1
Ricky Adiputra, Rudy Wawolumaja, dan Victor Suhandi Fakultas Teknik, Universitas Kristen Maranatha, Bandung
Abstract
PT Central Texindo is a knitting company located in Padalarang Bandung. Currently the company is facing problems in the knitting department. The problem faced by the company is that installation time cones are long enough so that the output of the company is less than optimal. In addition there is also the production disruptions that can not be avoided that thread broke during ongoing production. The required data, data on the number and type of machine used, the data processing time of each machine, cones installation time data, event data and time the thread breaking these connections, the data engine oil changes, and gray cloth production data. After the data collected, conducted runs test and goodness of fit test. Next conducted model using software Promodel. Simulation in PT Central Texindo belong to the non-terminating simulation. The proposal is made that a change of assignment operators in an effort to increase production output with the same number of operators. Assignment operator is an operator currently supervise 3 machines, which occurs when a thread broke operator must immediately make improvements to the production process can take place again. In addition, operators must perform the replacement cones every machine they oversee. Average gray cloth which can be produced as many as 555,632 companies roll per day. The scenario is to create assignment two operators supervise 6 machines, three operators supervise 9 machines, and four operators supervise 12 machines. The results obtained indicate that the average output of the scenarios four operators supervise 12 machines produce more output. The increase in output is obtained that is equal to 17,42% or average production output 652,421 roll per day. Proposed assignment operator is only limited to the four operators who supervise 12 machines because of the location of the installation of the cones are limited or not allowed to exceed 4 operators.
Keywords: Runs Test, Goodness Of Fit, Simulation, Increased Production Output
I. Pendahuluan
PT Central Texindo (PT CTX) merupakan salah satu perusahaan tekstil yang beroperasi sejak tahun 1989. Saat ini perusahaan sudah mempekerjakan sebanyak 1000 orang karyawan. Perusahaan ini mengolah bahan baku benang menjadi kain. Proses-proses yang dilakukan di PT Central Texindo yaitu proses perajutan dengan kapasitas rajut sebanyak 20 ton per hari dan proses pewarnaan & finishing dengan kapasitas sebanyak 60 ton per hari. Permasalahan yang terjadi pada Departemen Rajut (Knitting) adalah waktu pemasangan cones di perusahaan saat ini memerlukan waktu yang cukup lama. Permasalahan lainnya yang terjadi adalah gangguan produksi putus benang yang tidak dapat dihindari. Oleh karena itu penulisan melakukan penelitian untuk memberikan usulan perubahan penugasan operator dengan tujuan menekan waktu pemasangan cones, agar hasil produksi (output) lebih optimal dari kondisi sekarang. Penugasan operator yang diterapkan perusahaan saat ini yaitu seorang operator diberikan tugas untuk mengawasi 3 mesin rajut. Setiap operator diwajibkan untuk melakukan penyambungan benang apabila terjadi putus benang pada saat produksi berlangsung agar mesin dapat langsung beroperasi kembali. Selain itu, operator juga ditugaskan untuk melakukan penggantian cones apabila benang pada cones sudah habis. Permasalahan yang muncul adalah adanya gangguan produksi yang tidak dapat dihindari yaitu putus benang dan waktu pemasangan cones yang cukup lama.
2
Metode yang digunakan adalah metode simulasi. Penggunaan metode simulasi ini cocok untuk: Mempelajari interaksi internal subsistem yang kompleks
Mengamati sifat model dan hasil keluaran akibat perubahan lingkungan luar atau variabel internal
Mengidentifikasi dan menetapkan persyaratan-persyaratan Alat bantu pelatihan dan pembelajaran dengan biaya lebih rendah Visualisasi operasi melalui animasi
Masalah yang sulit, membutuhkan waktu yang lama, atau tidak mungkin diselesaikan melalui metode analitik atau konvensional
Dengan dilakukannya penelitian ini, penulis berharap dapat membantu memecahkan permasalahan penugasan operator dengan usulan perubahan penugasan operator. Penugasan ini berlaku pada saat pemasangan cones dilakukan, hal ini bertujuan untuk menekan waktu pemasangan cones dalam upaya meningkatkan output produksi.
Pembatasan masalah dan asumsi yang digunakan adalah: Produk yang diamati adalah kain grey hasil dari perajutan.
Departemen yang diamati adalah Departemen Rajut (Knitting) karena departemen ini merupakan penghasil kain grey.
Kecepatan mesin (rpm) yang ada stabil yaitu berkisar antara 100 – 150 rpm. Material selalu tersedia dan siap digunakan.
Tujuan penelitian yang dilakukan adalah sebagai berikut:
1. Memberikan usulan untuk meningkatkan output kain grey dengan jumlah operator yang sama. 2. Mengetahui peningkatan output kain grey yang dapat diperoleh dengan penerapan usulan
perubahan penugasan operator.
II. Tinjauan Pustaka 2.1 Rajut
Di dalam teknologi pembuatan kain, perajutan merupakan salah satu cabang teknologi tersendiri yang berdiri sejajar dengan teknologi pembuatan kain lainnya. Seperti diketahui, pada dasarnya dikenal tiga macam kain yaitu: [Zain, 1974]
1. Kain tenun (woven fabric) yang dibentuk oleh anyaman-anyaman benang. 2. Kain rajut (knitted fabric) yaitu dibentuk oleh jeratan-jeratan benang.
3. Kain yang tidak termasuk kedua jenis kain diatas (dikenal dengan nama “non woven fabric” walaupun nama ini sebenarnya kurang tepat). Kain ini pada dasarnya dibentuk oleh suatu lapisan serat-serat tekstil.
Salah satu faktor yang menentukan konstruksi kain rajut adalah banyaknya wale dan course persatuan panjang. Ini biasanya dinyatakan dalam wale per centimeter dan course per centimeter. Karena kain rajut dibentuk oleh jeratan-jeratan maka letak benang tidaklah lurus seperti benang-benang pada kain tenun, tetapi merupakan lengkungan-lengkungan. Pembentukan jeratan secara berturut-turut terjadi selalu dari satu arah saja.
2.2 Simulasi
Simulasi dalam The Oxford American Dictionary (1980) didefinisikan suatu cara peniruan kondisi dari suatu situasi (sistem nyata), seperti melalui model, untuk pembelajaran, percobaan, pengujian, atau pelatihan dan lain-lain. Tujuan dari simulasi, yaitu untuk meniru perilaku operasional dari sistem dinamis. Simulasi dalam konteks ini dapat didefinisikan sebagai tiruan dari sebuah sistem dinamis menggunakan sebuah model komputer untuk mengevaluasi dan meningkatkan kinerja sistem Dengan mempelajari kebiasaan dari model, maka bisa didapatkan wawasan tentang perilaku sistem yang sebenarnya. Model adalah perwakilan sederhana dari kenyataan, dengan penekanan pada kata
3 penyederhanaan. Hal ini berarti bahwa langkah tepat untuk menunjukkan operasi tidak sepenting pengaruh operasi terhadap pemberhentian sistem. [Harrel, dkk., 2003].
2.3 Simulasi Kejadian Diskrit dan Simulasi Non-terminating
Simulasi yang dilakukan pada penelitian ini termasuk kedalam simulasi kejadian diskrit, karena terjadi perubahan dalam model ketika suatu peristiwa terjadi pada titik tertentu. Kondisi dari model menjadi kondisi kolektif semua elemen dalam model pada titik waktu tertentu. Variabel kondisi dalam simulasi kejadian diskrit juga disebut sebagai discrete-change variabel kondisi.
Simulasi nonterminating dilakukan ketika perilaku sistem dalam kondisi stabil (steady state), sebagai contoh perilaku rata-rata jangka panjang dari sistem produksi yang terus menghasilkan kain grey. Non-terminating atau steady-state simulation adalah satu cara dimana penganalisaan dilakukan pada saat sistem berada pada kondisi stabil (steady-state). Non-terminating simulation tidak berarti bahwa simulasi tidak pernah berakhir, juga tidak berarti bahwa sistem dirangsang memiliki akhir pemutusan. Itu hanya berarti bahwa simulasi teoritis bisa terus tanpa batas dengan tidak ada perubahan statistik dalam perilaku. Untuk sistem seperti itu, panjangnya waktu untuk menjalankan model untuk mengumpulkan statistik pada perilaku stabil dari sistem harus ditentukan. [Harrel, dkk., 2003]
2.4 Uji Runs Test (Uji Runtunan)
Uji Runs Test digunakan untuk menguji data yang mungkin menunjukkan korelasi data. Penjalanan dalam serangkaian pengamatan adalah terjadinya urutan yang menunjukkan kecenderungan yang sama. Dua tipe dari penjalanan runs test yang digunakan adalah uji median (median test) dan uji titik balik (turning point test). [Harrel, dkk., 2003]
Uji median mengukur jumlah deret, yaitu urutan angka di atas dan di bawah median. Penjalanan dapat menjadi satu nomor di atas dan di bawah rata-ratajika nomor yang berdekatan dengan itu berada di arah yang berlawanan. Jika ada terlalu banyak atau terlalu sedikit penjalanan, keacakan dari seri ditolak. Uji median ini menggunakan pendekatan normal untuk penerimaan atau penolakan yang mensyaratkan bahwa jumlah titik data di atas dan di bawah rata-rata lebih besar dari 10.
Uji titik balik mengukur berapa kali seri mengalami perubahan arah. Jika ada terlalu banyak atau terlalu sedikit titik balik, keacakan dari seri ditolak. Uji titik balik ini menggunakan pendekatan normal untuk penerimaan atau penolakan yang membutuhkan lebih dari 12 titik data.
2.5 Uji Goodness Of Fit (Uji Kebaikan Suai)
Uji Goodness Of Fit atau Uji Kebaikan Suai adalah uji hipotesis statistik yang digunakan untuk menilai pengamatan X1, X2, … , Xn merupakan sampel yang independen dari distribusi tertentu [Walpole, 1995].
Uji Kolmogorov-Smirnov (K-S) untuk kebaikan suai, membandingkan distribusi fungsi empiris dengan distribusi fungsi 𝐹 . Uji K-S tidak mengharuskan untuk mengelompokkan data dengan cara apapun, sehingga tidak ada informasi yang hilang. Keuntungan lain dari uji K-S adalah bahwa uji ini berlaku untuk ukuran sampel n (dalam semua kasus - parameter yang diketahui). [Law, 1991].
Uji GOF disini dilakukan dengan bantuan program Statfit, dengan menggunakan program ini akan diketahui apakah suatu data pengamatan mengikuti distribusi tertentu (distribusi eksponensial, lognormal, normal, dll). Data yang diuji antara lain: data waktu proses setiap mesin, data waktu pemasangan cones, data kejadian benang putus dan waktu penyambungannya.
2.6 Experimental With Non-Terminating Simulations
2.6.1 Menentukan dan Mengeliminasi Waktu Warm-up
Dalam memodelkan perilaku steady state, permasalahannya adalah menentukan kapan model mencapai kondisi stabil. Periode awal biasanya disebut sebagai periode warm-up. Sebelum mulai mengumpulkan setiap statistik harus menunggu sampai periode warm-up selesai. Cara ini untuk menghilangkan bias karena observasi yang diambil selama keadaan model tidak tetap. Sementara beberapa metode telah dikembangkan untuk memperkirakan waktu warm-up, pendekatan yang paling
4
dekat dan paling mudah adalah dengan menjalankan simulasi awal dari sistem, sebaiknya dengan beberapa replikasi (5 sampai 10), rata-rata nilai output (𝑦 𝑖) pada setiap langkah waktu replikasi dan amati kapan sistem mencapai kondisi stabil. Biasanya ini terjadi ketika rata-rata respon output menunjukkan pola berulang. Plot setiap titik data (rata-rata respon output) dan hubungkan dengan garis biasanya membantu untuk mengidentifikasi ketika respon output menunjukkan pola berulang. Kadang-kadang bagaimanapun, variasi respon output begitu besar sehingga membuat plot tidak menentu atau tidak teratur, dan itu menjadi sulit untuk mengidentifikasi secara visual akhir dari periode warm-up. [Harrel, dkk., 2003]
Ketika respon output dari model tidak teratur, hal ini berguna untuk “memperhalus” dengan moving average. Moving average dibangun dengan menghitung rata-rata aritmatika dari titik data terbaru w (rata-rata respon output) dalam kumpulan data. Nilai w harus ditentukan, yang disebut moving-average window. Semakin ditingkatkan nilai w, maka semakin meningkat “kehalusan” dari moving average plot (𝑦 𝑖(𝑤)). Sebagai indikator dari akhir waktu warm-up adalah ketika moving average plot menunjukkan hasil yang flat. Sehingga rutinitas dimulai dengan nilai w dari yang kecil dan meningkat sampai menghasilkan moving average plot yang flat.
𝑦 𝑖 𝑤 = 𝑦 𝑖+𝑠 𝑤 𝑠=−𝑤 2𝑤+1 𝑦 𝑖+𝑠 𝑖−1 𝑠=−(𝑖−1) 2𝑖−1
Dimana m menunjukkan jumlah periode dan w menunjukkan moving average window.
2.6.2 Memperoleh Pengamatan Sampel
Interval batching (juga disebut sebagai batch means technique) adalah metode dimana jangka panjang tunggal dibuat dan statistik yang dikumpulkan selama periode terpisah. Meskipun 5-10 replikasi biasanya digunakan untuk menentukan periode warm-up dalam percobaan awal, simulasi hanya dijalankan satu kali untuk mengumpulkan observasi untuk keperluan analisis statistik. Menempatkan nilai-nilai output dari penjalanan simulasi ke dalam kelompok atau batch membentuk himpunan pengamatan. Diluar periode warm-up, run dibagi menjadi interval yang tidak tumpang tindih. Dengan catatan bahwa interval adalah dari jumlah waktu yang sama atau jumlah pengamatan yang sama. Berikutnya, respon output dihasilkan selama interval waktu yang sama. Jika ukuran output yang diamati adalah statistik yang menguntukan waktu (seperti jumlah rata-rata entitas dalam sistem), maka interval batch harus didasarkan pada waktu. Jika ukuran output berdasarkan pengamatan (seperti waktu tunggu entitas dalam antrian), maka interval batch biasanya didasarkan pada jumlah observasi. [Harrel, dkk., 2003]
Namun jika dapat menghasilkan sejumlah pengamatan yang besar, katakana n ≥ 100 bisa didapatkan tentang pengamatan yang independen dengan memperkirakan autokorelasi antara pengamatan yang berdekatan lag-1 autokorelasi (𝜌 1). Pengamatan diperlakukan independen jika lag-1 autokorelasi adalah nol. Metode yang tersedia saat ini untuk memperkirakan lag-1 autokorelasi tidak begitu akurat. Dengan demikian dapat diyakinkan bahwa pengamatan hampir independen jika estimasi lag-1 autokorelasi yang dihitung dari sejumlah besar pengamatan jatuh antara -0,20 sampai +0,20. Kata hampir ditekankan karena hal itu benar-benar demikian (pengamatan ini independen atau tidak). Yang ditunjukkan disini adalah bahwa arah yang disebut pengamatan independen ketika estimasi lag-1 autokorelasi berada diantara -0,20 dan +0,20. Ingat bahwa nilai-nilai autokorelasi jatuh antara ±1.
2.6.3 Menentukan Lama Run
Menentukan lama run untuk simulasi terminating cukup mudah karena peristiwa atau titik waktu sudah didefinisikan. Menentukan lama run untuk steady-state simulation lebih sulit karena simulasi dapat berjalan tanpa batas. Jelas, menjalankan simulasi yang sangat panjang bisa sangat memakan waktu, jadi tujuannya adalah untuk menentukan lama run yang tepat untuk menjamin sampel yang representatif dari respon steady-state sistem. [Harrel, dkk., 2003]
Rekomendasi lamanya penjalanan simulasi untuk steady-state simulation tergantung pada interval antara peristiwa paling sering terjadi dan jenis metode sampling yang digunakan (replikasi atau interval batching). Jika menjalankan replikasi independen, biasanya ide yang baik untuk
jika i = w + 1 , … , m – w jika i = 1 , … , w
5 menjalankan simulasi cukup lama melewati titik pemanasan untuk membiarkan setiap jenis aktivitas yang terjadi berkali-kali. Pedoman untuk menentukan lama simulasi awal untuk metode interval batching sama seperti untuk metode replikasi. Pada dasarnya, titik awal untuk memilih panjang setiap interval batch yang dipilih untuk menjalankan simulasi melewati periode warm-up ketika menggunakan metode replikasi. Total lamanya penjalanan adalah jumlah waktu untuk setiap interval batch ditambah awal waktu pemanasan.
Dalam kasus di perusahaan digunakan interval batching karena waktu simulasi model cukup panjang yaitu 480 jam kerja dengan waktu warm-up 192 jam. Hal ini berguna karena tidak diperlukan pengulangan waktu warm-up setiap replikasi.
2.7 Welch Confidence Interval
Metode Welch Confidence Interval mensyaratkan bahwa pengamatan diambil dari setiap populasi berdistribusi normal dan independen dalam suatu populasi dan antar populasi. Namun, metode Welch confidence interval tidak mengharuskan jumlah sampel yang diambil dari satu populasi (n1) yang sama dengan jumlah sampel yang diambil dari populasi lain (n2). Oleh karena itu, jika memiliki pengamatan lebih untuk satu kandidat sistem daripada untuk kandidat sistem lainnya, maka semua rata-rata digunakan. Selain itu, pendekatan ini tidak mengharuskan bahwa kedua populasi memiliki variansi yang sama seperti yang dilakukan pendekatan lain. Ini berguna karena jarang mengetahui nilai sebenarnya dari variansi dari populasi. Dengan demikian, tidak diharuskan untuk menilai kesetaraan variansi berdasarkan variansi sampel untuk setiap populasi (𝑠12 dan 𝑠22) sebelum menggunakan metode Welch confidence interval. [Harrel, dkk., 2003]
Interval Welch confidence interval untuk α tingkat signifikan:
𝑃 (𝑥 1− 𝑥 2) − ℎ𝑤 ≤ 𝜇1− 𝜇2≤ (𝑥 1− 𝑥 2) + ℎ𝑤 = 1 − 𝛼
dimana 𝑥 1 dan 𝑥 2 menunjukkan rata-rata sampel yang digunakan untuk mengestimasi rata-rata populasi 𝜇1 dan 𝜇2 ; hw menunjukkan half-width dari selang kepercayaan dan dihitung dengan
ℎ𝑤 = 𝑡𝑑𝑓 ,𝛼/2 𝑠12
𝑛1 + 𝑠22
𝑛2 dimana df (degrees of freedom) diperkirakan oleh
df ≈ 𝑠12 𝑛 1+𝑠22𝑛 2 2 𝑠12 𝑛 1 2 /(𝑛1−1) + 𝑠22 𝑛 2 2 /(𝑛2−1)
2.8 Analysis Of Variance (ANOVA) & Least Significant Difference (LSD)
ANOVA dalam hubungannya dengan uji beberapa perbandingan yaitu untuk membandingkan jumlah yang jauh lebih besar desain alternatif-alternatif sistem daripada Welch confidence interval, paired-t confidence interval, atau Bonferroni approach. Manfaat utama prosedur ANOVA daripada Bonferroni approach adalah tingkat kepercayaan keseluruahan dari uji hipotesis tidak menurun karena jumlah kandidat desain sistem meningkat. [Harrel, dkk., 2003]
Dalam penelitian ini dilakukan tes beberapa perbandingan. Uji hipotesis menunjukkan bahwa tidak semua strategi yang sama, tetapi tidak mengidentifikasi strategi yang dilakukan secara berbeda. Untuk mengidentifikasi strategi yang dilakukan secara berbeda digunakan uji least significant difference (LSD). Umumnya dianjurkan untuk melakukan uji hipotesis sebelum uji LSD dilakukan untuk menentukan apakah satu atau lebih pasang perlakuan berbeda secara signifikan. Jika uji hipotesis gagal menolak hipotesis nol (Ho), menunjukkan bahwa semua μi adalah sama, maka uji LSD tidak akan dilakukan. Sebaliknya jika Ho ditolak maka kemudian dilakukan uji LSD. [Harrel, dkk., 2003]
Uji LSD memerlukan perhitungan statistik uji yang digunakan untuk mengevaluasi semua perbandingan berpasangan dari rata-rata sampel dari setiap populasi (𝑥 1, 𝑥 2, 𝑥 3, … , 𝑥 𝐾). Uji LSD statistik dihitung sebagai
6
LSD(α) = 𝑡(𝑑𝑓 𝑒𝑟𝑟𝑜𝑟 ,𝛼/2) 2(MSE ) 𝑛
Aturan keputusan menyatakan bahwa jika perbedaan nilai rata-rata sampel respon melebihi statistik uji LSD, maka populasi nilai rata-rata respon berbeda secara signifikan pada tingkat signifikansi tertentu. Secara matematis, aturan keputusan ditulis sebagai:
Jika 𝑥 𝑖− 𝑥 𝑖′ > LSD(α), maka μi dan μi‟ adalah berbeda signifikan pada tingkat signifikansi α.
III. Pembahasan
3.1 Langkah Pembahasan
1. Penelitian Pendahuluan
Penelitian pendahuluan merupakan tahap pra-penelitian yang dilakukan untuk mengetahui segala sesuatu yang berhubungan dengan proses produksi khususnya departemen rajut.
2. Penetapan Tujuan dan Keseluruhan Rencana Model
Pada tahap ini bertujuan untuk membuat pendekatan yang digunakan untuk menyelesaikan masalah.
3. Data awal yang dibutuhkan
Data-data yang dibutuhkan: waktu proses mesin, waktu pemasangan cones, kejadian benang putus & waktu penyambungannya, jenis & jumlah mesin, dan hasil produksi kain grey.
4. Uji Runs Test
Runs Test termasuk dalam statistik nonparametrik. Uji Runs Test ini digunakan untuk melihat apakah sampel (observasi) diambil secara acak. Sampel random adalah sampel yang diambil sedemikian rupa sehingga setiap anggota dalam populasi mendapat kesempatan yang sama untuk terpilih sebagai sampel.
5. Uji Goodness Of Fit
Pengujian Goodness Of Fit (GOF)ini dilakukan dengan menggunakan bantuan software Stat Fit. Jadi uji GOF merupakan pengujian kecocokan atau kebaikan suai hasil pengamatan tertentu berdasarkan nilai harapannya. Data yang diuji GOF antara lain: data waktu proses setiap mesin, data waktu pemasangan cones, data kejadian benang putus dan waktu penyambungannya.
Metode yang dipakai dalam Uji GOF pada Stat Fit, yaitu, Kolmogorov-Smirnov dan Anderson Darling. Dari situ hasil akan diketahui apakah suatu data mengikuti distribusi tertentu atau tidak, berdasarkan pada sampel yang diambil (distribusi eksponensial, lognormal, normal, dll).
6. Konseptualisasi Model
Layout yang dibuat berdasarkan lantai produksi yang ada di departemen rajut di PT Central Texindo. Susunan mesin-mesin juga sesuai dengan kondisi terkini.
Penentuan Locations
Location merupakan tempat atau lay-out dari model suatu sistem, yang berisi gambar latar belakang seperti mesin-mesin, stasiun kerja, gudang penyimpanan, dan sebagainya. Lokasi adalah komponen statis sehingga tidak ikut bergerak selama simulasi dijalankan.
Penentuan Entities
Entity merupakan sesuatu yang akan menjadi objek yang akan diproses dalam model sistem, seperti: bahan baku, produk setengah jadi (WIP), produk jadi, produk reject, bahkan lembar kerja. Yang harus dilakukan pertama kali adalah memilih icon untuk mewakili masing-masing entity. Begitu icon dipilih, Promodel akan membuat record untuk entity yang bersangkutan.
7
Gambar 1. Langkah-langkah Pembuatan Model Simulasi Mulai
Penelitian Pendahuluan
Penetapan Tujuan dan Keseluruhan Rencana Model Pengumpulan Data Konseptualisasi Model Penerjemahan Model kedalam Program Tidak Ya Uji Runs Test
Uji GOF
Simulasi Awal
Penentuan Warm Up Period
Uji Welch Confidence Interval
Nilai nol tercakup dalam selang kepercayaan?
Independent Observations via Batch
Means
A
YaTidak -1 ≤ ρ ≤ 1
8
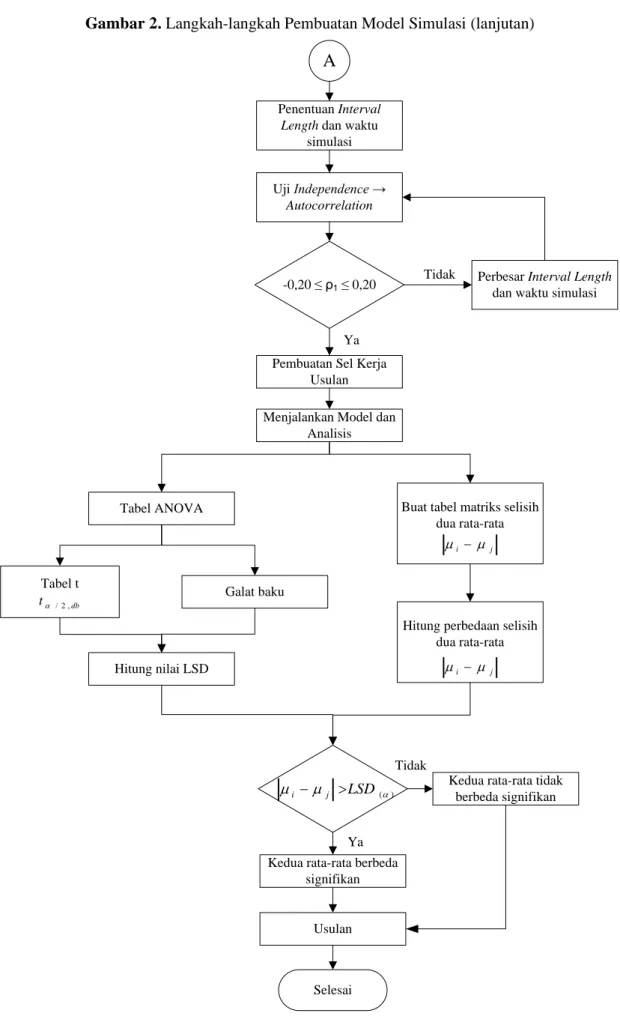
Gambar 2. Langkah-langkah Pembuatan Model Simulasi (lanjutan)
Pembuatan Sel Kerja Usulan
Menjalankan Model dan Analisis Selesai Usulan -0,20 ≤ ρ1 ≤ 0,20 Ya Penentuan Interval
Length dan waktu simulasi
Uji Independence → Autocorrelation
Perbesar Interval Length
dan waktu simulasi Tidak
A
Kedua rata-rata berbeda signifikan
Kedua rata-rata tidak berbeda signifikan Tabel ANOVA Hitung nilai LSD Tabel t db t /2, Galat baku Ya Tidak ) ( i j LSD
Hitung perbedaan selisih dua rata-rata
j i
Buat tabel matriks selisih dua rata-rata
j i
9 Penentuan Processing
Processing merupakan operasi yang terjadi didalam sistem dan dilakukan pada lokasi dan antar lokasi. Proses merupakan kegiatan pengolahan input yang dilakukan oleh setiap mesin (lokasi) sehingga akan menghasilkan output tertentu.
Dikatakan pada lokasi karena disini harus diidentifikasikan proses yang terjadi pada lokasi yang bersangkutan, misal lamanya waktu proses, nama material handling yang membawa, dan lamanya waktu perpindahan.
Penentuan Arrivals
Arrivals menujukan tempat atau lokasi dimana entitas tiba pada suatu sistem yang diamati untuk pertama kali.
7. Penerjemahan Model ke dalam Program
Pada tahap ini dibangun model yang sesuai dengan konsep yang sudah direncanakan sebelumnya. Dalam membangun model disesuaikan dengan kondisi yang ada di perusahaan. Pembangunan model ini harus bebas dari error.
8. Simulasi Awal
Sebelum melakukan simulasi awal, harus ditentukan dulu apakah model yang dibuat termasuk simulasi terminating atau non-terminating. Untuk kasus di PT Central Texindo ini termasuk dalam kasus non-terminating, karena perilaku sistem yang akan diamati yaitu sistem produksi yang terus menghasilkan kain grey. Kasus di perusahaan termasuk ke dalam simulasi kejadian diskrit karena terjadi perubahan dalam model ketika suatu peristiwa terjadi pada titik waktu tertentu.
9. Penentuan Warm-up Period
Penentuan Warm-up Period dilakukan dengan menjalankan model selama 480 jam kerja dengan jumlah replikasi sebanyak 5 kali dimana interval length yang digunakan selama 24 jam. Sehingga menghasilkan 20 periode, kemudian data tersebut dihitung dengan Welch moving average untuk melihat kondisi steady state model. Nilai w yang dipakai dalam Welch moving average yaitu 6, semakin ditingkatkan nilai w semakin meningkat juga “kehalusan” dari moving average plot. 10. Uji Welch Confidence Interval
Proses validasi bertujuan untuk melihat apakah model yang dibuat sudah mewakili sistem yang sebenarnya. Uji Welch Confidence Interval ini dipilih karena jumlah sampel pada masing-masing populasi n1 dengan n2 tidak sama. Selain itu, variansi antar populasi tidak harus sama σ12 ≠ σ22. 11. Independent Observations via Batch Means
Pada tahap ini dilakukan pengujian Autocorrelation dengan bantuan software Stat Fit. Apabila hasil autocorrelation berada diluar rentang -0,20 ≤ 𝜌 1 ≤ 0,20 maka interval length dan waktu simulasi harus diperbesar.
12. Pembuatan Model dengan Sel Kerja Usulan
Pembuatan model dengan sel kerja usulan ini dilakukan dengan memperhatikan penekanan waktu pemasangan cones, tetapi operator tetap bertanggung jawab terhadap mesin masing-masing yang diawasinya.
Terdapat 3 alternatif usulan, yaitu sel 2, yaitu dimana setiap sel berisi dua orang yang bertanggung jawab mengawasi 6 mesin, sel 3, yaitu dimana setiap sel berisi tiga orang yang bertanggung jawab mengawasi 9 mesin, dan sel 4, yaitu dimana setiap sel berisi empat orang yang bertanggung jawab mengawasi 12 mesin.
13. ANOVA & LSD
Pengujian ANOVA ini merupakan suatu prosedur yang membandingkan k populasi untuk menguji ada atau tidak ada efek treatment, atau menguji kesamaan rata-rata. Penggunaan prosedur ANOVA ini dikarenakan tingkat kepercayaan dari uji hipotesis tidak menurun karena jumlah alternatif sistem yang meningkat.
Uji hipotesis menunjukkan bahwa tidak semua strategi yang sama, tetapi tidak mengidentifikasi strategi yang dilakukan secara berbeda. Untuk mengidentifikasi strategi yang dilakukan secara berbeda digunakan uji LSD.
14. Menjalankan Model dan Analisis
Setelah sel kerja usulan ini dibuat maka model dijalankan kembali sesuai dengan interval length dan waktu simulasi yang sudah diterima pada tahap independent observations via batch means. Alasan penggunaan via batch means ini dikarenakan waktu simulasi model cukup panjang yaitu 480 jam kerja dengan waktu warm-up 192 jam, maka dengan menggunakan batch means ini tidak
10
diperlukan pengulangan waktu warm-up setiap replikasi. Masing-masing sel kerja usulan kemudian dianalisis seberapa besar pengaruhnya.
15. Usulan
Setelah melakukan pembuatan skenario dan dianalisis, maka dipilih salah satu skenario dengan hasil yang terbaik.
3.1. Hasil Pembahasan
Pertama-tama dilakukan pengujian runs test, tujuan dari runs test adalah untuk menentukan apakah dalam suatu data terdapat pola tertentu atau apakah data tersebut merupakan sampel acak, dengan demikian setiap anggota dalam populasi mendapat kesempatan yang sama untuk terpilih sebagai sampel. Berikutnya dilakukan pengujian goodness of fit (GOF) yaitu untuk menguji kecocokan atau kebaikan suai hasil pengamatan tertentu berdasarkan nilai harapannya.
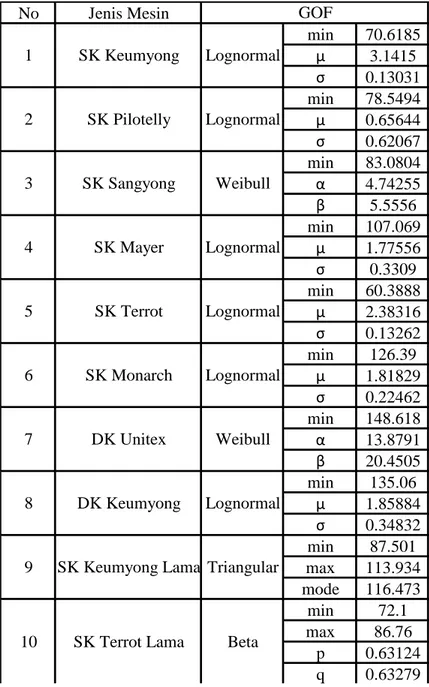
Data waktu proses setiap mesin
Tabel I. Rangkuman Uji GOF (waktu proses setiap mesin)
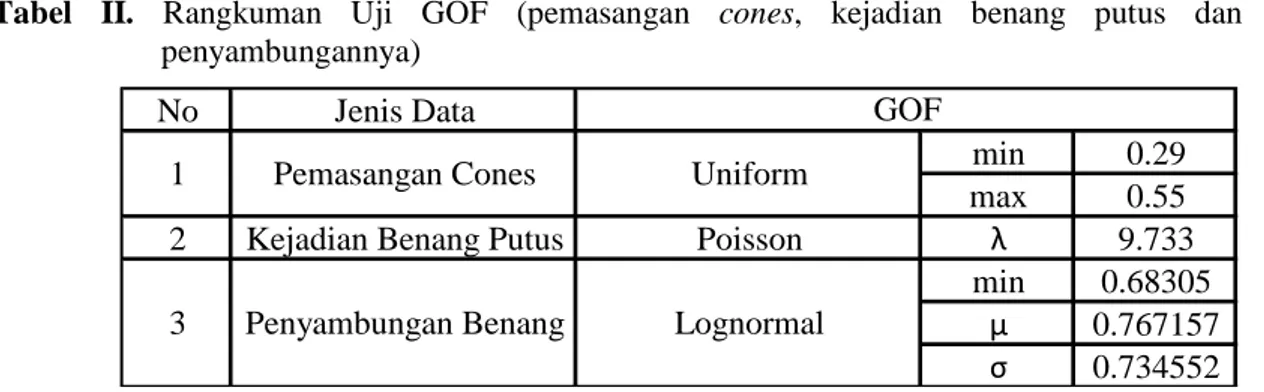
Data pemasangan cones, kejadian benang putus dan waktu penyambungannya
No Jenis Mesin min 70.6185 μ 3.1415 σ 0.13031 min 78.5494 μ 0.65644 σ 0.62067 min 83.0804 α 4.74255 β 5.5556 min 107.069 μ 1.77556 σ 0.3309 min 60.3888 μ 2.38316 σ 0.13262 min 126.39 μ 1.81829 σ 0.22462 min 148.618 α 13.8791 β 20.4505 min 135.06 μ 1.85884 σ 0.34832 min 87.501 max 113.934 mode 116.473 min 72.1 max 86.76 p 0.63124 q 0.63279 Weibull SK Sangyong 3 Beta SK Terrot Lama 10 Weibull DK Unitex 7 Triangular SK Keumyong Lama 9 Lognormal DK Keumyong 8 GOF SK Monarch 6 Lognormal Lognormal Lognormal Lognormal Lognormal SK Pilotelly 2 1 SK Keumyong 5 SK Terrot 4 SK Mayer
11
Tabel II. Rangkuman Uji GOF (pemasangan cones, kejadian benang putus dan waktu penyambungannya)
Tahap berikutnya adalah pembuatan model dengan bantuan software Promodel. Data dari uji GOF ini kemudian digunakan untuk input data dalam Promodel. Setelah model selesai dibuat maka berikutnya merupakan tahap menjalankan model simulasi. Model dijalankan selama 20 hari atau 480 jam kerja dengan jumlah replikasi sebanyak 5 kali.
Tabel III.Welch Moving Average Based On Five Replications and 20 Periods
Poin pemberhentian terjadi ketika i = m – w. i = 20 – 6 = 14
No Jenis Data
min 0.29
max 0.55
2 Kejadian Benang Putus Poisson λ 9.733
min 0.68305 μ 0.767157 σ 0.734552 GOF Penyambungan Benang 3 Pemasangan Cones 1 Uniform Lognormal Periode (i) Average Contents per Period (yi = Total i / 5) Welch Moving Average yi (6) 1 525.8 525.80 2 555 545.07 3 554.4 549.20 4 554.6 550.31 5 556.2 551.09 6 553.6 551.69 7 552.6 552.18 8 553 554.46 9 554.6 554.69 10 556.2 554.74 11 552.6 554.85 12 553.6 554.85 13 556.2 554.97 14 555.4 555.03 15 558 16 555 17 556 18 556.2 19 555.2 20 553.37
12
Gambar 3.Warmp-up Period
Dari gambar 3 di atas, dapat diketahui bahwa periode mulai stabil pada periode ke-8 sehingga periode ke-1 sampai dengan periode ke-7 harus dibuang atau model membutuhkan 192 jam untuk mencapai kondisi stabil.
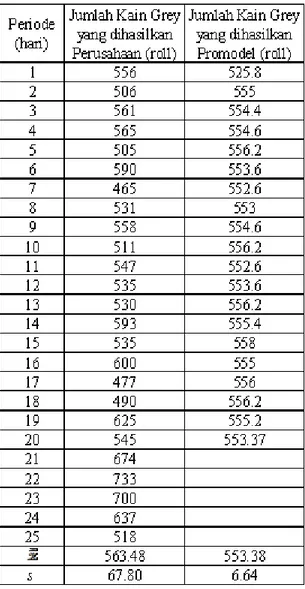
Pengujian validasi software Promodel dilakukan dengan membandingkan hasil simulasi software dengan data hasil pengamatan dari perusahaan. Model dikatakan valid apabila hasil perbandingan menunjukkan bahwa kedua alternatif (model dan real system) tidak berbeda secara signifikan. Berikut merupakan data output existing kain grey yang terproses di PT CTX yang didapatkan dari pengamatan lapangan dan hasil output dari simulasi software.
Tabel IV. Data Kain Grey
525 535 545 555 565 1 3 5 7 9 11 13 15 17 19 R ol l Hari ACP yi
13 Karena jumlah n1 ≠ n2, maka metode yang digunakan untuk pengujian validasi model ini adalah metode Welch Confidence Interval. Dimana jumlah sampel pada masing-masing populasi (n1) dan (n2) tidak harus sama dan variansi antar populasi 1 dengan populasi 2 tidak harus sama σ12
≠ σ22.
o Struktur hipotesis: Ho: μ1 – μ2 = 0
H1: μ1 – μ2 ≠ 0
o Taraf nyata: 𝛼 = 0,1 → 𝛼/2 = 0,05
o Statistik uji: Uji Welch Confidence Interval
df = 𝑠1 2/𝑛1 + 𝑠22/𝑛22 𝑠12/𝑛12/(𝑛1− 1) + 𝑠22/𝑛22/(𝑛2− 1) = (67,8) 2/25 + (6,64)2/20 2 (67,8)2/25 2/(25− 1) + (6,64)2/20 2/(20− 1) = 4596,84/25 4596,84/25 + 44,15/20 2 2 /(24) + 44,15/20 2/(19) = 34621 ,2061408 ,783 = 24,575
Didapatkan dari tabel bahwa 𝑡𝑑𝑓 ,𝛼/2: Interpolasi:
𝑡24 ,0,05 → 1,711 𝑡24,575 ,0,05 → y 𝑡25 ,0,05 → 1,708
Berdasarkan hasil interpolasi, diperoleh nilai y = 1,7093 hw = 𝑡𝑑𝑓 ,𝛼/2 𝑠12 𝑛1 + 𝑠22 𝑛2 = 𝑡24,575 ,0,05 (67,8) 2 25 + (6,64)2 20 = 1,7093 × 13,641 = 23,317
Sehingga confidence interval-nya adalah: (𝑥 1− 𝑥 2) – hw ≤ μ1 – μ2 ≤ (𝑥 1− 𝑥 2) + hw
(563,48 – 553,38) – 23,317 ≤ μ1 – μ2 ≤ (563,48 – 553,38) + 23,317
-13,217 ≤ μ1 – μ2 ≤ 33,417
Karena nilai 0 berada didalam rentang μ1 – μ2 maka dengan demikian dapat ditarik kesimpulan bahwa
tidak terdapat perbedaan yang signifikan antara output model simulasi dengan kondisi real system. Independent Observations via Batch Means
Batch 1 ini dijalankan dalam waktu 480 jam kerja dengan interval length 24 jam, sehingga menghasilkan output data sebanyak 20 periode.
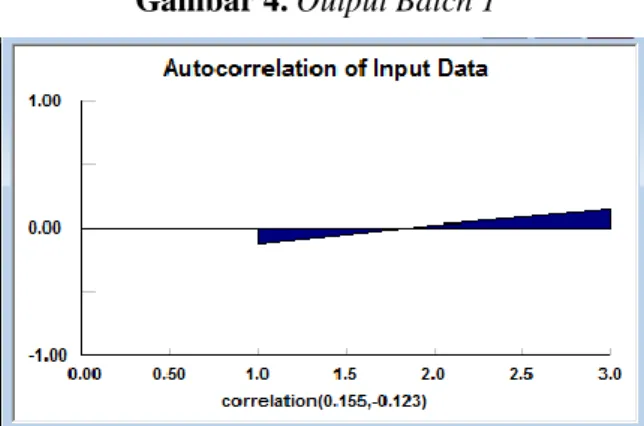
Gambar 4.Output Batch 1
Nilai 𝜌 1 yang didapatkan adalah -0,123 dengan begitu hasil autokorelasi sudah berada didalam rentang -0,20 ≤ 𝜌 1 ≤ 0,20.
14
Sel-sel kerja yang dibentuk yaitu untuk mempercepat proses pemasangan cones namun setiap operator tetap bertanggung jawab terhadap mesin masing-masing yang diawasi.
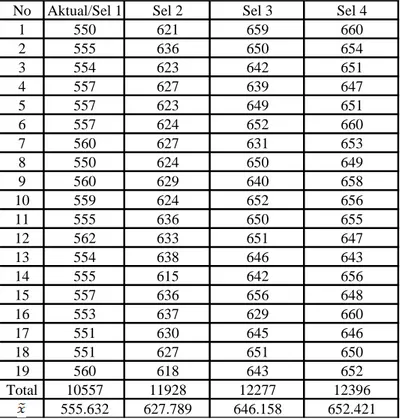
Tabel V. Total Exits Sel Kerja Usulan
Analysis of variance (ANOVA)
Gambar 5. Wilayah Kritis Uji ANOVA
1.059,616
2,728
o Keputusan: Tolak Ho
o Kesimpulan: bahwa nilai tengah untuk ketiga alternatif sel kerja tersebut adalah tidak sama, pada taraf nyata 0,05.
Least Significant Difference (LSD)
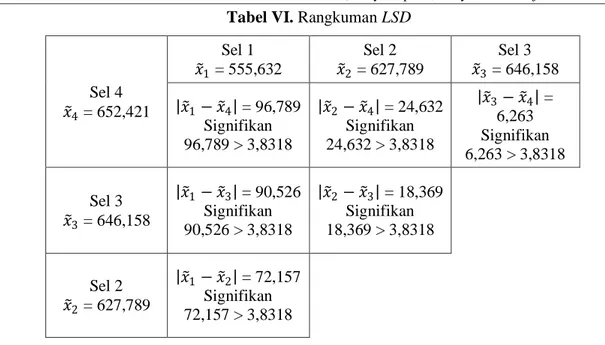
Berdasarkan hasil perhitungan dapat diketahui bahwa hasil yang paling signifikan adalah sel kerja alternatif empat operator mengawasi 12 mesin dengan nilai 96,789. Hasil perhitungan signifikan yang didapatkan seperti pada tabel VI di bawah ini:
No Aktual/Sel 1 Sel 2 Sel 3 Sel 4
1 550 621 659 660 2 555 636 650 654 3 554 623 642 651 4 557 627 639 647 5 557 623 649 651 6 557 624 652 660 7 560 627 631 653 8 550 624 650 649 9 560 629 640 658 10 559 624 652 656 11 555 636 650 655 12 562 633 651 647 13 554 638 646 643 14 555 615 642 656 15 557 636 656 648 16 553 637 629 660 17 551 630 645 646 18 551 627 651 650 19 560 618 643 652 Total 10557 11928 12277 12396 555.632 627.789 646.158 652.421
15
Tabel VI. Rangkuman LSD
Sel 4 𝑥 4 = 652,421 Sel 1 𝑥 1 = 555,632 Sel 2 𝑥 2 = 627,789 Sel 3 𝑥 3 = 646,158 𝑥 1− 𝑥 4 = 96,789 Signifikan 96,789 > 3,8318 𝑥 2− 𝑥 4 = 24,632 Signifikan 24,632 > 3,8318 𝑥 3− 𝑥 4 = 6,263 Signifikan 6,263 > 3,8318 Sel 3 𝑥 3 = 646,158 𝑥 1− 𝑥 3 = 90,526 Signifikan 90,526 > 3,8318 𝑥 2− 𝑥 3 = 18,369 Signifikan 18,369 > 3,8318 Sel 2 𝑥 2 = 627,789 𝑥 1− 𝑥 2 = 72,157 Signifikan 72,157 > 3,8318
IV. Simpulan dan Saran 4.1 Simpulan
Berdasarkan pengolahan data dan analisis dapat disimpulkan bahwa: 1. Metode perusahaan saat ini:
Saat ini output kain grey perusahaan rata-rata sebesar 555,632 roll. Dalam memenuhi permintaan kain grey departemen rajut memberlakukan 3 shift kerja, dimana setiap shift terdiri dari 24 operator mesin, sehingga setiap operator ditugaskan untuk mengawasi 3 mesin.
Operator ditugaskan untuk mengawasi mesin selama proses produksi berlangsung, selain itu operator juga melakukan penggantian cones setiap 8 jam dengan membutuhkan waktu kurang lebih 1 jam pemasangan. Tugas lainnya juga operator harus melakukan penyambungan benang apabila terjadi benang putus pada saat proses produksi. Penggantian ini harus segera dilakukan karena apabila terjadi benang putus maka mesin berhenti secara otomatis. Semakin sering mesin berhenti maka akan mempengaruhi jumlah kain grey yang dihasilkan.
2. Usulan untuk PT CTX:
Usulan untuk PT CTX adalah membuat 3 sel kerja usulan yaitu dengan 2 operator mengawasi 6 mesin, 3 operator mengawasi 9 mesin, dan 4 operator mengawasi 12 mesin. Hal ini juga dikarenakan memperhatikan ruang untuk memasang cones pada rak benang, sehingga tempat tidak memungkinkan untuk melebihi dari 4 operator.
Pembuatan sel kerja ini hanya berlaku pada saat operator memasang cones, pada saat benang putus operator tetap kembali bertanggung jawab terhadap masing-masing mesin yang bersangkutan. Berdasarkan hasil pengolahan data hasil terbaik ditunjukkan dengan sel kerja 4 operator yang mengawasi 12 mesin.
3. Manfaat yang diperoleh perusahaan:
Apabila perusahaan dapat menerapkan model yang diusulkan maka output kain grey yang dihasilkan dapat ditingkatkan seperti pada tabel VII berikut:
Tabel VII. Rangkuman Sel Kerja Usulan Model Output Produksi % Peningkatan Aktual/Sel 1 555.632
Sel 2 627.789 12.99%
Sel 3 646.158 16.29%
16
Dari tabel VII di atas skenario dengan sel 4 (4 operator mengawasi 12 mesin) dapat menghasilkan kain grey lebih banyak sebesar 96,789 roll per hari dibandingkan metode perusahaan.
4.2 Saran
Saran yang diberikan adalah sel kerja usulan dapat diterapkan sehingga dapat menekan waktu pemasangan cones. Dengan waktu pemasangan yang lebih cepat didapatkan total exits kain grey yang lebih banyak dengan jumlah operator yang sama. Apabila usulan ini diterapkan maka persediaan benang harus diperhatikan, karena dengan waktu pemasangan cones yang lebih singkat maka persediaan cones akan cepat habis.
V. Daftar Pustaka
Berikut merupakan beberapa referensi buku yang digunakan:
Harrel, C., Ghosh, B.K., Bowden, R.O., Simulation Using Promodel 2/e. The McGraw-Hill International
Edition, 2003.
Law, A.M., Simulation Modelling and Analysis. The McGraw-Hill International Edition, 1991.
Walpole, R.E.,Pengantar Statistika. PT. Gramedia Pustaka Utama, 1995.