BAB II
LANDASAN TEORI
2.1 Pengertian Moulding
Secara umum yang dimaksud dengan moulding adalah proses pembentukan benda kerja dengan wujud tertentu dari material kompon(plastic/ compound articles) dengan menggunakan alat bantu yang berupa cetakan atau mould, yang dalam pelaksanaanya menggunakan perlakuan panas dan pemberian tekanan.
Definisi Plastik ialah salah satu bahan baku yang diperoleh melalui proses sintesis dari berbagai bahan mentah, yaitu : minyak bumi, gas bumi dan batu bara.
Plastik juga dapat dinamakan bahan organik karena terdiri dari persenyawaan- persenyawaan karbon, kecuali plastik silikon yang mengandung silicium sebagai pengganti karbon (silicium secara kimiawi mirip dengan karbon). Plastik juga disebut sebagai bahan berstruktur makro molekuler karena bahan tersebut terdiri dari molekul-molekul yang besar (makro).
Ada dua jenis material plastic yang kita kenal :
• Thermosetting, material yang akan mengalami perubahan secara kimiawi apabila dipanaskan dan juga akan mengalami perubahan bentuk.
Contohnya : silicon, epoxy alkyd.
• Thermoplastic, material akan menjadi lunak bila dipanaskan, dan akan mengeraskan bila didinginkan, dan bisa dilunakkan lagi dengan memberinya panas lagi.Contohnya : Polystyrene, nylon (polimide), Polyacetate dll.
bawah ini : a.Thermoplast
Thermoplast mempunyai susunan molekul benang ruwet dan tanpa ikatan.
Molekul-molekul makro bersatu karena adanya gaya yang berasal dari gesekan dan belitan antar molekul. Plastik semacam ini sangat mudah mengalami deformasi (perubahan bentuk) apabila terkena gaya yang relatip kecil karena posisi-posisi molekul mudah bergeser. Susunan molekul yang semula seperti benang ruwet apabila terkena gaya akan berubah secara teratur (searah dengan gaya). Pada temperatur ruang, gaya lekat antar molekul ini relatip besar, artinya : plastik thermo (thermoplast) keras. Dengan naiknya temperatur maka berkuranglah gaya lekat antar molekul, belitan molekul mengendorkan dari dan plastik menjadi elastis. Apabila dipanaskan lebih lanjut maka molekul-molekul makro akan mudah bergerak, artinya plastiknya menjadi lunak dan akhirnya mencair. Pada proses pendinginan plastik yang mula-mula berada dalam keadaan cair melalui tahap lunak dan elastis menjadi material keras. Perubahan keadaan ini dapat diulangi tanpa batas. Berdasarkan sifat mampu diubah melalui pemanasan tersebut, jenis plastik ini dinamakan dengan thermoplast (thermoplast = panas- bahasaYunani).
b.Duroplast
Duroplast terdiri dari molekul-molekul makro yang membentuk susunan jala yang rapat. Susunan jala ini terbentuk berdasarkan gaya sambung kimiawi.
Gaya sambung kimiawi tersebut apabila mengalami kenaikan temperature maka akan mengecil. Meskipun demikian, pada temperatur tertentu susunan jala yang rapat ini akan mengalami kerusakan dan apabila didinginkan kembali ke temperature semula jala yang telah mengalami kerusakan tidak akan kembali ke susunan atau bentuk semula. Jenis plastik ini apabila dipanaskan maka sifat-sifat mekanisnya hanya mengalami sedikit perubahan. Oleh karena itu jenis plastik ini dinamakan dengan duroplast (duros = keras-bahasa Yunani). Sebelum dikerjakan dilakukan “pembongkaran susunan jala” (umumnya pencairan) pada duroplast dan dikeraskan serta kemudian melalui pemanasan ataupun pungurangan (penurunan) kekerasan dilakukan pengerjaan akhir (pembentukan ke bentuk yang diinginkan).
c.Elastomer
Elastomer terdiri dari molekul-molekul makro yang membentuk susunan jala yang renggang. Susunan jala yang renggang ini terbentuk berdasarkan gaya fisik (yaitu : gaya gesek dan belitan) dan gaya sambung kimiawi yang terdapat pada ikatan-ikatan antara dua molekul makro. Ikatan antara dua molekul makro pada elasthomer memiliki jarak satu dengan lainnya yang relatip besar bila dibandingkan dengan duroplast. Kedua jenis gaya itulah (Fisik dan kimiawi) yang menentukan sifat dari elastomer, yaitu : molekul-molekul makro yang tersusun
“ruwet” dapat diluruskan dengan sebuah gaya dan apabila gaya tersebut
: susunan “ruwet”. Sifat elastik seperti pada karet inilah yang menjadi alasan mengapa jenis plastik ini dinamakan elastomer. Tetapi meskipun demikian, apabila elastomer dipanaskan melebihi batas temperatur yang diizinkan dan kemudian didinginkan lagi maka elastomer akan rusak seperti pada duroplast.
2.2 Jenis – jenis Molding
Pemelihan dari proses moulding secara umum dipengaruhi oleh pemilihan material untuk mendapatkan sifat – sifat fisik yang diinginkan dari benda kerja yang akan di buat. Kadang – kadang juga di pengaruhi oleh bentuk disain produknya, misalnya berpenampang luas yang tipis, insert yang panjang, serta tuntutan ketelitian yang harus di penuhi. Ada beberapa metode dasar moulding, yaitu :
1. Blowing molding 2. Compression molding 3. Exstrusion molding 4. Transfer molding 5. Injection Molding
Kerap kali metode yang akan digunakan harus ditentukan sebelum disainnya dipaparkan kedalam gambar. Jadi pilihan material dan teknik pengerjaan harus berdasarkan beberapa faktor yang mempengaruhinya maupun hal – hal yang menjadi tuntunan.
2.2.1 Blowing Molding
Blow Molding merupakan suatu metode mencetak benda kerja berongga dengan cara meniupkan atau menghembuskan udara kedalam material/bahan yang menggunakan cetakan yang terdiri dari dua belahan mold yang tidak menggunakan inti (core) sebagai pembentuk rongga tersebut.
Material plastik akan keluar secara perlahan secara perlahan akan turun dari sebuah Extruder Head kemudian setelah cukup panjang kedua belahan akan mold akan di jepit dan menyatu sedangkan begiah bawahnya akan dimasuki sebuah alat peniup (blow Pin) yang menghembuskan udara ke dalam pipa plastik yang masih lunak, sehingga plastik tersebut akan mengembang dan membentuk seperti bentuk rongga mould-nya. Material yang sudah terbentuk akan mengeras dan bisa dikeluarkan dari mold hal ini karena Mold dilengkapi dengan saluran pendingin didalam kedua belahan mold.
Untuk memperlancar proses peniupan proses ini dilengkapi dengan pisau pemotong pipa plastik yang baru keluar dari extruder head. Contoh hasil produksi yang dapat dikerjakan dengan metode ini adalah bentuk Gelas dan botol. Proses tersebut seperti gambar dibawah ini:
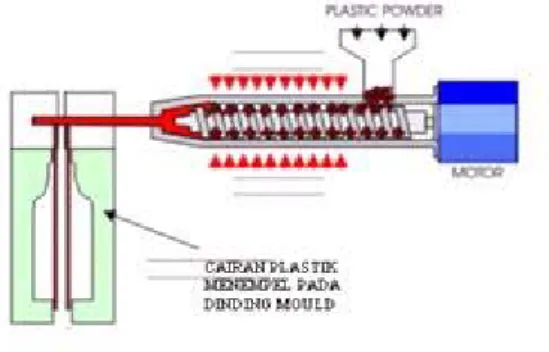
1. Proses Pengisian butiran Plastik dari Hopper kedalam Heater. Oleh motor Srew berputar sambil menarik butiran plastik mengisi ruang Heater.
2 Proses pemanasan butiran plastik kedalam heater. Setelah butiran plastik meleleh dan membentuk seperti pasta maka plastik diinjeksikan kedalam mold.
3. Proses peniupan udara. Saat plastik menempel pada dinding mold seperti pada tahap ke II maka udara dengan tekanan tertentu ditiupkan kedalam mold.
Gambar 2.1 : Proses pertama
Gambar 2.2 : Proses kedua
Gambar 2.3 :Proses ketiga
4. Proses pengeluaran produk. Produk dikeluarkan setelah produk dingin.dengan cara salah satu cavity plate membuka.
2.2.2 Compression Moulding (Thermoforming)
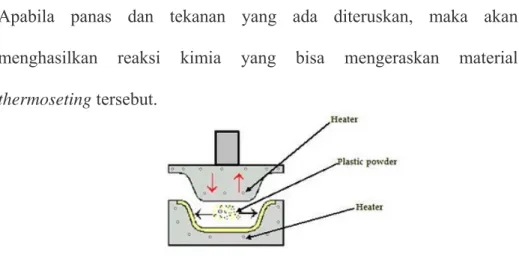
Compression molding (Thermoforming) merupakan metode mold
plastik dimana material plastik (compound plastic) diletakan kedalam mold yang dipanaskan kemudian setelah material tersebut menjadi lunak dan bersifat plastis, maka bagian atas dari die atau mould akan bergerak turun menekan material menjadi bentuk yang diinginkan.
Apabila panas dan tekanan yang ada diteruskan, maka akan menghasilkan reaksi kimia yang bisa mengeraskan material thermoseting tersebut.
Material Thermosetting diletakan kedalam mold yang bersuhu antara 300 derajat Franheit hingga 359 derajat Franheit dan tekanan
Gambar 2.4 : Proses keempat
Gambar 2.5 : Proses thermoforming
molding dapat dibedakan atas empat macam yaitu : 1. Flash type Mold - jenis ini bentuknya sederhana, murah, saat mold menutup maka material sisa yang kemudian meluap akan membentuk lapisan parting line/plain (land B), dan karena tipisnya akan segera mengeras/beku sehingga menghindari meluapnya material lebih banyak. Jadi biasanya mold akan di isi material sepenuhnya sampai luapan yang terjadi sebanyak yang diijinkan.
2. Positive mould - jenis ini terdiri dari dari suatu rongga (cavity) yang dalam dengan sebuah plunger yang mengkompresikan/memadatkan material kompoud pada bagian bawah mold pemberian material disesuaikan dengan kapasitasnya baik dengan cara menimbang sehingga menghasilkan produk yang baik dan seragam.
3. Landed Positive Mold - mirip dengan tipe diatas ,akan tetapi tinggi bidang batas dibatasi.bagian “land” bekerja menahan tekanan (bukan bagian Produknya). Karena ketebalan material terkontrol dengan baik, maka kepadatan benda kerja tergantung dari posisi pengisian yang diberikan.
4. Semi positive mold - merupakan kombinasi antara flash type dan landed positive mold.
2.2.3 Extrusion molding
Extrusion molding mempunyai kemiripan dengan injection molding, hanya pada extrusion molding ini material yang akan dibentuk
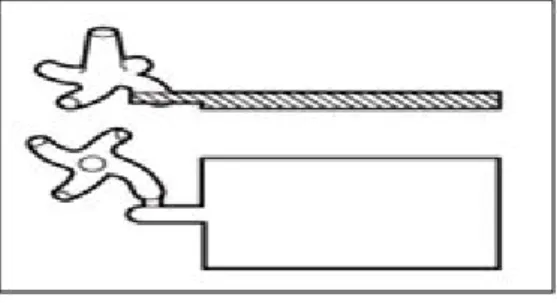
akan berupa bentukan profil tertentu yang panjang. Pada prinsipnya juga ada bagian mesin yang berfungsi mengubah material plastik menjadi bentuk lunak (semifluida) seperti pasta dengan cara memanaskannya dalam sebuah silinder, dan memaksanya keluar dengan tekanan melalui sebuah forming die (extruder head or hole), yaitu suatu lubang dengan bentuk profill tertentu itu akan keluar dan diterima oleh sebuah conveyor dan dijalankan/ditarik sambil didingikan, sehingga profil yang terbentuk akan mengeras, dan setelah mencapai panjang tertentu akan dipotong dengan pemotong yang melengkapi mesin extrusi tersebut. Berikut ini contoh proses Extrusion molding :
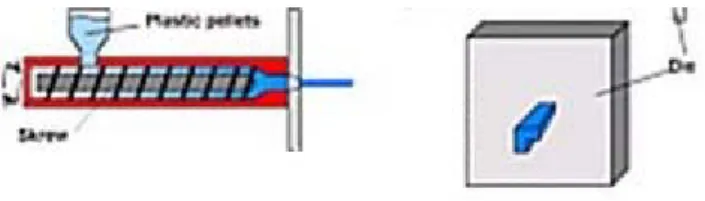
1. Butiran kecil material plastik oleh gerakan srew dimasukkan kedalam silinder heater dipanaskan untuk diubah menjadi material kental seperti pasta.
2. Didalam silinder Heater atau pemanas, butiran plastik berubah menjadi cair, lalu dengan tekanan tertentu dimasukkan melalui sebuah forming die (extruder head atau hole), yaitu suatu lubang dengan bentuk profill.
Gambar 2.6 : Proses forming 1
3.
4. Produk ditarik atau dikeluarkan dan diterima oleh sebuah conveyor dan dijalankan/ditarik sambil didingikan, sehingga profil yang terbentuk akan mengeras.
Berikut ini contoh produk-produk yang dihasilkan dengan extrution molding.
Gambar 2.7 : Proses forming 2
Gambar 2.8 : Proses forming 3
Bentuk extruder head (forming) ini bisa bermacam-macam, sesuai dengan keinginan kita dan bisa dipasang dan diganti-ganti karena dilengkapi dengan holder. Tentu saja bagian ini harus dibuat dari bahan baja pilihan yang dikeraskan, yang mampu menahan panas dan gesekan dari material yang diproses.pendinginan benda kerja dilakukan dengan menyemprotkan udara pada profil yang berjalan, sehingga bisa merata keseluruh bagian/panjang profil yang dihasilkan.
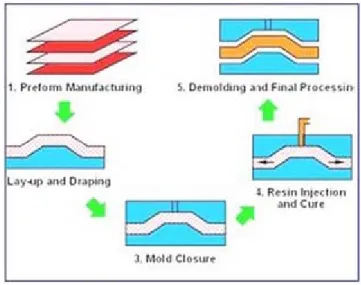
2.2.4 Transfer molding
Merupakan proses pembentukan suatu benda kedalam sebuah mold (yang tertutup) dari material thermosetting, yang disiapkan kedalam reservoir dan memaksanya masuk melalui runner/kanal kedalam cavity dengan menggunakan panas dan tekanan.
Pada proses transfer molding dibutuhkan toleransi yang kecil pada semua bagian mold, sehingga sangat perlu dalam pembuatan mold, dikonsultasikan secara baik dengan product designer, mold designer dan molder/operator untuk menentukan toleransi.
Proses transfer moulding terdiri atas dua type yaitu: sprue Type dan plunger tipe. Jenis plunger memerlukan tekanan yang lebih kecil dibandingkan dengan tipe sprue
2.2.5 Injection molding
Proses injection molding merupakan proses pembentukan benda kerja dari material compound berbentuk butiran yang ditempatkan kedalam suatu hopper/torong dan masuk kedalam silinder injeksi yang kemudian didorong melalui nozel dan sprue bushing kedalam rongga (cavity) dari mold yang sudah tertutup.
Setelah beberapa saat didinginkan, mold akan dibuka dan benda jadi akan dikeluarkan dengan ejector. Material yang sangat sesuai adalah material thermoplastik dan karena pemanasan material ini akan melunak dan sebaliknya akan mengeras lagi bila didinginkan.
Perubahan–perubahan ini hanya bersifat fisik, jadi bukan perubahan kimiawi sehingga memungkinkan untuk mendaur ulang material sesuai dengan kebutuhan.
Material plastik yang dipindahkan dri silinder pemanas biasanya suhunya berkisar antara 177 derajat Celcius hingga 274 derajat
Gambar 2.9 : Transfer moulding
Celcius. Semakin panas suhunya, plastik/material itu akan semakin encer (rendah viskositasnya) sehingga semakin mudah diinjeksi,disemprotkan kedalam mold. Setiap material memiliki karakter suhu molding. Semakin lunak formulasinya, yang berarti kandungan plastis tinggi, membutuhkan temperatur rendah, sebaliknya yang memiliki formulasi lebih keras butuh temperatur tinggi. Bentuk-bentuk partikel yang sulit, besar dan jumlah cavity yang banyak serta runner yang panjang menyebabkan tuntutan
temperatur yang tinggi atau naik.
Proses kerja mold injeksi berkisar antara 35 detik yang terdiri atas beberapa tahap seperti kedua gambar dibawah in :
Gambar 2.10 : Cycle Time
Untuk mempercepat proses pengerasan/pembekuan material yang telah di Injeksi ke dalam cavity maka mold selalu didinginkan sehingga produk cepat dikeluarkan dari mold tanpa rusak/cacat, dengan demikian berarti memperpendek cycle time- nya. Hal ini dikerjakan dengan mengalirkan cooling yang mengelilingi cavity dalam mold plate dengan suhu cooling antara 30 derajat hingga 70 derajat. Untuk pekerjaan-pekerjaan khusus kadang-kadang juga diperlukan perlakuan panas mold plate (menjaganya pada suhu tertentu) sampai dengan 170 derajat Celcius.
Pembuatan mold injeksi membutuhkan tooling cost atau biaya peralatan yang tinggi namun memiliki “cylce time” atau waktu produksi yang lebih cepat dibandingkan dengan proses yang lainnya. Dengan pertimbangan waktu produksi yang cepat maka biaya tiap bagiannya akan menjadi lebih murah apalagi jika
berjalan secara otomatis.
Berdasarkan jumlah pelatnya umumnya mold injeksi dibagi atas dua type yakni tipe two plate and three plate mold seperti pada gambar dibawah ini:
Berdasarkan jenis runner mold injeksi dapat dibedakan atas beberapa tipe antara lain:
1. Mold konvensional dengan runner dingin (cold runner)
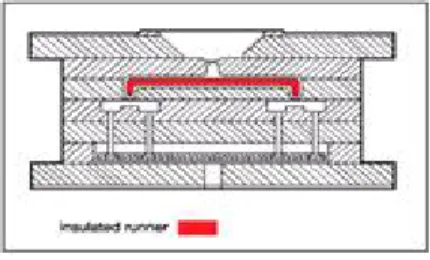
2. Mould dengan runner yang terisolasi Keuntungan tipe ini adalah temperatur cairan yang masuk stabil, tidak memerlukan kepressian yang tinggi tentang keseimbangan runner. Namun jenis ini memerlukan biaya produksi dan perawatan yang tinggi serta desain dan pengoperasiannya yang rumit.
3. Mold hot runner Keutungan jenis mould ini adalah waktu pemanasan awal berkurang dan cocok untuk cavity yang besar
Gambar 2.11 : Cold Runner
Gambar 2.12 : Runner Isolasi
dan jumlah banyak. Namun tipe ini membutuhkan desain dan produksi yang rumit sehingga biayanya juga tinggi.
Pada pembahasan mengenai mould injeksi ini penulis akan batasi pada jenis cold runner two plate khususnya pada pembuatan mold emblem D,M,X.
2.3 Type Runner Gate Pada Molding Injeksi
Pada dasarnya type runner gate pada molding memang sama tetapi terdapat keuntungan dan kerugian. Penggunaan jenis runner juga sangat bergantung dari jenis material yang digunakan untuk membuat produk.dibawah ini akan dijelaskan jenis – jenis runner gate, yaitu :
Gambar 2.13 : Hot runner
Gambar 2.14 : Two Plate mould
1. Manually Trimmed a. Fan Gate
b. Sprue gate
c. Direct of Pin Gate d. Tab Gate
e. Edge Gate
2. Automatically Trimmed:
a. Pin point Tab Gate b. Submarine or Tunnel Gate c. Slide Runner
Keterangan :
1. Mannually trimmed :
a. Fan or flash type gate - cocok untuk benda kerja yang tipis, rata tetapi besar atau lebar. Sering disebut juga sebagai band gate (film gate).
b. Sprue gate - Metode paling tua dan paling sederhana, dimana material disemprotkan langsung melaluoi sprue tanpa melalui runner. Metode ini Biasannya digunakan untuk pada mold satu cavity.
Gambar 2.15 : band gate (film gate).
silindris dan berlubang, karena bentuk runner dan gate-nya mengelilingi core, dan masuk ke dalam cavity secara bersama.
d. Disk atau Diagram gate - digunakan untuk benda kerja yang berbentuk annular dan rata. Bagian sprue-nmya langsung ke bentuk disk atau piringan dan material mengalir dari pusat ke segala arah menuju cavity untuk menghindari pengelasan. Jadi metupakan kebalikan dari sistem ring gate yang memasukkan material dari pinggir lingkaran menuju benda kerja. Pekerjaan finishing tinggal memotong bentuk disk-nya yang membentuk gate.
Gambar 2.17 : Ring type
Gambar 2.18 :Disk atau Diagram gate
e. Tab gate (flash and Square) - Gate kecil antara dinding dan ujung runner yang berbentuk bulat penuh itu akan menaikkan suhu atau temperatur dari material, dan menyebabkan plastik panas itu mudah masuk ke dalam cavity. Biasanya menghasilkan bentuk yang bagus, mengurangi “sink mark” (kerutan akibat ketebalan material yang tidak sama), sehingga juga memperbaiki stabilitas ukuran benda kerja.
2. Automatically trimmed :
a. Pin point gate - cocok untuk material polystyrene. Bentuk runner-nya adalah bulat dan ujungnya berbentuk bola dan diteruskan oleh gate tersebut masuk ke dalam cavity.
Gambar 2.19 :Tab gate (flash and Square)
Gambar 2.20 :Pin point gate
dari runner ke dalam cavity. Tujuannya adalah untuk memisahkan produk terhadap runner secara otomatis pada saat produk didorong keluar, sehingga sangat mengurangi (waktu) pekerjaan finishing. Untuk itu perlu dicermati konstruksi dan ukuran dari runner, gate, dan sudut
kemiringannya.
c. Slider Runner – Untuk jenis ini termasuk jenis runner yang baru – baru ini digunakan karena tinggkat cacat terhadap produk kecil. Bentuknya menggunakan block slider sebagai window untuk material masuk.
Memang secara harga lebih mahal. Hampir semua produk yang menggunakan slider runner yaitu produk part – part platting.
Gambar 2.21 :Tunnel (sub marine gate)
2.4 Ekter
2.4.1 Be uk yai ban 10 saa 2.4.2
Be pel Ba ber
rnal Komp
Eye Bolt erfungsi seb kuran kapasi itu hanya du nyak komb 50T, 2500T at Over Hau
Cover Eje erfungsi seb
lindung rua ahan cover rserat kawa
onen Dan F
bagai holder itas yang b ua yaitu eye binasi yaitu T, 3500T. E ul.
ector bagai penu ang ejektor ejektor bis at. Ini juga b
Gbr
Re
Fungsi
r atau penga erbeda – be ebolt dan fr
dari kapas Eye bolt ju
utup ruang dari debu sanya terbu bagian yang
. 2.22 Ekterna
eff:”Check
angkat mol eda. Eye bo reno sedang sitas 30 T, uga berfung
g ejektor b bahkan dar uat dari akr g standart un
al Komponen
Sheet Over
d tersebut d olt dibedaka kan meurut , 80T, 170 gsi untuk m
biasanya le ri benda asi rilik transpa ntuk setiap m
Molding
r
dengan jeni an menurut t kapasitas c T, 350T, 6 mengangkat
ebih baik u ing yang m aran atau a
mold.
is dan jenis cukup 650T, mold
untuk masuk.
akrilik
Plate ini menerangkan beberapa spesifik mold tersebut yang tertera dari mold tersebut yaitu: nama mold, kapasitas mold, pembuat mold, customer, mold nomer, jenis material, jenis koneksi mold, dimensi mold, dll.dengan adanya property mold kita dapat mudah mengenal latar belakang mold tersebut.
2.4.4 Sprue Bush
Bagian ini sebagai bagian yang vital karena bagian ini sebagai window utama saat material masuk kedalam ruang mold. Material yang masuk ke ruang mold tersebut sangat panas maka secara otomatis material tersebut di buat dengan material yang kuat tidak sedikit juga material yang di harden (dikeraskan). Ada juga sprue bush yang terbuat dari tembaga karena tembaga cukup baik untuk menghantarkan panas.bentuknya juga disesuaikan dengan radius yang ada di nozle mesin injeksi.
2.4.5 Ejektor Rod
Bagian ini berfungsi sebagai tumpuan untuk mendorong plate ejektor.bentuk dengan penampang silinder ini yang berhubungan lansung terhadap ejektor plate siap untuk mendorong ejektor dan accesories lainya.jumlah dari ejektor rod ini juga bervariasi.mulai dari satu hingga sembilan. Contohnya untuk kapasitas mold 30Ton cukup menggunakan 1 Ejektor rod karena dimensi mold yang kecil. Ada juga ejektor rod yang menggunakan sampai 9 buah, secara otomatis karena dimensi mold yang
lebih besar yang pastinya membutuhkan keseimbangan yang baik ketika ejektor rod di dorong.
2.4.6 First Bolt
Bagian ini yang paling utama karena bagian ini sebagai first bolt atau baut utama yang harus di kendurkan lebih awal karena baut ini yang mengikat antara spacer blok dengan base core. Ukurannya juga banyak variasinya mulai dari yang terkecil M8 sampai dengan M24 yang terbesar ini juga tergantung dengan dimensi mold tersebut.menurut standart bagian ini juga harus kencang.kepala bautnya pun menggunakan kunci “ L”.
2.4.7 Mold Paint
Ini menjadi ciri khas setiap mold. Warna cat ini menentukan bahwa jenis customer yang memproduksi. Hal ini juga memudahkan kita untuk lebih cepat mengenal untuk siapa mold ini di produksi.sebagai contoh untuk warna mold biru muda yaitu customer Toyota, kuning tua untuk Daihatsu, ada juga yang hijau yaitu untuk Suzuki bahkan masih banyak lagi.intinya bahwa mold ini harus dalam keadaan di cat.
2.4.8 Single Dandori
Bagian ini sangat erat hubungannya dengan mesin karena single dandori ini sebagai tumpuan set up yang paling penting agar mold dapat produksi.
Sangat pentingnya bagian ini maka kita juga harus tau bahwa bagian ini tidak boleh terganjal sedikitpun oleh benda asing apabila hal ini diabaikan maka dampaknya sangat terlihat bahwa antara senter mesin tidak akan lurus. Bagian ini juga yang menentukan mold bisa senter terhadap mesing
up, waktu set up tercepat sampai sekarang bisa mencapai 2 menit tiap pergantian mold.
2.4.9 Limit Switch
Bagian ini pun tidak kalah pentingya dengan single dandori. Kami biasa menyebutnya dengan sebutan limit switch adapun maksudnya adalah saklar. Bagian ini yang mewakili terhadap mesin bahwa mold ini siap untuk di produksi.limit switch ini juga sebagai pengontrol ejektor plate apabila tidak mundur, selain itu sebagai menentukan struk ejektor maju maksimal. Apabila ejektor maju sudah mencai posisi maksimal maka mesin tidak akan meneruskan untuk mendorong ejektor. Dna juga apabila ejektor plate belum mencapi ejektor mundur maksimal secara otomatis mesinkan berhenti karena mesin belum mendapat sinyal dari limit switch.
Secara otomatis juga melindungi surface / permukaan cavity dari ejektor yang belum mundur karena dapat menyebabka rusak pada bagian tersebut.
2.4.10 Terminal Number
Bagian ini juga tidak kalah pentinya dari bagian dua diatas. Terminal number ini sangat hubungan dengan mesin yaitu sebagai rangkaian memory mold yang tersimpan di dalam mesin. Artinya memory mold dapat dipanggil apabila terminal number terkoneksi mesin pun secara otomatis akan mendeteksi nomer berapa terbaca oleh mesin kemudian mesin akan memanggil memanggil number mold tersebut. Penggunaan terminal number
mold itu in 2.4.11 Bo
isti me ber hyd 2.5 Intern Dari pe setengah bahas, kit kami inng fungsinya
d number sa ni bagian ya Box Metac x metacon ilah lainya esin.secara
rbagia jenis drolik, auto nal Kompon
enjelasan ba dari bagian a juga belu gin menjelas
.
alah maka m ang cukup p con
ini yang box meta umum terd s koneksi t o run, dll.
nen Dan Fu agian – bag n komponen um membah
skan bagian
Gbr.2.
Reff:”Che
mesin pun a penting untu
menghubun akon ini s
diri 8 kon terhadap m
ungsi ian mold ya n mold kit has bagian m n-bagian mo
.23 Core Side
eck Sheet O
akan salah ju uk diperhati
ngkan antar ebagai sok neksi kabel
esin, ada k
ang sudah d a masih ba mold yang old internal
Over
uga memba ikan standar
ra terminal ket untuk . Itu juga koneksi unt
dijelaskan te anyak lagi internal. P l sesuai den
acanya maka rtnya.
l dengan m koneksi de terbagi de tuk limit sw
ersebut ini h yang harus Pada paragr ngan gamba
a dari
mesin.
engan engan witch,
hanya s kita raf ini ar dan
Guide pin ini digunakan sebagai pengarah antara 2 bagian terpenting pada mold yaitu bagian Core dan Cavity. Sementara pada penjelasan ini kami akan menyinggung guide mold pada bagian core tidak sedikit juga Guide pin yang terdapat di bagian cavity ini juga tergantung dari kebutuhan atau juga dari profil kontur mold itu sendiri. Karena guide pin ini harus mampu menahan tegangan yang tinggi dan juga mampu menahan gaya gesek terhadap bushingnya.
2.5.2 Inlock
Komponen ini sangat berfungsi karena banyak menahan beban getar ketika mold dalam proses injeksi. Inlock ini juga mempunyai karakterristik dengan surface yang tirus artinya semakin besar tekanan yang ditahan maka semakin besar juga gaya yang diterima, karena bentuk yang tirus maka penguncian terhadap bidang juga semakin kuat.Hampir semua inlock terbuat dari bahan yang keras dan di harden.
2.5.3 Surface Core
Surface core ini merupakan kontur yang menentukan bagaimana bentuk mold tersebut. Ini juga tergantung dari berapa rumit yang harus dicetak terhadap cavity. Bagian ini juga dapat mencetak produk lebih dari satu buah part bahkan ada yang lebih banyak sampai 6 mungkin itu tidak luput dari kebutuhan seorang disain. Materialnya pun cukup beragam mulai dari yang biasa bahkan sampai yang keras. Pada surface core ini juga tidak
lebih bagus dari permukaan cavity. Hanya saja permukaan core banyak terdapat ejektor bahkan ceisa core mungkin juga slider yang akan kita bahas pada paragraf berikutnya.
2.5.4 Preasure Plate
Preasure plate ini sangat dibutuhkan saat proses klamping atau pada saat mold tutup dengan gaya yang bertekanan.karena pentignya preasure plate ini maka jenis materialnya pun harus lebih keras dari permukaan parting line mold tersebut. Perlindungan terhadap parting line ini yang di utamakan, apabila preasure plate ini tidak bekerja dengan baik secara otomatis tidak dapat menahan gaya tekan yang timbul maka akan menimbulkan kerusakan pada parting line.
2.5.5 Slider Block
Hampir semua mold memiliki komponen ini. Slider ini digunakan karena ada bagian part yang menjorok ke dalam, biasanya juga digunakan untuk memberi lubang sampung pada part. Slider unit ini juga tidak dapat berdiri sendiri karena masih ada komponen yang mendukung agar slider ini dapat bekerja dengan semestinya. Pada bagian ini kita akan membahas satu persatu dari komponen ini.sebelumnya kami akan perlihatkan gambar dibawah ini :
Ketera 2.5.
Spr ciri kar bah dite biru ters spr
2.5.
Surf ben ber ked
angan gamb .5.1 Spring
ring ini yan i dari perge rakteristik s hkan ada ya entukan den u, putih, da sebut artiny ring yang di
.5.2 Surface
rface produk ntuknya jug rlubang ada dalam.surfa
bar :
ng membuat erakan slide
pring ini ju ang cukup k
ngan warna an masih b ya semakin ibutuhkan.
e Produk d
k ini yang m ga sangat b a juga pemb ace produk i R
t slider ini d er adalah h
ga sangat v keras. Untuk a artinya ba banyak lagi n berat mak
dan Airvent
menentukan bervariasi a bentukan ka
ini ada yang
Gbr.2.2
Reff:”Check
dapat bekerj horisontal te
ariasi ada y k menentuk anyak warn . Ini juga t ka otomatis
n suatu prof ada untuk arena permin
g halus ada j
24 Slide Unit
k Sheet Ove
rja dengan s erhadap bid yang lembut kan jenis spr na contohny tergantung
semakin k
fil produk y pembentuk ntaan disain juga yang b er
sempurna k dang gerak t atau lebih ring ini bias ya kuning, h
dari berat kuat juga te
yang di ingi kan bagian
n yang men berupa embo
karena maka lunak sanya hijau, slider enaga
nkan, yang njorok oss /
atau corak ini juga sangat berganung dari jenis surface cavity yang dibutuhkan. Sedangkan airvent yang dimaksud ini adalah sebagai ventilasi udara ketika proses injeksi berlangsung diharapkan agar udara di ruang slider tidak bercampur dengan material yang memngakibatkan bubble yaitu gelembung udara yang terjebak apabila hal ini diabaikan maka tidak sempurnanya suatu produk atau rejek (rusak).
2.5.5.3 Inlock Area
Inlock area ini yang menahan gaya tekan yang terjadi ketika mold closing.
Ini sebagai tumpuan utama terhadap bidang slider. Ada yang bersentuhan langsung dengan bidang area slider tanpa perantara plate lain ada juga yang menggunakan plate kuningan agar mengurangi gaya gesek yang mengakibatkan panas pada bidang tersebut. Gaya gesek serta gaya tekan yang tinggi maka bagian ini juga tidak luput dari greesing pelumasan yang harus selalu terkontrol setiap kali over haul. Seandainya proses greesing ini diabaikan maka fatal akibatnya juga buat permukaan slider.
2.5.5.4 Angular Pin dan Lubang Angular
Selain spring yang membantu slider itu untuk bergerak mundur angular ini juga sangat membantu untuk mendorong slider keluar bersamaan dengan mold terbuka. Penjabaran disana angular juga tidak bisa berdiri sendiri itu juga harus berdampingan dengan lubang angular yang berada di slider.
Menurut standart secara otomatis angular ini berada di bagian cavity ada yang langsung tertanam di base cavity ada juga yang menggunakan blok
pentingnya yang menjadi item check saat over haul. Tingkat kekerasan cukup diperlukan untuk proses pembuatan angular pin selain untuk menahan gaya gesek bagian ini juga harus mampu menahan gaya lentur.
Ukuran dimensi angular juga di sesuaikan dengan slider unitnya. Dan juga ukuran toleransi yang cukup besar yang menjadi tujuan kedua.
2.5.5.5 Stopper Bolt
Baut yang tertanam di bagian belakang slider ini sangat berguna sebagai pemberhenti saat slider di posisi mundur. Pada umumnya hanya tertanam baut ada juga yang menggunakan blok kecil yang disertai dengan baut tertanam. Pada karakteristik ini tidak cukup spesifik untuk pemilihan jenis material yang digunakan yang penting cukup untuk menahan slider ketika bergerak mundur itu juga lebih baik.
2.5.5.6 Guide Rail
Bagian yang primer ini sangat penting untuk menjadikan satu unit slider.
Tanpa komponen ini maka kita tidak bisa menyebutnya sebagai slider.
Bagian ini yang mengarahkan slider untuk begerak maju mundur tetap pada posisi yang sudah di tentukan. Tinginya tingkat gesekan yang terjadi saat komponen ini bekerja maka pemilihan material ini juga sangat menentukan kualitas guide rail itu sendiri. Hampir kebanyakan mold yang baik menggunakan bahan dasar yang terbuat dari kuningan. Ada juga yang menggunakan baja yang sama dengan bahan slider unitnya. Kesimpulan yang terpenting adalah komponen ini mempunyai toleransi yang cukup
baik terhadap slider unitnya. Tidak harus berbahan kuningan yang penting secara estimasi biaya cukup. Proses gressing harus terkontrol dengan baik karena apabila diabaikan macet pada komponen ini tidak dapat di hindari.
Yang perlu diingat bahwa tingginya gesekan yang terjadi saat proses berlangsung.
2.6 INTERNAL KOMPONEN DAN FUNGSI
Setelah kita mengerti penjelasan tentang komponen bagian eksternal Core Side untuk kesempatan kedua penulis akan menjelaskan tentang bagian Core Side yang bergerak. Hampir kebanyakan baiain ini biasa disebut dengan bagian yang dinamis, karena bagian ini merupakan bagian dalam dari mold itu sendiri. Kami akan memberikan beberapa komponen molding yang bergerak antara lain : ejektor, Ceisa core, ejektor blade, ejektor step, ejektor blok,dll. Kami akan menjelaskan bagian per bagian yang lebih rinci. Sebelumnya kami akan menampilkan gambar komponen tersebut.
2.6.1 Gas Spring
komponen ini sering kita sebut dengan gas spring. Maksudnya untuk menggantikan energi spring ( pegas) menjadi energi gas nitrogen. Yaitu daya tekan lebih tinggi bisa mencapai 10Psi. Hampir komponen jenis ini digunakan pada mold dengan kapasitas 350Ton. Desainer juga sudah memperhitungkan berapa barat beban yang harus dorong sehingga harus memilih gas spring untuk alternatif kedua setelah spring. Gas spring ini pastinya 2 kali lipat lebih mahal
diisi ulang sebuah mo
2.6.2 Ejec Ejektor lu pada bagi Diametern tergantung ejektornya material y
g kalau terja old .
ctor Straigt urus ini akan
ian ini hany nya pun ber g besar kec a. Bahanny yang masuk.
R
adi kebocor
th (ejektor n sering kit ya mendoro rvariasi dari
ilnya mold, a pun hard .
Gbr.2.25
Gbr
Reff:”Check
ran atau nge
lurus / Pin ta jumpai h ong bagian i mulai diam , semakin b den cukup k
Gas Spring
.2.26 Ejektor
k Sheet Over
empos. kom
)
ampir pada part yang meter 1,5 s besar moldn keras karen
r Pin
r
mponen ini s
a setiap mol memiliki p ampai diam nya otomati na harus me
sangat vital
ld. Fungsi u pemukaan d meter 16 itu is semakin enahan pana
l pada
utama datar.
u pun besar asnya
2.6.3 Eje
Ejektor Sl maupun b berbeda d komponen komponen yang akan dari diam membentu Komponen pada bagi gambar ko
ektor Sleeve
leeve ini jug besar. Seca dengan yan n tersebut.
n lain. Kom n kita bahas meter 4 sam uk clip pa n lain yang ian base pla omponen in
e
ga banyak k ara umum ng lain den
Selongsong mponen yan
pada bagia mpai dengan ada part at dimaksud i ate core sec ni.
Gbr.2.2
Reff:”Ch
kita jumpai komponen ngan ciri lu g ini juga t nglain itu bi
an berikutny n diameter
tau lubang ini adalah c cara fix. Pa
7 Ejektor Slee
heck Sheet O
di dalam ko mold yang ubang di t tidak dapat iasanya yai ya. Ukurany
16. Fungsi g screw un
ore pin yait ada bagian
eve
Over
ontruksi mo g satu ini tengah sepa bekerja tan tu ejektor S ya pun sang i dari komp ntuk pengu tu ejektor pi
ini akan pe
old kecil, se memang c anjang diam npa ikut ca Step. Komp gat variatif m
ponen ini u unci pada in yang tert enulis tamp
dang, cukup meter ampur ponen mulai untuk part.
tanam pilkan
2.6.4 Eje Komponen maupun melihatny Memang b mendoron sekuat eje bengkok a
2.6.5 Eje
Ejektor bl bentuk ya membuka pada part.
pin biasa.
ektor Blade n ini mema dimensinya ya. Seperti
bentuknya ng bagian pa
ektor lainya atau rusak. T
ektor Block
lock ini seca ng membed . Para desa Memang d Hampir ke
ang beda d a juga cuk yang suda seperti ped art yang ber a. Kalau sa Toleransiny
k
ara fungsi h dakanya. Pe ain memilih dari harga re ebanyakan j
G
Reff
dari kompo kup berbed ah disebut dang. Fungs
rupa alur tip alah perhitu ya juga cuku
ampir sama ergerakanya h ejektor bl elatif lebih m
uga ejektor
Gbr.2.28 Ejekt
f:”Check Sh
onen yang l da membu kata “Bla si utama da pis yang dal
ungan mak up tinggi ka
a dengan eje a pun sama lock karena mahal ketim r blok digun
tor Blade
heet Over
lain. Mulai uat kita se ade” yang ari ejektor i am. Ejektor ka ejektor i arena mengh
ektor yang l bergerak lu a menguran mbang meng nakan karan
i dari bentu emua pena
berarti pe ini adalah u r ini juga tid ini lebih m hindari flash
lainya hanya urus searah ngi ejektor ggunakan ej na banyakny
uknya asaran dang.
untuk dak mudah
hing.
a saja mold mark jektor ya rib
pada part.
adalah gam
2.7 Rum
Da lama perm biaya yan harus mem Bia proses mi dikarenaka
Ref
Konturnya mbar salah s
mus Perhitu
alam pembu mesinan mak ng dibutuhk
mbuat moul asanya dala illing dan an setiap ko ff :”Check S
a pun mengi satu ejektor
ungan Perm
uatan moul ka semakin kan untuk p d dengan m am pembuat drilling, y omponen m
Gbr.2.29
Sheet Over
ikuti kontur r block.
mesinan
ld, proses n lama juga
pembuatan memperhitun
tan mould, yang mayor mould memb
Ejektor Block
Haul”
r pada bagia
permesinan proses pem mouldnya.
ngkan waktu proses perm ritas dikerj butuhkan tin
k
an core side
n sangat pe mbuatan mo
Untuk itu u permesina mesinan yan jakan deng ngkat ketelit
enya. Berik
enting. Sem ouldnya dan
seorangn d an.
ng terjadi a gan mesin tian yang tin
kut ini
makin n juga disain
adalah CNC nggi.
2.7.1 Milling
L = l + d + la + lu untuk poket tembus L = l – d untuk pocket tidak tembus n = .
.
vt = fz .z.n i = th = .
Untuk yang memiliki lebar melebihi diameter cutter, harus dicari pergeseran cutter, yaitu
Jumlah pergeseran = (hasil dibulatkan) thtotal = th x jumlah pergeseran cutter
keterangan :
th = Waktu permesinan (menit)
L = Pergerakan alat potong (milimeter) l = Langkah pemotongan (milimeter) i = Jumlah pemakanan cutter
Ap = Kedalaman pemotongan (milimeter) Vt = Laju pemotongan (milimeter/menit)
la = Awal langkah pemotongan(milimeter) standar 1,5 mm lu = Akhir langkah pemotongan(milimeter) standar 1,5 mm vc = Kecepatan alat potong (meter/menit)
d = Diameter alat potong(milimeter) n = Kecepatan putar alat potong (rpm) fz = Pemotongan per mata potong Z = Jumlah mata potong
b = Lebar benda
Untuk Vc kita gunakan tabel dari seco
Tabel 2.1 nilai cutting speed Vc
Untuk bahan S 50C masuk material group no 38
Seco material group no
slotting ramping Side milling side milling Copy milling Copy milling facing rouging finishing rouging finishing
m/min m/min m/min m/min m/min m/min
1 sampai 2 125 125 135 155 160 180
3 sampai 4 100 100 120 135 140 170
5 sampai 6 90 90 110 125 120 140
8 sampai 9 85 85 95 105 90 100
10 sampai 11 65 65 70 75 60 70
Tabel 2.2 Nilai feed/tooth Fz untuk diameter 209
Seco material group no
slotting ramping Side milling side milling Copy milling Copy milling facing rouging finishing rouging finishing
m/min m/min m/min m/min m/min m/min
1 sampai 2 0,074 0,094 0,104 0,109 0,146 0,131
3 sampai 4 0,074 0,094 0,104 0,109 0,146 0,131
5 sampai 6 0,074 0,094 0,104 0,109 0,146 0,131
8 sampai 9 0,074 0,094 0,104 0,109 0,146 0,131
10 sampai 11 0,074 0,094 0,104 0,109 0,146 0,131
Tabel 2.3 Depth-width of cut10
2.7.2 Drilling
L = l + la
n = .. f = f.Z
Material
Slot milling roughing
Helic/
ramp finishing
Side milling roughing
side milling finishing
Copy milling roughing
Copy milling roughing
Max ap Max ap Max ap Max ae Max ap Max ae Max ap Max ae Max ap Max ae 1 sampai 2 0,5xd 0,1xd 1xd 0,3xd 1xd 0,04xd 0,2xd 0,3xd 0,02xd 0,02xd 3 sampai 4 0,4xd 0,08xd 1xd 0,2xd 0,8xd 0,03xd 0,2xd 0,2xd 0,02xd 0,02xd 5 sampai 6 0,3xd 0,05xd 1xd 0,1xd 0,8xd 0,03xd 0,15xd 0,15xd 0,01xd 0,01xd 8 sampai 9 0,35xd 0,08xd 1xd 0,2xd 1xd 0,03xd 0,2xd 0,2xd 0,02xd 0,02xd
10 sampai 11 0,2xd 0,05xd 1xd 0,1xd 0,8xd 0,02xd O,1xd 01xd 0,01xd 0,01xd
th = .. keterangan :
th = Waktu permesinan (menit)
L = Pergerakan alat potong (milimeter) i = Jumlah pemakanan
n = Kecepatan putar alat potong (rpm) f = Laju putaran (milimeter)
vc = Kecepatan alat potong (meter/menit) fz = Pemotongan per mata potong (milimeter) Z = Jumlah mata potong
l = Langkah pemotongan (milimeter) la = Langkah awal pemotongan (milimeter) d = Diameter alat potong (milimeter)
Untuk feed per tooth kita gunakan tabel twist drill (Hss)
tabel 2.4 nilai fz untuk twist drill
Feed per tooth (fz)
Diameter Mm/tooth d<10 0,05 10<d<20 0,1
d>20 0,15