BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahan
Sesuai dengan program pemerintah untuk meningkatkan devisa yang besar dari produk nonmigas, didirikanlah PT. Suryamas Lestari Prima yang menggunakan bahan baku kayu yang memang cukup tersedia di Indonesia. Selain ketersediaan bahan baku, pendirian perusahaan ini juga dilandasi oleh peluang bisnis yang cerah pada masa yang akan datang yang dapat memberikan kesempatan kerja yang luas bagi masyarakat sehingga dapat membantu pemerintah dalam penyediaan lapangan kerja. PT. Suryamas Lestari Prima ini didirikan secara bersama oleh Yayasan Kemusuk Yogyakarta dengan perusahaan yang dikelola keluarga besar di Jalan Malaka, Medan. Sebelum mendirikan perusahaan, pihak pengelola (investor) mengadakan studi perbandingan untuk pulau Jawa dan Sumatera, dimana pada kedua pulau ini telah berdiri beberapa perusahaan pengolahan kayu. Studi perbandingan yang dilakukan ini bertujuan untuk mengetahui luasnya pemasaran hasil produksi dan mendapatkan informasi mengenai penyediaan bahan baku.
2.2. Bahan Baku, Bahan Tambahan, dan Bahan Penolong
Dalam sistem produksi, kualitas produk sangat tergantung pada bahan baku, bahan tambahan dan bahan penolong selain dari faktor-faktor lainnya.
Seperti dikatakan di atas PT. Suryamas Lestari Prima merupakan pabrik pengolahan kayu untuk dijadikan daun pintu dan moulding. Daun pintu yang diproduksi ada 2 tipe yakni tipe solid dan engineer (veneer) sedangkan model dan ukurannya sesuai dengan permintaan atau yang telah tersedia di perusahaan. Moulding adalah komponen-komponen mebel yang tidak dirakit yang dapat berupa lat, bingkai, dan lain-lain. Kegunaan moulding ini antara lain adalah untuk lantai kapal, dinding atau bangku kapal, tiang untuk kebun anggur dan lain-lain.
Bahan baku yang digunakan untuk produk daun pintu maupun moulding adalah kayu gelondongan dan kayu ½ jadi atau kayu belahan berupa broti atau papan. Kayu belahan ini berukuran panjang 16 feet (4,8 meter) untuk setiap kayu, dimana lebar serta tebalnya bervariasi, seperti: 9”x 1”, 9”x 1,5”, 9”x 2”, 12”x 2”, 3”x 2”, atau 5”x 2”. Jenis kayu untuk daun pintu biasanya digunakan kayu meranti sedangkan untuk moulding umumnya adalah damar laut. Jenis kayu lain juga dipakai apabila meranti dan damar laut tidak mencukupi permintaan, seperti kayu merbau atau kayu sebarang lainnya.
Kayu-kayu tersebut di atas berasal dari Aceh, Riau, Sumut bahkan ada yang dari Kalimantan. Pemasok kayu-kayu ini adalah perusahaan penyuplai kayu yang menawarkan secara langsung ke PT. Suryamas Lestari Prima atau menerima pesanan terlebih dahulu dari PT. Suryamas Lestari Prima.
Bahan Tambahan yang dipergunakan antara lain: a. Silikon
Silikon digunakan pada penyambungan panel dengan komponen-komponen yang lainnya. Fungsi silikon ini adalah sebagai bantalan sehingga walaupun panel tersebut mengalami pemuaian, produk tidak akan mengalami perenggangan.
b. Lem Syntheco
Lem ini digunakan sebagai bahan pelekat antara komponen-komponen produk, terutama untuk penyambungan rail, mullion dan style dengan menggunakan dowel. Lem syntheco ini terdiri dari beberapa jenis yang disesuaikan dengan kondisi pemakaiannya.
c. Tepung Dempul
Tepung dempul ini bewarna kuning yang digunakan untuk menutupi sambungan dari kayu supaya produk yang terbentuk kelihatannya tidak bersambung. Tepung dempul ini dapat dibeli di took-toko besi. Untuk pemakaiannya tepung dempul biasanya dicampur dengan air sebelum digunakan.
d. Kertas Ampelas
Kertas ini dipergunakan untuk menghaluskan permukaan kayu dari produk yang dihasilkan dengan tujuan supaya mutu produk lebih baik.
Bahan penolong pada proses pembuatan solid pada umumnya dibutuhkan pada proses finishing dan proses pengepakan, yang antara lain:
a. Label
Label digunakan untuk menunjukkan spesifikasi dari produk yang akan dikirim.
b. Karton Pengaman Siku
Karton ini digunakan untuk melindungi produk dari goresan pada sisi daun pintu saat pengiriman.
c. Plastik.
Digunakan untuk membungkus solid door yang telah selesai dirakit atau dicat.
d. Kawat Baja
Bahan ini digunakan untuk mengikat bundelan solid door yang telah dibungkus plastik.
2.3. Uraian Proses Produksi
Model-model daun pintu yang diproduksi PT. Suryamas Lestari Prima sangat beragam dan terus bertambah karena disesuaikan dengan permintaan. Model pintu yang paling banyak dipesan adalah model Colonial, Acacia, dan SLP001. Produk moulding telah siap dijual tanpa dirakit. Namun mesin di bagian pemotongan dan pembuatan profil berbeda untuk moulding dan daun pintu karena bentuk dan profil keduanya berbeda.
Untuk menggambarkan uraian proses produksi daun pintu ini, disini diambil contoh model colonial 8P yang dianggap dapat memberikan gambaran proses produksi model lainnya.
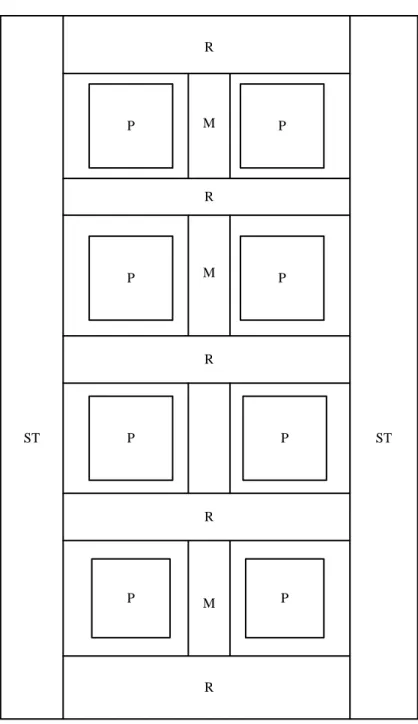
Gambar pintu beserta perincian komponen-komponennya adalah sebagai berikut: P P P P P P P P R R R R R M M M ST ST
Keterangan untuk setiap komponen-komponen daun pintu tersebut adalah sebagai berikut :
1. Panel adalah lembaran kayu berbentuk segi empat yang telah diberi profil bentuk sudut. Pada sebuah pintu ini terdapat 4 pasang panel yang sama ukurannya.
2. Rail (pen) adalah balok beralur yang dipasang pada bagian atas, tengah, dan bawah dari sebuah daun pintu. Komponen ini berfungsi untuk menghubungkan panel-panel pintu. Pada sebuah pintu model colonial terdapat 3 jenis rail.
3. Mullion adalah balok beralur pada kedua sisinya yang berfungsi sebagai penyangga rail dengan menghubungkan panel kiri dengan kanan. Pada sebuah daun pintu model colonial terdapat 3 buah mullion dengan panjang yang berbeda sesuai dengan panjang panelnya.
4. Style adalah bingkai yang paling luar dari sebuah pintu sebelah kiri dan kanan. Pada sebuah pintu terdapat dua buah style yang masing-masing beralur dan sudah dibor pada kedua ujungnya sebagai tempat memasang pasak pasak (disebut dowel).
Daun pintu yang diproduksi di PT. Suryamas Lestari Prima ada 2 tipe yakni solid dan veneer. Tipe veneer pemanfaatan bahan bakunya lebih efisien. Komponen panel tipe veneer dapat dibuat dari kayu yang cacat dan kayu-kayu kecil sisa pemotongan yang masih dapat dilem, dimampatkan, dan dilapis dengan lembaran kayu yang gradenya bagus sehingga menyerupai komponen
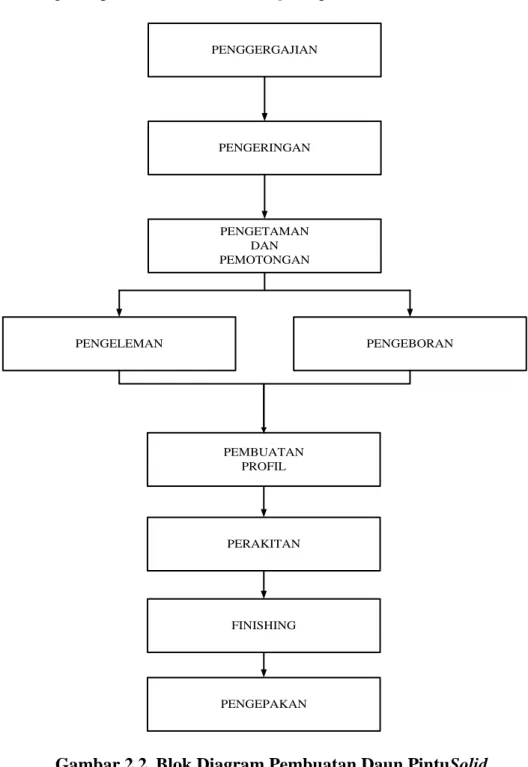
yang solid. Uraian produksi untuk daun pintu model colonial dengan bahan baku kayu gelondongan dapat dilihat dari block diagram pada Gambar 2.2.
PENGGERGAJIAN PENGEPAKAN FINISHING PERAKITAN PEMBUATAN PROFIL PENGELEMAN PENGEBORAN PENGETAMAN DAN PEMOTONGAN PENGERINGAN
1. Penggergajian
Penggegajian adalah proses pengubahan atau konversi kayu gelondongan menjadi papan, lat atau menjadi bagian-bagian yang lebih kecil dari sebelumnya. Di PT. Suryamas Lestari Prima kayu gelondongan yang diperoleh dari pemasok biasanya terlalu panjang untuk langsung digergaji (sekitar 20-25 feet). Kayu ini dipotong atau dikurangi panjangnya menjadi 8,10,11 feet.
Mesin yang digunakan adalah saw mill dan cross cut. Hasil penggergajian dari mesin ini disebut dengan sawn timber. Sawn timber ini kemudian diangkut ke bagian pengeringan dengan menggunakan forklift.
2. Pengeringan
Dalam pengolahan kayu proses pengeringan sangat penting dilakukan untuk :
1. Memperkecil kadar air pada kayu menjadi 11-20%
2. Mencegah serangan jamur dan serangga-serangga penggerek kayu. 3. Menaikkan kekuatan kayu dan agar kayu lebih mudah dikerjakan
untuk proses berikutnya.
PT. Suryamas Lestari Prima melakukan dua jenis pengeringan yaitu pengeringan secara alami di lapangan dan pengeringan dalam tungku-tungku pengeringan. Pengeringan alami memang lambat dan tergantung udara sekitar yang dipanaskan oleh matahari juga sirkulasi udara di sekeliling dan di sel-sel susunan kayu. Namun pengeringan di lapangan ini sangat perlu karena selain murah biayanya, penguapan air yang terjadi tidak terlalu cepat sehingga penyusutan yang tiba-tiba dan tidak merata tidak terjadi. Pengringan di lapangan
dilakukan selama ± 3 hari. Kayu-kayu gergajian dari saw mill atau yang langsung dari pemasok disusun sesuai dengan gradenya dan antara kayu dipasang stik agar sirkulasi udara baik. Jadi pekerjaan di lapangan ini selain melakukan bongkar muat kayu dari truk-truk juga memilih grade dan kemudian menyusunnya. Apabila mutu kayu sudah ada yang tidak sesuai atau rusak yang disebut dengan mutu afkir (lokal) maka kayu tersebut disusun tersendiri untuk menunggu pelelangan atau penjualan langsung dengan menegosiasikan harganya. Setelah 3 hari kayu kemudian diangkut ke KD dengan forklift untuk pengeringan lebih lanjut.
3. Proses Pembuatan Komponen Solid Door
Untuk produk solid door, meskipun terdapat berbagai tipe namun proses produksinya adalah sama.Hanya saja mungkin pada beberapa tipe produk ada bagian yang bentuknya tidak lurus (lengkung), yang harus dibentuk dengan suatu mesin potong khusus, yaitu mesin Band Saw. Ukuran panjang, lebar dan tinggi daun pintu rata-rata 2134 mm, 114 mm, dan 41 mm.
Proses pembuatan komponen solid door ini meliputi : 1. Pembuatan panel.
2. Pembuatan stile, rail, dan mulion 3. Pembuatan rail lengkung.
a. Pembuatan Panel
Pengetaman yang dimaksud disini adalah pengetaman kasar, dengan menggunakan mesin blanking planner, untuk menghilangkan permukaan yang kotor dan kasar, karena sisi pengetaman hanya satu, maka satu batang kayu harus dimasukkan dua kali ke dalam blanking planner.
- Pemotongan kasar (Mesin Under Cutter)
Kayu dipotong dengan toleransi tertentu (tidak dalam ukuran sebenarnya), untuk mendapatkan panjang yang diinginkan.
- Pengetaman sisi samping kayu dengan menggunakan alat ketam khusus yang disebut Surface Planner.
- Pengeleman (Mesin Clamping Press)
Potongan kayu yang telah dipotong lalu diberi perekat (lem) disisinya, kemudian direkatkan serta di press satu dengan yang lain dalam mesin Clamping Press. Biasanya untuk pembuatan panel ini disatukan tiga buah kayu.
- Pembelahan (Mesin Rip Saw)
Setelah proses di Clamping Press, kayu telah berbentuk lembaran yang kemudian diangkut ke mesin Rip Saw untuk dibelah. Pembelahan yang dimaksud di sini adalah untuk mengurangi ketebalan kayu, sekaligus meratakan permukaan kayu yang akan dibentuk menjadi panel.
Pemotongan yang dimaksud di sini adalah pemotongan dalam ukuran yang sebenarnya, sesuai dengan standard yang telah ditentukan.
- Penghalusan permukaan (Mesin Thicknesser)
Setelah dipotong dengan mesin table saw, kayu lalu diketam kembali sesuai dengan tebal yang diinginkan di mesin thicknesser. Proses pengetaman ini bertujuan untuk lebih menghaluskan permukaan panel. - Pembentukan Profil (Mesin Single Shapper)
Setelah melalui proses pengetaman, pemotongan maka bahan tersebut sudah berbentuk komponen dengan ukuran-ukuran yang sesuai dengan ketentuan. Pada bagian pembuatan profil ini panel yang sudah terbentuk dibentuk profil sisi panjang dan sisi pendeknya dengan menggunakan meisn single sharper.
- Penghalusan sisi (Mesin Panel Sander)
Keempat sisi panel yang dibentuk lalu dihaluskan kembali, sebagai sentuhan penghalusan akhir sebelum assembly untuk dirakit menjadi solid door.
b. Pembuatan Stile, Rail, dan Mullion
Pembuatan ketiga jenis komponen ini hampir sama. Prosesnya adalah : - Pengetaman keempat (Mesin Moulder)
Profil yang akan dibentuk di sini adalah profil negative, yaitu dengan menoreh bagian tengah sisi panjangnya, sebagai tempat melekatnya sisi panel. Pada stile, top, rail, dan bottom rail yang diperoleh adalah bagian
sisi dalamnya. Sedangkan pada mullion, rail yang berada di tengah, yang ditoreh adalah kedua sisi panjangnya.
c. Rail Lengkung
Khusus untuk pembentukan rail dengan model melengkung (tidak lurus), maka prosesnya harus melalui pengeleman terlebih dahulu, baru dipotong dengan mesin band saw, untuk membentuk lengkung yang diinginkan. Setelah itu dihaluskan kembali dan diberi profil di mesin single sharper.
4. Perakitan
Pada proses assembling (perakitan) ini dimulai dengan perakitan dowel pada style dan rail bagian bawah dan dilanjutkan dengan komponen lain, berurut sampai ke bagian atas. Setelah dirakit kemudian daun pintu di press dengan mesin door press table. Selain perakitan dengan dowel ada juga perakitan dengan mortise namun di PT. Suryamas Lestari Prima lebih banyak menggunakan perakitan dengan dowel.
5. Proses Finishing
Pada prose finishing dilakukan penyisipan atau revisi, pembersihan/ penghalusan dengan menggunakan kertas pasir dan hand sanders. Selanjutnya adalah pembersihan debu dengan air gun dan pemberian label sekaligus karton pengaman siku dan terakhir pemberian plastik dan pemanasan plastik sebagai pembungkus daun pintu. Dan hasil dari bagian finishing ini kemudian dibawa ke bagian pengepakan.
Proses pengepakan dimulai dengan proses pengetatan plastic dengan menggunakan mesin hot wrapping dan kemudian sebanyak 58 pintu dibundel untuk pesanan dan grade yang sama dengan menggunakan kawat baja. Setelah itu bundelan tersebut dibawa ke dalam container yang telah disediakan untuk dibawa ke Pelabuhan Belawan dan kemudian diangkut ke negara-negara yang memesannya.
2.4. Mesin dan Peralatan
PT. Suryamas Lestari Prima menggunakan susunan mesin dan peralatan tipe product layout. Pada tipe ini, mesin dan peralatan yang digunakan disusun berdasarkan urutan proses atau pekerjaan yang dibutuhkan untuk menyelesaikan suatu produk. Jadi, bahan yang dikerjakan mengalir dari mesin yang pertama sampai mesin yang terakhir. Perawatan pada mesin dilakukan dengan cara sebagai berikut :
1. Perbaikan Langsung
Hal ini dilakukan bila terdapat kerusakan pada saat produksi. Pada kondisi ini, pihak maintenance dari bengkel pabrik langsung memperbaiki mesin tersebut supaya proses produksi dapat berjalan kembali.
2. Pemeliharaan terencana
Pemeliharaan ini meliputi :
- Pemeriksaan, yaitu pemeriksaan terhadap peralatan produksi yang dilakukan satu kali dalam seminggu, jika ditemui kerusakan maka langsung diperbaiki.
2.5. Organisasi dan Manajemen
Dalam suatu perusahaan, organisasi dan manajemen mempunyai peranan yang sangat penting dalam mencapai target yang sudah disepakati bersama.
2.5.1. Struktur Organisasi
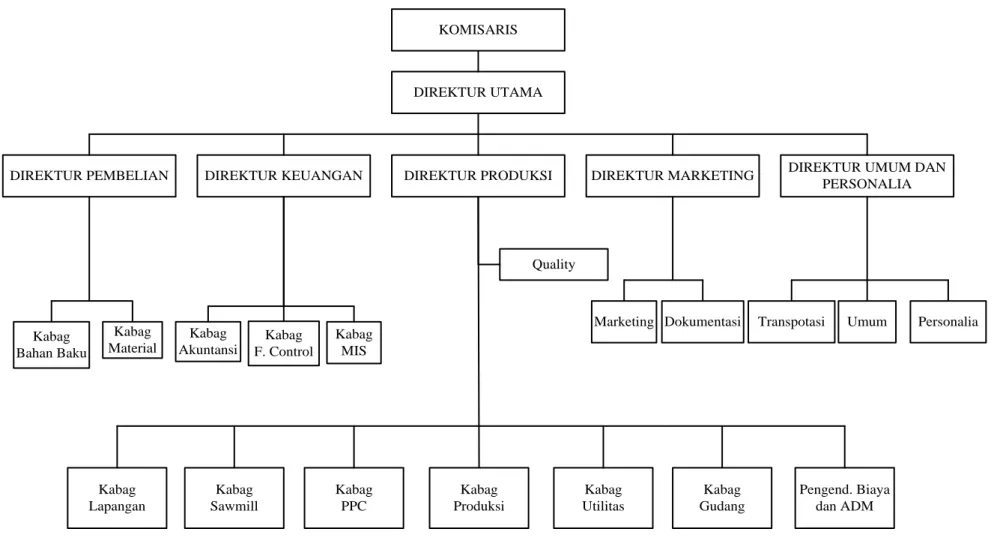
Dengan adanya organisasi setiap tugas dan kegiatan dapat didistribusikan secara teratur, efisien, dan efektif sehingga tujuan yang telah ditetapkan dapat dicapai. Pengorganisasian dari bagian yang berbeda-beda memerlukan struktur organisasi yang dapat mempersatukan sumber daya dengan cara teratur. Struktur organisasi merupakan gambaran skematis tentang hubungan-hubungan dan kerjasama diantara fungsi-fungsi, bagian-bagian atau posisi-posisi maupun orang-orang yang berada dalam organisasi untuk mencapai tujuan. Dengan adanya struktur organisasi, diharapkan dapat mengarahkan orang-orang yang berada dalam organisasi tersebut kepada keadaan sedemikian rupa sehingga mereka dengan baik melaksanakan aktivitas yang mendukung tercapainya sasaran perusahaan disamping melaksanakan aktivitas masing-masing.
KOMISARIS
DIREKTUR UTAMA
DIREKTUR UMUM DAN PERSONALIA DIREKTUR KEUANGAN
DIREKTUR PEMBELIAN DIREKTUR PRODUKSI DIREKTUR MARKETING
Personalia Umum Transpotasi Marketing Dokumentasi Kabag MIS Kabag F. Control Kabag Akuntansi Kabag Bahan Baku Kabag Material Quality Kabag Produksi Kabag Utilitas Kabag PPC Kabag Sawmill Kabag Lapangan Kabag Gudang Pengend. Biaya dan ADM
2.5.2. Pembagian Tugas, Wewenang, dan Tanggungjawab
Tugas, wewenang, dan tanggung jawab dari berbagai jabatan yang terdapat dalam struktur organisasi dapat dilihat pada Lampiran 1.
2.5.3. Tenaga Kerja dan Jam Kerja
Jumlah tenaga kerja PT. Suryamas Lestari Prima pada akhir tahun 2000 sebanyak 865 orang yang berupa tenaga kerja tetap dan karyawan lepas. Tenaga kerja tetap terdiri dari staf dan operator. Sedangkan karyawan lepas ini digunakan pada waktu penyelesaian suatu proyek sesuai dengan kontrak. Jika proyek sudah selesai maka ia tidak lagi bekerja dengan perusahaan itu kecuali ada kontrak baru.
Jam kerja di PT. Suryamas Lestari Prima mulai hari senin sampai hari Jumat adalah 8 jam kerja sedangkan sabtu 6 jam kerja, dan untuk satuan keamanan atau satpam 12 jam sehari.
2.5.4. Sistem Pengupahan, Fasilitas dan Jaminan Karyawan
Sistem pengupahan di PT. Suryamas Lestari Prima diatur berdasarkan status karyawan, yakni karyawan harian, bulanan, dan borongan. Karyawan harian adalah sebagian dari tenaga kerja langsung sedangkan karyawan bulanan adalah tenaga kerja tidak langsung dan tenaga kerja langsung yang berprestasi baik (memepunyai keahlian khusus) serta supervisor. Tenaga kerja borongan adalah tenaga kerja langsung pada bagian sawmill, sebagian pada bagian packing dan sebagian pada bagian laminating.
1. Upah pokok 2. Tunjangan jabatan
3. Tunjangan transport, makanm premi dan lain-lain.
Penetapan upah dilakukan berdasarkan pertimbangan jabatan, keahlian, kecakapan, prestasi, kerja dari karyawan yang bersangkutan. Pajak atas upah menjadi tanggungjawab karyawan masing-masing. Bagi karyawan yang melakukan kerja lembur akan mendapatkan upah tambahan yang dihitung berdasarkan tarif lembur (TUL).
Disamping upah pokok yang diterima karyawan, perusahaan memberikan jaminan social dan tunjangan kepada karyawan. Adapun tunjangan yang diberikan antara lain : a. Tunjangan Hari Raya dan Tahun Baru
Diberikan kepada karyawan yang sudah bekerja di perusahaan selama 12 bulan atau lebih, besarnya sesuai dengan kebijaksanaan perusahaan. Pembayaran THR yang dilakukan selambat-lambatnya 2 minggu sebelum hari raya masing-masing tiba. b. Biaya pengobatan yang bersifat insidential.
c. Pertanggungan kecelakaan kerja. d. Tunjangan kemalangan, dan lain-lain