BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Guna Kemas Indah didirikan pada tanggal 29 Maret 2008 di atas tanah
seluas 1,25 Ha dengan ketinggian kurang lebih diatas permukaan laut 1500 meter. PT. Guna Kemas Indah adalah perusahaan yang berstatus swasta nasional yang bergerak dibidang industri kemasan plastik (Thermorforming & Metalizing) dan
injection molding dimana perusahaan memproduksi jenis-jenis Vacuum Ttherforming yang berupajelly cupdan gelas plastik untuk proses thermoforming
sementara untuk produk Jadi dari proses injection molding dalam berbagai jenis ukuran, bentuk, dan warna yang beraneka ragam sesuai permintaan pasar dan pesanan pelanggan. Produk yang dihasilkan diberi merek Teh Sisri, Sindodes,
Mangga Jeruk, Joli dan lain-lain.
Pada awal berdirinya PT Guna Kemas Indah hanya untuk memenuhi
permintaan pasar di Pulau Jawa yang berpusat di Jakarta Jl. Pluit Raya Selatan No.11a-b, Jakarta Utara, Indonesia dengan membuka jaringan distribusi di Medan. Seiring berkembangnya penjualan produk gelas plastik dan joli, PT Guna
Kemas Indah melihat peluang pasar yang ada, maka perusahaan tersebut mendirikan pabrik di daerah Sumatera Utara yang berlokasi di Tanjung Morawa
Bahan baku yang digunakan dalam pembuatan produk plastik bening dan putih yaitu dari biji plastik Polypropyleneyang berasal dari PT Titanro Malaysia
dan Thailand.
PT Guna Kemas Indah memiliki kapasitas pabrik mencapai 360000 pcs
selama 24 jam. Perusahaan ini juga telah mendapat Sertifikat ISO 9001 : 2000 tentang sistem manajemen mutu. Dengan diperolehnya sertifikat ISO 9001 : 2000 maka manfaat utama dari implementasi sistem manajemen mutu digunakan untuk
memberi kenyamanan bagi karyawan dalam menjalankan pekerjaannya karena ada panduan, petunjuk, ataupun ukuran keberhasilan atas pekerjaannya dan adanya proses perbaikan berkesinambungan (Continuous Improvement).
2.2. Ruang Lingkup Bidang Usaha
PT Guna Kemas Indah memproduksi gelas plastik dalam ukuran yang berbeda-beda yaitu:
1. Untuk prosesinjection moldinghanya satu ukuran saja yaitu Lolycupmini 65 (2000).
2. Pada proses Thermoforming dan Metalizing menghasilkan 20 jenis produk
dengan volume yang berbeda-beda baik itu kemasan gelas plastik biasa (bening) ataupun gelas plastikprinting, lima diantaranya yaitu:
a. Kemasan MG 150 ml
b. Kemasan MG 220 (2000) ml c. Kemasan MG-t 240 ml
II-11
e. Kemasan MG-2000 D
Namun yang sering dipesan oleh pelanggan yaitu jenis Produk MG –WT 230
P dan MK-Wtmk 230 P.
2.3. Organisasi dan Manajemen
Pada bagian ini akan membahas mengenai struktur organisasi yang digunakan oleh PT. Guna Kemas Indah, dan juga tugas dan tanggung jawab
masing-masing jabatan yang ada diperusahaan tersebut.
2.3.1. Struktur Organisasi Perusahaan
Struktur organisasi yang terdapat dalam pabrik ini yaitu berbentuk hirarki dengan pegawai atau karyawan dalam suatu perusahaan terhubung dalam suatu
kesatuan struktur yang menyatu dengan tujuan agar pekerjaan dapat terselesaikan dengan lebih baik dibandingkan tanpa adanya pembagian tugas kerja.
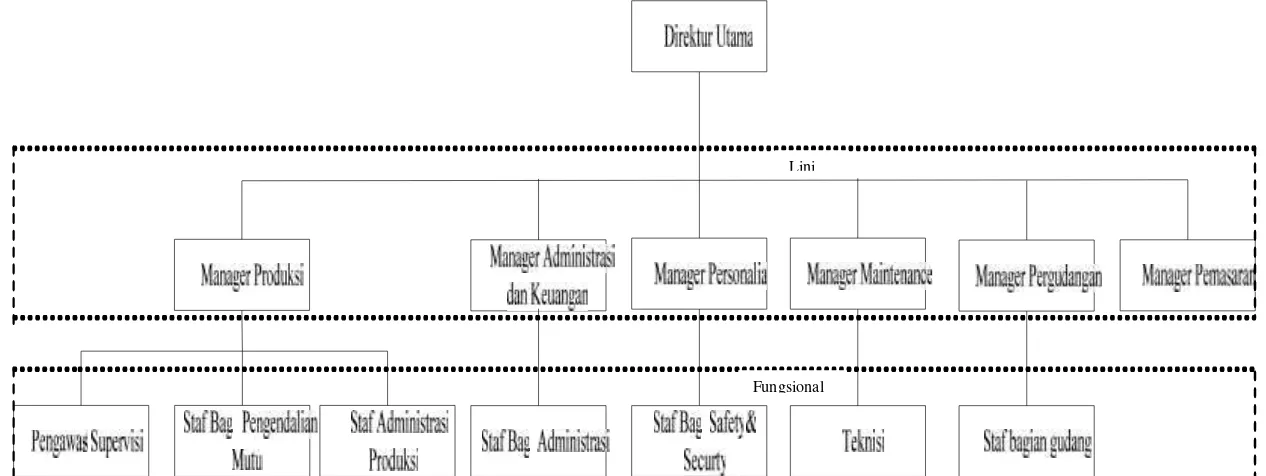
Struktur organisasi yang digunakan PT. Guna Kemas Indah adalah berbentuk campuran lini dan fungsional. Struktur organisasi berbentuk lini dapat dilihat dengan adanya pembagian tugas, wewenang dan tanggung jawab dari
pimpinan tertinggi kepada unit-unit organisasi yang berada di bawahnya dalam bidang pekerjaan tertentu secara langsung. Struktur organisasi fungsional dapat dilihat dengan adanya pemisahan/pembagian tugas, pendelegasian wewenang
serta pembatasan tanggung jawab yang tegas pada setiap bidang. Struktur organisasi perusahaan PT. Cahaya Bintang Medan dapat dilihat pada Gambar 2.1
Keterangan : 1. Hubungan Garis ( ) 2. Hubungan Fungsional (---)
2.3.2. Uraian Tugas dan Tanggung Jawab
Adapun tugas dan wewenang dari bagian struktur organisasi yang dimiliki
oleh PT. Guna Kemas Indah adalah sebagai berikut:
1. Direktur Utama
Direktur utama memiliki tanggung jawab sebagai berikut:
a. Mengkordinir secara keseluruhan terhadap kondisi dan kegiatan di
pabrik.
b. Membuat kebijaksanaan-kebijaksanaan dalam menentukan produk yang
c. akan diproduksi, dengan menentukan item-item yang akan diproduksi yang disesuaikan dengan permintaan pelanggan atau pasar.
2. Manager Produksi
Bagian produksi memiliki tugas dan tanggung jawab sebagai berikut: a. Mengawasi kegiatan produksi yang dilakukan oleh pabrik, mulai
dari awal sampai akhir kegiatan produksi
b. Melakukan pemeriksaan terhadap kesalahan-kesalahan yang terjadi dalam kegiatan produksi.
3. Manager personalia
Bagian umum atau bagian personalia memiliki tugas dan tanggung jawab
sebagai berikut:
a. Bertugas dalam kegiatan personal dari para pegawai.
4. Manager Administrasi dan Manager Keuangan
Bagian administrasi bertanggungjawab dalam hal mencatat semua
kegiatan pembukuan pada keuangan yang terjadi di perusahaan tersebut. Bagian keuangan memiliki tugas dan tanggung jawab sebagai berikut :
a. Bertanggung jawab dalam hal pembukuan, pemasukan dan pengeluaran yang dilakukan oleh perusahaan, khususnya dipabrik.
b. Memberikan honor atau gaji kepada pegawai perusahaan, termasuk
menangani kegiatan transaksi, ataupun simpan pinjam yang dilakukan oleh karyawan dengan perusahaan.
5. Manager Pemasaran
Mempunyai tanggung jawab dalam: a. Mengontrol pembelian barang.
b. Menerima laporan penjualan produk perusahaan.
c. Bertanggung jawab atas jumlah penjualan perusahaan setiap bulan. 6. Manager Maintenance
Manager Maintenance memiliki tanggung jawab sebagai berikut:
a. Bertanggung jawab untuk pemenuhan bagian pemeliharaan dan
perbaikan.
b. Bertanggung jawab dalam kegiatan perbaikan dan pemeliharaan.
II-11
7. Manager Gudang
Tugas, wewenang dan tanggung jawab Manager gudang adalah sebagai
berikut:
a. Mengatur pengiriman barang
b. Menerima laporan stok dari staf gudang
c. Bertanggung jawab atas berjalannya seluruh kegiatan yang dilakukan di gudang.
8. Pengawas atau supervisi
Pengawas atau supervisi bertugas d alam:
a. Mengawas derajat kualitas produk apakah sudah sesuai dengan yang diharapkan.
b. Pengawasan terhadap pembelian dengan mempertimbangkan kualitas
bahan baku.
c. Pengawasan persediaan bahan baku dan barang jadi.
d. Bertanggung jawab dalam mengatur penjadwalan. 9. Staf Bagian Pengendalian Mutu
Bagian pengawasan komponen memiliki tugas dan tanggung jawab
dalam hal mengawasi dengan melakukan inspeksi terhadap komponen komponen yang rusak.
10. Staf Teknisi
Bagian perbengkelan memiliki tugas dan tanggung jawab dalam mengawasi kegiatan perbaikan terhadap mesin, mal, peralatan, dan
seperti mesin compressor, mesinpress.
11. Staf Bagian Safety dan Security
Bagian penyiapan peralatan-peralatan yang menjaga kesalamatan para pekerja pabrik dan memilih pekerja untuk menjaga keamanan pabrik.
12. Staf Bagian Gudang
Bagian pergudangan memiliki tugas dan tanggung jawab mengawasi dan mencatat jumlah bahan baku dan produk jadi yang masuk dan
yang dikirim atau dikeluarkan oleh perusahaan.
13. Staf bagian Administrasi dan keuangan
Bertanggungjawab dalam mengurus pembukuan di perusahaan dan bertanggungjawab dalam mencatat pengeluaran dan pemasukan pada perusahaan.
14. Staf Administrasi produksi Bertanggung jawab dalam:
a. Membuat surat jalan untuk penjualan barang kepada pelanggan b. Mencatat piutang yang dilakukan pelanggan.
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja
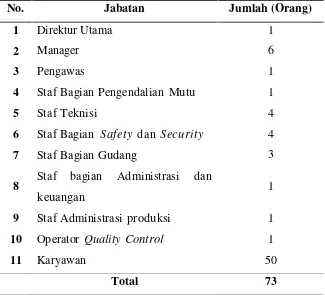
Jumlah tenaga kerja yang dipekerjakan pada PT. Guna Kemas Indah
II-11
Tabel 2.1. Jumlah Tenaga Kerja pada PT. Guna Kemas Indah
No. Jabatan Jumlah (Orang)
1 Direktur Utama 1
2 Manager 6
3 Pengawas 1
4 Staf Bagian Pengendalian Mutu 1
5 Staf Teknisi 4
6 Staf Bagian Safety dan Security 4
7 Staf Bagian Gudang 3
8 Staf bagian Administrasi dan
keuangan 1
9 Staf Administrasi produksi 1
10 Operator Quality Control 1
11 Karyawan 50
Total 73
Sumber : PT. Guna Kemas Indah
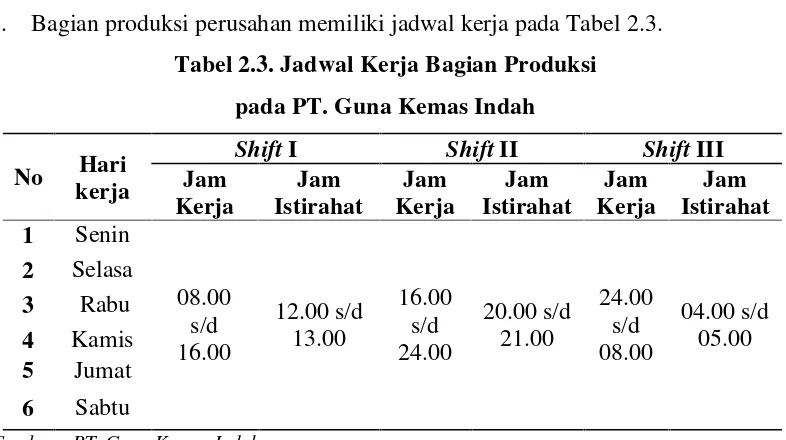
Perusahaan ini memiliki 3shiftkerja dimana setiap shift kerja terdiri atas 7 jam kerja dan 1 jam istirahat kecuali di hari sabtu jumlah jam kerja hanya 5 jam
untuk bagian kantor (Administrasi). Pembagianshiftkerja adalah sebagai berikut: 1. Bagian Kantor (Administrasi) perusahan memiliki jadwal kerja pada Tabel
2.2.
Tabel 2.2. Jadwal Hari Kerja Bagian Kantor (Administrasi) pada PT. Guna Kemas Indah
No Hari kerja Jam Kerja Jam Istirahat 1 Senin– Jum’at 08.00 s/d 16.00 12.00 s/d 13.00
2 Sabtu 08.00 s/d 13.00
2. Bagian produksi perusahan memiliki jadwal kerja pada Tabel 2.3. Tabel 2.3. Jadwal Kerja Bagian Produksi
pada PT. Guna Kemas Indah
No Hari kerja
ShiftI ShiftII ShiftIII
Jam
Sumber : PT. Guna Kemas Indah
2.3.4. Sistem Pengupahan dan Fasilitas Tenaga Kerja
Sistem pengupahan yang berlaku di PT. Guna Kemas Indah adalah dengan pengupahan perminggu yaitu 1 kali 2 minggu dengan menggunakan jasa buruh tidak tetap.
2.4. Proses Produksi
Pada baian ini akan dijelaskan mengenai bahan yang digunakan, uraian proses produksi, mesin dan peralatan, utilitas, serta safty and protection untuk
pembuatan produk di perusahaan tersebut.
2.4.1. Bahan yang Digunakan 2.4.1.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk
II-11
Bahan baku kemasan produk yang digunakan di PT. Guna Kemas Indah yaitu sebagai berikut :
1. Titro Propylenna 6531 merupakan biji plastik untuk bahan baku plastik cup bening. Titro Propylenna S98 untuk bahan baku plastik cup putih (untuk printing)
Sumber : PT. Guna Kemas Indah
Gambar 2.2. Bahan Baku Biji PlastikPolyprophylene
2. Titanleneuntuk bahan baku pada pembuataninjection molding.
Sumber : PT. Guna Kemas Indah
Gambar 2.3. Bahan Baku Biji PlastikTitanlene
2.4.1.2.Bahan Penolong
Bahan penolong adalah bahan yang ditambahkan untuk meningkatkan mutu produk menjadi bernilai namun bahan tersebut tidak ikut dalam proses produksi. Bahan penolong yang digunakan di PT Guna Kemas adalah sebagai
1. Katalis Cesa Nukleant yaitu sebagai menambah kecerahan pada cup plastik warna bening
Sumber : PT. Guna Kemas Indah
Gambar 2.4. Bahan KatalisCesa Nukleant
2. REMF 56 sebagai pengalot untuk mengurangi dan menghilangkan kepecahan.
Sumber : PT. Guna Kemas Indah
Gambar 2.5. Bahan REMF 56
3. Air digunakan untuk kebutuhan produksi sebagai pendingin.
Sumber : PT. Guna Kemas Indah
II-11
2.4.1.3.Bahan Penolong
Bahan tambahan adalah bahan yang ditambahkan dalam suatu proses
produksi sehingga dapat meningkatkan mutu produk menjadi lebih baik. Bahan tambahan yang digunakan di PT. Guna Kemas Indah yaitu:
1. Cat yang digunakan yaitu cat UV LC 416 terdiri dari berbagai warna seperti merah, kuning, hijau, ungu, biru dan lain-lain untuk memberi warna pada produk cup plastik printing.menggunakan merek pada cup plastik dengan
cara printing dan plastik untuk pengemasan cup plastik yang sudah dibuat merk.
2. Kardus sebagai bahan tambahan yang dibeli dari pabrik PT. Cas Cahaya Alam Sejati
3. Pembungkus plastik di-supply dari PT. Jaya Plastik yang terletak di Kawasan
Industri Medan.
4. Isolasi yang digunakan untuk mengisolasi kardus produk.
2.4.2. Uraian Proses Produksi
PT. Guna Kemas Indah menghasilkan produk Loly dan Cup, Berikut
merupakan proses yang ada di PT. Guna Kemas Indah.
2.4.2.1. Proses PembuatanLoly
1. Proses penimbangan yaitu menimbang bahan bakuTitanlenesebanyak 12,5 kg kemudian menimbang TP 6531 M sebanyak 62,5 Kg.
2. Pemanasan didalam saluran tuang
3. Penyuntikan yaitu material plastik dalam bentuk butiran atau pellet, diisi kedalam suatu wadah saluran tuang (hopper) yang terdapat bagian atas unit
mesin. Butir atau pellet ini disuap ke dalam silinder untuk dipanaskan hingga mencair.
4. Penenangan yaitu pada tahap ini adalah waktu penenangan sesaat setelah proses penyuntikan. Plastik cair telah disuntik ke dalam cetakan dan tekanan
dipertahankan untuk menyakinkan segala sisi rongga cetakan telah terisi secara sempurna.
5. Pendinginan yaitu plastik didinginkan di dalam cetakan untuk mendapatkan
bentuk padatnya di dalam cetakan. Pada proses ini sekaligus pengisian ulang bahan plastik darihopperke dalambarreldenganscrewyang berputar.
6. Pembukaan cetakan yaitu unit pengapit dibuka, yang memisahkan kedua belah cetakan
7. Pengeluaran yaitu pena dan plat ejector mendorong dan mengeluarkan hasil
cetakan dari dalam cetakan. Geram dan sisa pada sisi-sisi hasil cetakan yang tidak dipakai dapat didaur ulang untuk digunakan pada pencetakan
II-11
2.4.2.2. Proses PembuatanCup
Proses pembuatan cup menggunakan Langkah-langkah proses sebagai
berikut :
1. Proses Penimbangan
Menimbang bahan baku sebanyak 50 kg, Afal sebanyak 40 Kg, kemudian TP SM 98 sebanyak 10 Kg
2. ProsesMixing
Proses Mixing merupakan proses pencampuran bahan baku utama dengan bahan baku tambahan untuk membuat sheet. Material murni PP (Plypropylene), skeleton (aval), sheet, produk cup yang reject serta Cesa
Nucleant sebagai penambah kecerahan pada plastik semua bahan diaduk hingga rata. Setelah itu semua bahan di-mixing atau dicampur di mesin
Mixing. Pada proses penyampuran menggunakan timer tertentu agar proses
penyampuram keempat material tersebut dapat merata. Selanjutnya hasil mixing (campuran material) ini disalurkan ke Hopper (tempat untuk
menampung material) yang ada di mesinExtruder. 3. Proses PembuatanSheet
Sheet adalah material yang berbentuk lembaran yang akan digunakan untuk memproduksicup. Langkah proses pembuatansheetadalah sebagai berikut :
a. Pertama, keempat material yang sudah di mixing tersebut dimasukkan ke dalamHopperdan dipanasi dengan temperatur 80oC.
b. Selanjutnya material turun ke Barel Heater (tempat untuk memanasi
temperature masing-masing ± 220oC. Pada Barel Heater, material diaduk mengikuti putaranscrewyang digerakkan motorextruder.
c. Material dari Barel Heatermasuk keScreen Heater(tempat filter saringan plastik) untuk melakukan penyaringan dengan filter agar material yang
kotor tidak ikut tercampur pada saat proses. JumlahScreen Heater ada dua buah, temperatur dariScreen Heateradalah 220oC.
d. Dari Barel Heater masuk ke Screen Heater untuk melakukan pemanasan
kemudian kegear pumpdan kembali keScreen Heater dengan temperatur ± 225oC. jumlahScreen Heaterada dua buah.
e. Selain itu dilakukan pemanasan terakhir di Die Heater yang berjumlah tujuh buah. Adapun temperaturDie heateradalah ± 224oC.
f. Setelah itu, material tersebut dimasukkan ke dalam Roll Jumbo untuk
mencetak material yang cair tersebut menjadi lembaran. Selanjutnya mengatur ketebalan sheet dengan Baut Stopper (penyetel ketebalan).
Biasanya ketebalan sheet 0,74 mm, 0,83 mm, 0,97 mm, 1,06 mm, 1,10 mm. PadaRoll Jumboada sirkulasi air (chiller) untuk pendingin agarsheet yang dihasilkan tidak lengket, bening, dan mengkilap. Untuk temperatur
Chiller Roll Jumbo ada tiga yaitu atas, tengah, dan bawah dengan temperatur 23oC, 25oC, dan 21oC .
g. Lembaran (sheet) tersebut digulung dengan menggunakan alat yang
disebut Rewinder. Semakin cepat dan kebelakang penariknya maka sheet tidak akan kendor. Untuk proses penggulungan menggunakan ± 20-30 bar
II-11
inspeksi secara manual oleh operator. Jika ada sheet yang cacat maka langsung dipotong atau dibuang menjadi sheet reject. Oleh karena itu,
inspeksi harus teliti agarsheetyang dihasilkan bagus dan tidak adareject. h. Setelah proses penggulungan selesai maka sheet dapat digunakan
memproduksi cup. Namun sheet yang diproduksi saat ini belum tentu dipakai langsung untuk produksicup. Untuk hasil 1 rollsheet ± 600-1000 Kg dan untuk pengambilan sheet untuk proses di mesin Vaccum
Thermoforming harus sesuai urutan agar sheet yang telah lama terpakai lebih dahulu.
4. Proses PembuatanCup
Adapun langkah-langkah proses di mesin Thermoforming adalah sebagai berikut :
a. Lembaran (sheet) dari mesin Extruder diletakkan di tempat menampung material di mesinThermoforming.
b. Selanjutnya dilakukan set up mesin dimulai menggunakan pemanasan heater dengan temperatur yang berbeda-beda tergantung tebal sheet. Semakin tebal sheet,maka suhu semakin tinggi.
c. Setelah set up selesai dilakukan, maka lembaran sheet dimasukkan kedalam mesinThermoforminguntuk dicetak menjadicup.
kemudian dilakukan perbaikan dengan memberitahu operator untuksetting mesin ulang.
5. Proses penyortiran, yaitu produk yang telah disortir kemudian dibungkus kedalam plastik sebanyak 75 Pcs tiap jalur sehingga berisi 40 lajur tiap satu
kardus (3000pcs).
6. Setelah itu menimbang berat kardus maksimum 50 Kg
7. Kemudian dilakukan packing setelah kardus berisi 40 lajur tiap satu karton
(3000pcs).
2.4.2.3. ProsesCup Printing
Proses pembuatan Cup Printing memiliki langkah-langkah sebagai berikut:
1. Menimbang bahan baku sebanyak 50 kg, Afal sebanyak 40 Kg, kemudian TP SM 98 sebanyak 10 Kg.
2. Proses Penuangan di tempat penuangan (Hopper)
3. Proses mixer yaitu semua bahan diaduk hingga rata. Setelah itu bahan baku dialirkan atau dibawa dengan menggunakan pneumatic conveying yang
menggunakan sistem vakum udara menuju ke mesinExtrusion.
4. Proses Extruder yaitu bahan baku dipanaskan hingga meleleh pada suhu
230oC di mesinExtrusion
5. Proses Polisheryaitu bahan baku yang cair kemudian dibentuk menjadi sheet dengan ukuran: tebal 1,20 – 1,30 mm dan lebar 66 – 66,5 pada suhu 28oC
II-11
6. Kemudian berat gulungan sheet di bawa ketempat penimbangan untuk mengontrol berat yang sesuai.
7. Proses Pencetakan yaitu pada mesin Vaccum Thermoformer (Dong Long) kemudian dipanaskan dengan macam heater yaitu heater upper dengan suhu
360oC danheater lowerdengan suhu 350oC.
8. Setelah produk menjadi berwarna putih kemudian disortir dengan memperhatikan bentuk fisik cup, seperti susunan yang tidak rata, permukaan
yang miring, adanya goresan, dancupminuman yang terbakar.
9. Penyortiran, yaitu produk yang telah disortir kemudian dibungkus kedalam
plastik sebanyak 75Pcstiap jalur sebanyak 40 jalur.
10. Setelah itu, kardus hasil penyortiran dibawa ke ruang printing untuk diberi warna sesuai dengan permintaan konsumen.
11. Kemudian dengan menggunakan alat sensor pada mesin printing, lalu produk jadi dipackingke dalam plastik dan dimasukkan kedalam kardus.
12. Kemudian ditimbang beratnya kurang lebih 50 Kg
2.4.3. Mesin dan Peralatan
Pada bagian ini akan dijelaskan mengenai mesin-mesin dan peralatan yang digunakan pada lantai produksi di perusahaan tersebut.
2.4.3.1.Mesin
Mesin dan peralatan yang digunakan pada PT Guna Kemas Indah adalah
1. Mesin Fong Kee yang terdiri dari mixer, extrude, dan polisher memiliki kegunaan untuk menghasilkan bahan baku berbentuk lembaran yang
bergulung.
Tipe : HA-50 A
Power : 1 Ph 220 V. 50/60 Hz 300 w Berat :22 Kg
Suplier :Habor Precise Industrious Co. Ltd Taiping City-Taichung
Country Taiwan
Jumlah : 1 Unit
2. Thermoforming machine (Dong Long) memiliki kegunaan untuk membuat produk jadi baikcupplastik bening maupuncup plastik putih.
Tipe : DD-9 GB 10963
Power : 400 V
Supplier :Shantou Anping Food Stuff Packing Machinery Co. Ltd
Jumlah : 4 Unit
3. BakKonveyormemiliki kegunaan sebagai saluran ke tempat penyortiran. Ukuran : 1,5m x1m x 1m
Panjang : 2 m Jumlah : 4 Unit
4. Printing Machinememiliki kegunaan untuk mengecatcupplastik putih. Tipe : QJY-6125
Rpm : 214 rpm/min
II-11
5. Machine Injection Molding memiliki kegunaan untuk membuat produk jadi loly.
Tipe : LIY CK 10-2-000042
Power : 380 V
Supplier :Sahntou City a Section Of the join Machinery Manufacturing
Rotary Show : 33,4 Rpm Jumlah : 1 Unit
2.4.3.2. Peralatan
Peralatan yang mendukung proses produksi yang digunakan adalah sebagai berikut :
1. Timbangan Digital untuk menimbang bahan baku dan produk
2. Timbangan gantung digital untuk menimbang sheet 3. Cetakan (jantan) untuk menekansheetketika dicetak.
4. Lampu untuk membantu pekerja menyortir produk jadi 5. Forkliftuntuk memindahkan bahan baku dan produk jadi 6. Handliftuntuk memindahkan bahan baku dan produk jadi
7. Pipa untuk mengalirkan air pendingin ke lantai produksi
2.4.3.3.Saftey and Fire Protection
PT. Guna Kemas Indah sudah memiliki sistem manajemen keselamatan dan keselamatan kerja bagi semua karyawan yang langsung ditangani oleh
keselamatan dan kesehatan kerja sesuai dengan UU No.14 Tahun 1969 tentang Ketentuan-ketentuan Pokok Mengenai ketenagakerjaan, pasal 9 dan pasal 10.
Pasal 9 berbunyi “Tiap tenaga kerja berhak mendapat perlindungan atas
keselamatan, kesehatan, kesusilaan, pemeliharaan moril kerja serta perlakuan
yang sesuai dengan martabat manusia dan moral agama”. Dan pasal 10 berbunyi “Pemerintah membina norma perlindunggan tenaga kerja yang meliputi norma
keselamatan kerja, norma kesehatan kerja, norma kerja, pemberian ganti kerugian,
perawatan dan rehabilitasi dalam hal kecelakaan kerja”
Meskipun belum berjalan dengan baik karena banyak karyawan yang tidak
mematuhi dengan alasan kenyamanan karyawan. Seperti tidak menggunakan masker saat bekerja, tidak menggunakan pelindung mata ketika memotong besi serta tidak menggunakan sarung tangan ketika mencampur cat printing. Namun
untuk kegiatan house keeping biasanya dilakukan secara rutin oleh petugas kebersihan. House Keeping ini merupakan suatu program untuk membersihkan
lokasi kerja masing-masing dan membuat suasana lingkungan kerja yang nyaman dan sehat.
Fire extinguisher disediakan sebanyak tiga buah yang digunakan untuk
II-11
2.4.3.4. Utilitas
Utilitas merupakan bagian yang penting dalam menunjang kegiatan
operasi dalam pabrik, penanggulangan kebakaran, kegiatan perkantoran dan perumahan. Sistem utilitas yang terdapat di PT. Guna Kemas Indah adalah:
1. Tenaga Listrik
Tenaga Listrik yang digunakan adalah tenaga listrik PLN dengan daya 555 KVA untuk menghidupkan mesin-mesin secara normal. Jika terjadi
pemadaman listrik maka digunakan generator cadangan berdaya 380 KVA dengan spesifikasi sebagai berikut :
a. Kode No. : SR4 serial no. B49BH6998 b. Merk : Maspion
c. Jumlah : 1 unit
d. Bahan bakar : solar
e. Power : 288 KVA, 50 Hz, 1500 rpm, 3phase, cos ω 0,8
2. Air dari Perusahaan menggunakan jasa PAM
Selain menggunakan fasilitas PAM, PT Guna Kemas Indah memompa air dari sumur. Air dari PAM digunakan untuk kebutuhan air minum para pekerja