PENGARUH RADIUS PEMUTUS GERAM PAHAT BUBUT HSS
TERHADAP PANJANG GERAM PADA PROSES PEMBUBUTAN
Oleh :
Junaidi Adriansyah
Staf Pengajar Teknik Mesin Politeknik Negeri Padang ABSTRACT
At process having to do with machines or turning material that ductile usually having problem. For example at cutting process have income chip that continue or not broken. So chip be turn at material. The matter can be disturb in turning process, much time that free to clean teh chip, because the machine always turn on and turn off. The solution is used cutting chip radius that long chip. So turn machine operator can work with efficient and quality of work more increase.
Purpose of the research is to know large of cutting radius that appropriate to turn steel S 45 C and to know how for effect of large of cutting radius to long of chip.
Based on data analysis that regressed having result of experiment with used radius 0,25 (mm) income long of chip average 11,09 (mm), radius 0,5 (mm) income long of chip average 17,54 (mm), radius 0,75 (mm) income long of chip average 23,45 (mm), radius 1,0 (mm) income long of chip average 32,41 (mm), radius 1,25 (mm) income long of chip 42,91 (mm), radius 1,3 (mm) income long of chip average 55,45 (mm). Include the larger of cutting chip radius so income long the chip can be long form long turning process, so turn of chip at material or object be able to displacement.
Key word : Cutting chip radius, long the chip
I. PENDAHULUAN I.1 Latar Belakang
Pada proses permesinan/pembubutan bahan yang liat (ductile) atau baja perkakas dan baja tahan karat seringkali mengalami banyak hambatan. Misalnya pada proses pemotongan menghasilkan geram yang kontinyu atau tidak terputus-putus, sehingga geram terlilit pada material yang dibubut. Hal ini akan menganggu dalam proses pembubutan tersebut, banyak waktu yang terbuang untuk membersihkan geram tersebut dengan seringnya mematikan dan menghidupkan mesin.
Pada proses pembubutan dengan
menggunakan pahat HSS jarang sekali digunakan radius pemutus geram untuk memutus geram, sehingga geram yang dihasilkan cendrung panjang dan ini dapat membahayakan operator mesin bubut dan juga merupakan hambatan dalam proses
pembubutan. Untuk mengatasinya
digunakanlah radius pemutus geram dalam pengendalian geram sehingga ini juga berpengaruh terhadap karakteristik geram yang
dihasilkan pada proses permesinan, salah satunya adalah panjang geram.
Untuk itu perlu adanya analisa tentang radius pemutus geram terhadap panjang geram, sehingga operator mesin bubut dapat bekerja dengan efisien dan kwalitas pekerjaan lebih meningkat. Sehubungan dengan hal tersebut diatas, maka dalam penelitian ini sejauh mana pengaruh radius pemutus geram dapat ditentukan besarnya.
1.2 Tujuan Dan Manfaat Penelitian Tujuan
Adapun tujuan dari penelitian ini adalah sebagai berikut :
1. Untuk mengetahui besarnya radius pemutus geram yang tepat untuk pembubutan baja S 45 C
2. Untuk mengetahui sejauh mana pengaruh besarnya radius pemutus geram terhadap panjang geram (Chip)
Manfaat
1. Diharapkan dari hasil penelitian ini dapat dimanfaatkan pada proses belajar
mengajar terutama dijurusan teknik mesin pada proses permesinan dibengkel Politeknik Negeri Padang.
2. Dengan diperolehnya data tentang besarnya radius pemutus geram yang tepat akan dapat membantu operator/teknisi dan mahasiswa serta staf pengajar dalam pekerjaan membubut.
II. TINJAUAN PUSTAKA
Proses pemotongan logam merupakan suatu proses yang digunakan untuk merubah suatu produk dari logam atau komponen mesin dengan cara memotong. Proses pemotongan logam dapat dikelompokkan menjadi beberapa macam, salah satunya proses pemotongan dengan menggunakan pahat potong yang dipasang pada mesin perkakas yang sering disebut proses permesinan.
2.1. Elemen Dasar Proses Pembubutan
Elemen dasar Proses bubut dapat dihitung dengan rumus berikut :
a. Kecepatan Potong : V=
1000
dn
∏
; m/minb. Kecepatan makan : Vf = f . n ; mm/min c. Waktu pemotongan : tc = lt/Vf ; min
d.
Kecepatan penghasilan geram : z = AV ; cm3Dimana : A = Penampang geram sebelum terpotong = f.a ; mm2
Z = f.a.V ; cm3/min
Pada setiap proses permesinan sudut potong utama (Kr) mempunyai peranan yang penting. Untuk harga a dan f yang tetap, sudut ini menentukan harga lebar
dan tebal geram sebelum terpotong (b dan h)
- Lebar geram sebelum terpotong : b =
Kr
a
sin
; mm- Tebal geram sebelum terpotong : h = f sin Kr ; mm
Sehingga penampang geram sebelum terpotong dapat ditulis
A = f.a = b.h ; mm 2
e. Kedalaman pemotongan (Deph of cut) ; a (mm)
2.2. Geometri Pahat Potong Mesin Bubut
Pahat potong pada mesin bubut umumnya bermata tunggal (single point) dan bentuk perkakas potong secara keseluruhan akan dapat berubah menyesuaikan dengan variasi bentuk yang akan dipotong.
Nama bagian – bagian pahat potong pada mesin bubut :
1. Bagian dasar (base), adalah bagian permukaan dari pemegang (shank)
2. Bagian muka (face), adalah bagian sisi depan yang melepas tatal (chip) dari benda kerja
3. Flank, adalah bagian permukaan samping pahat potong dibawah sisi potong
4. Bagian ujung (Nose), adalah bagian ujung pahat yang dibentuk dari sisi potong dan bagian sisi depan (flank)
5. Bagian ujung beradius (Nose radius), adalah bagian ujung yang dibentuk (digerinda) radius, dan ukuran radius yang dibentuk akan mempengaruhi kwalitas permukaan. Untuk proses pembubutan kasar radius yang ujung pahat kira-kira 0,38 mm dan pengerjaan akhir digunakan radius yang besar kira-kira 1,2,3 (mm).
6. Point, adalah bagian ujung pahat yang dibentuk (dengan gerinda) untuk tujuan pemotongan tertentu.
7. Bagian pemegang (shank), adalah bagian bodi pahat potong yang dipegang oleh pemegang pahat mesin (tool holder)
2.3. Pengendalian geram
Dalam proses pembubutan,
pengendalian dan pembuangan
serpihan/geram penting sekali bagi operator maupun pahat. Geram atau serpihan yang panjang akan membelit disekeliling benda kerja dan mesin.
Beberapa cara untuk pengendalian dan pembuangan serpihan :
1. Menggerinda muka pahat sepanjang tepi pemotongan dengan kedalaman 0,38 sampai 0,76 (mm) hal ini dikenal sebagai pemutus serpihan/geram jenis tangga. 2. Menggerinda alur jenis kecil (sekitar 0,38
mm) dibelakang tepi pemotongan dengan kedalaman 0,25 sampai 0,5 (mm).
3. Pematrian atau penyekrupan plat muka karbida tipis pada muka pahat.
I11. METODE PENELITIAN
3.1. Langkah Penyelesaian Dalam Pengumpulan Data
Data baku yang penulis dapatkan dari pengujian radius pemutus geram pada mesin bubut dengan menggunakan benda kerja yaitu medium carbon steel S45C dan pahat bubut HSS.
Prosedur Pengujian
Dalam hal ini dilakukan sebagai berikut :
1. Batang uji dipotong sepanjang 120 mm dengan mesin gergaji
2. Dilakukan pembubutan harus sepanjang 100 mm dengan diameter 36 mm
3. Dilakukan pembubutan lurus dengan kecepatan potong (V) = 27 m/min, Pemakanan (feeding) = 0,225 mm/rev, Kedalaman pemotongan (Depth of cut) = 2,5 mm, Putaran (n) = 260 Rpm, sepanjang 30 mm untuk setiap radius pemutus geram berbeda.
4. Seperti pada no 3, tetapi pahat diganti dengan radius pemutus geram berbeda. 5. Dilakukan pengukuran panjang geram
dalam hal ini diambil 11 sampel untuk setiap radius pemutus geram yang berbeda.
6. Selama proses pembubutan digunakan pendingin water soluble oil
7. Dari data yang didapat selanjutnya ditabelkan.
8. Analisa Statistik
Pada penelitian ini digunakan analisa kaidah statistik untuk menguji hipotesis. Dengan analisa data statistik informasi hasil penelitian menjadi lebih jelas. Kaidah– kaidah statistik yang digunakan dalam penelitian ini adalah analisa varian dan regresi.
3.2. Peralatan yang digunakan
Peralatan yang digunakan pada pengujian ini diantaranya :
1. Mesin Bubut konvensional merek maximat 2. Mal radius mitutuyo
3. Pahat potong HSS 4. Mesin gergaji brand
IV. HASIL DAN PEMBAHASAN 4.1. Data Penelitian
Dari pengujian yang telah dilakukan diperoleh data berdasarkan tabel dibawah ini :
Tabel 1
No Radius Pemutus Geram ( mm ) Jum lah 0,25 0,50 0,75 1,00 1,25 1,50 a n ja n g G e ra m ( m m ) 1 10,5 15 17 32,5 35 47 2 10,5 16 19,5 27,5 40 47 3 11 18,5 23 33 43 50 4 11,5 17 20 21,5 45,5 54 5 11 18 20 36 47 54 6 11,5 19 27,5 32 40 50 7 10,5 15, 5 16,5 21,5 44 67 8 10,5 16 19,5 28 40 66 9 10,5 16 20 35 45,5 58,5 10 12 21,5 35 38 44 50 11 12,5 20,5 40 43 48 66,5 Jumlah 122 193 258 356 472 610 2011,5 Pengamata n 11 11 11 11 11 11 66 Rata-rata 11,0 9 17,54 23,4 32,4 42,9 55,4 183,35 4.2. Pengolahan Data 1. Analisa Varian
Dari data tabel dilakukan pengujian anava untuk menguji besarnya radius pemutus geram akan mempengaruhi panjang geram (chip) sebagai berikut :
Hipotesis :
H0 : µ1 =µ2 = µ3 = ……….= µ6
H1 : µ1 ≠µ2≠µ3≠ ……….≠ µ6 (minimal 2 berbeda)
Tingkat resiko kesalahan (α) = 0,05 ; k = 6 ; n = 66
Derajat bebas V1 = k-1 = 6-1 = 5
V2 = n-k = 66 – 6 = 60
Ho ditolak bila F hitung > F ( k-1 ; n-k ; α )
Ho diterima bila F hitung < F ( k-1 ; n-k ; α )
Nilai rata-rata sampel dari kelompok ke–i dengan menggunakan persamaan (1)
Y
=∑
= ni i iY
ni
1 11
diperoleh :Y
0,25 =11
1
( 10,5 +10,5+…………12,5 ) = 11,09Y
0,5 =11
1
( 15 +16+………… …20,5 ) = 17,54Y
0,75 =11
1
( 17+19,5+………..40 ) = 23,45Y
1,0 =11
1
( 32,5 +27,5+…………...43 ) = 32,91Y
1,25 =11
1
( 35 +40+……….48 ) = 42,91Y
1,5 =11
1
( 47 +47+……….…66,5 ) = 55,45 Varian dari ke-I menggunakan persamaan (.2 ) diperoleh∑
−
−
=
i iY
n
S
2(
11
1
Y
i )2 diperoleh : 2 25 , 0S
=10
1
{
}
}
0
,
45
)
09
,
11
5
,
12
(
...
...
)
09
,
11
5
,
10
(
09
,
11
5
,
10
(
2 2=
−
+
+
−
+
−
2 75 , 0S
=10
1
10
,
58
)
45
,
23
42
(
....
)
45
,
23
17
(
)
45
,
23
5
,
16
(
2 2 2=
−
+
+
−
+
−
2 1S
=10
1
19
,
33
)
91
,
32
43
(
...
)
91
,
32
30
(
)
91
,
32
5
,
21
(
2 2 2=
−
+
+
−
+
−
2 25 , 1S
=10
1
64
,
14
)
91
,
42
44
(
...
)
91
,
42
40
(
)
91
,
42
35
(
2 2 2=
−
+
+
−
+
−
2 5 , 1S
=10
1
22
,
61
)
45
,
55
5
,
66
(
...
)
45
,
55
47
(
)
45
,
55
47
(
2 2 2=
−
+
+
−
+
−
Dari hasil perhitungan diatas dapat ditabelkan
Tabel 2
No Radius Pemutus Geram ( mm ) Jumlah
0,25 0,50 0,75 1,00 1,25 1,50 1 10,5 15 17 32,5 35 47 2 10,5 16 19,5 27,5 40 47 3 11 18,5 23 33 43 50 4 11,5 17 20 21,5 45,5 54 5 11 18 20 36 47 54 6 11,5 19 27,5 32 40 50
P a n ja n g G e ra m ( m m ) 7 10,5 15, 5 16,5 21,5 44 67 8 10,5 16 19,5 28 40 66 9 10,5 16 20 35 45,5 58,5 10 12 21,5 35 38 44 50 11 12,5 20,5 40 43 48 66,5 Jumlah 122 193 258 356, 5 472 610 2011,5 Rata-rata 11,0 9 17,54 23,4 5 32,4 1 42,9 55,4 183,35 Varians (S2) 0,49 4,57 58,1 33,1 9 14,6 61,2 172,2
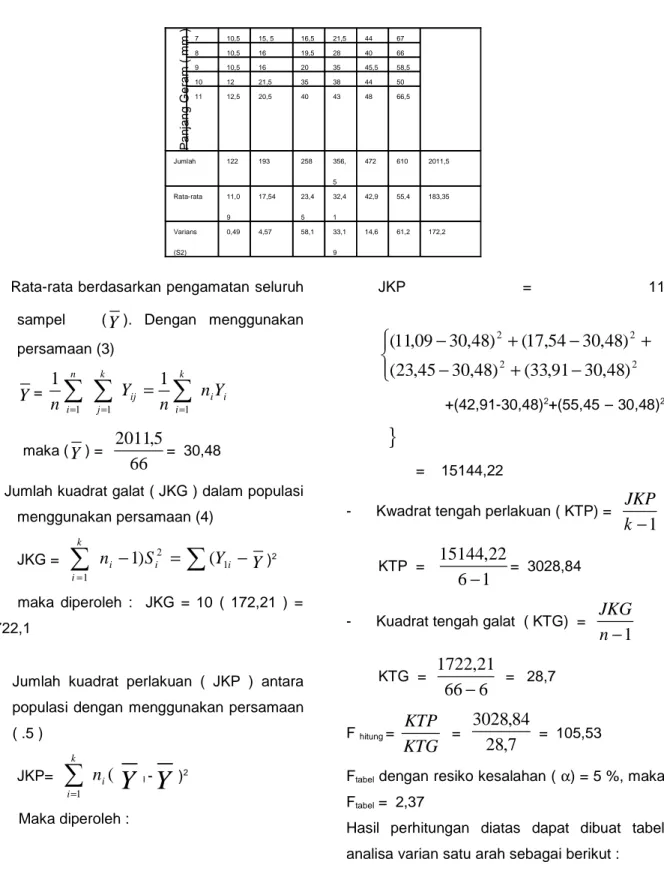
- Rata-rata berdasarkan pengamatan seluruh sampel (
Y
). Dengan menggunakan persamaan (3)Y
= i i k i ij k j n iY
n
n
Y
n
∑
=1∑
=1=
∑
=11
1
maka (Y
) =66
5
,
2011
= 30,48- Jumlah kuadrat galat ( JKG ) dalam populasi menggunakan persamaan (4) JKG =
∑
−
=
∑
−
= i i i k iY
S
n
1 2 1(
)
1
Y
)2 maka diperoleh : JKG = 10 ( 172,21 ) = 1722,1- Jumlah kuadrat perlakuan ( JKP ) antara
populasi dengan menggunakan persamaan ( .5 ) JKP=
(
1 i k in
∑
=Y
I -Y
)2 Maka diperoleh : JKP = 11
−
+
−
+
−
+
−
2 2 2 2)
48
,
30
91
,
33
(
)
48
,
30
45
,
23
(
)
48
,
30
54
,
17
(
)
48
,
30
09
,
11
(
+(42,91-30,48)2+(55,45 – 30,48)2}
= 15144,22- Kwadrat tengah perlakuan ( KTP) =
1
−
k
JKP
KTP =1
6
22
,
15144
−
= 3028,84- Kuadrat tengah galat ( KTG) =
1
−
n
JKG
KTG =6
66
21
,
1722
−
= 28,7 F hitung =KTG
KTP
=7
,
28
84
,
3028
= 105,53Ftabel dengan resiko kesalahan ( α) = 5 %, maka
Ftabel = 2,37
Hasil perhitungan diatas dapat dibuat tabel analisa varian satu arah sebagai berikut :
Tabel 3. Analisa Varian Satu arah
Untuk data panjang geram hasil pembubutan
Sumber Varian Derajat Bebas Jumlah Kuadrat Kuadrat Tengah Fhitung Ftabel Perlakuan 6-1=5 15143,97 3028,78 105,53 2,37 Galat 66-6 1722,1 18,7 Total 65 16866,07
Kedudukan kurva dapat digambarkan sebagai berikut :
Karena F hitung > Ftabel atau 105,53 > 2,37 maka Ho ditolak berarti panjang geram yang dihasilkan pada proses pembubutan dengan menggunakan radius pemutus geram yang berbeda panjangnya tidak sama dengan resiko kesalahan 5 %, sehingga besarnya radius pemutus geram akan mempengaruhi panjang geram (chip)
2. Analisa Regresi
Untuk melihat bentuk hubungan yang mungkin ada maka dibuat diagram pencar agar dapat memperkirakan apakah hubungan linear atau non linear. Model linear untuk sampel, yang merupakan taksiran paripada model linear untuk populasi adalah : Yx = b0 + b1X1
Harga b0 dan b1 dihitung dari persamaan normal sebagai berikut :
∑ ∑
Y
ij = bon + b1r∑
X
j∑ ∑
X
iY
ij = bo n∑
X
j+
b
r
∑
X
j2
1
Dari tabel hasil perhitungan dapat dihitung :
∑ ∑
Y
ij = 2011,5∑
X
j = 0,25 + 0,5+ 0,75+ 1 + 1,25 + 1,5 = 5,25∑
2 jX
= 0,25 2 +0,5 2+0,75 2 + 1 2 + 1,25 2 +1,5 2 + = 5,69∑ ∑
X
jY
ij = 0,25 ( 122) + 0,5 ( 193 ) + 0,75 (258)+1(356,5) + 1,25 ( 472 ) + 1,5 (610) = 2128 n = 66 r = 11maka diperoleh persamaan normal : 2011,5 = 66bo + 57,75 b1
2128 = 57,75 bo + 62,59 b1
Setelah diselesaikan b0 = - 0,14 dan b1 =
34,99
Sehingga regresinya mempunyai persamaan : Yx = - 0,14 + 34,99 Xj
Setelah Xj disubstitusiakn kedalam persamaan maka diperoleh rata-rata ramalan Yx seperti
tabel 4
Tabel 4.
Penyimpangan ramalan berdasarkan regresi liner Xj Yx
Y
jY
j - Yx 0,25 8,61 11,09 2,48 0,5 17,35 17,54 0,19 0,75 26,10 23,45 -2,65 1,0 34,85 32,41 -2,44 1,25 43,60 42,91 -0,69 1,5 52,34 55,45 +3,113. Analisa varian dari Regresi
Dengan menggunakan ANAVA untuk melihat penyimpangan cukup wajar atau tidak untuk digunakan rumus sebagai berikut : JK (Regresi liner ) = rb
(
)
−
∑
∑
k
X
X
j j 2 2 2 1 Maka 2,37 105,53JK (Regresi liner ) = 11(34,99)2
( )
−
6
25
,
5
69
,
5
2 = 14814,03JK ( penyimpangan ) = JKP – JK ( regresi liner )
= 15144,22 - 14814,03 = 330,20
Dengan harga-harga diatas maka diperoleh ANOVA seperti pada tabel .5
Tabel .5.
ANOVA untuk regresi liner Sumber Varian Derajat
Bebas Jumlah kuadrat RJK JKP 5 15144,22 JK(Regresi linier) 1 14824,03 14814 JK(Penyimpa-ngan ) 4 330,20 82,55 JKG 60 1722,10 28,7 Jumlah 65 16866,32
Harga F untuk regresi liner =
7
,
28
03
,
14814
= 516,2Dan harga F untuk penyimpangan =
7
,
28
55
,
88
= 2,88Dari harga diatas nampak efek liner sangat berarti, sedangkan penyimpangan regresi liner sama sekali tidak berarti, sehingga dari hasil uji statistik diatas dapat dinyatakan bahwa besarnya radius pemutus geram akan mempengaruhi panjang geram.
4.3. Pembahasan
Pada pembahasan ini, untuk
menjelaskan secara terinci dari panjang geram bukan hal yang mudah, karena panjangnya geram hasil pembubutan dipengaruhi banyak faktor salah satunya tujuan dari penelitian ini adalah radius pemutus geram.
Dengan melalui uji anova maka dapat ddiketahui rata-rata panjang geram pada
proses pembubutan dengan putaran (n), pemakaman (feeding), kedalaman pemakaman (depth of cut) konstan ternyata diperoleh F hitung > Ftabel atau 105,53 > 2,37 maka H0
ditolak yang berarti bahwa rata-rata panjang geram yang dihasilkan pada proses pembubutan menggunakan pahat bubut yang dilengkapi radius pemutus geram yang berbeda panjangnya tidak sama dengan resiko kesalahan 5 % sehingga besarnya radius pemutus akan mempengaruhi panjang geram.
Dari analisa regresi diperoleh hasil pengujian bahwa semakin besar radius pemutus geram maka panjang geram yang dihasilkan dari proses pembubutan semakin panjang.
Terjadi hubungan ini dapat dilihat pada grafik pengaruh radius pemutus geram terhadap panjang geram dimana mempunyai persamaan
Yx = - 0,14 + 34,99 Xj
Dengan :
Yx = Panjang geram ( mm )
Xj = Radius pemutus geram ( mm )
Persaman tersebut diatas cukup layak, hal ini sudah dilakukan pengujian anova untuk regresi liner dimana harga F untuk regresi liner =516,2 sedangkan harga F untuk penyimpangan = 2,88. Dari harga F diatas nampak bahwa harga efek liner sangat berarti sedangkan penyimpangan sama sekali tidak berarti, sedangkan persaman diatas cukup layak seperti pada gambar grafik pengaruh radius pemutus geram terhadap panjang geram.
V. KESIMPULAN DAN SARAN V.1. Kesimpulan
Dari hasil penelitian tentang pengaruh perubahan radius pemutus geram terhadap panjang geram pada proses pembubutan dapat disimpulkan beberapa hal sebagai berikut :
1. Dengan dilakukan perubahan radius pemutus geram akan mempengaruhi rata-rata panjang geram pada proses pembubutan dimana semakin besar radius pemutus geram akan semakin panjang geram yang dihasilkan.
2. Pada proses pembubutan dengan bahan baja S 45 C dengan menggunakan pahat HSS yang dilengkapi :
- Radius 0,25 (mm) panjang geram yang dihasilkan rata-rata 11,09 (mm)
- Radius 0,5 (mm) panjang geram yang dihasilkan rata-rata 17,54 (mm)
- Radius 0,75 (mm) panjang geram yang dihasilkan rata-rata 23,45 (mm)
- Radius 1,0 (mm) panjang geram yang dihasilkan rata-rata 32,41 (mm)
- Radius 1,25 (mm) panjang geram yang dihasilkan rata-rata ( mm ) 42,91 (mm) - Radius 1,5 (mm) Panjang geram yang
dihasilkan rata-rata 55,45 (mm)
3. Dengan menggunakan radius pemutus geram maka terlilitnya geram pada material / benda kerja dapat dihindari sehinggga proses pembubutan lebih lancar.
5.2. Saran – saran
Setelah melihat hasil yang dicapai dalam penelitian ini saran penulis untuk pembaca yang berminat :
1. Dapat menindak lanjuti penelitian dengan Variabel yang berbeda
2. Mengadakan penelitian pengaruh radius pemutus geram terhadap gaya potong .
DAFTAR PUSTAKA
Boothroyd,Geoffery. 1981. Fundamental of
Metal Machining and Machine Tool.Cetakan ke 8, Washington Mc Groww
Hill Book Company.
Hifni, M. 1991. Analisis Varian dan
penerapannya . Malang, Fakultas Teknik
Universitas Brawijaya.
Oswal, J. William. 1990. Teknology of
Machine Tool . Edisi keempat New York,
Mc Graw–Hill Publishing Company.
Ostwal, Philip F. Begeman, Myron L. Amstead, BH .Teknologi Mekanik. Jilid
2 Edisi ketujuh. Terjemahan Bambang