81
PENGUJIAN KEKUATAN PRODUK BAJA STAINLESS 309 HASIL PENCETAKAN TIDAK KONTINU DENGAN METODE PENDINGINAN UDARA LUAR
Arif Tjahjono1 1
Program Studi Fisika Fakultas Sains dan Teknologi, UIN Syarif Hidayatullah Jakarta Jalan Ir. H. Juanda no 85 Jakarta Indonesia 15412
E-mail: ariftjahjono_07@yahoo.co.id
Abstrak
Telah dilakukan pembuatan produk baja stainless 309 melalui teknik pencetakan tidak kontinu, yaitu dengan menuangkan baja stainless 309 cair hasil peleburan satu persatu secara manual ke dalam cetakan. 30 menit setelah dimasukan ke dalam cetakan, cetakan langsung dibongkar dan baja stainless 309 yang sudah mulai membeku langsung mengalami proses pendinginan langsung dengan udara luar hingga mencapai temperatur ruang. Proses pendinginan ini berbeda dengan proses pendinginan pada umumnya yang biasanya dilakukan secara perlahan di dalam cetakan selama beberapa hari. Bahan cetakan yang dipergunakan yaitu pasir silica (SiO2) yang berbutir halus dan bersifat basah sehingga mudah dihancurkan. Untuk
mengetahui kualitas dari produk yang telah dihasilkan dilakukan pengujian terhadap sifat-sifat mekaniknya untuk selanjutnya dibandingkan dengan produk stainless steel 309 yang ada dipasaran.
Dari hasil pengujian kekerasan menunjukan nilai
kekerasannya mencapai 194 HBN dengan ketahanan ausnya sebesar 0,02457
mm
3/mm. Nilai kekuatan tarik yang terukur sebesar 536.03 N/mm
2dengan
elongasi 14.4%, sedangkan dari hasil pengamatan terhadap bentuk morfologi
permukaannya terlihat bahwa struktur dendrit tumbuh dari inti menuju keluar
dan pada akhir pembekuan tampak dendrit-dendrit tersebut akan saling
bertemu dengan bentuk permukaan yang relatif halus. Jika dibandingkan
dengan produk stainless 309 yang ada dipasaran, terlihat tidak adanya
perbedaan yang signifikan diantara keduanya, dimana nilai kekerasan sebesar
183 HBN dengan nilai ketahanan ausnya sebesar 0,04436 mm
3/mm dan nilai
kekuatan tariknya yang sebesar 568,89 N/mm
2dengan elongasi 14,9%. Bentuk
morfologi permukaannyapun relatif sama. Hasil ini membuktikan bahwa
kualitas produk baja stainless 309 yang telah dihasilkan dengan metode
pendinginan udara luar memiliki kualitas yang setara dengan produk stainless
steel 309 yang ada dipasaran, bahkan untuk nilai kekerasan dan ketahanan
ausnya memiliki nilai yang lebih tinggi, meskipun nilai kekuatan tariknya
masih berada dibawahnya. Keunggulan lainnya dengan teknik ini mampu
menghasilkan produk baja stainless 309 dalam waktu yang relatif lebih singkat
sehingga akan menghemat waktu produksinya.
Kata Kunci : Pencetakan tidak kontinu, cetakan pasir, sifat mekanik, struktur mikro. Abstract
The manufacture of stainless steel products 309 has made through printing techniques are uncontinuous, by pouring molten 309 stainless steel remelting one by one manually into the mold. 30 minutes after inserted into the mold, the mold immediately dismantled and 309 stainless steel are already beginning to freeze instantly cools directly with the outside air to room temperature. This cooling process is different from the cooling process in general, which are usually done slowly in the molds for a few days. Molding material used is silica sand
82 (SiO2) is fine-grained and are wet so easily destroyed. To determine the quality of products that has been produced by testing the mechanical properties for subsequent comparison with 309 stainless steel products in the market. From the test results show the violence reached 194 HBN hardness value with the wear resistance of 0.02457 mm3 / mm. The value of tensile strength were measured at 536.03 N / mm2 elongation 14.4%, while from the observation of the morphology of the surface it appears that the structure of dendrites grow from the core toward the exit and at the end of the freezing looked dendrites will meet with the shape of the surface is relatively smooth, When compared with 309 stainless products in the market, look no significant difference between the two, where the hardness of 183 HBN to value the wear resistance of 0.04436 mm3 / mm and its strength values were at 568.89 N / mm2 elongation 14.9%. The surface relatively similar morphology. This result proves that the quality of stainless steel products 309 which have been produced by the method of cooling the outside air has a quality that is equivalent to stainless steel products 309 in the market, even to the hardness and durability of the wear has a higher value, although the value of the strength of the attraction they are below , Another advantage with this technique is capable of producing 309 stainless steel product in a relatively short time thus saving time of production.
Keywords: Uncontinous Printing is not continuous, the sand mold, mechanical properties, microstructure.
Pendahuluan
Baja stainless 309 saat ini telah menjadi salah satu pilihan utama sebagai bahan baku untuk membuat produk-produk logam, mulai dari produk sederhana hingga komponen-komponen canggih, hal ini tak lepas dari berbagai keunggulan yang dimiliki baja jenis ini, seperti kekerasannya yang sangat baik, tahan terhadap keausan, tahan korosi, dan lain-lain. Namun untuk mencapai sifat-sifat tersebut ternyata tidaklah mudah, mengingat sifat-sifat tersebut baru dapat tercipta jika adanya perpaduan yang seimbang antara unsur-unsur pemadunya dengan teknik pembuatan yang tepat (BLAIR, Malcolm, 1990).
Ada tiga teknik untuk membuat produk baja yaitu melalui teknik pencetakan kontinu, semi kontinu dan pencetakan tidak kontinu (DONALD Peckner, 1977). Untuk pembuatan dengan teknik pencetakan kontinu dilakukan oleh industri peleburan logam utama yang dilakukan secara komputerisasi, sehingga kualitas produk yang dihasilkan lebih terjamin, begitu pula halnya dengan teknik pencetakan semi kontinu yang dikerjakan oleh industri menengah dengan bantuan sistem komputerisasi. Namun, tidak demikian halnya
dengan produk yang dihasilkan melalui teknik pencetakan tidak kontinu yang dilakukan oleh industri kecil. Hasil produksi dengan teknik ini dinilai masih memiliki banyak kekurangan terutama kualitasnya yang masih rendah, padahal sangat banyak produk baja stainless yang dihasilkan melalui teknik ini terutama untuk komponen-komponen sederhana. Hal ini terjadi karena semua tahapannya masih dilakukan secara manual, sehingga kualitas produk baja yang dihasilkan juga masih sangat tergantung dari faktor-faktor yang mempengaruhinya selama proses produksinya, seperti komposisi pemadu yang seimbang, teknik penuangan yang tepat dan metode pendinginan yang digunakan. Semua faktor-faktor tersebut sangat mempengaruhi kualitas dari baja stainless yang dibuat melalui teknik tidak kontinu. Oleh karenanya menjadi sangat menarik untuk meneliti tentang proses pembuatan baja stainless 309 yang dibuat melalui teknik penuangan tidak kontinu, namun dalam penelitian ini juga akan dilakukan eksperimen saat proses pendinginannya, dimana umumnya proses pendinginan produk pencetakan biasanya dilakukan didalam cetakan selama beberapa hari lamanya hingga mencapai temperatur ruang dan membeku seluruhnya, namun pada
83 penelitian ini proses pendinginannya
menggunakan bantuan udara luar, yaitu 30 menit setelah baja cair dituang ke dalam cetakan, cetakan langsung dibongkar dan baja cair yang telah hampir membeku tersebut langsung mengalami pendinginan dengan udara luar. Setelah membeku seluruhnya dan mencapai temperatur ruang, produk tersebut selanjutnya diuji secara mekanik untuk mengetahui kekuatannya.
Melalui penelitian ini diharapkan akan diperoleh suatu standar pembuatan yang tepat untuk teknik ini yang disertai dengan terciptanya efesiensi waktu untuk dalam proses produksinya.
Eksperimen
Proses pembuatan baja stainless 309 dalam penelitian ini diawali dengan penyiapan pola untuk membuat cetakan, selanjutnya pembuatan cetakan yang terbuat dari pasir, kemudian meleburkan bahan baku baja dalam tanur, penuangan dalam cetakan dan proses pendinginan baja hasil pencetakan hingga menjadi produk baja stainless 309. Khusus pada tahap pendinginannya dilakukan eksperimen dengan menggunakan metode pendinginan dengan udara luar sehingga diharapkan melalui eksperimen ini dapat menghemat waktu produksi namun tidak mengurangi kekuatannya.
Proses pertama adalah proses penyiapan pola yang dilakukan dengan membuat pola yang terbuat dari kayu sebagai pola untuk membuat cetakannya. Pada teknik pencetakan tidak kontinu cetakan memang dibuat manual satu persatu berdasarkan pada pola yang sudah disiapkan. Pola yang digunakan dalam penelitian ini berbentuk pola padat (solid pattern) yang terbuat dari kayu dengan dimensi 220 mm x 100 mm yang diintinya terdapat cetakan yang berbentuk silinder dengan ukuran 150 mm x 20 mm. Rangka cetakan dibentuk menjadi dua bagian yaitu bagian atas (cope) dan bagian bawah (drag).
Pembentukan rangka model ini akan memudahkan dalam membuat cetakannya. Berikut ini gambar pola yang terbuat dari kayu yang telah disiapkan.
Gambar 1. Pola yang Terbuat dari Kayu
Pola yang telah disiapkan tersebut selanjutnya digunakan untuk membuat cetakan (moulding). Dalam penelitian ini cetakan yang dibuat menggunakan pasir silika (Si02) yang
telah mengalami pencampuran. Digunakannya cetakan pasir agar mudah dibongkar saat proses pendinginannya, selain itu cetakan pasir merupakan jenis cetakan yang paling murah dan dapat dipergunakan lagi (
SOURMAIL,
Thomas, 2001)
. Pasir yang digunakan untuk membuat cetakan ini dipilih yang berukuran kecil dan berbutir basah, sehingga diharapkan akan menghasilkan permukaan baja stainless 309 yang halus dan memiliki nilai kolapsibilitas dan reusabilitas yang baik. Kolapbilitas adalah kemampuan cetakan dalam membebaskan produk cetakan untuk menyusut tanpa menyebabkan produk cetakan menjadi retak, sedangkan reusabilitas adalah kemampuan pasir untuk digunakan kembali sebagai cetakan berikutnya.Untuk lebih menjamin kekuatan dari cetakan yang dibuat agar tidak mudah hancur, maka dialirkan gas CO2 ke dalam cetakan
pasir pada tekanan 1 sampai 1,5 Kgf/cm2. Proses ini dapat memperkeras permukaan cetakan sekaligus lebih memperhalus permukaan produk yang akan dibuat. Berikut ini gambar cetakan pasir yang digunakan dalam penelitian ini.
84
Gambar 2. Cetakan Pasir
Kelemahan dari cetakan pasir ini adalah mudah tertinggalnya butiran-butiran pasir di permukaan cetakan, hal ini jika tidak diperhatikan dapat menyebabkan terjadinya cacat pada produk yang akan dihasilkan, terutama cacat yang berupa sand inclusion yaitu cacat akibat terjebaknya butiran pasir di dalam cetakan.
Proses selanjutnya adalah peleburan bahan baku baja stainless 309. Bahan baku yang dipergunakan adalah potongan-potongan baja stainless bekas atau baja skrap. Bahan baku ini kemudian dimasukkan ke ruang bakar dan ditiupkan Oksigen (± 1000) lewat Oxygen Lance ke ruang bakar dengan kecepatan tinggi. Gas oksigen berfungsi untuk mengikat karbon dari besi kasar sehingga kadar karbon dalam besi kasar berangsur-angsur turun sampai mencapai tingkat baja yang dibuat. Kemudian ditambahkan bubuk kapur (CaO) untuk menurunkan kadar P dan S. Setelah proses oksidasi selesai maka aliran oksigen akan dihentikan. Tungku kemudian dimiringkan dan baja cair diambil untuk dilakukan analisa komposisi kimia dengan menggunakan spectrometer, untuk selanjutnya dilakukan proses penuangan kedalam cetakan pasir yang telah dipersiapkan. Kelemahan bahan baku yang berasal dari skrap adalah sulitnya mengatur komposisi pemadu yang tepat, meskipun sebelum dilakukan proses penuangan dilakukan pengukuran dengan spketrometer, padahal kesimbangan komposisi juga akan sangat mempengaruhi kualitas dari produk baja stainless 309 yang akan dihasilkan (
DAVID, J.R., 1994)
. Dari hasil ujispectrometer diketahui bahwa kandungan dua unsur utama yaitu kromium sebesar 26,520% dan nikel sebesar 12,692% sudah sesuai dengan standar untuk baja stainless 309, dimana kandungan kedua unsur tersebut telah sesuai dengan standar spesifikasi untuk baja stainless 309 yang harus memiliki kandungan kromium 26 - 30% dan nikelnya 14 – 18%. Berikut ini gambar proses peleburan baja stainless 309 hingga menjadi baja cair.
Gambar 3. Proses Peleburan Baja Di Dalam
Tanur
Proses berikutnya adalah proses penuangan baja stainless 309 cair ke dalam cetakan. proses penuangan merupakan proses yang paling penting dalam membuat produk baja dengan teknik penuangan tidak kontinu. Pada proses ini, kecepatan penuangan baja cair ke dalam cetakan akan sangat mempengaruhi kualitas produk baja stainless 309 yang akan dihasilkan. Kegagalan produk akibat proses penuangan yang tidak tepat dapat menyebabkan porositas yang akan menurunkan sifat-sifat mekanisnya Oleh karenanya, pada proses ini diperlukan keterampilan operator dalam menuangkan baja cair tersebut ke dalam cetakan untuk menjaga keseimbangan kecepatan penuangannya. Proses penuangan tidak boleh terlalu cepat namun juga tidak boleh terlalu lambat. Jika terlalu cepat kemungkinan dapat menyebabkan terjadinya gas/sand porosity yaitu cacat produk akibat adanya gas/pasir yang terjebak di dalam cetakan, namun jika terlalu lambat dapat menyebabkan pembekuan yang tidak seragam. Dari beberapa kasus ternyata keterampilan operator dalam proses penuangan ternyata
85 berdampak besar terhadap kualitas produk
yang akan dihasilkan. Berikut ini proses penuangan tidak kontinu yaitu secara manual menuangkan baja cair ke dalam cetakan.
Gambar 4. Tahapan Penuangan Baja Cair Ke
Dalam Cetakan
Tahapan terakhir dalam proses pembuatan baja melalui teknik tidak kontinu ini adalah proses pendinginannya. Pada proses ini sedikit dilakukan eksperimen yaitu dengan menggunakan udara luar, karena umumnya proses pendinginan dilakukan di dalam cetakan. Pada penelitian ini, setelah baja cair dituangkan ke dalam cetakan, 30 menit kemudian cetakan langsung dibongkar dan produk yang berupa baja stainless 309 yang baru mulai membeku tersebut langsung didinginkan dengan udara luar hingga mencapai temperatur ruang. Melalui eksperimen ini memang dihasilkan suatu produk baja stainless 309 yang lebih cepat kurang lebih sekitar 2 jam dibandingkan dengan metode pendingian di dalam cetakan yang dapat mencapai 1 hari bahkan lebih. Berikut ini gambar proses pembongkaran produk baja stainless 309 dari cetakan. Temperatur dari produk coran tersebut diperkirakan masih sekitar 800 0C sehingga masih memerlukan beberapa jam untuk benar-benar sama dengan temperatur ruang.
Gambar 6. Proses Pembongkaran Cetakan yang
Langsung Didinginkan Dengan Udara Luar
Setelah dibongkar produk baja stainless 309 tersebut dibiarkan di udara terbuka hingga mencapai temperatur ruang. Berikut gambar baja stainless 309 hasil pencetakan tidak kontinu melalui metode dengan pendinginan udara luar yang telah berhasil dibuat.
Gambar 7. Produk Baja Stainless 309
Produk baja stainless 309 yang telah dibuat, selanjutnya akan mengalami serangkaian pengujian untuk mengetahui kualitasnya yang selanjutnya akan dibandingkan dengan produk baja stainless 309 yang ada dipasaran. Beberapa pengujian yang dilakukan meliputi pengujian radiografi untuk mengetahui ada atau tidaknya cacat produk, pengamatan metalografi untuk mengetahui topografi permukaannya, pengujian kekerasan untuk mengetahui tingkat kekerasan dari produk tersebut, pengujian keausan untuk mengetahui ketahanan ausnya terhadap abrasi dan pengujian tarik untuk mengetahui kekuatan tariknya. Beberapa parameter yang digunakan dalam pengujiannya secara lengkap sebagai berikut.
86
Source X – ray : 180 KV – 5 mA
Film type : Agfa Gevaert – D7
Penetrameter : DIN FE 10 ISO 16
Source of film distance : 650 mm
Expose time : 2.5 menit
Developing time : 5 menit
Film density : 1.5 – 2.5
Unsharpness of geometry :< 0.5 mm
Sensitivity : 2 %
Screen front / back : 0.05 / 0.05 mm b) Pengamatan metalografi :
Alat yang digunakan adalah Mikroskop Optik Wild Heerbrugg Type 162065 dan Metalloplan/Letz Wetzlar Type 963194. Proses pengambilan gambarnya dilakukan dengan menggunakan kamera digital Nikon Coolpix 4500 dibantu dengan sumber cahaya Wild MPS15 Semiphotomat dan komputer. Untuk mendapatkan permukaan uji yang benar-benar mengkilap dilakukanlah polishing dan etsa (CALLISTER, Jr.,William D., 1997). Etsa yang digunakan adalah etchant Kalling yang terdiri dari campuran 1,5g CuCl2, 33ml
etanol, 33ml H2O dan 33ml HCl.
c) Pengujian kekerasan :
Menggunakan metode Brinell dengan kondisi alat saat pengujian dilakukan adalah sebagai berikut
Frank Welltest
P = 1840 N
Diameter Bola = 2,5 mm d) Pengujian keausan :
Merk Mesin Uji : Ogoshi
Tebal Cincin ( B ) : 3,3 Diameter Cincin (d) : 29.4 Beban ( P ) : 6.32 Jarak Luncur ( x ) : 66.6 Kecepatan Putar : 1.63 e) Pengujian tarik :
Merk Mesin uji tarik : Schenck Trebel
Kapasitas Beban : 100 kN
Besarnya Gaya : 5 kN/cm
Hasil dan Pembahasan
Sebelum dilakukan pengujian mekanik maka dilakukan pengujian pendahuluan yaitu pengujian radiografi. Pengujian ini bertujuan untuk mengetahui tingkat keberhasilan dari proses pencetakan yang telah dilakukan. Dari hasil pengujian radiografi, diketahui bahwa dari jumlah total 22 sampel baja stainless 309 yang telah dibuat terdapat 2 sampel yang mengalami kecacatan, meskipun secara visual cacat-cacat produk tersebut tidak terlihat, namun dari hasi radiografi teridentifikasi ada cacat produk, sehingga kedua sampel tersebut tidak akan gunakan sebagai sampel untuk pengujian sifat-sifat mekanik selanjutnya. Berikut ini gambar ke-22 buah produk baja stainless 309 hasil pencetakan tidak kontinu.
Gambar 8. Baja Stainless 309 Hasil Pencetakan
Tidak Kontinu
Gambar 9. Foto Hasil Radiografi
Dari gambar diatas terlihat bahwa produk baja stainless 309 yang dihasilkan terutama pada nomor 17 terdapat cacat yang berupa titik dan kemungkinan besar cacat titik tersebut berupa pin hole yang berisi rongga udara akibat adanya udara yang terjebak didalam cetakan. Hal ini sangat mungkin terjadi karena cetakan yang dipergunakan adalah cetakan
87 pasir silika (SiO2). Kecepatan pendinginan
pada cetakan pasir berlangsung sangat lambat dapat memicu resiko munculnya rongga-rongga udara dalam produk hasil coran (SURDIA, Tata, SAITO, Shinroku, 2000).
Jenis pasir yang digunakan untuk membuat cetakan ini juga pasir yang berukuran kecil sekitar ± 600 mesh dengan tujuan agar permukaan produk baja stainless 309 yang akan dihasilkan lebih halus dan memiliki kekuatan yang tinggi, namun ternyata jenis pasir yang berbutir kecil ini juga memiliki kekurangan seperti sifat permeabilitasnya yang rendah, sehingga kemampuannya untuk membebaskan gas-gas dalam rongga cetak selama proses penuangan menjadi sangat kecil (SURDIA, Tata, SAITO, Shinroku, 2000
)
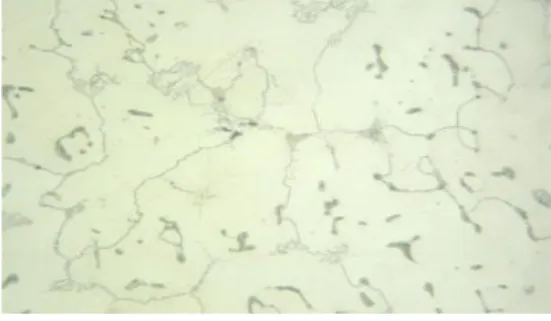
. Sebenarnya penggunaan pasir yang berbutir kecil ini coba diimbangi dengan penggunaan jenis pasir kecil yang bersifat basah, karena penggunaan pasir yang bersifat basah diharapkan dapat menaikan nilai kolapsibilitasnya, yaitu kemampuan cetakan dalam membebaskan produk coran untuk menyusut tanpa menyebabkan coran menjadi retak, dan hal tersebut terbukti bahwa peristiwa retakan ini memang tidak terjadi pada semua produk baja stainless 309, melainkan hanya 2 sampel dari 22 sampel yang telah dibuat, meskipun ternyata terjadinya cacat yang berupa sand blow dan pin hole tetap tidak dapat dihindari. Secara keseluruhan keberhasilan cetakan pasir ini untuk membuat produk yang baik tanpa adanya kecacatan juga telah mencapai 90,90%.Jika dilihat dari hasil pengamatan metalografinya terlihat struktur dendrit tumbuh dari inti menuju keluar dan pada akhir pembekuan tampak dendrit-dendrit tersebut akan saling bertemu dengan bentuk permukaan yang relatif halus. Pembentukan dendrit seperti ini akan menghasilkan butiran kristal segi banyak dalam orientasi yang sembarang. Dari hasil metalografi juga terlihat bahwa fasa utamanya sangat kuat dengan batas antar butir yang jelas. Berikut ini gambar hasil
metalografi baja stainless 309 hasil pencetakan tidak kontinu yang telah berhasil dibuat.
Gambar 10. Metalografi Baja Stainless 309 Hasil
Pencetakan Tidak Kontinu
Jika dibandingkan dengan hasil metalografi untuk baja stainless 309 yang ada dipasaran ternyata produk baja stainless 309 yang telah dihasilkan juga memiliki kesamaan dalam pola morfologi permukaannya, dimana struktur dendrit tumbuh dari inti menuju keluar dan pada akhir pembekuan tampak dendrit-dendrit tersebut akan saling bertemu dengan bentuk permukaan yang relatif halus. Berikut gambar hasil metalografi produk baja stainless 309 yang ada dipasaran.
Gambar 11.Hasil metalografi Produk Baja Stainless
yang Ada Dipasaran
Kedua hasil metalografi diatas juga menunjukan bahwa baja tersebut memiliki pola karbida yang terdispersi dengan merata. Hasil ini akan memperkuat hasil pengujian terhadap sifat-sifat mekanisnya. Pengujian sifat-sifat mekanisnya berupa pengujian kekerasan, ketahanan aus dan pengujian kekuatan tarik. Berdasarkan hasil pengujian kekerasan yang dilakukan pada beberapa titik, terlihat bahwa nilai kekerasan rata-rata untuk produk baja stainless 309 yang telah
88 dihasilkan memiliki nilai kekerasan yang lebih
tinggi yaitu 185 HB jika dibandingkan dengan produk baja stainless 309 yang ada dipasaran yang hanya sekitar 183 HB. Nilai kekerasan yang lebih tinggi ini dapat dimungkinkan akibat dari teknik penuangan yang berbeda, selain itu perbedaan ini juga dapat diakibatkan karena lebih tingginya kandungan karbon yang terdapat di dalam produk baja stainless 309 yang telah dibuat, terlebih lagi bahan baku yang digunakan merupakan baja skrap yang memang memiliki tingkat kesulitan tersendiri untuk meramunya, namun perbedaan tingkat kekerasan ini sangat tidak signifikan dan masih dalam standar kekerasan untuk baja stainless 309, sehingga dapat dikatakan bahwa produk baja stainless 309 yang telah dihasilkan memiliki tingkat kekerasan yang setara dengan produk baja stainless 309 yang ada dipasaran meskipun sedikit lebih tinggi.
Berikut ini adalah tabel perbandingan antara hasil pengujian kekerasan dengan metode Brinell dari produk baja stainless 309 yang dihasilkan dengan produk baja stainless 309 yang ada dipasaran.
Tabel 2. Hasil Pengujian Kekerasan Produk
Stainless 309
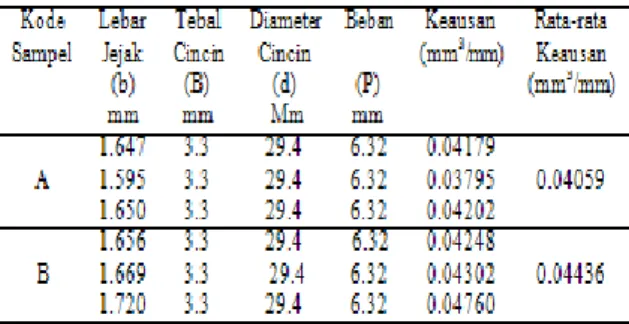
Besar nilai kekerasan yang dihasilkan, jelas akan berdampak positif terhadap nilai ketahanan ausnya. Semakin keras permukaannya maka nilai keausannya akan semakin kecil, ini menunjukan bahwa permukaan yang mengalami abrasi akibat pengikisan juga semakin sedikit, berarti bahan tersebut semakin keras. Berikut ini tabel perbandingan hasil pengujian keausan untuk masing-masing produk baja stainless 309.
Tabel 3. Tabel Ketahanan Aus Baja Stainless309
Terdapat dua kode sampel yaitu kode A dan B. Sampel kode A merupakan produk baja stainless 309 yang telah berhasil dibuat sedangkan sampel kode B produk baja stainless 309 yang ada dipasaran. Terlihat bahwa sampel dengan kode memiliki nilai rata-rata keausanya sekitar 0,04059 mm3/mm, nilai tersebut lebih kecil jika dibandingkan dengan sampel kode B yang memiliki nilai rata-rata keausannya sebesar 0,04436. Perbandingan tersebut menunjukan bahwa produk baja stainless 309 yang telah dibuat memiliki nilai ketahanan aus yang lebih baik jika dibandingkan dengan baja stainless 309 yang ada dipasaran. Hasil ini sejalan dengan pengujian kekerasannya yaitu semakin keras bahan maka ketahanan aus bahan tersebut juga akan semakin baik, sehingga dapat dikatakan bahwa produk stainless steel 309 yang telah dibuat memiliki sifat ketahanan aus yang lebih baik jika dibandingkan dengan produk stainless steel 309 yang ada dipasaran meskipun tidak terlalu signifikan.
Bentuk pengujian terakhir adalah pengujian kekuatan tarik. Pengujian tarik bertujuan untuk mengetahui sifat mekanik tarik dari produk baja stainless 309 hasil
pencetakan tidak kontinu. Pada pengujian ini
juga terdapat 2 kode sampel yaitu sampel kode A yang merupakan produk baja stainless 309 yang btelah berhasil dibuat dan sampel kode B untuk produk baja stainless 309 yang ada dipasaran. Dari hasi pengujian tarik dikethui bahwa sampel dengan kode A memiliki kekuatan tarik sebesar 568,89 N/mm2 ,
89 sedangkan sampel kode B memiliki kekuatan
tarik sebesar 576,03 N/mm2.
Terlihat bahwa kekuatan tarik yang dihasilkan oleh baja stainless 309 yang telah dibuat masih dibawah nilai kekuatan tarik dari produk baja stainless 309 yang ada dipasaran. Hasil ini berkorelasi positif dengan nilai kekerasannya, yaitu semakin tinggi nilai kekerasan suatu bahan maka nilai kekuatan tariknya cenderung menurun, namun jika diamati lebih mendalam dari hasil pengujian tarik pada kedua sampel tersebut tidak ada perbedaan yang cukup signifikan diantara keduannya (SMALLMAN, R.E, BISHOP,R.J, 2000). Berikut ini tabel kekuatan dari dari kedua produk tersebut.
Tabel 4. Pengujian Kekuatan Tarik
Dari serangkaian pengujian yang telah dilakukan dapat dikatakan bahwa proses pembuatan baja stainless 309 melalui teknik penuangan tidak kontinu ini telah dapat menghasilkan produk yang memiliki kualitas yang baik atau setara dengan produk baja stainless 309 yang ada dipasaran, dibuktikan dari hasil pengujian kekerasan dan keausan dan pengujian kekuatan tarik terhadp kedua produk tersebut.
Kesimpulan
Telah berhasil dibuat baja stainless 309 melalui teknik penuangan tidak kontinu yang menggunakan cetakan pasir dengan kualitas yang baik, dibuktikan dari hasil pengujian kekerasannya yang mencapai 185 HBN dengan nilai rata-rata ketahanan ausnya sebesar 0,04059 mm3/mm, hasil ini lebih baik jika dibandingan dengan nilai kekerasan dan
nilai ketahanan aus dari produk baja stainless 309 hasil pencetakan kontinu, meskipun jika dilihat dari nilai kekuatan tariknya yang sebesar 568,89 N/mm2 dengan elongasi 14,9% tidak sebaik baja stainless 309 hasil pencetakan kontinu. Adanya penambahan ataupun pengurangan terhadap nilai-nilai tersebut secara umum tidak akan berdampak secara signifikan karena perbedaanya yang relative sangat kecil. Rekayasa dengan menggunakan udara luar saat proses pendinginannya ternyata mampu mempercepat waktu pembuatan produk baja stainless 309 tersebut tanpa mengurangi kekuatannya.
Daftar Pustaka
BLAIR, Malcolm, 1990, “Metals Handbook Volume 1 – Properties and Selection : Irons, Steels, and High – Performance Alloys “, 10th
, edition, Steel Founder’s Society of America.
CALLISTER, Jr.,William D., 1997, “Materials Science and Engineering–an Introduction “, John Wiley & Sons, Inc.
DAVID, J.R., 1994, “ASM Specialty Handbook – Metallography and Microstructures ” , Vol 9, ASM International Handbook
Committee, Ohio.
DONALD Peckner, 1977, “Handbook of Stainless Steel “ , McGraw-Hill. SMALLMAN, R.E, BISHOP,R.J, 2000 “
Metalurgi Fisik Modern Dan Rekayasa Material “, Terj. dari Modern Physical metallurgy and materials engineering, oleh Djaprie, Sriati, Erlangga, Jakarta.
SOURMAIL, Thomas, 2001, “Precipitation In Creep Resistant Austenitic Stainless Steel “, Materials Science and Technology, Cambridge.
SURDIA, Tata, SAITO, Shinroku, 2000 “ Pengetahuan Bahan Teknik “, Cetakan V, Pradnya Paramita, Jakarta.