i
KEYNOTE SPEAKERS
1. Prof. H. Mohamad Nasir, Ph.D., Ak. (Menteri Riset, Teknologi dan Pendidikan Tinggi)
2. Prof. Ir. Samsul Rizal, M. Eng (Rektor Unsyiah)
3. H. Teuku Sama Indra, SH (Bupati Aceh Selatan)
REVIEWER:
1. Prof. Dr. Ir. Ahmad Syuhada, M. Sc
2. Prof. Dr. Ir. Khairil, MT
3. Prof. Dr. Ir. Yuwaldi Away
4. Dr. Ir. Marwan
5. Dr. Ir. Mirza Irwansyah, MLA, MBA
6. Dr. Ir. Taufik Saidi, M. Eng
7. Dr. Ir. HY. Sastra, DEA
8. Dr. M. Ilham Maulana, ST., MT
9. Dr. Ir. Yuhanis, DEA
10. Dr. Khairul Munadi, M. Eng
11. Dr. Taufik Gani, M. Eng.Sc
12. Dr. Abrar Muslim
PANITIA PELAKSANA
Penanggung jawab
:1. Dr. Muhammad Ilham Maulana, ST, MT
2. Nuzuli Fitriadi, ST, MT
3. Hardisal, ST
Ketua Pelaksana
: Rudi Arif Candra, ST, MT
Wakil Ketua
: Fransnazoan Sitorus, ST, MT
Bendahara
: Titi Penda, A.md
Koordinator Bidang Kesekretariatan
: Aida Fitri, A.Md
Koordinator Bidang Acara
: Khairuman, S.Kom, M.Kom
Koordinator Bidang Prossiding/Dokumentasi
: Yusrizal, ST, MT
Koordinator Bidang Transportasi dan Perlengkapan : Saiful Bahri, A.Md
Koordinator Bidang Konsumsi
: Jasmanidar, A.Md
vi
DAFTAR ISI
Keynote Speakers
i
Reviewer
i
Panitia Pelaksana
ii
Kata Sambutan Direktur Politeknik Aceh Selatan
iii
Kata Sambutan Bupati Aceh Selatan
iv
Daftar Isi
vi
DAFTAR PEMAKALAH Cluster Mechanical Science
No
Authors
Paper Title
Page
1
Herdi Susanto
Rancang Bangun Alat Uji Impak Tipe Charpy
1
2
Muhammad Tadjuddin,
Teuku Firsa dan
Muhammad Iqbal
Desain dan Manufaktur Mini Towing Tank untuk
Pengujian
Karaktristik
Dinamik
Autonamous
Underwater Vehicle (AUV)
7
3
M. Ridha, T. Rizki
Nanda S, Syifaul Huzni
dan Syarizal Fonna
Pengaruh Annealing dan Normalizing Terhadap Kurva
Polarisasi Baja Karbon Sedang
12
4
Pribadyo, Maidi Saputra
Pengaruh Kualitas Ketangguhan Briket Batubara
Campur Biomassa Dengan Ukuran Mesh Yang
Bervariasi
17
5
Ilham Hasbiullah
Pengembangan Interface Mesin NC Compact 5-PC
dengan Pendekatan Algoritma Bresenham
23
6
Suhaeri, Aziz Murdana,
Muhammad Tadjuddin,
Udink Aulia
Pengujian Kebulatan Produk Hasil Pemotongan Helical
Interpolation Menggunakan Pahat Karbida pada
Mesin Milling CNC AGMA A-8
27
7
Muhammad Prima
Syahputra, M.
Dirhamsyah, Masri
Ibrahim
Analisis Tingkat Kebisingan Pada Pemotongan Dengan
Menggunakan Lingkaran Pola Lurus Pada Mesin
Agma A8 Dengan Tiga (3) Jenis Mata Potongan
Berbeda
32
8
Fransnazoan Sitorus,
Nuzuli Fitriadi
Penyelidikan Perilaku Pengelupasan Lapisan Pahat
Karbila Berlapis Diamond-Film Pada Pemesinan
Ramah Lingkungan Bahan Aluminium Paduan
36
9
Syifaul Huzni, Hayyu
Al Hadi, M.Ridha dan
Syarizal Fonna
Evaluasi Laju Korosi Bangunan Beton Bertulang
Menggunakan Linear Polarization Resistance di Daerah
Peukan Bada – Aceh Besar
47
10
Pribadyo, Maidi Saputra
Studi Analisis Potensi Energi Angin Sebagai
Pembangkit Listrik Tenaga Angin Di Kawasan
Meulaboh
54
11
Darwin
Pengaruh Diameter Tabung Kaca dan Jumlah Pipa
Absorber Terhadap Performansi Kolektor Surya Jenis
Palung Setengah Silindris
61
12
Syarizal Fonna,
Wicaksono Achmad
Walid, Syaiful Huzni,
dan M.Ridha
Resiko Korosi Rumah Penduduk Yang Terendam
Tsunami 2004 di Kampung Jawa – Banda Aceh
69
13
Teuku Firsa,
Muhammad Tadjuddin,
Akram, Muhajir
Gaya Pemotongan Pada Proses Menggurdi
Gaya Potong Pada Proses Gurdi Papan Blockboard
Cutting Force in Drilling of Blockboard
Teuku Firsa1, Muhammad Tadjuddin2, Akram3, Muhajir4 1234 Jurusan Teknik Mesin, Universitas Syiah Kuala
Jl. Tgk. Syeh Abdurrauf No. 7 Darussalam – Banda Aceh 23111, INDONESIA
e-mail: [email protected]
Abstrak - Blockboard adalah kayu berbasis serat kayu biasa mirip dengan serat kayu jati atau yang terkenal dengan
nama plywood. Proses gurdi adalah proses pemesinan yang paling umum digunakan pada industri mebel. Dalam industri mebel proses gurdi ini bertujuan untuk membuat beragam variasi lubang. Namun proses ini sering mengalami kerusakan yang yang berdampak kepada kualitas dari produk. Kerusakan ini dipengaruhi oleh parameter proses pemesinan. Keausan mata potong mempunyai pengaruh besar terhadap gaya potong pada pemesinan. Adapun Tujuan dari penelitian adalah untuk mengetahui pengaruh kondisi pemotongan terhadap gaya potong dan mengetahui bagaimana kondisi pemotongan yang tepat dan meminimalkan gaya potong tersebut. Proses gurdi dilakukan pada pusat mesin vertikal dengan menggunakan mata potong HSS. Tiga parameter pengeboran dipilih sebagai variabel bebas dengan tiga tingkat nilai masing-masing (kecepatan spindle: 1000, 3000, 5000 rpm, kecepatan pemakanan 75, 150, 225 mm/menit, dan ketiga variasi menggunakan diameter pahat potong 10 mm. Pengukuran gaya potong pada experiment ini menggunakan alat dynamometer kistler type 9272 dan dianalisa. Hasil penelitian menunjukkan bahwa kecepatan spindle yang tinggi dengan kombinasi rendahnya kecepatan pemakanan meminimalkan gaya potong yang terjadi pada pelubangan kayu blockboard karena terjadi keausan mata potong.
Kata kunci : Gaya potong, Keausan mata potong, papan lapis,
Abstract - Blockboard is a wood based ordinary wood fibers similar with fiber teak or famous with name of plywood. Drill is the most commonly used machining process in furniture industries. The drilling is to create vary holes in the furniture industry however the damages are often occurred which impact to the quality of product. The damages are significantly influenced by the machining parameters. Wear of tools have a major influence on thrust forces in machining. The objective of this study is to determine the effect of cutting conditions of the cutting forces and find out how the right cutting conditions and minimize the thrust forces. Drilling is made on the vertical machining centers using HSS tools. Three drilling parameters chosen as the independent variable with three levels each value (spindle speed: 1000, 3000, 5000 rpm, feeds rate: 75, 150, 225 mm/min, and three variations using tools diameter: 10 mm. The thrust force is measured of the experiments were using a dynamometer Kistler Type 9272 and analyzed. The results showed that high spindle speed with low feeds rate combination minimizes the thrust forces in drilling of blockboard due to tools wear is occurred.
Keyword : Thrust Force, tool wear, blockboard
I.
Pendahuluan
Papan lapis (blockboard) adalah bahan dasar yang umum digunakan untuk pembuatan furniture. Harganya relatif lebih murah dari pada kayu solid. Kayu lapis jenis ini memiliki tiga lapisan kayu dan memiliki ukuran ketebalan yang bervariasi mulai dari 0,9-1,8 cm dengan panjang 122 cm dan lebar 244 cm [1]. Papan lapis (blockboard) terdiri dari satu lapisan kayu yang dilapisi dua lembar lapisan kayu yang lebih tipis di kedua sisinya. Lapisan blockboard mempunyai serat yang bermacam-macam, mulai dari serat kayu biasa atau yang kita kenal dengan nama tripleks, serat jati, melaminto atau lapisan berwarna putih yang licin dan sering digunakan sebagi lapisan permukaan untuk papan tulis yang menggunakan spidol serta serat-serat lain dengan berbagai corak/motif. Bagian tengah blockboard mempunyai lapisan paling besar, biasanya menggunakan kayu akasia dan miranti. Selain itu bahan blockboard tidak bisa dilengkungkan karena sifatnya yang solid (keras) [2].
Proses gurdi dimaksudkan sebagai proses pembuatan lubang bulat dengan menggunakan mata bor (twist drill). Proses gurdi digunakan untuk pembuatan lubang silindris. Pembuatan lubang dengan bor spiral di dalam benda kerja yang pejal merupakan suatu proses pengikisan dengan daya penyerpihan yang besar. Jika terhadap benda kerja itu dituntut kepresisian yang tinggi (ketepatan ukuran atau mutu permukaan) pada dinding lubang, maka diperlukan pengerjaan lanjutan dengan pembenam atau penggerek. Pada proses gurdi, geram (chips) harus keluar melalui alur helix pahat gurdi ke luar lubang. Ujung pahat menempel pada benda kerja yang terpotong, sehingga proses pendinginan menjadi relatif sulit. Proses pendinginan biasanya dilakukan dengan menyiram benda kerja yang dilubangi dengan cairan pendingin, disemprot dengan cairan pendingin, atau cairan pendingin dimasukkan melalui lubang di tengah mata bor.
77
Gaya potong dalam proses permesinan merupakan hal yang sangat penting untuk diketahui. Gaya potong yang besar akan memperbesar getaran dalam proses permesinan serta meningkatkan gesekan antara pahat dan benda kerja, sehingga akan mempengaruhi kualitas produk yang dihasilkan, misalnya produk yang dihasilkan akan mengalami kerusakan atau retakan pada lubang hasil gurdi. Besar kecilnya gaya potong dipengaruhi oleh parameter pemotongan (kecepatan potong, rake angle, depth of cut, feed rate) dan geometri pahat potong. Gaya potong yang bekerja pada pahat dan benda kerja akan diteruskan pada bagian-bagian mesin perkakas seperti spindel mesin, yang mengakibatkan lenturan pada spindel mesin tersebut. Lenturan tersebut dapat menyebabkan kesalahan geometri produk maupun menjadi sumber getaran yang dapat memperpendek umur pahat (Makmur, 2010).II. Tinjauan Pustaka
A. Elemen Dasar Parameter Proses Gurdi
Spesifikasi geometri suatu produk merupakan aspek yang menjadikan pertimbangan pemilihan parameter proses pemesinan drilling. Untuk suatu tingkatan proses, ukuran objektif ditentukan dan pahat potong harus membuang sebagian material benda kerja sampai ukuran objektif tersebut tercapai. Hal ini dapat dilakukan dengan cara menentukan penampang dan kecepatan pembuangan chips supaya waktu pembuangan sesuai dengan yang dikehendaki. Untuk itu perlu dipahami beberapa elemen dasar parameter proses pemesinan drilling sebagai berikut (Rochim, 1993). Untuk itu perlu dipahami beberapa elemen dasar parameter proses pemesinan milling sebagai berikut :
a. Kecepatan potong (Vc)
Kecepatan potong (Cutting Speed) biasanya diukur dalam satuan m/min atau m/s, yang mengindikasikan kecepatan permukaan (surface speed) pada mata cutter pada saat melakukan penyayatan pada benda kerja. Cutting speed merupakan data pemotongan yang penting untuk mendapatkan operasi pemesinan yang efektif. Harga cutting speed berhubungan dengan jenis dan bahan pahat yang digunakan dan bahan benda kerja yang dikerjakan.
Rumus kecepatan potong dalam m/min adalah
Vc =
π . D . n1000 ………. (2.1)dimana :
V = kecepatan potong (m/min) D = diameter tool (mm) n = putaran spindel (rpm)
b. Kecepatan pemakanan (Vf)
Kecepatan pemakanan (feed speed) biasanya diukur dalam mm/mnt, yang merupakan pemakanan pahat yang berkaitan dengan jarak benda kerja per time –
unit dengan pemakanan per gigi (tooth) dan jumlah gigi pada cutter.
Rumus kecepatan pemakanan adalah :
𝑉𝑓= 𝑓𝑧. 𝑍. 𝑛 ; mm/min...(2.2) dimana :
𝑓𝑧 = gerak pemakanan ; mm/put Z = jumlah mata potong ; buah
pahat gurdi = 2 buah B. Gaya Potong
Besarnya gaya potong merupakan faktor penting dalam perencanaan proses pemesinan, karena akan mempengaruhi kualitas pemotongan benda kerja. Gaya potong yang terjadi pada pahat dan benda kerja akan mengakibatkan lenturan. Meskipun lenturan ini relatif kecil mungkin sudah cukup untuk menjadi penyebab kesalahan geometri produk maupun sumber getaran yang dapat memperpendek umur pahat. Kondisi pemotongan dapat direncanakan dan dari hasil perhitungan daya pemotongan maka dapat ditentukan ukuran atau kemampuan mesin perkakas yang akan dipilih, atau mungkin juga diperlukan modifikasi kondisi pemotongan tersebut berhubung dengan keterbatasan daya mesin perkakas yang tersedia (Rochim, 1993).
C. Papan lapis (blockboard)
Kayu lapis atau sering disebut tripleks adalah sejenis papan pabrikan yang terdiri dari lapisan kayu (veneer kayu) yang direkatkan bersama-sama. Kayu lapis merupakan salah satu produk kayu yang paling sering digunakan. Kayu lapis bersifat fleksibel, murah, dapat dibentuk, dapat didaur ulang, dan tidak memiliki teknik pembuatan yang rumit. Kayu lapis biasanya digunakan untuk menggunakan kayu solid karena lebih tahan retak, susut, atau bengkok.
Blockboard adalah balok-balok kayu berukuran 4 cm - 5 cm yang dipadatkan menggunakan mesin, setelah itu diberi pelapis, sehingga hasil akhirnya berupa lembaran seperti papan kayu.
Blockboard terdiri dari 3 lapis yaitu lapis muka (face) yang berasal dari lembaran plywood setebal 0.5-2 mm, selanjutnya inti (core) yang terbuat dari kayu hutan seperti kayu meranti atau kayu rakyat seperti kayu albasia yang sudah dirajang serta dilaminating dan dibuat sedemikian rupa dengan ketebalan berkisar 10-14 mm dan yang terakhir adalah lapisan belakang (back) yang dibuat dari plywood lembaran setebal 0.5-2.0 mm [3].
III. Metodologi
Penelitian dilakukan di laboratorium Desain dan Manufaktur Jurusan Teknik Mesin Universitas Syiah Kuala. Mesin dan alat yang digunakan pada penelitian ini adalah CNC Agma A-8 untuk proses gurdi dan alat Dynamometer kistler 9272 untuk mengukur gaya potong.
Gambar 3. Diagram alir penelitian A. Parameter pemotongan.
a. Diameter pahat potong : 10 mm
b. Kecepatan pemakanan : 75, 150, dan 225 (mm/min)
c. Kecepatan spindel : 1000, 3000, dan 5000 (rpm)
B. Alat dan bahan yang digunakan
Gambar 3.1 Mesin CNC agma A-8.
Gambar 3.2 Dynamometer Kistler 9272.
Gambar 3.3 Material benda kerja
IV. Hasil Dan Pembahasan A. Data Hasil Penelitian
B. Pembahasan Penelitian
Dari data hasil penelitian ini, peneliti melakukan beberapa variasi kecepatan pemakanan dan putaran spindel, kemudian data hasil penelitian tersebut diplot ke dalam beberapa grafik sehingga memudahkan untuk melihat trend yang terjadi pada proses gurdi tersebut. Pada proses gurdi gaya yang sering diukur ada thrust force karena thrust force ada gaya yang terjadi pada arah Z axis dimana gaya tersebut merupakan gaya yang paling signifikan sehingga thrust force diasumsi sebagai gaya potong.
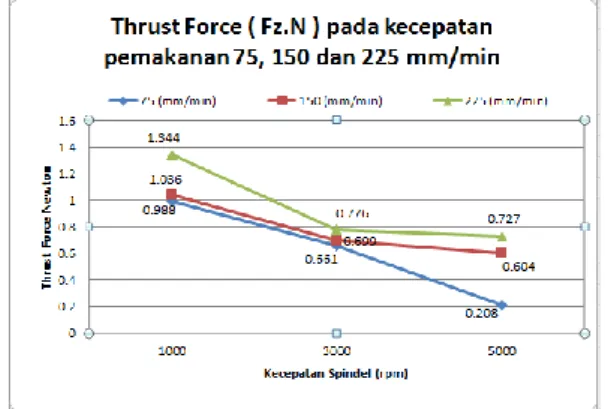
4.2.1 Pengaruh Putaran Spindel (n) rpm Pada Kecepatan Pemakanan (Vf) mm/min
Berdasarkan dari hasil pengujian pengaruh kecepatan spindel (n) terhadap kecepatan pemakanan (Vf) 75 mm/min ditunjukkan seperti pada gambar 4.1.
Pada gambar tersebut dapat dilihat bahwa semakin besarnya kecepatan spindel maka semakin kecil gaya potong yang dihasilkan. Ini juga terlihat pada kecepatan pemakanan 150 mm/min dan 225 mm/min variasi putaran spindel juga mempengaruhi gaya potong.
Gambar 4.1 Grafik Pengaruh Putaran Spindel (n) dan Kecepatan Pemakanan (Vf) 75, 150 dan 225 (mm/min)
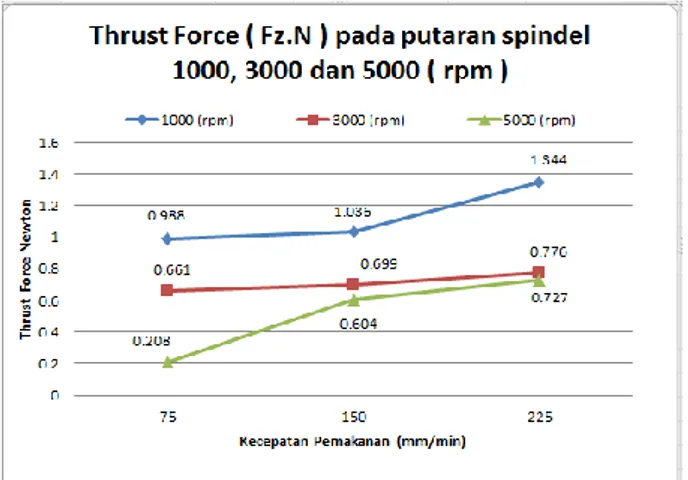
4.2.2 Pengaruh Kecepatan Pemakanan (Vf) mm/min
Terhadap Putaran Spindel (n) rpm
Berdasarkan dari hasil pengujian pengaruh kecepatan (Vf) terhadap putran spindel (n) 1000 (rpm)
79
tersebut dapat disimpulkan bahwa semakin kecil kecepatan pemakanan maka semakin kecil pula gaya potong yang dihasilkan. Ini juga terlihat pada gambar 4.5 dan gambar 4.6. Dimana pada putaran spindel 3000 (rpm) dan 5000 (rpm) maka variasi kecepatan pemakanan juga mempengaruhi gaya potong.Gambar 4.4 Grafik Pengaruh Kecepatan Pemakanan (Vf) terhadap Putaran Spindel (n) 1000, 3000 dan 5000
(rpm)
V. KESIMPULAN
Berdasarkan hasil pengujian, kecepatan pemakanan (feed rate) sangat mempengaruhi gaya potong pada proses gurdi papan blockboard, semakin besar kecepatan pemakanan maka semakin besar pula gaya potong yang terjadi.
1. Putaran spindel sangat mempengaruhi gaya potong yang terjadi pada proses gurdi papan blockboard, semakin besar putaran spindel maka semakin kecil gaya potong yang terjadi.
2. Kecepatan pemotongan dan putaran spindel akan mempengaruhi umur pahat sehingga akan mempengaruhui kualitas produk.
DAFTAR PUSTAKA
[1].http://www.academia.edu/8086771/KayuLapis
[2]. https://bondanprihastomo.wordpress.com/seputar-arsitektur-interior/furnitur-dan-kayu-lapis/
[3]. http://www.saeworkshop.co.id/material/
[4]. A.M. Abrao, P.E. Faria, J.C. Campos Rubio, P. Reis, J.P. Davim, Drilling of fiber reinforced plastics: a review, J. Mater. Process. Technol. 186 (1) (2007) 1–7.
[5]. S. Chen, X. Liu, L. Fang, R. Wellwood, Digital X-ray analysis of density distribution characteristics of wood-based panels, Wood Sci. Technol. 44 (2010) 85–93.
[6]. J.P. Davim, V.C. Clemente, S. Silva, Evaluation of delamination in drilling medium density fibre board, Proceedings of the Institution of Mechanical Engineers, Part B: J. Eng. Manuf. 221 (2007) 655–658.
[7]. J.P. Davim, J. Campos Rubio, A.M. Abrao, A novel approach based on digital image analysis to evaluate the delamination factor after drilling
composite laminates, Compos. Sci. Technol. 67 (2007) 1939–1945.
[8]. J. Dippon, H. Ren, F.B. Amara, Y. Altintas, Orthogonal cutting mechanics of medium density fibre boards, Forest Prod. J. 50 (7/8) (2000) 25– 30.
[9]. V.N. Gaitonde, S.R. Karnik, J.P. Davim, Taguchi multiple-performance characteristics optimization in drilling of medium density fiberboard (MDF) to minimize delamination using utility concept, J. Mater. Process. Technol. 196 (2008) 73–78. [10]. M.W. Kelly, Critical literature review of
relationships between processing parameters and physical properties of particleboard, Gen. Tech. Rep. FPL-10, Forest Products Laboratory, Forest Service, US, Department of Agriculture, USA, 1977, pp. 66.
[11]. Rochim, Taufik. 1993. Teori dan Teknologi Proses Permesinan,