UNTUK MEMINIMUMKAN KACACATAN PRODUK
DI CV. TIGA PUTRA MALANG
SKRIPSI
OLEH :
SOLYKHUL ANWAR
0532015018
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS PEMBANGUNAN NASIONAL “VETERAN”
JAWA TIMUR
Yang Maha Pengasih lagi Maha Penyayang atas segala Rahmat, Hidayah dan Inayah-NYA, sehingga penyusun dapat menyelesaikan Skripsi atau Tugas Akhir ini dengan baik.
Penyusunan Skripsi atau Tugas Akhir ini dimaksudkan untuk melengkapi persyaratan akademis dalam menempuh program Pasca Sarjana Strata 1 (S1) di Jurusan Teknik Industri, Fakultas Teknologi Industri, Universitas Pembangunan Nasional “VETERAN” Jawa Timur, yang merupakan studi aplikasi dari ilmu yang didapat di bangku perkuliahan terhadap sistem yang sebenarnya.
Penyusun menyadari bahwa tanpa ada kemauan dan usaha serta bantuan dari bebarapa pihak maka laporan ini tidak akan dapat diselesaikan dengan baik. Oleh karena itu pada kesempatan ini penyusun mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Bapak Prof. Dr. Ir. Teguh Suedarto, MP. Selaku Rektor Universitas Pembangunan Nasional “VETERAN” Jawa Timur.
2. Bapak Ir. Sutiyono,MT. Selaku Dekan Fakultas Teknologi Industri Universitas Pembangunan Nasional “VETERAN” Jawa Timur.
3. Bapak Dr. Ir. Minto Waluyo Selaku Ketua Jurusan Teknik Industri Universitas Pembangunan Nasional “VETERAN” Jawa Timur.
7. Bapak Ardiansyah, ST selaku Pembimbing dari Perusahaan.
8. Kedua Orang Tua dan Keluarga yang telah memberikan dorongan dan dukungan moril maupun spiritual.
9. Elly tersayang, yang telah memberi semangat, perhatian serta Do’a dalam penyelesaian skripsi ini.
10. Tidak lupa juga buat Fandi, Aan, Bayu, bang Tyo, Gianto, Irex, Davit, Lila, Andy dan Rony yang telah memberi semangat dan membatu menyelesaikan
skripsi ini.
11. Staff UPN “VETERAN” Jawa Timur Jurusan Teknik Manajemen Industri Fakultas Teknologi Industri.
Semoga Allah SWT memberikan balasan atas semua keikhlasan dan bantuannya yang diberikan kepada penulis.
Akhir kata demi penyempurnaan penulisan skripsi ini, dengan segala kerendahan hati, serta sangat mengharapkan segala kritik serta saran yang sifatnya membangun. Selain itu penulis juga berharap penelitian ini dapat berguna dan bermanfaat di kemudian hari.
Surabaya, 16 Desember 2011
LEMBAR PENGESAHAN
KATA PENGANTAR... i
DAFTAR ISI... ii
DAFTAR TABEL... vi
DAFTAR GAMBAR... viii
ABSTRAK... ix
BAB I PENDAHULUAN 1.1.Latar Belakang ... 1
1.2.Rumusan Masalah ... 2
1.3.Batasan masalah ... 3
1.4.Asumsi ... 3
1.5.Tujuan penelitian ... 3
1.6.Manfaat penelitian ... 4
1.7.Sistematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA 2.1. Kualitas ... 6
2.1.1 Pengertian Pengendalian Kualitas... 8
2.1.2 Tujuan Pengendalian Kualitas ... 8
2.1.3 Manajemen Kualitas ... 9
2.3.1 Penentuan Kapabilitas Proses Untuk Data Atribut ... 18
2.3.2 Penentuan Kapabiltas Proses Untuk Data Variabel ... 21
2.4.DMAIC (Define,Measure,Analyze,Improve,and Control)... 24
2.4.1 Tahap Define... 25
2.4.2 Tahap Measure... 26
2.4.3 Tahap Analyze... 28
2.4.4 Tahap Improve... 31
2.4.5 Tahap Control... 33
2.5.DPMO (Defect per million opportunities)... 35
2.6.FMEA (Failure Mode and Effect Analysis)... 36
2.7.Seven Tools... 40
2.8.Bahan Baku Furniture ... 44
2.9.Proses Produksi ... 44
2.9.1 Mesin dan Peralatan Produksi... 46
2.9.2 Bahan Baku Untuk Produksi Furniture... 48
2.9.3 Kecacatan Dalam Produksi Furniture ... 48
2.10.Abstrak Six Sigma... 52
BAB III METODE PENELITIAN 3.1. Tempat dan Waktu Penelitian ... 54
3.4. Pengolahan Data ... 60
BAB IV HASIL DAN PEMBAHASAN 4.1. Pengumpulan Data ... 64
4.1.1 Data Output Produksi Lemari ... 64
4.1.2 Data Defect (cacat) Produk Lemari... 65
4.1.3 CTQ Produk Lemari... 66
4.2 Pengolahan Data ... 67
4.2.1 Define ... 67
4.2.1.1 Penentuan Jenis Produk yang Akan Diteliti... 67
4.2.1.2 Identifikasi Jenis Kecacatan Produk (Critical To Quality/CTQ) ... 68
4.2.2 Measure... 68
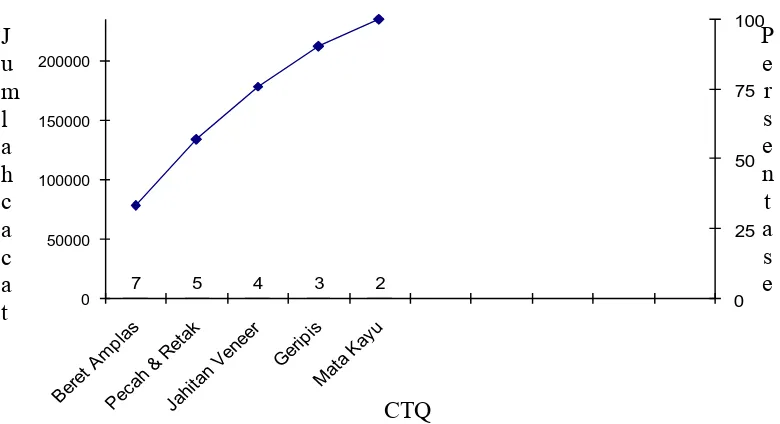
4.2.2.1 Menentukan Jenis Cacat Terbanyak Dengan Menggunakan Diagram Pareto ... 68
4.2.2.2 Menghitung Sigma Proses Dengan Perhitungan DPMO yang Dikonversikan Dalam Proses Sigma. 76 4.2.3 Analyze... 83
4.2.4 Improve... 88
4.2.4.1 Menetapkan Suatu Rencana Perbaikan ... 89
BAB V KESIMPULAN DAN SARAN
5.1. Kesimpulan ... 97
5.2. Saran... 98
Tabel 2.1. DPMO pada sigma level ... 11
Tabel 2.2. Kelemahan TQM dan solusi Six Sigma ... 14
Tabel 2.3. Cara Memperkirakan Kapabilitas Proses untuk Data Atribut... 19
Tabel 2.4 Penggunakan Metode 5W-2h Untuk pengembangan Rencana Tindakan... 32
Tabel 2.5 Aktifitas Program DMAIC dari Six Sigma... 34
Tabel 2.6 Konversi Sigma Motorola... 36
Tabel 2.7 Severity table... 38
Tabel 2.8 Occurance table... 39
Tabel 2.9 Detection table... 40
Tabel 2.10 Konversi nilai DPMO ke nilai Sigma ... 43
Tabel 4.1 Jumlah Output Produksi Lemari Maret-Agustus 2010 ... 65
Tabel 4.2 Jumlah Defect (cacat) Produksi Lemari Maret-Agustus 2010... 65
Tabel 4.3 Jumlah CTQ Produk Lemari... 66
Tabel 4.4 Jumlah Output Produksi Lemari Bulan Maret-Agustus... 67
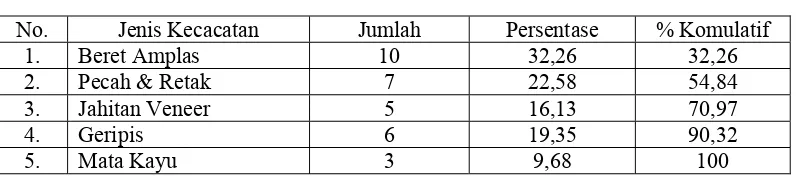
Tabel 4.5 Jenis Kecacatan Proses Produksi Lemari Per Maret-Agustus 2010 ... 68
Tabel 4.6 Prosentase Komulatif Untuk Analisis Pareto Bulan Maret 2010 ... 69
Tabel 4.7 Prosentase Komulatif Untuk Analisis Pareto Bulan April 2010... 70
Tabel 4.8 Prosentase Komulatif Untuk Analisis Pareto Bulan Mei 2010... 71
Tabel 4.9 Prosentase Komulatif Untuk Analisis Pareto Bulan Juni 2010 ... 72
Tabel 4.14 DPMO dan Sigma pada Bulan April 2010 ... 77
Tabel 4.15 DPMO dan Sigma pada Bulan Mei 2010 ... 78
Tabel 4.16 DPMO dan Sigma pada Bulan Juni 2010 ... 79
Tabel 4.17 DPMO dan Sigma pada Bulan Juli 2010 ... 80
Tabel 4.18 DPMO dan Sigma pada Bulan Agustus 2010... 81
Tabel 4.19 Rangkuman Nilai DPMO dan Nilai Sigma Produk Lemari... 81
Tabel 4.20 Failure Mode and Effect Analysis (FMEA)... 90
Tabel 4.21 Usulan Prioritas Tindakan Perbaikan ... 94
Gambar 2.2. Siklus hipotesis / Analisis dari Akar Masalah ... 30
Gambar 2.3 Fishbone Diagram ... 42
Gambar 2.4 Contoh Kecacatan Beret Amplas ... 49
Gambar 2.5 Contoh Kecacatan Geripis ... 50
Gambar 2.6 Contoh Kecacatan Pecah & Retak ... 50
Gambar 2.7 Contoh Kecacatan Mata Kayu ... 51
Gambar 2.8 Contoh Kecacatan Jahitan Veneer ... 52
Gambar 3.3 Flowchart Pemecahan Masalah ... 56
Gambar 4.1 Jenis Kecacatan Proses Produksi Lemari Bulan Maret 2010... 69
Gambar 4.2 Jenis Kecacatan Proses Produksi Lemari Bulan April 2010... 70
Gambar 4.3 Jenis Kecacatan Proses Produksi Lemari Bulan Mei 2010... 71
Gambar 4.4 Jenis Kecacatan Proses Produksi Lemari Bulan Juni 2010... 72
Gambar 4.5 Jenis Kecacatan Proses Produksi Lemari Bulan Juli 2010... 73
Gambar 4.6 Jenis Kecacatan Proses Produksi Lemari Bulan Agustus 2010 ... 74
Gambar 4.7 Grafik Nilai DPMO Periode Maret-Agustus 2010 ... 82
Gambar 4.8 Grafik Nilai Sigma Periode Maret-Agustus 2010... 82
Gambar 4.9 Fishbone Diagram Jenis Kecacatan Beret Amplas ... 84
Gambar 4.10 Fishbone Diagram Jenis Kecacatan Pecah & Retak ... 85
Gambar 4.11 Fishbone Diagram Jenis Kecacatan Jahitan Veneer... 86
Gambar 4.12 Fishbone Diagram Jenis Kecacatan Geripis... 87
kompetisi yang sangat ketat maka perusahaan dituntut untuk bisa mengerti keinginan dari konsumennya (voice of customer) dan menjamin kualitas produk dan jasa yang akan dikonsumsi.
CV. TIGA PUTRA adalah perusahaan yang bergerak dibidang furniture kayu khususnya Meja, Almari, Daun Pintu, dan lain sebagainya. Terletak di Jl.Cakalang I/235 B Blimbing Malang. Sebagai suatu perusahaan kayu yang bergerak dibidang furniture, yang bahan bakunya berupa kayu untuk dijadikan berbagai macam bentuk furniture. Aktifitas proses pembuatan produk disesuaikan setiap pemesanan pelanggan/costumer (job order). Dari beberapa produk yang dihasilkan CV. TIGA PUTRA untuk produk lemari dengan berbagai model merupakan design favorit sehingga jumlah ordernya adalah yang terbanyak untuk tiap bulannya bila dibandingkan dengan design yang lain.
Untuk mengurangi jumlah cacat produk diatas, maka perlu dilakukan suatu evaluasi kontrol kualitas produk untuk mengetahui apakah proses yang sedang berjalan saat ini telah sesuai dengan metode kerja yang benar atau tidak. Selanjutnya dapat dilakukan identifikasi faktor-faktor kritis yang berpengaruh terhadap kualitas produk. Oleh karena itu, perlu dilakukan suatu perbaikan proses yaitu dengan implementasi Six Sigma dengan tujuan untuk mencapai zero defect (cacat 0%).
Berdasarkan penelitian yang telah dilakukan di CV. Tiga Putra dengan produk lemari, akhirnya dapat ditarik kesimpulan yaitu untuk tingkat defect produk yang paling banyak terjadi pada produk lemari adalah beret amplas dengan nilai RPN 910. Setelah dilakukan pendekatan DMAIC, dapat diketahui selama bulan maret sampai agustus 2010 yaitu nilai rata-rata DPMO sebesar 3722 dengan nilai rata-rata sigma sebesar 4,240 σ.
BAB I
PENDAHULUAN
1.1Latar Belakang
Adanya persaingan antar produk yang semakin ketat dewasa ini menuntut setiap perusahaan memberikan yang terbaik bagi konsumennya. Agar dapat bertahan dalam kompetisi yang sangat ketat maka perusahaan dituntut untuk bisa mengerti keinginan dari konsumennya (voice of customer) dan menjamin kualitas produk dan jasa yang akan dikonsumsi.
CV. TIGA PUTRA adalah perusahaan yang bergerak dibidang furniture kayu khususnya Meja, Almari, Daun Pintu, dan lain sebagainya. Terletak di Jl.Cakalang I/235 B Blimbing Malang. Sebagai suatu perusahaan kayu yang bergerak dibidang furniture, yang bahan bakunya berupa kayu untuk dijadikan berbagai macam bentuk furniture. Aktifitas proses pembuatan produk disesuaikan setiap pemesanan pelanggan/costumer (job order). Dari beberapa produk yang dihasilkan CV. TIGA PUTRA untuk produk lemari dengan berbagai model merupakan design favorit sehingga jumlah ordernya adalah yang terbanyak untuk tiap bulannya bila dibandingkan dengan design yang lain.
Untuk mengurangi jumlah cacat produk diatas, maka perlu dilakukan suatu evaluasi kontrol kualitas produk untuk mengetahui apakah proses yang sedang berjalan saat ini telah sesuai dengan metode kerja yang benar atau tidak. Selanjutnya dapat dilakukan identifikasi faktor-faktor kritis yang berpengaruh terhadap kualitas produk. Oleh karena itu, perlu dilakukan suatu perbaikan proses yaitu dengan implementasi Six Sigma dengan tujuan untuk mencapai zero defect (cacat 0%).
Six Sigma tidak sekedar metodologi perbaikan saja, melainkan sebuah sistem
manajemen yang bertujuan mengadakan perbaikan yang menguntungkan bagi semua elemen konsumen, pemegang saham dan elemen perusahaan itu sendiri. Pengukuran tingkat kapabilitas proses, dan juga perbaikan untuk mencapai hasil yang mendekati sempurna. Diharapkan dengan penerapan siklus DMAIC ( Define, Measure, Analyse, Improve, Control ) dapat mereduksi cacat yang terjadi pada proses produksi hingga
3,4 DPMO ( Defect Per Million Opportunity ) yang akan memberikan suatu arahan pada perbaikan yang sistematis dan kontinyu.
1.2Perumusan Masalah
Berdasarkan latar belakang masalah tersebut diatas, maka dapat dibuat suatu rumusan permasalahan sebagai berikut :
1.3Batasan Masalah
Batasan masalah penelitian yang digunakan adalah :
1. Produk furniture yang diteliti adalah Lemari, dengan alasan memberikan prosentase kontribusi terbesar dalam penjualan.
2. Data yang digunakan dalam penelitian ini adalah data variabel berupa data kecacatan produk yang diperoleh selama beberapa periode Maret–Agustus 2010. 3. Tahap improve sebagai usulan untuk perbaikan dan tahap control dilakukan oleh
perusahaan.
1.4Asumsi
Asumsi yang digunakan dalam penelitian ini adalah sebagai berikut : 1. Selama penelitian berlangsung, kegiatan proses produksi tetap berjalan.
2. Pihak perusahaan (supervisor dan karyawan) yang memberikan informasi tentang faktor–faktor dugaan yang mempengaruhi karakteristik kualitas lemari dianggap mengetahui secara tepat dan benar mengenai proses produksi yang dilaksanakan oleh perusahaan.
3. Sistem manajemen perusahaan dalam kondisi normal.
1.5Tujuan Penelitian
Tujuan dari penelitian tugas akhir ini adalah :
2. Memberikan usulan dalam perbaikan untuk mencapai target kualitas produksi yang diharapkan.
1.6Manfaat Penelitian
Manfaat yang diperoleh dari penelitian ini adalah sebagai berikut : 1. Bagi perusahaan:
Perusahan mendapatkan informasi yang up to date tentang perbaikan produk Lemari. Perusahaan mendapatkan masukan berupa kerangka yang terstruktur dalam memperbaiki produk Lemari melalui penerapan fase improvement DMAIC. Perusahaan dapat mengidentifikasi cara-cara / solusi untuk memperbaiki defect produk Lemari.
2. Bagi peneliti:
Memperoleh kesempatan untuk mengaplikasikan ilmu yang diperoleh khususnya yang berkaitan dengan Pengendalian Kualitas.
3. Bagi universitas:
Memberikan referensi tambahan dan perbendaharaan perpustakaan agar berguna di dalam mengembangkan ilmu pengetahuan dan juga berguna sebagai pembanding bagi mahasiswa dimasa yang akan datang.
1.7 Sistematika Penulisan
BAB I : PENDAHULUAN
Bab ini akan diberikan gambaran mengenai latar belakang dilakukannya penelitian, perumusan masalah yang akan dibahas, penetapan tujuan yang ingin dicapai, manfaat yang didapatkan, batasan dan asumsi yang digunakan serta sistematika penulisan.
BAB II : TINJAUAN PUSTAKA
Bab ini akan dipaparkan teori–teori yang relevan dan sesuai dengan topik penelititan yang dilakukan, mulai dari teori tentang gambaran umum produk yang diteliti sampai teori tentang metode– metode yang digunakan dalam penelitian ini.
BAB III : METODE PENELITIAN
Bab ini akan dijabarkan langkah-langkah dalam melakukan penelitian secara struktur, termasuk formulasi dan pengembangan model serta kerangka berpikir juga instrument penelitian sehingga didapatkan solusi atau koherensi pembahasan guna menarik kesimpulan penelitian.
BAB IV : ANALISA DAN PEMBAHASAN
Bab ini berisi pengumpulan data dan pengolahan data dan pengolahan terhadap data yang diperoleh dan hasil pembahasan yang sesuai dengan metode yang digunakan.
BAB V : KESIMPULAN DAN SARAN
2.1 Kualitas
Kualitas merupakan menu utama untuk diperhatikan di dunia
perindustrian. Karena berkembang tidaknya suatu perusahaan dapat dilihat dari
sesuai tidaknya kualitas yang dihasilkan dengan spesifikasi yang ditentukan oleh
konsumen. Ini berarti bahwa proses produksi harus stabil dan mampu beroperasi
sedemikian hingga sebenarnya semua produk yang dihasilkan sesuai dengan
spesifikasi.
Berikut ini akan diberikan definisi kualitas menurut beberapa sumber :
1. Goetch dan Davis (1995)
Kualitas adalah suatu kondisi dinamis yang berkaitan dengan produk,
pelayanan, orang proses, dan lingkungan yang memenuhi atau melebihi apa
yang diharapkan
2. Elliot (1993)
Kualitas adalah sesuatu yang berbeda untuk orang yang berbeda dan
tergantung pada waktu dan tempat, atau dikatakan sesuai dengan tujuan.
3. Scherkenbach (1991)
Kualitas ditentukan oleh pelanggan-pelanggan menginginkan produk dan jasa
yang sesuai dengan kebutuhan dan harapannya pada suatu tingkat harga
4. Feigenbaum (1991)
Kualitas merupakan keseluruhan karakteristik produk dan jasa yang meliputi
marketing, engeneering, manufacture, dan maintenance, dimana produk dan
jasa tersebut dalam pemakaiannya akan sesuai dengan kebutuhan dan
pelanggan.
4. Deming (1986)
Kesulitan dalam pendefinisian kualitas adalah menterjemahkan atau
mengubah kebutuhan yang akan datang dari user atau pengguna kedalam
suatu karakteristik yang dapat diperlakukan agar sebuah produk dapat
didesain dan dibuat untuk memberikan kepuasan dengan harga yang akan
dibayar oleh user atau pemakai.
5. Crosby (1979)
Quality is conformance to requerements or specification. Kualitas adalah
kesesuaian dari permintaan atau spesifikasi.
6. Juran (1974)
Quality is fitness for use. Kualitas adalah kelayakan atau kecocokan
pengguna.
7. Hence
Kualitas dari suatu produk atau jasa adalah kelayakan atau kecocokan dari
produk atau jasa tersebut untuk memenuhi kegunaannya sehingga sesuai
Dari definisi-definisi diatas, maka dapat ditarik sebuah kesimpulan bahwa
kualitas adalah kesesuaian antara produk yang dihasilkan oleh perusahaan dengan
spesifikasi yang diinginkan oleh pelanggan.
2.1.1 Pengertian Pengendalian Kualitas
Pengendalian kualitas adalah aktivitas keteknikan dan manajemen, yang
dengan aktivitas itu kita ukur ciri-ciri kualitas produk, membandingkannya
dengan spesifikasi atau persyaratan dan mengansumsikan tindakan penyehatan
yang sesuai apabila ada perbedaan antara penampilan yang sebenarnya dan yang
standar. Pengendalian proses statistik pada jalur adalah alat utama yang digunakan
dalam membuat produk dengan benar sejak awal (Sumber: “Pengantar PKS”,
Gajahmada University Press, Jogyakarta Montgomery, Douglas C, 1993).
2.1.2 Tujuan Pengendalian Kualitas
Tujuan dari pelaksanaan kualitas adalah:
1) Pencapaian kebijaksanaan dan target perusahaan secara efisien.
2) Perbaikan hubungan manusia.
3) Peningkatan moral karyawan.
4) Pengembangan kemampuan tenaga kerja.
Dengan mengarahkan pada pencapaian tujuan–tujuan diatas akan terjadi
penigkatan produktivitas dan profibilitas usaha. Secara spesifik dapat dikatakan
bahwa tujuan pengendalian kualitas adalah sebagai berikut :
2. Penurunan ongkos kualitas secara keseluruhan.
2.1.3 Manajemen Kualitas
Penataan atau biasa disebut manajemen sangat diperlukan di setiap
organisasi. Baik buruknya organisasi banyak bergantung pada masing-masing
manajemen di setiap bagiannya, misalnya manajemen perawatan, manajemen
keuangan, manajemen pemasaran, manajemen mutu, manajemen lingkungan, dsb.
Menurut Trry (syamsi, 1983 : 23), manajemen merupakan suatu proses yang
terdiri dari kegiatan perencanaan, pengorganisasian, pengoperasian, dan
pengawasan yang dilakukan untuk menentukan serta mencapai sasaran yang telah
ditetapkan melalui pemanfaatan sumber-sumber daya yang telah ada atau tersedia.
Sementara itu, menurut Gasperz (1997), manajemen kualitas dapat
dikatakan sebagai semua aktivitas dari fungsi manajemen secara keseluruhan yang
menentukan kebijaksanaan kualitas, tujuan dan tanggung jawab, serta
mengimplementasikannya melalui alat-alat manajemen kualitas, seperti perencaan
kualitas, pengendalian kualitas, penjamin kualitas, dan peningkatan kualitas.
(Ghalia Indonesia. Manajemen Kualitas Pendekatan Sisi Kualitatif. Dorothea
Wahyu Ariani, S.E, M.T. Hal. 17)
2.2 Six Sigma
Sigma ( ) adalah sebuah abjad yunani yang menotasikan standart deviasi
suatu proses. Standart deviasi mengukur variasi atau jumlah persebaran suatu
rata–rata proses. Dengan kata lain, sigma merupakan unit pengukuran statistikal
atau prosedur. Suatu proses atau prosedur yang dapat mencapai lebih atau kurang
kapasitas Six Sigma dapat diharapkan memiliki tingkat cacat yang tidak lebih dari
beberapa ppm (parts per million), meskipun mengizinkan untuk beberapa
pergeseran dalam nilai rata–rata (mean). Dalam teknologi statistika, ini mencapai
kegagalan nol (zero defects).
Six Sigma tidak hanya sekedar metodologi perbaikan saja, melainkan
sebuah sistem manajemen yang bertujuan mengadakan perbaikan yang
menguntungkan bagi semua elemen konsumen, pemegang saham, dan elemen
perusahaan itu sendiri, pengukuran tingkat kapabilitas proses, dan juga perbaikan
untuk mencapai hasil yang mendekati sempurna (Sumber: “Lean Six Sigma”.
McGraw-Hill Companies, Inc George, Michael L, 2002.)
Angka Sigma ( ) sendiri seringkali dihubungkan dengan kemampuan
proses yang terjadi terhadap produk yang diukur dengan defect per million
opportunities (DPMO). Sumber dari defect atau cacat hampir selalu dihubungkan
dengan variasi, misalnya variasi material, prosedur, perlakuan proses. Dengan
demikian Six Sigma sendiri telah mengalami pertambahan lingkup seperti
keterlambatan deadline, variabilitas lead time, dan lain–lain. Maka perhatian
utama dari Six Sigma ini adalah variasi karena dengan adanya variasi maka
kurang memenuhi spesifikasi dengan demikian mempengaruhi potensi pasar
bahkan juga pertumbuhan pendapatan.
Tingkat kualitas sigma biasanya juga dipakai untuk menggambarkan
toleransi yang diberikan pada kecacatan dan semakin tinggi kemampuan proses.
Sehingga variasi yang dihasilkan semakin rendah dan dapat mengurangi frekuensi
munculnya defect, biaya–biaya proses, waktu siklus proses mengalami penurunan
dan kepuasan konsumen meningkat. (Sumber: “Pedoman Implementasi Six Sigma”, Gramedia Pustaka Utama, Jakarta, Gaspersz, Vincent, 2002).
Menurut Thomas Pyzdek pada buku “ The six sigma handbook “, Six
Sigma adalah, pada dasarnya suatu tujuan kualitas proses, dimana sigma adalah
tolak ukur penting dari variabel dalam proses.
Dalam metode ini, parameter yang dipakai : DPMO (defect per million
opportunities), yaitu kegagalan per sejuta kesempatan dan COPQ (cost of poor
quality), yaitu biaya yang dikeluarkan karena kualitas yang rendah.
Hubungan antara DPMO, COPQ dan tingkat pencapaian sigma dapat
dilihat pada tabel 2.1 berikut ini :
Tabel 2.1 DPMO Pada Sigma Level COPQ ( Cost of Poor Quality )
Tingkat pencapaian sigma DPMO COPQ
1-sigma
691.462 (sangat tidak kompetitif ) 308.538 (rata2 industri indonesia) 66.807
6.210 (rata2 industri USA) 233
3,4 (industri kelas dunia)
Tidak dapat dihitung Tidak dapat dihitung 25-40% dari penjualan 15-25% dari penjualan 5-15% dari penjualan < 1% dari penjualan ( Sumber : Gaspersz,2002 )
Perusahaan yang telah menerapkan metode ini salah satunya adalah
Motorola. Beberapa keberhasilan Motorola yang patut dicatat dari aplikasi
program Six Sigma adalah sebagai berikut :
Penurunan COPQ (cost of poor quality) lebih dari 84 %.
Eliminasi kegagalan dalam proses sekitar 99,7 %.
Penghematan biaya manufakturing lebih dari $ 11 miliar.
Peningkatan tingkat pertumbuhan tahunan rata-rata : 17 % dalam penerimaan,
keuntungan dan harga saham Motorola.
2.2.1 Konsep Six Sigma
Pada dasarnya pelanggan akan puas apabila mereka menerima nilai barang
sebagaimana yang mereka harapkan. Apabila produk (barang dan/atau jasa)
diproses pada tingkat kualitas Six Sigma, perusahaan boleh mengharapkan 3,4
kegagalan per sejuta kesempatan (DPMO) atau mengharapkan bahwa 99,99966
persen dari apa yang diharapkan pelanggan akan ada dalam produk itu. Dengan
demikian Six Sigma dapat dijadikan ukuran target kinerja sistem industri tentang
bagaimana baiknya suatu proses transaksi produk antara pemasok (industri) dan
pelanggan (pasar). Semakin tinggi target sigma yang dicapai, kinerja sistem
industri akan semakin baik. Sehingga 6-sigma otomatis lebih baik daripada
4-sigma, 4-sigma lebih baik daripada 3-sigma. Six Sigma juga dapat di anggap
sebagai strategi trobosan yang memungkinkan perusahaan melakukan
peningkatan luar biasa (dramatik) di tingkat bawah. Six Sigma juga dapat
dipandang sebagai pengendalian proses industri berfokus pada pelanggan, melalui
penekanan pada kemampuan proses (process capability). (Gasperz,2002).
Six Sigma tidak muncul begitu saja. Sejak dulu konsep ilmu manajemen
manajemen Jepang dengan konsep Total Quality. Total Quality Manajemen juga
merupakan program peningkatan yang terfokus. Didalam Six Sigma terdapat lebih
banyak tool improvement yang bisa dipakai. Selain itu didalam Six Sigma akan
diperkenalkan suatu konsep mengenai defect, opportunity, DPMO, yang menjadi
rujukan nilai sigma proses. Kita juga akan diperkenalkan dengan variasi proses
(konsep untuk data continuous). Bukan berarti di dalam TQM hal tersebut tidak
ada, hanya saja TQM tidak terlalu mementingkan pembahasan tersebut. Namun
apabila ingin lebih mengenal proses, kita lebih mengetahui bagaimana variasi
proses/produk kita., artinya juga berapa sigma dari proses/produk kita, maka Six
Sigma lebih memadai dalam hal ini.
Berikut ini akan diberikan alasan yang membuat Six Sigma berbeda
dengan TQM dan program-program kualitas sebelumnya :
a. Six Sigma terfokus pada konsumen. Konsumen, terutama eksternal konsumen
selalu diperhatikan sebagai patokan arah peningkatan kualitas.
b. Six Sigma menghasilkan Returns of investement yang besar (contohnya pada
general electrics).
c. Six Sigma mengubah cara manajemen beroperasi. Six Sigma lebih dari
sekedar proyek peningkatan kualitas. Ia juga merupakan cara pendekatan baru
terhadap proses berpikir, merencanakan dan memimpin untuk menghasilkan
hasil yang baik.
Untuk lebih jelasnya lagi akan ditunjukkan lagi pada tabel 2.2 sebagai
Tabel 2.2: Kelemahan TQM dan Solusi Six Sigma
No Kelemahan TQM Solusi Six Sigma
1 Kurangnya integrasi Link (Hubungan) ke “lini dasar” bisnis dan personal
2 Kepemimpinan yang apatis Kepemimpinan di barisan depan
3 Konsep yang tidak jelas
tentang kualitas Pesan sederhana yang diulang – ulang
4
Gagal untuk menghancurkan penghalang–penghalang
internal
Prioritas terhadap fungsi manajemen proses lintas fungsi
5 Pelatihan yang tidak efektif Blackbelts, Greenbelts, Master Blackbelts
6 Fokus pada kualitas produk Perhatian pada semua proses bisnis (Sumber: “The Six Sigma Way”, Penerbit Andi, Jogyakarta, Cavanagh,
Peter S. Pande, Robert P.Neuman 2002,).
Terdapat 6 aspek kunci yang perlu diperhatikan dalam penerapan Six
Sigma dibidang manufakturing, yaitu :
1. Identifikasi karakteristik produk yang akan memuaskan pelanggan (sesuai
kebutuhan dan ekspektasi pelanggan).
2. Mengklasifikasikan semua karakteristik kualitas itu sebagai CTQ (critical to
quality) individual. Critical to Quality adalah atribut–atribut yang sangat
penting untuk diperhatikan karena berkaitan langsung dengan kebutuhan dan
kepuasan pelanggan. CTQ merupakan elemen dari suatu produk, proses atau
praktek–praktek yang berdampak langsung pada kepuasan pelanggan.
3. Menentukan apakah setiap CTQ itu dapat dikendalikan melalui pengendalian
4. Menentukan batas maksimum toleransi untuk setiap CTQ sesuai yang
diinginkan pelanggan (menentukan nilai USL dan LSL dari setiap CTQ).
5. Menentukan maksimum variasi proses untuk setiap CTQ (menentukan nilai
maksimum standar deviasi untuk setiap CTQ).
6. Mengubah desain produk atau proses sedemikian rupa agar mampu mencapai
nilai target Six Sigma. (Sumber: “Pedoman Implementasi Six Sigma”,
Gramedia Pustaka Utama, Jakarta, Gaspersz, Vincent, 2002).
2.2.2 Faktor Penentu Dalam Six Sigma
Dijelaskan pula bahwa faktor penentu dalam pelaksanaan Six Sigma ini
antara lain:
a. Costumer centric.
Pelanggan adalah tujuan utama Six Sigma dimana kualitas dari produk diukur
melalui perspektif pelanggan dengan jalan :
a. Voice of coctumer (VOC), menyatakan keinginan pelanggan.
b. Requirements, masukan dari VOC ditransfer secara spesifik dengan
elemen yang dapat diukur.
c. Critical to quality (CTQ), permintaan yang paling penting bagi pelanggan.
d. Defect, bagian yang kurang memenuhi spesifikasi.
b. Financial Result.
Total Quality Management (TQM) dikenal lebih dahulu dari pada Six Sigma.
utama bahkan hampir semua proyek yang dikerjakan mengenakan biaya pada
pelanggan dan penanam saham, sehingga dapat menghasilkan banyak biaya.
TQM sering dipimpin oleh pihak yang paling kurang pemahaman terhadap
pengendalian kualitas dan cenderung menemukan cara pengukurannya
sendiri. Sedangkan Six Sigma mengakomodasikan penurunan biaya dan
kenaikan pendapatan.
c. Management Engagement.
Pada penerapan Six Sigma ini selain pada proses juga memerlukan perhatian
dan kerjasama pada semua lini manajemen perusahaan.
d. Resources Commitment.
Komitmen untuk maju lebih ditekankan daripada jumlah personel yang
terlibat dalam implementasi ini.
e. Execution Infrastructure.
Six sigma didukung oleh infrastruktur yang berisi orang-orang dari top
management sampai operasional dimana keseluruhannya memiliki fokus
yang sama yaitu kepuasan pelanggan. (Sumber: “LeanSix Sigma”,
McGraw-Hill Companies, Inc George, Michael L, 2002).
2.3 Penentu Kapabilitas Proses
Kapabilitas proses adalah perangkat untuk mengukur variabilitas yang
terdapat dalam proses manufaktur. Pengukuran kapabilitas meliputi :
1) Stabilitas, yaitu keadaan di mana data hasil pengukuran dalam keadaan stabil,
terdapat sebab-sebab khusus dalam pola data. Jika sebaliknya, maka
penyebab harus dihilangkan agar bisa dilakukan kapabilitas, atau langsung
dihitung cacat per sejuta bagian dan diterjemahkan ke dalam nilai sigma.
2) Normalitas, apabila data diasumsikan berdistribusi normal maka harus
dilakukan uji kenormalan data melalui plot probabilitas dan uji hipotesis.
1. Plot probabilitas, adalah memplot data ke dalam bentuk distribusi
komulatif. Apabila data mengikuti distribusi normal maka ia akan
mendekati bentuk garis linier
2. Uji hipotesis, yaitu pengujian anggapan bahwa data berdistribusi normal.
Pengujian H0: = 0 dan H1: 0. Penghitungan menggunakan rumus
x
Z untuk mendapatkan nilai-P (P-value). Nilai-P adalah peluang
untuk mendapatkan adalah peluang untuk mendapatkan suatu nilai Z
sebesar atau lebih besar daripada Zhitung bila memang = 0. Bila nilai-P
lebih besar daripada galat jenis I maka anggapan awal diterima.
3) Penghitungan nilai indeks kapabilitas, potensial dan aktual. Kapabilitas
potensial adalah variabilitas pada suatu saat dan kapabilitas aktual adalah
variabilitas setiap saat. Indeks kapabilitas:
Potensial (Cp, Cpk, Cpm) Aktual (Pp, Ppk)
Cp dan Pp adalah indeks kapabitas umum, Cpk dan Ppk dilakukan untuk
mengetahui kecenderungan dan lokasi proses. Penghitungan Cpk merupakan
satu batas spesifikasi dan rata-rata proses proses () terhadap sebaran proses
(). Sedangkan Cpm menghitung penyimpangan rata-rata proses terhadap
target. Jika nilai Cp = Cpk = Cpm, maka proses dikatakan berada pada target
capable.
4) Menghitung nilai sigma yang dihasilkan. Dalam metode Six Sigma, setiap
pengukuran diterjemahkan ke dalam nilai sigma sebagai ukuran performansi.
5) Menghitung jumlah peluang bagian yang berada di luar spesifikasi ke dalam
nilai bagian per sejuta (PPM = part per million).
Adanya peningkatan kapabilitas proses dalam menghasilkan produk
menuju tingkat kegagalan nol (zero) menunjukkan bahwa pelaksanaan program
peningkatan kualitas Six Sigma telah berhasil. Oleh karena itu, konsep
perhitungan kapabilitas proses menjadi sangat penting untuk dipahami dan
implementasi program Six Sigma.
Data adalah catatan tentang sesuatu, baik yang bersifat kualitatif maupun
kuantitatif yang dipergunakan sebagai petunjuk untuk bertindak. Berdasarkan
data, kita mempelajari fakta-fakta yang ada dan mengambil tindakan yang tepat
berdasarkan pada fakta itu. Dalam konteks pengendalian proses statistikal dikenal
dua jenis data, yaitu data atribut dan data variabel.
2.3.1 Penentuan Kapabilitas Proses untuk Data Atribut
Data Atribut merupakan data kualitatif yang dihitung menggunakan daftar
pencacahan atau tally untuk keperluan pencacatan dan analisis. Data atribut
klasifikasi yang berkaitan dengan sekumpulan persyaratan yang telah ditetapkan.
Contoh data atribut karakteristik kualitas adalah : ketiadaan label pada kemasan
produk, kesalahan proses administrasi buku tabungan nasabah, banyaknya jenis
cacat pada produk, banyaknya produk kayu lapis yang cacat karena corelap, dan
lain-lain. Penentuan kapabilitas proses untuk data atribut adalah sebagai berikut :
Tabel 2.3 Cara Memperkirakan Kapabilitas Proses untuk Data Atribut
Langkah Tindakkan Persamaan Hasil
Perhitungan
Proses apa yang ingin anda ketahui?
Berapa banyak unit transaksi yang dikerjakan melalui proses?
Berapa banyak unit transaksi yang gagal?
Hitung tingkat cacat (kesalahan) berdasarkan pada langkah 3
Tentukan banyaknya CTQ potensial yang dapat mengakibatkan cacat (kesalahan)
Hitung peluang tingkat cacat (kesalahan) per karakteristik CTQ Hitung kemungkinan cacat per satu juta kesempatan (DPMO)
Konversi DPMO (langkah 7) ke dalam nilai sigma
Buat kesimpulan adalah 4,10 (rata – rata kinerja
industri di Amerika
Serikat) Catatan: CTQ = critical-to-quality; DPMO = defect per million opportunities.
Contoh CTQ:
kesalahan pengisian formulir, ketiadaan bukti-bukti keuangan, kesalahan
Jika pembaca ingin memiliki kalkulator Six Sigma yang di-download
secara gratis dari www.spcwizard.com, maka penentuan kapabilitas proses untuk
data atribut dilakukan sebagai berikut:
Pilih defect
Defects : 145 (masukkan banyaknya unit yang gagal/cacat)
Unit Inspected : 1283 (masukkan banyaknya unit yang diperiksa)
Opportunities per Unit : 24 (masukkan banyaknya CTQ potensial yang dapat
mengakibatkan kegagalan/kecacatan)
Pilih Calculate
Process Sigma = 4.1 (dihitung sendiri oleh kalkulator)
DPMO : 4709 (dihitung sendiri oleh kalkulator)
(Sumber: “Pedoman Implementasi Six Sigma”, Gramedia Pustaka Utama,
Jakarta, Gaspersz, Vincent, 2002).
Sedangkan untuk mengukur kinerja sekarang pada tingkat proses, output
dan/atau outcome untuk ditetapkan sebagai baseline kinerja pada awal proyek six
sigma. Beberapa cara untuk meghitung dan mengekspresikan ukuran-ukuran
berbasis peluang defect, yaitu :
a. Defect per Opportunity (DPO)
Menunjukkan proporsi defect atas jumlah total peluang dalam sebuah
kelompok.
Total defect Formula : Tingkat defect =
Tingkat defect Peluang defect =
CTQ
b. Defect per Million Opportunities (DPMO)
Mengindikasikan berapa banyak defect akan muncul jika ada 1 juta peluang.
Formula : DPO x 106
c. Ukuran Sigma
Dengan menerjemahkan ukuran defect – biasanya DPMO – dengan
menggunakan tabel konversi, namun jika nilai DPMO tidak terdapat pada
tabel konversi maka dilakukan interpolasi
2.3.2 Penentuan Kapabilitas Proses untuk Data Variabel
Data variabel merupakan data kuantitatif yang dihitung menggunakan alat
pengukuran tertentu untuk keperluan pencatatan dan analisis. Data variabel
bersifat kontinyu. Jika suatu catatan dibuat berdasarkan keadaan aktual, diukur
secara langsung, maka karakteristik kualitas yang diukur itu disebut variable.
Contoh data variabel karakteristik kualitas adalah : diameter pipa, ketebalan
produk kayu lapis, berat semen dalam kantong, konsentrasi elektrolit dalam
persen, dll. Ukuran-ukuran berat, panjang, lebar, tinggi, diameter, volume
merupakan variabel.
Teknik penentuan kapabilitas proses untuk data variabel adalah sebagai
berikut :
a. Menentukan proses yang ingin diukur.
b. Menentukan nilai batas spesifikasi atas dan batas spesifikasi bawah.
d. Menghitung nilai rata-rata dan standar deviasi dari proses.
e. Menghitung nilai DPMO, dengan menggunakan formula sebagai berikut :
DPMO = [ P { Z ≥ ( USL – X-bar ) / S } x 1juta ] +
[ P { Z ≤ ( LSL – X-bar ) / S } x 1juta ] (2.1)
Dimana , USL : Batas spesifikasi atas
LSL : Batas spesifikasi bawah
X-bar : Nilai rata-rata
S : Standart deviasi
f. Mengkonversikan nilai DPMO kedalam nilai sigma.
g. Menghitung kemampuan proses didalam nilai sigma.
h. Menghitung kapabilitas proses didalam indeks kapabilitas proses, dengan
formula sebagai berikut :
Cpm = (USL – LSL) / {6√X-bar – T)² + S²} (2.2)
Dimana, Cpm : Indeks kapabilitas proses
T : Nilai spesifikasi target
Kriteria (rule of thumb) dari Cpm adalah :
1) Cpm ≥ 2,00; maka poses dianggap mampu dan kompetitif (perusahaan
berkelas dunia).
2) Cpm antara 1,00-1,99; maka proses dianggap cukup mampu, namun perlu
upaya-upaya giat untuk peningkatan kualitas menuju target perusahaan
berkelas dunia yang memiliki tingkat kegagalan sangat kecil menuju nol
(zero defect oriented). Persusahaan yang memiliki nilai Cpm yang berada
diantara 1,00-1,99 memiliki kesempatan terbaiki dalam melakukan
3) Cpm < 1,00; maka proses dianggap tidak mampu dan tidak kompetitif
untuk bersaing dipasar global.
Beberapa keuntungan penggunaan indeks Cpm :
1) Indeks Cpm dapat diterapkan pada suatu interval spesifikasi yang tidak
simetris (asymetrical spesification interval), dimana nilai spesifikasi target
kualitas (T) tidak berada tepat ditengah nilai USL dan LSL.
2) Indeks Cpm dapat dihitung untuk type distribusi apa saja, tidak
mensyaratkan data harus berdistribusi normal.(Gasperz,2002).
Bersamaan dengan penggunaan indeks Cpm, juga digunakan indeks Cpmk
yang mengukur tingkat pada mana output proses itu berada dalam batas-batas
toleransi (batas-batas spesifikasi atas dan bawah, USL dan LSL) yang diinginkan
oleh pelanggan. Indeks Cpmk dapat dihitung dengan menggunakan formula :
Cpmk = Cpk / √1 + {(X-bar – T) / S}² (2.3)
Dimana, Cpk = minimum {(X-bar – LSL) / 3S ; (USL – X-bar) / 3S} (2.4)
Kriteria (rule of thumb) dari indeks Cpmk :
1) Cpmk ≥ 2,00; maka proses dianggap mampu memenuhi batas-batas toleransi
(batas spesifikasi bawah dan atas, LSL dan USL) dan kompetitif (perusahaan
berkelas dunia)
2) Cpmk antara 1,00 dan 1,99; maka proses dianggap cukup mampu, namun
perlu upaya-upaya giat untuk peningkatan kualitas menuju target perusahaan
berkelas dunia yang memiliki tingkat kegagalan sangat kecil menuju nol (zero
defect oriented). Dalam hal ini proses harus disesuaikan terus-menerus agar
memiliki nilai Cpmk yang berada diantara 1,00 - 1,99 memiliki kesempatan
terbaik dalam melakukan program peningkatan kualitas Six Sigma.
3) Cpmk < 1,00; maka proses dianggap tidak mampu memenuhi batas-batas
toleransi (batas spesifikasi atas dan bawah, USL dan LSL) dan tidak
kompetitif untuk bersaing dipasar global. (Gasperz,2002)
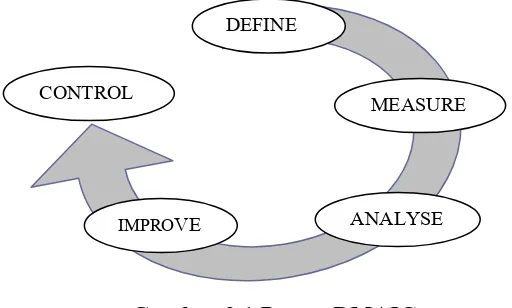
2.4 DMAIC (Define, Measure, Analyze, Improve, and Control)
DMAIC merupakan proses untuk peningkatan terus–menerus menuju
target Six Sigma. DMAIC dilakukan secara sistematik, berdasarkan ilmu
pengetahuan dan fakta. Proses ini menghilangkan langkah–langkah proses yang
tidak produktif, sering berfokus pada pengukuran–pengukuran baru, dan
menetapkan teknologi untuk peningkatan kualitas menuju target Six Sigma.
(Sumber: “Pedoman Implementasi Six Sigma”, Gramedia Pustaka Utama,
Jakarta, Gaspersz, Vincent, 2002)
Gambar 2.1 Proses DMAIC
(Sumber: “Pedoman Implementasi Six Sigma”, Gramedia Pustaka Utama,
Jakarta, Gaspersz, Vincent, 2002).
DEFINE
MEASURE
ANALYSE
2.4.1 Tahap Define (D)
Merupakan langkah operasional pertama dalam program peningkatan
kualitas Six Sigma. Pada tahap ini, yang paling penting untuk dilakukan adalah
identifikasi produk dan/atau proses yang akan diperbaiki. Kita harus menetapkan
prioritas utama tentang masalah-masalah dan/atau kesempatan peningkatan
kualitas mana yang akan ditangani terlebih dahulu. Pemilihan proyek terbaik
adalah berdasarkan pada identifikasi proyek yang sesuai dengan kebutuhan,
kapabilitas dan tujuan organisasi. Langkah kedua yaitu pernyataan tujuan proyek
harus ditetapkan untuk setiap proyek Six Sigma yang terpilih. Pernyataan tujuan
yang benar adalah apabila mengikuti prinsip SMART sebagai berikut :
Specific Tujuan proyek peningkatan kualitas Six Sigma harus bersifat
spesifik yang dinyatakan dengan tegas. Tim peningkatan
kualitas Six Sigma harus menghindari pernyataan-pernyataan
tujuan yang bersifat umum dan tidak spesifik. Pernyataan
tujuan seyogyanya menggunakan kata kerja, seperti :
menaikkan, menurunkan, menghilangkan, dll.
Measurable Tujuan proyek peningkatan kualitas Six Sigma harus dapat
diukur menggunakan indikator pengukuran yang tepat guna
mengevaluasi keberhasilan, peninjauan-ulang, dan tindakan
perbaikan diwaktu mendatang. Pengukuran harus mampu
memunculkan fakta-fakta yang di-nyatakan secara kuantitatif
Achievable Tujuan program peningkatan kualitas Six Sigma harus dapat
dicapai melalui usaha-usaha yang menantang (challenging
effort).
Result-oriented Tujuan program peningkatan kualitas Six Sigma harus berfokus
pada hasil-hasil berupa pencapaian target-target kualitas yang
ditetapkan, yang ditunjukkan melalui penurunan DPMO
(defect per million opportunities), peningkatan kapabilitas
proses (cpm;cpmk), dll.
Time-bound Tujuan program peningkatan kualitas Six Sigma harus
menetapkan batas waktu pencapaian tujuan itu dan harus
dicapai secara tepat waktu. (Gasperz,2002)
2.4.2 Tahap Measure (M)
Tahap ini merupakan langkah operasional kedua dalam program
peningkatan kualitas Six Sigma. Terdapat 3 hal pokok yang harus dilakukan dalam
tahap Measure, yaitu :
1. Memilih atau menentukan karakteristik kualitas (CTQ) kunci yang
berhubungan langsung dengan kebutuhan spesifik dari pelanggan.
2. Melakukan pengumpulan data melalui pengukuran yang dapat dilakukan pada
tingkat proses, output dan outcome.
Sebelum melakukan pengukuran, terlebih dahulu kita harus membedakan
apakah data yang diukur itu merupakan data variabel atau data atribut. Data
pengukuran tertentu untuk keperluan pencatatan dan analisis. Data variabel
bersifat kontinyu. Contoh data variabel karakteristik kualitas adalah :
diameter pipa, ketebalan produk kayu lapis, berat semen dalam kantong,
konsentrasi elektrolit dalam persen, dll. Ukuran-ukuran berat, panjang, lebar,
tinggi, diameter, volume. Data atribut merupakan data kualitatif yang
dihitung menggunakan daftar pencacahan atau tally untuk keperluan
pencatatan dan analisis. Data atribut bersifat diskrit. Contoh data atribut
karakteristik kualitas adalah : ketiadaan label pada kemasan produk,
kesalahan proses administrasi buku tabungan nasabah, banyaknya jenis cacat
pada produk, banyaknya produk kayu lapis yang cacat karena corelap, dan
lain-lain.
3. Mengukur kinerja sekarang (current performance) pada tingkat proses,
output, dan outcome untuk ditetapkan sebagai baseline kinerja (performance
baseline) pada awal proyek Six Sigma. Baseline kinerja dalam proyek Six
Sigma biasanya diterapkan menggunakan satuan pengukuran DPMO dan
tingkat kapabilitas sigma (sigma level). Sesuai dengan konsep pengukuran
yang biasanya diterapkan pada tingkat proses, output dan outcome, maka
baseline kinerja juga dapat ditetapkan pada tingkat proses, output dan
outcome. Pengukuran biasanya dimaksudkan untuk mengetahui sejauh mana
2.4.3 Tahap Analyse (A)
Tahap ini merupakan langkah operasional ketiga dalam program
peningkatan kualitas Six Sigma. Pada tahap ini yang perlu diperhatikan adalah
beberapa hal sebagai berikut :
1. Menentukan kapabilitas/kemampuan dari proses.
Process capability merupakan suatu ukuran kinerja kritis yang
menunjukkan proses mampu menghasilkan sesuai dengan spesifikasi produk
yang telah ditetapkan oleh manajemen berdasarkan kebutuhan dan ekspektasi
pelanggan.
Keberhasilan implementasi program peningkatan kualitas six sigma
ditunjukkan melalui peningkatan kapabilitas proses dalam menghasilkan
produk menuju tingkat kegagalan nol. Kemampuan proses didefinisikan
sebagai “ukuran statistik dari variansi yang inheren pada suatu peristiwa
tertentu dalam proses yang stabil.”
Cpm =
2 26 x T s
LSL USL
(2.5)
Dimana : Cpm = indeks kapabilitas proses (Process Capability Indeks)
USL = batas spesifikasi atas (Upper Specification Limit)
LSL = batas spesifikasi bawah (Lower Specification Limit)
T = target
s = standart deviasi
x = arithmetic mean
Cpm > 2,00 : maka proses dianggap mampu (capable)
Cpm = 1,00 – 1,99 : maka proses dianggap mampu namun perlu upaya
upaya giat untuk peningkatan kualitas menuju target
perusahaan berkelas dunia.
Cpm < 1,00 : maka proses dianggap tidak mampu (not capable)
Semakin tinggi Cpm menunjukkan bahwa output proses itu semakin
mendekati nilai spesifikasi target kualitas yang diinginkan pelanggan.
Menurut Vincent (2002:350) bahwa analisis kapabilitas proses Cpm dan
Cpk tidak dapat diterapkan pada data atribut karena data tersebut mengikuti
pola distribusi binomium. Data atribut sering berbentuk kategori atau klasifikasi seperti baik/buruk, sukses/gagal.
2. Mengidentifikasi sumber–sumber dan akar penyebab kecacatan atau
kegagalan. Untuk mengidentifikasi sumber-sumber penyebab kegagalan,
dapat menggunakan Fishbone diagram (cause and effect diagram). Dengan
analisa cause and effect, manajemen dapat memulai dengan akibat sebuah
masalah, atau dalam beberapa kasus, merupakan akibat atau hasil yang
diinginkan dan membuat daftar terstruktur dari penyebab potensial.
Setelah akar-akar penyebab dari masalah yang ditemukan, dimasukkan ke
dalam cause and effect diagram yang telah mengkategorikan sumber-sumber
penyebab berdasarkan prinsip 7M, yaitu :
1) Manpower ( tenaga kerja ).
2) Machines ( mesin-mesin ).
4) Material ( bahan baku dan bahan penolong ).
5) Media (surat kabar).
6) Motivation ( motivasi ).
7) Money ( keuangan ).
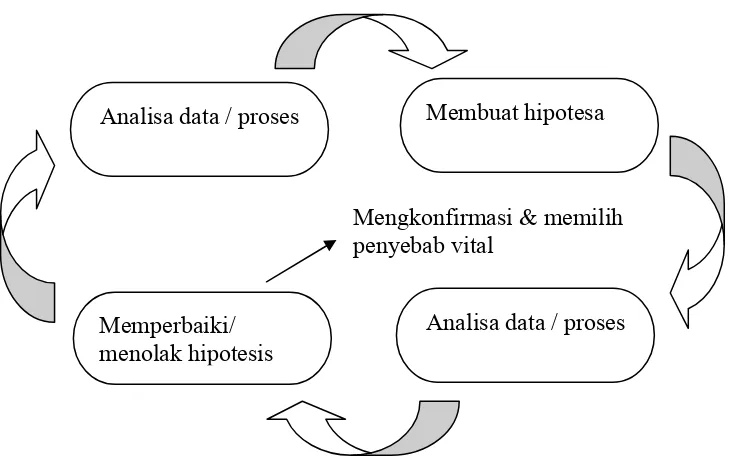
Analyze dapat disajikan dalam sebuah siklus (gambar 2.4). Siklus didapatkan
dengan menghasilkan dan dengan mengevaluasi “hipotesis-hipotesis”
terhadap penyebab masalah.
Gambar 2.2 Siklus hipotesis / analisis dari akar masalah (Sumber : Peter S.P. Etal., 2002:87)
Sebagaimana diindikasikan oleh diagram siklus analisis, ada 2 sumber kunci
dari input untuk menentukan penyebab sesungguhnya dari masalah yang
ditargetkan, yaitu :
Analisa data / proses
Memperbaiki/ menolak hipotesis
Analisa data / proses Membuat hipotesa
1. Analisis data
Menggunakan ukuran-ukuran data yang telah dikumpulkan, atau data baru
yang dikumpulkan dalam fase analyze - untuk membedakan pola-pola,
kecenderungan, atau faktor-faktor lain mengenai masalah yang
menunjukkan/membuktikan/tidak membuktikan penyebab-penyebab yang
mungkin.
2. Analisis proses
Penyelidikan yang lebih dalam dan memahami bagaimana pekerjaan
dilakukan untuk mengidentifikasi inkonsistensi, “disconnect”, atau
bidang-bidang masalah yang mungkin menyebabkan atau memberikan kontribusi
terhadap masalah.
Jika digabungkan, ke-2 strategi tersebut akan menciptakan analisis six
sigma yang kuat.
2.4.4 Tahap Improve (I)
Tahap Improve merupakan langkah operasional keempat dalam program
peningkatan kualitas Six Sigma. Langkah ini dilakukan setelah sumber–sumber
dan akar penyebab dari masalah kualitas teridentifikasi. Pada tahap ini ditetapkan
suatu rencana tindakan (action Plan) untuk melaksanakan peningkatan kualitas
Six Sigma. Tool yang digunakan untuk tahap improve ini adalah FMEA (Failure
Mode and Effect Analysis).
Pada tahap ini tim peningkatan kualitas Six Sigma harus memutuskan apa
dimana rencana tindakan itu akan dilakukan, bilamana rencana tindakan itu akan
dilakukan, siapa yang akan menjadi penanggung jawab dari rencana tindakan itu,
bagaimana melaksanakan, dan berapa besar biaya untuk melaksanakan serta
manfaat positif yang diterima dari implementasi rencana tindakan itu. Analisis
dengan menggunakan metode 5W-2H dapat digunakan seperti yang telah
disebutkan diatas. Adapun penjelasan penggunaan metode 5W-2H adalah sebagai
berikut:
Tabel 2.4: Penggunaan Metode 5W- 2H Untuk Pengembangan Rencana Tindakan. (Gaspersz, 2002)
Jenis 5W-2H Diskripsi Tindakan
Tujuan Utama
What (Apa)?
Apa yang menjadi target utama dari Perbaikan / peningkatan kualitas? Alasan
Kegunaan
Why (Mengapa)?
Mengapa rencana tindakan itu diperlukan ? Penjelasan tentang kegunaan dari rencana tindakan yang dilakukan.
Dimana rencana tindakan itu akan dilaksanakan?
Apakah aktivitas itu harus dikerjakan disana?
Sekuens (Urutan)
When (Bilamana)?
Bilamana aktivitas rencana tindakan itu akan terbaik untuk dilaksanakan? Apakah aktivitas itu dapat dikerjakan kemudian?
Orang Who
(Siapa)?
Siapa yang akan mengerjakan aktivitas rencana tindakan itu?
Apakah ada orang lain yang dapat mengerjakan aktivitas rencana tindakan itu?
Mengapa harus orang itu yang ditunjuk untuk mengerjakan aktivitas itu?
Mengubah sekuens (urutan) aktivitas atau mengkombi-nasikan aktivitas-aktivitas yang dapat dilaksanakan
bersama.
Metode How (Bagaimana)?
Bagaimana mengerjakan aktivitas rencana tindakan itu?
Apakah metode yang digunakan sekarang merupakan metode terbaik? Apakah ada cara lain yang lebih mudah?
Jenis 5W-2H Diskripsi Tindakan Biaya/
Manfaat
How Much (Berapa)?
Berapa biaya yang dikeluarkan untuk melaksanakan aktivitas rencana tinadakan itu?
Apakah akan memberi dampak positif pada pendapatan dan biaya(meningkatkan efektif dan efisien), setelah melaksanakan rencana tindakan itu?
Memilih rencana tindakan yang paling efektif dan efisien
2.4.5 Tahap Control (C)
Tahap ini merupakan langkah operasional kelima dalam program
peningkatan kualitas Six Sigma. Pada tahap ini hasil–hasil peningkatan kualitas
didokumentasikan dan disebarluaskan, prosedur–prosedur didokumentasikan dan
dijadikan pedoman kerja standar. Standarisasi dimaksudkan untuk mencegah
masalah yang sama atau praktek–praktek lama terulang kembali. (Sumber:
“Pedoman Implementasi Six Sigma”, Gramedia Pustaka Utama, Jakarta,
Gaspersz, Vincent, 2002).
Untuk melakukan penelitian lebih lanjut terhadap perbaikan kualitas
dengan siklus DMAIC dari six sigma, maka diperlukan langkah-langkah yang
Tabel 2.5: Aktivitas Program DMAIC dari Six Sigma Tahap-tahap
Six Sigma
Aktivitas Program Six Sigma
1.Memperoleh dukungan dan komitmen dari manajemen organisasi untuk melaksanakan proyek-proyek Six Sigma
2.Mendefinisikan kebutuhan spesifik dari pelanggan, agar proyek-proyek Six Sigma mampu memenihi kebutuhan itu guna memberikan kepuasaan total kepada pelanggan
3.Mendefinisikan peningkatan kualitas yang terukur sepanjang waktu dari setiap proyek Six Sigma
4. Mendefinisikan menetapkan peran dan tanggung jawab dari orang-orang yang terlibat dalam proyek-proyek Six Sigma.
5. Mendefinisikan kebutuhan dan melaksanakan pelatihan dalam metodologi Six Sigma, agar menjamin bahwa mereka berkompeten untuk melaksanakan proyek-proyek Six Sigma.
6. Mendefinisikan kebutuhan sumber-sumber daya dan hambatan-hambatan yang ada serta yang mungkin dihadapi, berkaitan dengan infrastruktur proyek-proyek Six Sigma, sehingga dapat diantisipasi dan diperbaiki. 7. Mendefinisikan persyaratan output dan pelayanan yang merefeksikan
kebutuhan spesifik dari pelanggan yang Terkait dengan Produk DEFINE (D)
8. Mendefinisikan proses-proses kunci, sekuens dan interaksi proses, beserta pelanggan internal dan eksternal yang yang terlibat dalam proses-proses kunci yang menjadi ruang lingkup dari setiap proyek Six Sigma.
1. Menetapkan persyaratan-persratan karakteristik kuaitas (CTQ) kunci yang berkaitan langsung dengan kebutuhan spesifik dari pelanggan yang menjadi ruang lingkup tugas dari proyek-proyek six sigma.
2. Menetapkan rencana menetapkan pengumpulan data termasuk pengendaiaan peralatan pengukuran agar memperoleh data yang akurat dan sahih bagi keperluan analisis dalam tahap Analyze dari setiap proyek Six Sigma.
MEASURE (M)
3. Melakukan pengukuran terhadap karakteristik kualitas (CTQ) kunci pada tingkat proses, output, outcome dari proyek-proyek Six Sigma.
ANALYZE (A)
1. Menganalisisstabilitas proses, kapabiitas proses, serta sumber-sumber dan akar penyebab masalah kualitas yang ada dalam proyek-proyek Six Sigma.
IMPROVE (I)
1.Menetapkan mengimplementasikan rencana tindakan perbaikan/pengkatan yang ada setiap proyek Six Sigma untuk menghilangkan akar-akar penyebab dan mencegah penyebab-penyebab itu berulang kembali.
1. Mendokumentasikan hasil-hasil peninggakatan kuaitas dan menstandardisasikan praktek-praktek kerja terbaik dari proyek-proyek Six Sigma kedalam prosedur-prosedur kerja agar dijadikan sebagai pedoman kerja standar.
CONTROL (C)
2.5 DPMO (Defects per million opportunities)
Defect adalah kegagalan untuk memberikan apa yang diinginkan oleh
pelanggan. Sedangkan Defects per Opportunity (DPO) merupakan ukuran
kegagalan yang dihitung dalam program peningkatan kualitas Six Sigma, yang
menunjukkan banyaknya cacat atau kegagalan per satu kesempatan. Dihitung
menggunakan formula DPO = banyaknya cacat atau kegagalan yang ditemukan
dibagi dengan (banyaknya unit yang diperiksa dikalikan banyaknya CTQ
potensial yang menyebabkan cacat atau kegagalan itu). Besaran DPO ini, apabila
dikalikan dengan konstanta 1.000.000, akan menjadi ukuran Defect Per Million
Opportunities (DPMO).
Defects Per Million Opportunities (DPMO) merupakan ukuran kegagalan
dalam program peningkatan Six Sigma , yang menunjukkan kegagalan per satu
juta kesempatan. Target dari pengendalian kualitas Six Sigma Motorola, sebesar
3,4 DPMO seharusnya tidak diinterpretasikan sebagai 3,4 unit output yang cacat
dari sejuta unit output yang diproduksi, tetapi diinterpretasikan sebagai dalam satu
unit produk tunggal terdapat rata–rata kesempatan untuk gagal dari suatu
karakteristik CTQ adalah hanya 3,4 kegagalan per satu juta kesempatan. (Sumber:
“Pedoman Implementasi Six Sigma”, Gramedia Pustaka Utama, Jakarta,
Gaspersz, Vincent, 2002)
Saat ini pihak Motorola telah membuat gambaran kapabilitas sebuah proses dalam
Tabel 2.6 Tabel Konversi Sigma Motorola (Gasperz, 2002)
Presentase yang
memenuhi spesifikasi DPMO Sigma
30,9 %
2.6 FMEA (Failure Mode and Effects Analysis)
Failure Mode diartikan sebagai sejenis kegagalan yang mungkin terjadi,
baik kegagalan secara spesifikasi maupun kegagalan yang mempengaruhi
konsumen. Dari failure mode ini kemudian dianalisis terhadap akibat dari
kegagalan dari sebuah proses terhadap mesin setempat maupun proses lanjutan
bahkan konsumen. Pada dasarnya FMEA terbagi menjadi 2 yaitu FMEA Design
yang dipergunakan untuk memprediksi kesalahan yang akan terjadi pada desain
proses produk, sedangkan FMEA process untuk mendeteksi kesalahan pada saat
proses telah dijalankan.
Cara FMEA Bekerja
Berikut ini langkah-langkah dan konsep-konsep kunci :
a. Mengidentifikasi proses atau produk/jasa.
b. Mendaftarkan masalah-masalah yang dapat muncul (failure modes). Ide-ide
untuk masalah potensial dapat berasal dari berbagai sumber, meliputi
brainstorming, analisa proses dan sebagainya.
c. Menilai masalah untuk kerumitan (severity), probabilitas kejadian
(occurance) dan detektabilitas (detection). Dengan menggunakan skala 1-10,
Masalah-masalah yang lebih serius mendapatkan rangking yang lebih tinggi,
demikian juga masalah yang sulit untuk dideteksi. Hal ini dapat dinilai atau
didasarkan pada data historis.
d. Menghitung Risk Priority Number (RPN) dan tindakan-tindakan prioritas.
Dengan menambahkan RPN dari semua masalah, maka diperoleh gambaran
resiko total untuk semua proses atau produk/jasa.
e. Melakukan tindakan-tindakan untuk mengurangi resiko. Dengan
memfokuskan perfoma-perfoma pada masalah-masalah potensial yang
memiliki prioritas tertinggi, maka kemudian dapat memikirkan
tindakan-tindakan untuk mengurangi salah satu atau semua faktor = keseriusan
(severity), kejadian (occurance) dan detektabilitas (detection).(Pande,2002)
Tahapan FMEA sendiri adalah :
1. Menetapkan batasan proses yang akan dianalisa, didapatkan dari tahap define
dari proses DMAIC.
2. Melakukan pengamatan terhadap proses yang akan dianalisa.
3. Hasil pengamatan digunakan untuk menemukan kesalahan/defect potensial
pada proses.
4. Mengidentifikasi potensial cause penyebab dari kesalahan/defect yang terjadi.
5. Mengidentifikasikan akibat (effect) yang ditimbulkan.
6. Menetapkan nilai–nilai (dengan jalan brainstorming) dalam point:
Keseriusan akibat kesalahan terhadap proses lokal, lanjutan dan terhadap
konsumen (severity).
Alat kontrol akibat potential cause (detection).
7. Memasukkan kriteria nilai sesuai dengan 3 kriteria yang telah dibuat
sebelumnya.
8. Dapatkan nilai RPN (Risk Potential Number) dengan jalan mengalikan nilai
SOD (Severity, Occurance, Detection).
9. Pusatkan perhatian pada nilai RPN yang tertinggi, segera lakukan perbaikan
terhadap potential cause, alat kontrol dan efek yang diakibatkan.
10.Buat implementation action plan, lalu terapkan.
11.Ukur perubahan yang terjadi dalam RPN dengan langkah- langkah yang sama
diatas.
12. Apabila ada perubahan maka pusatkan perhatian pada potential cause yang
lain. Tidak ada angka acuan RPN untuk melakukan perbaikan.
Severity merupakan suatu estimasi atau perkiraan subyektif tentang
bagaimana buruknya pengguna akhir akan merasakan akibat dari kegagalan itu.
Dapat menggunakan skala 1 sampai 10. Ranking dan kriteria dari severity dapat
dilihat pada tabel 2.7 berikut ini:
Tabel 2.7 Severity Table
Ranking Kriteria 1 Negligible severity (pengaruh buruk yang dapat diabaikan).Kita tidak
perlu memikirkan bahwa akibat ini akan berdampak pada kinerja produk. Pengguna akhir mungkin tidak akan meperhatikan kecacatan atau kegagalan ini.
2 3
Mild severity (pengaruh buruk yang ringan/sedikit). Akibat yang ditimbulkan hanya bersifat ringan. Pengguna akhir tidak akan merasakan perubahan kinerja. Perbaikan dapat dikerjakan pada saat pemeliharaan reguler (reguler maintenance).
4 5 6
Ranking Kriteria 7
8
High severity (pengaruh buruk yang tinggi). Pengguna akhir akan merasakan akibat buruk yang tidak dapat diterima, berada diluar batas toleransi. Akibat akan terjadi tanpa pemberitahuan atau peringatan terlebih dahulu. Downtime akan berakibat biaya yang sangat mahal. Penurunan kinerja dalam area yang berkaitan dengan peraturan pemerintah, namun tidak berkaitan dengan keamanan dan keselamatan. 9
10
Potential safety problem (masalah keselamatan/keamanan potensial). Akibat yang ditimbulkan sangat berbahaya yang dapat terjadi tanpa pemberitahuan atau peringatan terlebih dahulu. Bertentangan dengan hukum.
Gaspersz, Vincent, 2002, “Pedoman Implementasi Program Six Sigma”, Gramedia Pustaka
Utama, Jakarta).
Occurance adalah suatu perkiraan subyektif tentang probabilitas atau
peluang bahwa penyebab itu akan terjadi, akan menghasilkan mode kegagalan
yang memberikan akibat tertentu. Kita dapat menggunakan skala 1-10. Ranking
dan kriteria dari occurance dapat kita lihat pada tabel 2.8 berikut ini :
Tabel 2.8 Occurance Table
Ranking Kriteria Verbal Tingkat
Kegagalan/ Kecacatan 1 Adalah tidak mungkin bahwa penyebab ini yang
mengakibatkan mode kegagalan
1 dalam 1.000.000
2 3
Kegagalan akan jarang terjadi 1 dalam 20.000 1 dalam 40.000 4
5 6
Kegagalan agak mungkin terjadi 1 dalam 1.000 1 dalam 400 1 dalam 80 7
8
Kegagalan adalah sangat mungkin terjadi 1 dalam 40 1 dalam 20 9
10
Hampir dapat dipastikan bahwa kegagalan akan terjadi
1 dalam 8 1 dalam 2
Gaspersz, Vincent, 2002, “Pedoman Implementasi Program Six Sigma”, Gramedia Pustaka
Utama, Jakarta).
Detection merupakan suatu perkiraan subyektif tentang bagaimana
kegagalan potensial. Kita menggunakan skala dari 1 sampai 10. Ranking dan
kriteria dari detection dapat kita lihat pada tabel 2.9 berikut ini : (Gaspersz,2002)
Tabel 2.9 Detection Table
Ranking Kriteria Verbal Tingkat Kejadian
Penyebab 1 Metode pencegahan atau deteksi sangat efektif.
Spesifikasi akan dapat dipenuhi secara konsisten
1 dalam 1.000.000
2 3
Kemungkinan kecil bahwa spesifikasi tidak akan dipenuhi
Kemungkinan bersifat moderat. Metode pencegahan atau deteksi masih memungkinkan kadang-kadang spesifikasi itu tidak dipenuhi.
1 dalam 1.000 1 dalam 400 1 dalam 80
7 8
Kemungkinan bahwa spesifikasi produk tidak dapat dipenuhi masih tinggi. Metode pencegahan atau deteksi kurang efektif.
1 dalam 40 1 dalam 21
9 10
Kemungkinan bahwa spesifikasi produk tidak dapat dipenuhi sangat tinggi. Metode pencegahan atau deteksi tidak efektif.
1 dalam 8 1 dalam 2
Gaspersz, Vincent, 2002, “Pedoman Implementasi Program Six Sigma”, Gramedia Pustaka
Utama, Jakarta).
2.7 Seven Tools
Tidak mungkin untuk memeriksa atau menguji kualitas kedalam suatu
produk itu harus dibuat dengan benar sejak awal. Ini berarti bahwa proses
produksi harus stabil dan mampu beroperasi sedemikian hingga sebenarnya semua
produk yang dihasilkan sesuai dengan spesifikasi.
Pengendalian kualitas adalah aktivitas keteknikan dan manajemen, yang
dengan aktivitas itu kita ukur ciri-ciri kualitas produk, membandingkannya
dengan spesifikasi atau persyaratan dan mengasumsi, tindakan penyehatan yang
sesuai apabila ada perbedaan antara penampilan yang sebenarnya dan yang
Pengendalian proses statistik pada jalur adalah alat utama yang digunakan
dalam membuat produk dengan benar sejak awal (Montgomery, Douglas C, 1993,
“Pengantar PKS”, Gajahmada University Press, Jogyakarta). Terdapat alat-alat pengendalian kualitas yang memiliki tujuan yang sama, atau yang biasa lebih
dikenal dengan nama Seven tools, Seven tools adalah tujuh alat yang dipakai
untuk mengendalikan kualitas dengan macam kegunaan dan fungsi yang berbeda
namun memiliki tujuan yang sama. Seven tools tersebut antara lain :
1. Histogram
Histogram mempunyai bentuk seperti diagram batang yang dapat digunakan
untuk mengetahui harga rata-rata atau central tendency dari nilai data yang
terkumpul, harga maksimum dan minimum data, range data, besar
penyimpangan atau dispersi terhadap harga rata-rata, bentuk distribusi data
yang terkumpul.
2. Check Sheet
Adalah alat Bantu untuk memudahkan proses pengumpulan data. Berupa
lembaran dengan tabel-tabel untuk pengisian data. Informasi dari lembar
pengecekan dipakai untuk menyelidiki trend masalah setiap saat.
3. Diagram Pareto
Diagram ini berguna untuk menunjukkan persoalan utama yang dominan
dan perlu segera diatasi dengan suatu grafik yang meranking klasifikasi data
4. Defect Concentration Diagram
Merupakan salah satu alat pengendalian kualitas yang digunakan sebagai
alat untuk memastikan lokasi defect yang dapat memberikan informasi tentang
penyebab potensial defect. Konsep utama adalah menunjukkan secara langsung
letak cacat yang terjadi pada spesimen dengan memberi tanda khusus pada
gambar spesimen.
5. Fishbone Diagram (Diagram Tulang Ikan)
Diagram ini disebut juga dengan diagram tulang ikan karena bentuknya
seperti ikan. Selain itu disebut juga dengan diagram Ishikawa karena yang
menemukan adalah Prof. Ishikawa yang berasal dari Jepang. Diagram ini
digunakan untuk menganalisa dan menemukan faktor–faktor yang berpengaruh
secara signifikan dalam menentukan karakteristik kualitas output kerja,
mencari penyebab–penyebab yang sesungguhnya dari suatu masalah. Ada 5
faktor penyebab utama yang signifikan yang perlu diperhatikan yaitu : metode
kerja, mesin/peralatan lain, bahan baku, dan pengukuran kerja.
Gambar 2.3 Fishbone Diagram
MUTU
PERALATAN BAHAN METODE KERJA
(Cavanagh, Peter S. Pande, Robert P.Neuman 2002, “The Six Sigma Way”,
Penerbit Andi, Jogyakarta).
Mengapa hanya diklasifikasikan pada 4 point, karena menurut Dr. Kaoru
Ishikawa dalam bukunya teknik pengendalian mutu menyatakan hampir
separuh kasus yang terjadi di lantai produksi disebabkan oleh bahan mentah,
mesin atau peralatan dan metode kerja. Yang kemudian ketiga penyebab
tersebut mengakibatkan dispersi produk pada histogram bertambah besar.
6. Scatter Diagram (Diagram Pencar)
Diagram ini digunakan untuk menemukan atau melihat korelasi dari suatu
faktor penyebab yang berkesinambungan terhadap faktor lain. Dari penyebaran
Scatter dapat dianalisa hubungan faktor sebab akibat.
7. Control Chart (Peta kontrol)
Peta kontrol pada dasarnya merupakan alat analisa yang dibuat mengikuti
metode Statistik dimana data yang berkaitan dengan kualitas produk atau
proses diplot dalam sebuah peta dengan batas kontrol atas (BKA) dan batas
kontrol bawah (BKB). Prosedur pengendalian proses Statistik pada jalur yang
paling sederhana dapat dilakukan dengan grafik pengendali. Adapun 3
kegunaan pokok grafik pengendali :
1. Pemantauan dan pengawasan suatu proses.
2. Pengurangan variabilitas proses.