah kita temukan unsur‐unsur yang metalik di ` yang cuma‐cuma'' status. Sebagai contoh, mempertimbangkan perak yang asli. Perak telah ditambang untuk beribu‐ribu tahun dan telah selalu populer di barang barang perhiasan dan untuk pembuatan uang logam. Hanya di masa ratus lalu tahun bagaimanapun, mempunyai permintaan untuk perak sehingga besar.. Alasan untuk permintaan ini adalah penggunaan dari perak di industri fotografi, yang mengambil keuntungan dari kereaktifan perak untuk ringan.. Silver yang asli adalah jarang dan banyak perak diproduksi dari mineral bearing/tegas‐perak seperti prousite, pyrargyrite, galena, dan lain lain Specimens dari Native Silver [yang] [yang] [yang] pada umumnya terdiri atas kawat yang dibengkokkan dan dijalin; terjalin bersama‐sama, membuat suatu kecurigaan membangkitkan semangat mineralogical. Url sumber acuan adalah seorang penyalur yang komersil tentang spesimen mineral. Gambaran mempunyai Copyright © 1995,1996 oleh Amethyst Galleries, Inc..
Logam‐logam dibuat dari suatu bijih‐bijih yang bukan dari unsur dari alam secara alami. Bijih‐bijih tersebut sering berupa suatu kombinasi dari unsur‐unsur logam dan unsur bukan logam. Sebagai contoh Galena (PbS), merupakan suatu mineral umum dan populer untuk batu karang. Struktur Galena serupa dengan halit NaCl. Dua mineral mempunyai yang sama kristal membentuk, perpecahan dan simetri. Beberapa Galena