TUGAS AKHIR
PENGARUH LETAK SAMBUNGAN JARI (FINGER JOINT) TERHADAP PERILAKU LENTUR DAN KAPASITAS MOMEN BALOK
KAYU MINDI LAMINASI LIMA LAPIS
Disusun Oleh :
HENDRA THEODARMO 08/269070/TK/34243
JURUSAN TEKNIK SIPIL DAN LINGKUNGAN FAKULTAS TEKNIK
UNIVERSITAS GADJAH MADA YOGYAKARTA
ii LEMBAR PENGESAHAN
TUGAS AKHIR
PENGARUH LETAK SAMBUNGAN JARI (FINGER JOINT) TERHADAP PERILAKU LENTUR DAN KAPASITAS MOMEN BALOK
KAYU MINDI LAMINASI LIMA LAPIS dipersiapkan dan disusun oleh
HENDRA THEODARMO 08/269070/TK/34243
Telah dipertahankan di depan Dewan Penguji Pada tanggal :
20 Juli 2012 Susunan Dewan Penguji
Dosen Pembimbing
Ali Awaludin, ST., M.Eng., Ph.D.
Dosen Penguji I Dosen Penguji II
Inggar Septhia Irawati, ST., MT. Dr. Ir. Ahmad Rifa’i, MT. Tugas Akhir ini telah diterima sebagai salah satu persyaratan untuk
memperoleh gelar Sarjana Teknik Tanggal ...
Mengetahui
Ketua Jurusan Teknik Sipil dan Lingkungan
iii LEMBAR PERSEMBAHAN
Saya persembahkan tugas akhir ini untuk
Buddha Gautama
guru agung yang mengajarkan arti kehidupan
iv KATA PENGANTAR
Puji syukur penyusun menghaturkan kepada Sang Tiratana atas rahmat
dan karunia-Nya sehingga penyusun dapat menyelesaikan penelitian dan laporan
Tugas Akhir dengan judul “Pengaruh Letak Sambungan Jari (Finger Joint) Terhadap Perilaku Lentur Dan Kapasitas Momen Balok Kayu Mindi Laminasi
Lima Lapis”.
Penelitian dan penyusunan laporan Tugas Akhir ini dapat diselesaikan
tidak lepas dari dukungan dan bantuan serta bimbingan beberapa pihak. Oleh
karena itu, dalam kesempatan ini, penyusun mengucapkan terima kasih kepada :
1. Orang tua dan keluarga tercinta yang selalu mendoakan dan mendukung
penyelesaian laporan Tugas Akhir ini,
2. Ali Awaludin, S.T., M.Eng., Ph.D. selaku Dosen Pembimbing yang telah
memberikan bimbingan dan arahan dengan baik,
3. Inggar Septhia Irawati, ST., MT. dan Dr. Ir. Ahmad Rifa’i, MT., selaku Dosen
Penguji yang telah memberikan saran dan perbaikan untuk Laporan Tugas
Akhir ini,
4. para laboran Laboratorium Teknik Jurusan Teknik Sipil dan Lingkungan
UGM yang telah membantu dan membimbing selama melakukan praktikum,
5. Saudari Lisa yang terus mendorong dan menyemangati hingga penyelesaian
laporan Tugas Akhir ini,
6. Niken Palaeowati, Septian Hariadi, Lasinta Ladisa, ST., dan rekan-rekan
mahasiswa sipil terutama angkatan 2008 serta seluruh civitas akademik
Jurusan Teknik Sipil dan Lingkungan FT UGM yang telah memberikan
dukungan dan semangat kepada penyusun,
Penyusun berharap semoga penelitian ini dapat dijadikan salah satu
referensi untuk penelitian sejenis berikutnya dan dapat terus disempurnakan demi
kemajuan ilmu ketekniksipilan.
Yogyakarta, Juli 2012
v
1.6 Keaslian Penulisan... 5
BAB II ... 7
2.1 Bahan Kayu ... 7
2.2 Teknologi Laminasi ... 8
2.3 Glued-Laminated Lumber (Glulam) ... 10
2.4 Kayu Mindi ... 13
2.5 Kadar air ... 14
2.6 Berat Jenis (Specific Gravity) ... 15
2.7 Kuat lentur statis ... 16
2.8 Macam Sambungan Kayu... 16
2.9 Pengempaan ... 18
vi
3.1 Pengujian Kadar Air ... 21
3.2 Pengujian Berat Jenis (Specific Gravity) ... 21
3.3 Pengujian Kuat Lentur Kayu Bebas Cacat ... 22
3.4 Pengujian Kuat Lentur Balok Struktural ... 23
3.5 Defleksi Balok ... 24
3.6 Modulus Penampang ... 25
BAB IV ... 26
4.1 Bagan Alir ... 26
4.2 Waktu dan Tempat Pengujian ... 29
4.3 Pengujian Pendahuluan ... 29
4.3.1 Uji Kadar Air ... 29
4.3.2 Uji Berat Jenis ... 30
4.3.3 Uji Kuat Lentur Kayu Bebas Cacat ... 30
4.4 Prosedur Pembuatan Benda Uji ... 31
4.4.1 Pemilihan ... 31
4.4.2 Pembelahan ... 31
4.4.3 Penyerutan ... 32
4.4.4 Pemotongan ... 32
4.4.5 Pembuatan Finger Joint ... 32
4.4.6 Pengempaan Finger Joint ... 33
4.4.7 Pelaburan Perekat ... 33
4.4.8 Pengempaan Benda Uji ... 34
4.5 Prosedur Pengujian Kuat Lentur Benda Uji ... 35
BAB V ... 39
5.1 Pengujian Pendahuluan ... 39
5.1.1 Hasil Pengujian Kadar Air dan Berat Jenis ... 39
5.1.2 Hasil Pengujian Kuat Lentur Kayu Bebas Cacat ... 40
5.2 Hasil Pengujian Kuat Lentur Balok Laminasi ... 43
5.3 Analisis Modulus Penampang Teoritis ... 45
5.4 Analisis Kapasitas Momen ... 48
vii
BAB VI ... 55
6.1 Kesimpulan ... 55
6.2 Saran ... 56
DAFTAR PUSTAKA ... 57
viii DAFTAR TABEL
Tabel 1. Keterangan penggunaan kode benda uji. ... 28
Tabel 2. Hasil pengujian MOR dan MOE kayu Mindi berdasarkan British Standard BS 373:1957 ... 41
Tabel 3. Hasil analisis modulus penampang teoritis benda uji ... 47
Tabel 4. Hasil perhitungan Meksperimen pada tiap benda uji. ... 49
ix DAFTAR GAMBAR
Gambar 1. Gereja St. Paul's, Brentford. ... 2
Gambar 2. Kompleks perbelanjaan Merry Hill, Midlands Barat. ... 3
Gambar 3. Vancouver, Washington ... 3
Gambar 4. Pohon Mindi ... 14
Gambar 5. Bentuk daun pohon Mindi ... 14
Gambar 6. Sambungan tegak. ... 17
Gambar 7. Sambungan jari. ... 17
Gambar 8. Sambungan miring. ... 17
Gambar 9. Sambungan lidah dan alur. ... 18
Gambar 10. Sambungan bangku. ... 18
Gambar 11. Skema pengujian one point loading. ... 23
Gambar 12. Skema pengujian third point loading. ... 24
Gambar 13. Bagan alir penelitian... 27
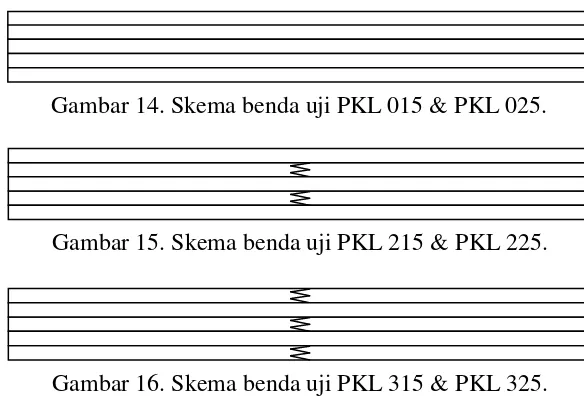
Gambar 14. Skema benda uji PKL 015 & PKL 025. ... 28
Gambar 15. Skema benda uji PKL 215 & PKL 225. ... 28
Gambar 16. Skema benda uji PKL 315 & PKL 325. ... 28
Gambar 17. Proses pembelahan kayu Mindi... 31
Gambar 18. Proses pemotongan benda uji. ... 32
Gambar 19. Proses pembuatan finger joint. ... 33
Gambar 20. Proses pelaburan perekat pada benda uji... 34
Gambar 21. Proses pengempaan balok laminasi. ... 35
Gambar 22. Skema pengujian lentur third point loading... ... 36
Gambar 23. Data Logger untuk mengukur besar tekanan dan lendutan yang terjadi... ... 37
Gambar 24. Pemasangan LVDT pada mesin uji lentur... 37
Gambar 25. Posisi pembebanan third point loading pada pengujian lentur balok laminasi... ... 37
Gambar 26. Proses pembebanan pada pengujian lentur balok laminasi. ... 38
x
Gambar 28. Data kadar air setiap lamina. ... 39
Gambar 29. Grafik hubungan beban dan lendutan pada masing-masing benda uji... ... 42
Gambar 30. Grafik hubungan beban terhadap lendutan PKL 015 & PKL 025. ... 43
Gambar 31. Grafik hubungan beban terhadap lendutan PKL 215 & PKL 225. ... 43
Gambar 32. Grafik hubungan beban terhadap lendutan PKL 315 & PKL 325. ... 44
Gambar 33. Model penampang benda uji PKL 015 & 025... 46
Gambar 34. Model penampang benda uji PKL 215 & 225... 46
Gambar 35. Model penampang benda uji PKL 315 & 325... 47
Gambar 36. Model kegagalan PKL 315 ... 52
Gambar 37. Model kegagalan PKL 325. ... 53
Gambar 38. Mode kegagalan PKL 015. ... 53
Gambar 39. Model kegagalan PKL 025. ... 53
Gambar 40. Model kegagalan 215. ... 54
xi DAFTAR PERSAMAAN
Persamaan (1) ... 21
Persamaan (2) ... 22
Persamaan (4) ... 22
Persamaan (5) ... 23
Persamaan (6) ... 24
Persamaan (7) ... 24
Persamaan (8) ... 25
Persamaan (9) ... 26
Persamaan (10) ... 46
Persamaan (11) ... 46
Persamaan (12) ... 47
Persamaan (13) ... 49
Persamaan (14) ... 50
xii DAFTAR LAMPIRAN
Lampiran 1. Data hasil uji kadar air dan berat jenis kayu Mindi ... - 1 -
Lampiran 2. Data hasil pengujian kuat lentur kayu bebas cacat kayu Mindi ... - 2 -
Lampiran 3. Data pengujian kuat lentur PKL 015 ... - 3 -
Lampiran 4. Data pengujian kuat lentur PKL 025 ... - 4 -
Lampiran 5. Data pengujian kuat lentur PKL 215 ... - 5 -
Lampiran 6. Data pengujian kuat lentur PKL 225 ... - 6 -
Lampiran 7. Data hasil pengujian kuat lentur PKL 315... - 7 -
xiii
INTISARI
Kebutuhan kayu sebagai bahan baku untuk berbagai keperluan semakin meningkat terutama untuk bahan bangunan. Namun ketersediaan kayu yang berukuran besar sulit diperoleh. Hal ini diakibatkan kecepatan antara pemanenan dan penanaman kembali pohon yang tidak seimbang. Dengan mempertimbangkan jumlah ketersediaan kayu yang semakin berkurang masyarakat beralih ke kayu rakyat yang cepat tumbuh dan berdiameter kecil. Salah satu upaya dalam meningkatkan kualitas kayu rakyat agar memenuhi persyaratan bahan konstruksi bangunan adalah dengan teknologi laminasi dan teknologi sambungan. Tujuan penelitian ini adalah mengetahui pengaruh letak finger joint terhadap perilaku lentur balok laminasi, membandingkan nilai modulus penampang balok laminasi dengan finger joint terhadap balok laminasi tanpa finger joint, memprediksi nilai rasio penurunan kapasitas momen balok laminasi akibat adanya finger joint.
Dalam penelitian ini, balok laminasi dibuat dari kayu Mindi dengan jumlah lapisan sebanyak lima lapis. Pada tengah bentang diberi variasi perletakan sambungan jari (finger joint). Jenis perekat yang digunakan dalam sambungan dan lamina-lamina kayu adalah jenis Poly Urethane. Pengujian kuat lentur yang dilakukan menggunakan SNI 03-3975-1995 Metode Pengujian Kuat Lentur Kayu Konstruksi Berukuran Struktural. Metode pembebanan yang dilakukan adalah metode third point loading untuk memperoleh momen lentur murni ketika pengujian kuat lentur balok laminasi. Nilai modulus penampang teoritis diperoleh dengan asumsi bahwa penampang yang memiliki sambungan finger joint tidak memberikan kontribusi pada balok laminasi sedangkan nilai modulus eksperimen diperoleh melalui pengujian kuat lentur.
Melalui hasil penelitian diperoleh bahwa rasio perbandingan modulus penampang teoritis (S0 teoritis, S2 teoritis, dan S3 teoritis) berturut-turut adalah 1; 0,79; dan 0,21 sedangkan rasio perbandingan modulus penampang eksperimen (S0 eksperimen, S2 eksperimen, S3 eksperimen) berturut-turut adalah 1; 0,35; dan 0,28. Rasio perbandingan kapasitas momen eksperimen balok laminasi tanpa sambungan (M0 eksperimen); balok laminasi dengan dua sambungan (M2 eksperimen); dan balok laminasi dengan tiga sambungan finger joint (M3 eksperimen ) berturut-turut adalah 1; 0,35; dan 0,28. Hal ini menunjukkan penambahan jumlah sambungan jari (finger joint) pada tengah bentang balok laminasi mempengaruhi penurunan kapasitas momen balok tersebut. Untuk memprediksi penurunan kapasitas momen balok laminasi akibat sambungan finger joint diperoleh rumusan 1/(1+n) dimana n adalah jumlah sambungan untuk balok laminasi lima lapis dengan posisi sambungan finger joint yang simetris pada tengah bentang dan proses laminasi yang tidak sempurna.
xiv
ABSTRACT
The needs of wood as raw materials for various purposes is increasing, especially for building materials. However, the availibility of large blocks of hard wood is difficult to obtained. This is due to the speed between harvesting and growing of the trees that are unbalancing. Considering the diminishing supply of wood that people turn to fast-growing local wood with smaller diameter. One effort to improve the quality of local wood to fulfill the requirements of construction materials are lamination technology and connection technology. The purpose of this study was to determine the influence of the location of the finger joint bending behavior of laminated beams, to compare the value of beam section modulus with a finger joint laminated to laminated beams without finger joint, to predict the moment capacity reduction ratio of laminated beams due to the finger joint.
In this study, glued laminated beams are made from Mindi wood with five layers lamina. Various of finger joint connection position are given at midspan. Type of adhesive used on connection and lamina-lamina is Poly Urethane. Flexural strength test were performed using SNI 03-3975-1995 Method of Flexural Strength Testing for Structural Timber Size. Loading method used is third point loading to obtain a pure bending moment when testing being performed.Theoritical modulus of cross section value obtained with assumed that cross section with finger joint do not contribute to glued laminated beam whereas experimental modulus of cross section value obtained from flexural strength test.
Through this research results obtained that compared ratio of theoritical modulus of cross section (S0 theoritical, S2 theoritical, dan S3 theoritical)is 1; 0,79; and 0,21
whereas compared ratio of experimental modulus of cross section (S0 experimental, S2 experimental, S3 experimental) is 1; 0,35; and 0,28. The compared ratio of exprimental
moment capacity of glued laminated beam without finger joint (M0 experimental); with
two finger joint (M2 experimental); with three finger joint (M3 experimental) is 1; 0,35; and
0,28. It shows the increasing number of finger joint at midspan influenced the decreasing of glued laminated beam flexural strength. To predict the decreasing of glued laminated beam moment capacity due to finger joint, it obtained an equation 1/(1+n) whereas n is number of finger joint for five layers glued laminated beam with symmetrical finger joint position on midspan and unperfect laminating process.
1 BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Kebutuhan kayu sebagai bahan baku untuk berbagai keperluan
semakin meningkat terutama untuk bahan bangunan. Namun ketersediaan
kayu yang berukuran besar sulit diperoleh. Hal ini diakibatkan kecepatan
antara pemanenan dan penanaman kembali pohon yang tidak seimbang.
Dengan jumlah ketersediaan kayu yang semakin berkurang, masyarakat
beralih ke kayu rakyat yang cepat tumbuh dan berdiameter kecil. Hal ini
memberi dampak terhadap kualitas kayu yang diperoleh karena umur kayu
yang relatif muda dan mengandung banyak cacat seperti mata kayu, miring
serat, cacat bentuk dan sebagainya. (Awaludin & Irawati, 2002)
Salah satu upaya dalam meningkatkan kualitas kayu rakyat yang
diperoleh agar memenuhi persyaratan bahan konstruksi bangunan adalah
dengan teknologi laminasi dan teknologi sambungan. Keuntungan
menggunakan teknologi laminasi adalah mampu menghasilkan produk
kayu dengan dimensi yang lebih besar, memperoleh susunan kayu yang
lebih seragam sehingga cacat kayu dapat dikurangi, mudah didesain sesuai
bentuk yang diinginkan, kekuatan yang diinginkan dapat didesain dari
kayu yang berkekuatan lemah.
Melalui teknologi laminasi ini maka kayu – kayu berukuran yang
tidak sesuai untuk bahan konstruksi dapat dimodifikasi sehingga mampu
2
teknologi ini maka nilai guna kayu dapat meningkat. Kemudian teknologi
sambungan pada laminasi kayu membantu menghasilkan produk kayu
laminasi yang berukuran panjang sesuai dengan kebutuhan. Teknologi
sambungan sangat berperan dalam konstruksi kayu mengingat sambungan
merupakan bagian paling lemah (Safitri & Gunawan, 2010).
Kombinasi antara teknologi laminasi dan sambungan pada kayu
memungkinkan manusia untuk memanfaatkan kayu dalam berbagai
dimensi dan kualitas. Teknologi ini juga mampu menampilkan nilai
estetika yang tinggi. Berikut adalah contoh aplikasi konstruksi kayu
laminasi sebagai berikut
3
Gambar 2. Kompleks perbelanjaan Merry Hill,
Midlands Barat. (Sumber: www.glulam.co.uk)
Gambar 3. Vancouver, Washington. (Sumber: www.luxorcorp.com)
1.2 Rumusan Masalah
Dimensi balok kayu mempengaruhi kuat lentur balok kayu.
Semakin kecil dimensi kayu semakin kecil kuat lentur pada balok kayu.
Namun ketersediaan balok kayu dengan dimensi yang besar telah sulit
4
untuk meningkatkan dimensi balok kayu adalah melalui teknologi laminasi
dan teknologi sambungan yang mampu menggabungkan beberapa balok
kayu menjadi satu balok kayu yang berdimensi besar. Penggabungan balok
kayu akan menghasilkan variasi letak sambungan yang berbeda. Variasi
letak sambungan akan memberikan perilaku balok kayu yang berbeda pula.
Melalui penelitian ini diharapkan dapat menemukan pengaruh letak
sambungan finger joint terhadap perilaku lentur balok, perbandingan nilai
modulus penampang balok laminasi dengan finger joint terhadap balok
laminasi tanpa finger joint dan rasio penurunan kapasitas momen balok
laminasi akibat adanya finger joint.
1.3 Tujuan Penelitian
Tujuan penelitian ini adalah
a. Mengetahui pengaruh letak finger joint terhadap perilaku lentur balok
laminasi.
b. Membandingkan nilai modulus penampang balok laminasi dengan
finger joint terhadap balok laminasi tanpa finger joint.
c. Memprediksi nilai rasio penurunan kapasitas momen balok laminasi
5 1.4 Manfaat Penelitian
Melalui penelitian ini diharapkan dapat memperoleh manfaat
seperti:
a. Memperoleh data berupa kapasitas momen balok laminasi dengan
variasi finger joint yang dapat berguna dalam pembuatan balok
laminasi.
b. Menjadi dasar penelitian selanjutnya.
1.5 Batasan Penelitian
Untuk mencapai tujuan penelitian yang sesuai maka penelitian ini
memiliki batasan-batasan sebagai berikut:
a. Ukuran lamina dengan dimensi 50 x 15 x 1600 mm.
b. Jumlah lapisan balok laminasi adalah lima lapis.
c. Kuat lentur yang diteliti adalah kuat lentur murni.
d. Jenis sambungan yang digunakan adalah finger joint.
e. Letak finger joint berada di tengah bentang dengan variasi jumlah
lapisan.
f. Jenis perekat yang digunakan adalah Poly Urethane (PU).
1.6 Keaslian Penulisan
Penelitian yang dilakukan oleh Endah Safitri dan Purnawan
Gunawan (2010) dengan judul “Pengujian Sambungan Finger Joint untuk
6
pengujian third point loading pada kayu Meranti. Penelitian tersebut
mengulas sambungan finger joint dengan berbagai macam tingkat
perbandingan kemiringan dan pengaruhnya terhadap kuat lentur dan
modulus elastisitas balok kayu.
Penelitian yang dilakukan penyusun untuk mengetahui pengaruh
sambungan finger joint dengan variasi jumlah lapisan pada balok laminasi
lima lapis. Pengujian kuat lentur balok laminasi menggunakan metode
7 BAB II
TINJAUAN PUSTAKA 2.1 Bahan Kayu
Kayu merupakan salah satu bahan konstruksi yang berasal dari
tumbuhan dan telah digunakan sejak zaman dahulu. Bahan kayu
merupakan bahan konstruksi yang dapat langsung digunakan meskipun
langsung berupa batang pohon. Bahan kayu sebagai bahan bangunan
sering digunakan dalam kuda-kuda, kusen, balok, kolom, pintu, dan
sebagainya.
Keuntungan kayu sebagai bahan bangunan antara lain adalah
a. Mudah diperoleh karena bahan kayu adalah sumber daya alam
yang dapat diperbarui.
b. Harga kayu umumnya relatif murah sebagai bahan bangunan.
c. Bahan kayu mudah dikerjakan tanpa alat berat dan tidak
membutuhkan keahlian khusus dalam pengerjaan kayu.
d. Bahan kayu merupakan bahan isolasi panas sehingga dalam rumah
kayu akan terasa sejuk dan nyaman.
e. Bahan kayu tahan terhadap serangan bahan kimia dan bukan bahan
yang korosif.
f. Bahan kayu merupakan bahan yang ringan sehingga dalam bila
digunakan dalam konstruksi rumah tahan gempa sangat
8
g. Bahan kayu memiliki nilai estetika yang cukup tinggi dengan
menampilkan tekstur kayu yang beragam dan sangat indah.
h. Rasio perbandingan berat jenis dan kuat tekan bahan kayu lebih
tinggi dibandingkan dengan bahan konstruksi lainnya.
Kerugian kayu sebagai bahan bangunan sebagai berikut
a. Bahan kayu merupakan bahan yang mudah terbakar.
b. Sifat bahan kayu dalam satu batang pohon sangat beragam
sehingga membutuhkan perancangan yang cermat.
c. Kekuatan dan keawetan setiap bahan kayu berbeda-beda sesuai
dengan jenis dan umur pohonnya.
d. Membutuhkan perawatan dan pengawetan secara berkala karena
dapat dimakan oleh serangga seperti rayap, bubuk, dan kumbang.
e. Bahan kayu adalah bahan yang higroskopis sehingga akan selalu
mengalami penyusutan dan pengembangan akibat kadar air yang
berbeda sehingga dimensi kayu selalu berubah.
f. Bahan kayu selalu memiliki cacat seperti mata kayu, lubang, busuk,
dan sebagainya.
2.2 Teknologi Laminasi
Teknologi laminasi adalah teknologi perekatan beberapa papan
kayu yang memiliki ketebalan 20 sampai dengan 45 mm dengan bahan
perekat tertentu dan tekanan tertentu (Awaludin, 2002). Penggunaan
9
teknologi laminasi adalah mampu menambahkan dimensi kayu dari segi
panjang maupun lebar serta tebal sesuai dengan kebutuhan. Umumnya
teknologi laminasi digunakan dalam pembuatan struktur jembatan
penyeberangan, kuda-kuda yang sangat besar, balok laminasi, dan
sebagainya.
Kebutuhan manusia dalam bidang konstruksi kayu terutama kayu
dengan dimensi yang sangat besar mampu dipenuhi dengan teknologi
laminasi ini. Melalui teknologi laminasi juga kayu-kayu berdimensi kecil
mampu disatukan dan dikembangkan menjadi sebuah elemen struktur
yang dapat digunakan. Hal ini membantu mengurangi sisa penggunaan
kayu yang banyak terjadi dalam pengerjaan kayu di bidang manapun.
Dalam teknologi laminasi, kunci kekuatan produk laminasi adalah
kekuatan perekat. Kekuatan perekat yang digunakan dalam laminasi kayu
harus lebih kuat dibandingkan dengan kekuatan kayu tersebut. Bila dalam
pengujian kuat geser kayu apabila bagian yang bergeser adalah bidang
rekat kayu maka dapat disimpulkan bahwa kinerja perekat gagal.
Perkembangan teknologi laminasi juga mendorong perkembangan
teknologi perekatan terutama dalam bidang kayu. Penggunaaan teknologi
laminasi membutuhkan kecermatan dalam pemilihan jenis kayu dan jenis
perekat yang sesuai. Hal ini bertujuan untuk mendapatkan hasil yang
10 2.3 Glued-Laminated Lumber (Glulam)
Glulam atau balok laminasi adalah produk kayu yang terdiri dari
balok-balok kecil yang dilaminasi dengan bahan perekat sehingga
memperoleh balok laminasi yang memiliki dimensi lebih besar (Somayaji,
2001). Balok laminasi dapat difabrikasi dalam berbagai bentuk dan ukuran
sehingga hal ini memberikan keuntungan bagi balok laminasi yang dapat
dibentuk sesuai dengan arsitektural yang rumit sekalipun. Penggunaan
balok laminasi sebagai sebagai bahan struktural masih jarang digunakan di
dalam Indonesia karena teknologi ini masih kurang populer di kalangan
masyarakat.
Menurut Moody & Hernandez (1997) beberapa kelebihan balok
laminasi dibanding balok tanpa laminasi adalah sebagai berikut:
Ukuran
Balok laminasi dapat digunakan untuk memproduksi balok dengan
ukuran yang lebih besar dari balok tanpa laminasi. Hal ini
memberikan keunggulan tersendiri bagi balok laminasi dalam bidang
konstruksi mengingat kebutuhan terhadap komponen struktural yang
kuat semakin besar. Dengan teknologi laminasi pada balok kayu
memberikan kemudahan dalam bidang konstruksi dalam menentukan
dimensi besar yang diinginkan.
Kebebasan desain arsitektural
Keindahan alami dari kayu mampu memberikan keindahan pada sisi
11
dapat dipakai sebagai bahan dekoratif dan struktural pada konstruksi
kayu. Dengan memadukan nilai estetika dalam bidang konstruksi kayu
ini dapat menciptakan kreasi baru dalam bidang arsitektural. Dengan
teknologi laminasi kayu ini maka balok laminasi dapat diproduksi
dengan berbagai macam bentuk sesuai kebutuhan arsitektural dengan
bebas.
Kualitas lamina
Balok-balok kecil yang akan direkatkan menjadi satu balok laminasi
disebut lamina. Pada pabrik balok laminasi sebelum proses perekatan
akan dilakukan pengeringan kayu lamina dengan kelembaban standar
10-15 % dan dipilah kayu-kayu yang memiliki cacat kayu seperti retak,
mata kayu, dan lain-lain. Hal ini dilakukan untuk memperoleh kayu
lamina yang seragam sehingga hasil kayu laminasi yang diproduksi
dapat maksimal.
Luas penampang yang bervariasi
Teknologi laminasi kayu mampu menghasil sebuah balok kayu
dengan luas penampang yang bervariatif sesuai kebutuhan. Sebagai
contoh pada balok laminasi dengan bentang panjang, pada bagian
tengah memiliki luas penampang lebih tebal dibanding dengan pada
bagian kedua ujungnya. Hal ini karena bagian tengah bentang harus
12 Efisiensi penggunaan
Jenis kayu yang digunakan dalam teknologi laminasi kayu ini dapat
beragam jenis dan kualitas. Dengan penempatan yang tepat dapat
dilakukan efisiensi dalam produksi balok laminasi. Misalkan untuk
jenis kayu lamina yang memiliki kualitas bagus dapat ditempatkan
pada bagian struktural yang memiliki tegangan tinggi pada balok
laminasi seperti pada bagian tengah bentang atau tepi atas dan bawah
balok laminasi.
Ramah lingkungan
Berbagai macam bahan konstruksi seperti kayu, beton, baja, dan
lainnya yang telah didiskusikan hingga saat kini menyimpulkan bahwa
kayu merupakan bahan konstruksi yang dapat diperbaharui,
membutuhkan energi yang sedikit untuk memproduksinya, kemmpuan
menyerap karbon yang relatif tinggi, dan mampu digunakan kembali
dalam berbagai macam hal. Kayu pada akhirnya menjadi salah satu
alternatif dalam bidang konstruksi sebagai bahan yang ramah
lingkungan.
Kekurangan pada teknologi laminasi adalah sebagai berikut:
Biaya produksi
Proses produksi kayu laminasi membutuhkan biaya yang lebih besar
dibandingkan dengan kayu gergajian. Hal ini dikarenakan kualitas
kayu laminasi yang lebih diperhatikan dibanding dengan kayu
13
dalam hal jenis dan jumlah lem/perekat yang digunakan juga
meningkatkan biaya produksi sehingga efisiensi dalam produksi kayu
laminasi sangat dibutuhkan. Hal ini menyebabkan kayu laminasi lebih
mahal dibandingkan kayu gergajian (Moody & Hernandez, 1997).
Tenaga ahli
Dalam produksi kayu laminasi membutuhkan tenaga ahli yang lebih
banyak dibanding dalam memproduksi kayu gergajian. Hal ini
disebabkan proses produksi kayu laminasi yang lebih banyak
dibandingkan dengan produksi kayu gergajian. Pengetahuan dan
keahlian tenaga kerja produksi kayu laminasi juga sangat dibutuhkan.
2.4 Kayu Mindi
Kayu Mindi yang memiliki nama ilmiah Melia azedarach memiliki
beberapa nama di berbagai daerah di Indonesia. Nama daerah kayu Mindi
adalah geringging, mementin, mindi (Jawa), jempinis(NTB), belile, bere,
embora, kemel, lamoa, lemua, menga, mera (NTT). Tanaman Mindi
tersebar di seluruh Jawa, Bali, NTB, dan NTT
(jenis-kayu-komersial-indonesia-mindi, 2010)
Tanaman Mindi merupakan jenis tanaman yang cepat tumbuh dan
habitat berada pada dataran rendah hingga tinggi dengan ketinggian 0
-1200 m di atas permukaan laut dengan curah hujan rata-rata per tahun 600
– 2000 mm, dan dapat tumbuh di berbagai tipe tanah. Pohon Mindi dapat
14
memiliki diameter hingga 600 mm (Mindi). Umumnya kayu Mindi
digunakan untuk bahan mebel, multipleks, papan dan bangunan di bawah
atap, panel, venir hias.
Gambar 4. Pohon Mindi. (Sumber: www.ufrgs.br)
Gambar 5. Bentuk daun pohon Mindi. (Sumber: www.ibiblio.org)
2.5 Kadar air
Kadar air (moisture content) adalah jumlah air yang terkandung
dalam kayu dinyatakan dalam prosentase berat kering tanur kayu
15
serat akan memiliki kekuatan yang lebih baik dibandingkan dengan kadar
air kayu yang berada di atas titik jenuh serat. Kadar air yang tinggi
mengakibatkan proses penguapan air dari kayu yang relatif cepat
meskipun dalam suhu kamar dan juga mengakibatkan perpindahan zat
ekstraktif dari dalam kayu ke permukaan kayu (Hermansyah, 2004).
Perbedaan kadar air dalam kayu yang cukup tinggi akan
mempercepat proses penguapan air dari kayu. Proses ini akan berlangsung
terus-menerus hingga mengakibatkan penumpukan bahan ekstraktif di
permukaan kayu, sehingga apabila proses perekatan dikerjakan akan
menghasilkan keteguhan rekat yang rendah atau bahkan gagal (Prayitno,
1996).
2.6 Berat Jenis (Specific Gravity)
Berat jenis adalah perbandingan antara kerapatan suatu material
dengan kerapatan material standar pada suhu tertentu (Prawirohatmodjo,
2001). Pada umumnya berat jenis disebut specific gravity dan tanpa satuan.
Material standar yang digunakan umumnya air destilasi dengan suhu 40⁰ C
dengan kerapatan 1 gr/cm3. Berat jenis kayu umumnya dipengaruhi oleh
ukuran sel, ketebalan dinding sel, dan jumlah sel.
Kayu Mindi yang umumnya berwarna putih kemerahan hingga
merah kecoklatan ini memiliki berat jenis antara 0,5 – 0,65 dengan rerata
0,53 dengan kelas kuat termasuk dalam III-II dan kelas awet IV-V sesuai
16
Martawijaya et al (1989) juga bahwa kayu Mindi termasuk dalam kayu
kelas menengah dengan berat jenis sebesar 0,53 dengan kelas kuat III-II.
2.7 Kuat lentur statis
Kuat lentur statis adalah kemampuan kayu untuk menahan beban
tegak lurus kayu memanjang serat di tengah-tengah balok yang memiliki
dua tumpuan di kedua ujung balok kayu (Haygreen & Bowyer, 1982).
Kekuatan lentur statis ada dua macam yaitu MOE (Modulus of Elasticity)
dan MOR (Modulus of Rupture). MOE adalah nilai kemampuan kayu
dalam menahan lenturan akibat gaya yang bekerja di tengah-tengah kayu
dengan tumpuan pada kedua ujung balok. MOR adalah tegangan patah
kayu saat menerima beban maksimum. Martawijaya et al (1989)
menyatakan bahwa kayu Mindi memiliki MOE sebesar 8200 MPa dan
MOR sebesar 54,8 MPa.
2.8 Macam Sambungan Kayu
Berbagai macam metode sambungan dalam teknik sambungan
kayu telah dikembangkan saat ini. Metode yang ada sangat bervariasi dan
dapat dikombinasikan sesuai dengan kebutuhan. Kekuatan sambungan
kayu diperoleh dari jenis ikatan sambungan yang ada dan juga kekuatan
perekat yang digunakan. Berikut adalah beberapa sambungan kayu yang
17 a. Sambungan tegak (butt joint)
Sambungan tegak adalah sambungan dengan dua permukaan bilah rata
dan direkatkan kedua ujungnya.
b. Sambungan jari (finger joint)
Sambungan jari adalah sambungan yang memiliki bilah berbentuk
jari runcing yang direkatkan dan memiliki kekuatan ikat dari
jari-jari yang terbentuk.
c. Sambungan miring (scarf joint)
Sambungan yang memiliki bilah miring untuk mendapatkan luas
rekatan yang lebih besar.
d. Sambungan lidah dan alur (tongue and groove joint)
Sambungan yang berbentuk lidah pada bagian ujungnya. Sambungan
ini umumnya digunakan dalam sambungan penutup lantai atau
18 e. Sambungan bangku (desk joint)
Sambungan ini memiliki bentuk sambungan seperti tangga atau
bangku yang umumnya digunakan dalam penyambungan papan kayu.
2.9 Pengempaan
Dalam pembuatan balok laminasi maupun produk laminasi kayu
lainnya membutuhkan proses pengempaan sehingga hasil yang diperoleh
optimal. Dalam Pengolahan Papan Partikel (2011) menyebutkan bahwa
tujuan pengempaan adalah sebagai berikut
a. Membantu pemerataan perekat terhadap luas rekat kayu.
b. Membantu proses penembusan perekat terhadap pori-pori permukaan
kayu yang direkatkan.
c. Menahan kayu dengan tekanan yang sesuai sehingga permukaan kayu
yang direkatkan tidak terpisah sebelum perekat mengering.
d. Meningkatkan kerapatan kayu laminasi sehingga ikatan antara perekat
dan kayu menjadi kuat.
Proses pengempaan dibagi menjadi tiga sistem berdasarkan suhu
pengerjaan yaitu
19
a. Pengempaan panas
Pengempaan panas adalah proses pengempaan yang dilakukan dalam
keadaan suhu panas sesuai dengan jenis perekat yang digunakan.
Sistem kempa ini membutuhkan waktu yang lebih pendek
dibandingkan dengan sistem kempa dingin sehingga kapasitas
pengempaan akan meningkat. Namun sistem kempa ini meningkatkan
biaya produksi dalam hal menaikkan suhu kempa.
b. Pengempaan dingin
Pengempaan dingin adalah proses pengempaan yang dilakukan dalam
keadaan suhu dingin atau suhu kamar. Sistem kempa dingin ini dapat
digunakan sebagai pengempaan permulaan sebelum dimulai
pengempaan panas. Pengempaan dingin juga merupakan tahap akhir
dari proses pematangan perekat setelah pengempaan panas selesai.
Namun sistem kempa dingin juga dapat langsung diaplikasikan dalam
proses pembuatan kayu laminasi. Sistem kempa dingin memerlukan
waktu yang lebih panjang sehingga menurunkan kapasitas produksi.
Namun biaya produksi menjadi murah bila hanya menggunakan
sistem kempa dingin.
c. Pengempaan frekuensi tinggi
Pengempaan frekuensi tinggi ini digunakan dalam pabrik laminasi.
Sistem kempa ini memerlukan suhu panas saat pengempaan seperti
sistem kempa panas. Namun ketika proses pengempaan dilakukan,
20
menguapkan air yang berada dalam papan laminasi tersebut. Dengan
menguapnya air menyebabkan ikatan perekat dan kayu akan semakin
kuat dengan berkurangnya kadar air kayu. Cara ini membutuhkan
teknologi yang lebih mahal dibandingkan dengan dua sistem di atas.
Faktor-faktor yang mempengaruhi hasil pengempaan adalah
a. durasi pengempaan,
b. suhu pengempaan,
c. tekanan pengempaan,
d. metode pengempaan,
e. kecepatan penutupan plat kempa,
21 BAB III
LANDASAN TEORI 3.1 Pengujian Kadar Air
Pengujian kadar air kayu mengacu pada peraturan British Standard
BS 373:1957 Methods of testing small clear specimens of timber. Kadar air
kayu Mindi dihitung pada setiap lamina yang digunakan. Benda uji kadar
air diambil dengan ukuran 20 x 20 x 15 mm pada masing-masing lamina
kemudian dimasukkan ke dalam oven dengan temperatur 103±2⁰ C .
Kadar air dapat dihitung dengan rumus umum sebagai berikut:
(1)
Keterangan:
MC = kadar air (%)
Wb = berat awal (g)
Wkt = berat kering tanur (g)
3.2 Pengujian Berat Jenis (Specific Gravity)
Pengujian berat jenis kayu mengacu pada peraturan British
Standard BS 373:1957 Methods of testing small clear specimens of timber.
Benda uji dengan ukuran 20 x 20 x 15 mm dimasukkan ke dalam oven
dengan temperatur 103±2⁰ C sampai benda uji mencapai berat kering
22
(2)
Keterangan:
BJ = berat jenis
Wkt = berat kering tanur (g)
Vku = volume kering udara (cm3)
γ air = kerapatan air 1 (gr/cm3)
3.3 Pengujian Kuat Lentur Kayu Bebas Cacat
Pengujian kuat lentur kayu bebas cacat ini bertujuan untuk
memperoleh nilai MOR dan MOE kayu Mindi. Pengujian menggunakan
peraturan Bristish Standards BS 373:1957 Methods od Testing Small Clear
Specimens of Timber. Benda uji memiliki dimensi 20 x 20 x 300 mm
dengan bentang efektif adalah 280 mm. Pengujian dengan metode one
point loading dengan beban satu titik di tengah bentang dan jarak
antartumpuan sebesar 280 mm. Berikut persamaan perhitungan MOR dan
MOE :
(3)
(4)
Keterangan:
MOR = Modulus of Rupture (MPa)
MOE = Modulus of Elasticity (MPa)
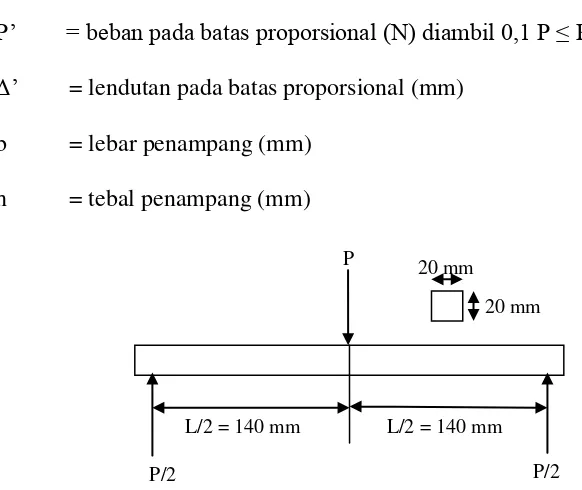
23 P’ = beban pada batas proporsional (N) diambil 0,1 P ≤ P’ ≤ 0,4 P
Δ’ = lendutan pada batas proporsional (mm)
b = lebar penampang (mm)
h = tebal penampang (mm)
3.4 Pengujian Kuat Lentur Balok Struktural
Standar pengujian kuat lentur balok laminasi menggunakan SNI
03-3975-1995 Metode Pengujian Kuat Lentur Kayu Konstruksi Berukuran
Struktural. Kuat lentur benda uji dihitung dengan persamaan berikut:
(5)
Keterangan:
a = jarak antara beban titik dan tumpuan terdekat (mm)
w = momen tahanan 1/6bh2 (mm3)
20 mm
20 mm
L/2 = 140 mm P
P/2 P/2
L/2 = 140 mm
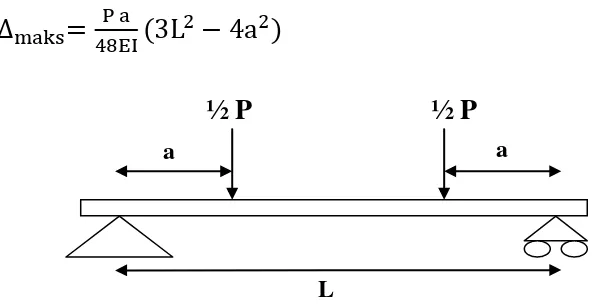
24 3.5 Defleksi Balok
Dalam Gere & Timoshenko (2000) menjelaskan rumus singkat
mengenai defleksi maksimum yang dapat dicapai dengan berbagai perilaku
pembebanan. Salah satu pembebanan adalah third point loading dengan
persamaan umum sebagai berikut:
(6)
bila
maka
(7)
Keterangan :
Δmaks = defleksi maksimum (mm)
L = bentang antartumpuan (mm)
E = modulus elastisitas bahan (MPa)
I = momen inersia (mm4)
a a
½ P
½ P
L
25 3.6 Modulus Penampang
Modulus penampang yang dimaksud adalah modulus penampang
elastis bahan. Modulus penampang merupakan nilai perbandingan antara
momen inersia terhadap jarak sumbu netral hingga sisi terjauh suatu
penampang.
(8)
Keterangan:
M = momen lentur (Nmm)
y = jarak sisi terjauh terhadap sumbu netral penampang (mm)
26 BAB IV
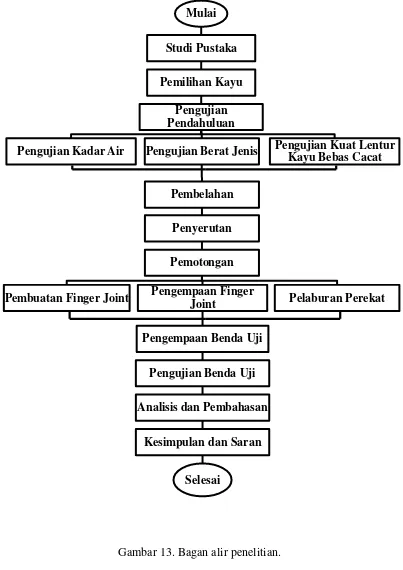
METODE PENELITIAN 4.1 Bagan Alir
Setelah memilih kayu Mindi yang akan digunakan untuk
pembuatan balok laminasi, pengujian pendahuluan dilakukan untuk
mengetahui berat jenis, kadar air, MOR dan MOE kayu Mindi kemudian
dilanjutkan dengan pembuatan benda uji. Pengujian benda uji dilakukan
untuk mengetahui nilai kapasitas momen eksperimen pada masing-masing
jenis balok laminasi sehingga dapat digunakan untuk memprediksi
penurunan kapasitas momen balok laminasi akibat penambahan
sambungan finger joint. Bagan alir penelitian ini dapat dilihat pada
Gambar 13. Bagan alir penelitian.
Bahan dan Alat Pengujian
Bahan balok yang digunakan adalah kayu Mindi dengan tebal
lamina 15 mm dengan total tebal balok laminasi adalah 5 x 15 mm = 75
mm. Dalam SNI 03-3975-1995 disebutkan bahwa benda uji harus
memiliki panjang minimal 20 kali tinggi nominal penampang benda uji
yaitu 1500 mm.
Panjang total benda uji ditentukan dengan persamaan berikut
(9)
Keterangan:
ltot = panjang total benda uji (mm)
27
Gambar 13. Bagan alir penelitian.
Mulai Studi Pustaka Pemilihan Kayu
Pengujian Pendahuluan Pengujian Kadar Air Pengujian Berat Jenis
Pembelahan Penyerutan Pemotongan Pembuatan Finger Joint Pengempaan Finger
Joint
Pengempaan Benda Uji Pengujian Benda Uji Analisis dan Pembahasan
Kesimpulan dan Saran
Selesai
Pelaburan Perekat Pengujian Kuat Lentur
28
Bahan perekat yang digunakan adalah Poly Urethane (PU) yang
memiliki assemble time selama 10 menit. Alat pengujian yang digunakan
adalah
a. Alat pada proses laminasi balok adalah meteran, kaliper, spidol,
penjepit papan, mesin gergaji kayu, mesin penyerut, alat kempa, kuas.
b. Alat pada pengujian kuat lentur adalah kaliper, data logger, dial
gauge, papan kaca, resin perekat papan kaca, batang tumpuan , batang
besi, batang tumpuan beban, mesin uji lentur.
Tabel 1. Keterangan penggunaan kode benda uji.
Sketsa gambar Kode Benda Uji Keterangan
Gambar 14. PKL 015
PKL 025
0 = tanpa sambungan 5 = jumlah lapisan
Gambar 15. PKL 215
PKL 225
2 = dua sambungan 5 = jumlah lapisan
Gambar 16. PKL 315
PKL 325
29 4.2 Waktu dan Tempat Pengujian
Penelitian dimulai dari bulan Maret 2012 hingga Juni 2012 di
Laboratorium Struktur Teknik Sipil dan Lingkungan Fakultas Teknik
Universitas Gadjah Mada.
4.3 Pengujian Pendahuluan
Pengujian pendahuluan dimaksudkan untuk memperoleh data-data
awal untuk kadar air kayu tiap lamina, berat jenis kayu tiap lamina, nilai
MOR dan MOE kayu Mindi.
4.3.1Uji Kadar Air
Pengujian kadar air menggunakan peraturan British Standards BS
373:1957. Prosedur pelaksanaan adalah sebagai berikut:
a. Benda uji diambil dari lamina kayu Mindi dengan ukuran 20 x 20 x
15 mm dengan menggunakan mesin potong.
b. Berat benda uji diukur dengan timbangan kemudian dicatat.
c. Benda uji dimasukkan ke dalam oven dengan suhu 103±2⁰C dan
ditunggu selama 24 jam.
d. Benda uji dikeluarkan dari oven dan diukur berat kering benda uji
kemudian dicatat.
e. Kadar air benda uji adalah perbandingan selisih berat dengan berat
kering terhadap berat kering benda uji. Nilai kadar air dalam bentuk
30 4.3.2Uji Berat Jenis
Pengujian berat jenis menggunakan peraturan British Standards BS
373:1957. Prosedur pengujian adalah sebagai berikut:
a. Benda uji diambil dari lamina kayu Mindi dengan ukuran 20 x 20 x
15 mm dengan menggunakan mesin potong.
b. Benda uji dimasukkan ke dalam oven dengan suhu 103±2⁰C dan
ditunggu selama 24 jam.
c. Benda uji dikeluarkan dari oven dan diukur berat kering benda uji
kemudian dicatat.
d. Kerapatan benda uji adalah hasil perbandingan berat kering tanur
dengan volume kering udara benda uji.
e. Berat jenis benda uji adalah hasil perbandingan kerapatan benda uji
terhadap kerapatan air (1 gr/cm3).
4.3.3Uji Kuat Lentur Kayu Bebas Cacat
Pengujian kuat lentur kayu bebas cacat untuk memperoleh nilai
MOR dan MOE kayu Mindi mengacu pada peraturan British Standards BS
373:1957. Metode pengujian menggunakan one point loading methods
sesuai dengan cara dalam British Standards. Prosedur pengujian adalah
sebagai berikut:
a. Benda uji dipotong menjadi berdimensi 20 x 20 x 300 mm
menggunakan mesin potong.
b. Benda uji dipasang pada mesin uji lentur dengan jarak tumpuan
31
c. Beban diletakkan di tengah bentang yaitu 140 mm dari tumpuan
terdekat.
d. Dial gauge untuk menghitung defleksi balok yang terjadi dipasang di
tengah bentang.
e. Defleksi balok yang terjadi selama pembebanan dicatat hingga benda
uji mengalami gagal.
4.4 Prosedur Pembuatan Benda Uji 4.4.1Pemilihan
Kayu yang dipilih adalah kayu yang memiliki paling sedikit cacat
dan dalam peraturan SNI mengizinkan kayu struktural yang memiliki cacat
untuk diuji sesuai prosedur dalam SNI.
4.4.2Pembelahan
Balok Mindi yang berukuran 40 x 60 mm dan 80 x 120 mm dibelah
menggunakan mesin pembelah yaitu gergaji listrik menjadi berukuran 20 x
60 mm.
32 4.4.3Penyerutan
Lamina yang berukuran 20 x 60 mm kemudian diserut
menggunakan alat planner kayu sehingga diperoleh lamina berdimensi 15
x 50 mm dan permukaan lamina yang halus.
4.4.4Pemotongan
Panjang lamina yang rata 2000 mm dipotong menjadi berukuran
1600 mm sehingga panjang lamina sesuai dengan syarat dimensi pengujian
lentur balok struktural. Lamina yang akan dibuat sambungan finger joint
dipotong dua sebelum dijadikan ukuran panjang 1600 mm. Hal tersebut
bertujuan untuk mengantisipasi kesalahan pada pembuatan sambungan
finger joint.
Gambar 18. Proses pemotongan benda uji.
4.4.5Pembuatan Finger Joint
Pembuatan sambungan finger joint menggunakan mesin potong
yang dapat digunakan sebagai alat pembuatan sambungan finger joint.
Mata pisau finger joint dipasang kemudian diambil beberapa kayu yang
tidak digunakan untuk uji coba pembuatan finger joint. Proses pengaturan
33
Gambar 19. Proses pembuatan finger joint.
4.4.6Pengempaan Finger Joint
Lamina yang telah memiliki finger joint direkatkan dengan perekat
Poly Urethane yang kemudian dikempa antara ujung lamina untuk
memberikan tekanan kempa pada sambungan finger joint yang sedang
dalam proses perekatan. Tekanan kempa yang diberikan secukupnya
akibat sulit mengempa dengan tekanan tertentu tanpa alat yang memadai.
4.4.7Pelaburan Perekat
Proses perekatan dimulai dengan membasahi permukaan lamina
sehingga kadar air pada permukaan lamina meningkat. Hal ini dilakukan
karena sifat perekat yang membutuhkan kadar air minimal 18% agar dapat
bekerja dengan baik.
Jumlah perekat yang dilaburi untuk empat benda uji pertama adalah
300 gram dengan besar luas permukaan labur adalah 12800 cm2 sehingga
jumlah labur yang digunakan adalah 0,0235 gr/cm2. Namun jumlah labur
yang digunakan dinilai tidak mencukupi kebutuhan laminasi. Pada
pelaburan yang kedua terhadap benda uji PKL 015 & PKL 025 digunakan
perekat sebanyak 300 gram untuk dua benda uji tersebut dengan jumlah
34
Proses pelaburan perekat dilakukan dengna cara menuangkan
perekat pada permukaan lamina yang dapat dilihat pada Gambar 20.
Proses pelaburan perekat pada benda uji. Bentuk alur pelaburan dibuat
zig-zag tanpa diratakan menggunakan alat bantu sehingga tekanan kempa yang
akan meratakan sendiri penyebaran perekat serta menghemat waktu
pelaburan.
Gambar 20. Proses pelaburan perekat pada benda uji.
4.4.8Pengempaan Benda Uji
Pengempaan benda uji dilakukan dengan memberikan beban
sebesar 10,8 kg/cm2 atau 1 MPa yang diperoleh dari rumus empiris berat
jenis dikali dengan 20 yang berasal dari pabrik perekat tersebut. Namun
dalam pelaksanaan terjadi kesalahan pada alat pembaca tekanan ketika
dikempa yang berakibat tekanan kempa hanya 10,8 kg dimana 10,8 kg/cm2
yang dibutuhkan. Bila 10,8 kg/cm2 diubah ke satuan kg maka beban yang
dibutuhkan adalah sebesar 8640 kg atau 86,4 kN namun dalam
pelaksanaan adalah sebesar 10,8 kg.
Pengempaan dua benda uji pertama yaitu PKL 215 & PKL 225
dilakukan menggunakan alat kompres atau alat kempa. Dua benda uji
35
dengan kubus-kubus besi seberat 10 kg sebanyak 12 buah. Hal ini
dilakukan akibat hasil pengempaan sebelumnya yang kurang memuaskan.
Pengempaan ketiga untuk benda uji PKL 015 & PKL 025 menggunakan
alat kempa yang ditekan sekuat tenaga tanpa alat ukur dengan bantuan
baut. Pengempaan ketiga memberikan hasil yang memuaskan meskipun
tekanan kempa yang diberikan tidak terukur. Durasi pengempaan agar
benda uji dapat melekat sempurna adalah 45 menit namun dalam
pelaksanaan dilakukan 24 jam.
Gambar 21. Proses pengempaan balok laminasi.
4.5 Prosedur Pengujian Kuat Lentur Benda Uji
Pengujian kuat lentur balok laminasi menggunakan standard SNI
03-3975-1995 Metode Pengujian Kuat Lentur Kayu Konstruksi Berukuran
Struktural. Prosedur pengujian diuraikan sebagai berikut:
a. Benda uji ditumpu di atas tumpuan sendi dan tumpuan rol, yang
terbuat dari baja dengan jarak antartumpuan 1350 mm.
b. Benda uji diletakkan pada posisi sumbu kuat dan dibebani secara third
36
yang masing-masing berjarak a = 1/3L yaitu 450 mm dari tumpuan
terdekat.
c. Panjang bentang total L sama dengan 18 kali tinggi nominal
penampang benda uji yaitu 1350 mm.
d. Sepotong pelat baja dengan panjang tidak melebihi setengah tinggi
benda uji dan tebal tidak kurang dari 13 mm dapat disisipkan antara
permukaan benda uji dan ujung penekan dari mesin uji, demikian juga
pada sisi bawah balok di titik tumpuan, untuk mengurangi terjadinya
lekukan pada sisi yang tertekan.
e. Lendutan diukur ditengah bentang dan alat ukur lendut dipasang di
tengah tinggi sisi balok.
f. Beban diberikan sampai balok laminasi mengalami kerusakan dan
dilakukan pencatatan beban dan defleksi yang terjadi. LVDT
Gambar 22. Skema pengujian lentur third point loading. (Merujuk pada SNI 03-3975-1995)
P/2
P/2
a=1/3L
L ≥ 18h
37
Gambar 23. Data Logger untuk mengukur besar tekanan dan lendutan yang terjadi.
Gambar 24. Pemasangan LVDT pada mesin uji lentur.
38
39 BAB V
ANALISIS DAN PEMBAHASAN 5.1 Pengujian Pendahuluan 5.1.1Hasil Pengujian Kadar Air dan Berat Jenis
Gambar 27. Data berat jenis setiap lamina.
Gambar 28. Data kadar air setiap lamina.
Hasil pengujian berat jenis dan kadar air kayu Mindi pada Gambar
27. Data berat jenis setiap lamina dan Gambar 28. Data kadar air setiap
lamina terhadap 30 buah sampel memberikan kesimpulan bahwa hasil
rerata dari seluruh berat jenis yang diperoleh adalah 0,54 dan hasil rerata
dari kadar air seluruh sampel adalah 13 %.
40
Pengujian kadar air terhadap 30 buah sampel bertujuan untuk
melihat kadar air masing-masing lamina untuk memenuhi batas kadar air
pada pembuatan balok laminasi. Dalam Moody & Hernandez (1997)
mengatakan bahwa kadar air yang disyaratkan dalam pembuatan balok
laminasi adalah 10-15% sehingga lamina yang ada memenuhi persyaratan
untuk pembuatan balok laminasi tanpa pengeringan terlebih dahulu.
Perbedaan kadar air antarlamina juga tidak boleh melebihi 5% untuk
menghasilkan balok laminasi yang ideal.Dalam Martawijaya et al (1989)
menyatakan bahwa berat jenis kayu Mindi adalah 0,53 sehingga berbeda
0,01 dari hasil percobaan namun perbedaan yang ada sangat kecil.
5.1.2Hasil Pengujian Kuat Lentur Kayu Bebas Cacat
Hasil pengujian kuat lentur kayu bebas cacat menghasilkan
beberapa perilaku yang berbeda dari enam benda uji. Hasil tersebut dapat
dilihat pada Gambar 29 .Grafik hubungan beban dan lendutan pada
masing-masing benda uji. Data benda uji ke enam tidak dapat digunakan
dalam perhitungan MOR dan MOE karena terdapat cacat pada bagian
tengah benda uji sehingga benda uji enam tidak memenuhi syarat dalam
British Standards BS 373:1957 untuk dilakukan pengujian.
Berdasarkan peraturan British Standards BS 373:1957 untuk
memperoleh nilai MOR dan MOE menggunakan persamaan ( 3 ) dan ( 4 ).
Hasil pengujian dapat dilihat pada Tabel 2. Hasil pengujian MOR dan
41
Dari hasil pengujian diperoleh nilai MOR sebesar 73,50 MPa dan MOE
sebesar 9432,50 MPa.
Hasil grafik pada Gambar 29. Grafik hubungan beban dan lendutan
pada masing-masing benda uji memperlihatkan perilaku lendutan yang
berbeda-beda. Grafik yang sesuai dengan syarat kegagalan yang
diharapkan adalah pada benda uji tiga sedangkan pada benda uji lain
seperti benda uji tujuh memperlihatkan penurunan beban setelah mencapai
beban maksimum kemudian terjadi kenaikan beban kembali. Hal ini
disebabkan oleh kondisi penempatan dial gauge yang terpengaruh oleh
getaran yang terjadi ketika benda uji mengalami kegagalan.
Tabel 2. Hasil pengujian MOR dan MOE kayu Mindi berdasarkan British Standard BS 373:1957
Kode 1 2 3 4 5 7
P (N) 1200 1600 1400 1400 1500 1300
P' (N) 500 600 600 400 600 500
Δ' (mm) 2 2 2 2 2 2
MOR (MPa) 63 84 73,50 73,50 78,75 68,25
MOE (MPa) 8575 10290 10290 6860 10290 8575
MOR rerata (MPa) 73,50
42
Gambar 29. Grafik hubungan beban dan lendutan pada masing-masing benda uji.
43 5.2 Hasil Pengujian Kuat Lentur Balok Laminasi
Gambar 30. Grafik hubungan beban terhadap lendutan PKL 015 & PKL 025.
Gambar 31. Grafik hubungan beban terhadap lendutan PKL 215 & PKL 225.
0
Grafik Hubungan Beban terhadap Lendutan PKL 015 & PKL 025
Grafik Hubungan Beban terhadap Lendutan PKL 215 & PKL 225
PKL 215
44
Gambar 32. Grafik hubungan beban terhadap lendutan PKL 315 & PKL 325.
Pada Gambar 30. Grafik hubungan beban terhadap lendutan PKL
015 & PKL 025 dapat dilihat bahwa benda uji PKL 015 & 025 mencapai
beban maksimum setelah kegagalan. Kegagalan pertama hanya terjadi
pada balok laminasi lapisan terbawah sehingga benda uji tidak kehilangan
kekuatan setalah kegagalan pertama. Perilaku balok yang terjadi
diakibatkan tidak adanya sambungan finger joint yang melemahkan
kekuatan balok sehingga balok mampu mencapai beban maksimum di
awal kegagalan.
Pada Gambar 31. Grafik hubungan beban terhadap lendutan PKL
215 & PKL 225 benda uji mencapai beban maksimum setelah mengalami
beberapa kegagalan di awal pengujian. Kegagalan geser terjadi pada
antarlapisan lamina pada bagian lapis terbawah kemudian diikuti oleh
kegagalan geser pada sambungan finger joint. Benda uji tidak runtuh
Grafik Hubungan Beban terhadap Lendutan PKL 315 & PKL 325
PKL 315
45
seketika meskipun mengalami beberapa kegagalan diakibatkan adanya
lapisan-lapisan tanpa sambungan finger joint yang masih memiliki
kekuatan untuk menahan beban. Beberapa kegagalan yang terjadi
menandakan bahwa balok laminasi tidak bersifat monolitik atau bekerja
sebagai satu kesatuan balok melainkan masing-masing lamina bekerja
masing-masing.
Pada Gambar 32. Grafik hubungan beban terhadap lendutan PKL
315 & PKL 325 benda uji juga mencapai beban maksimum setelah
mengalami beberapa kegagalan di awal pengujian tetapi lebih kecil hasil
yang dihasilkan dari PKL 215 & 225 akibat lebih banyaknya jumlah finger
joint. Kegagalan terjadi lebih awal daripada PKL 215 & 225 akibat lapisan
paling bawah terdapat sambungan sehingga mengalami kegagalan geser.
Kegagalan geser yang terjadi juga menyebabkan balok laminasi tidak
bekerja secara monolitik. Beban bertambah seiring bertambahnya besar
lendutan yang terjadi hingga pada titik beban maksimum mengalami
keruntuhan pada benda uji.
5.3 Analisis Modulus Penampang Teoritis
Modulus penampang pada masing-masing balok laminasi memiliki
nilai yang berbeda. Sambungan finger joint terhadap balok laminasi
tersebut dianggap tidak memberikan pengaruh terhadap modulus
46
sambungan finger joint dianggap nol. Analisis mengenai modulus
penampang balok laminasi dapat dilihat pada penjelasan berikut:
sehingga bila
maka
(10)
bila
sehingga
maka
(11)
Gambar 34. Model penampang benda uji PKL 215 & 225.
a
h
b y
x
Gambar 33. Model penampang benda uji PKL 015 & 025.
a
h
b y
47
bila
sehingga
maka
(12)
Keterangan gambar:
= lamina tanpa finger joint
= lamina dengan finger joint
Maka berdasarkan data bahwa b = 50 mm dan a = 15 mm maka diperoleh
hasil sebagai berikut
Tabel 3. Hasil analisis modulus penampang teoritis benda uji
Kode S0 teoritis S2 teoritis S3 teoritis
S (mm3) 46875 37125 9750
Rasio
Perbandingan S 1 0,79 0,21
Berdasarkan Tabel 3. Hasil analisis modulus penampang teoritis
benda uji modulus penampang pada balok laminasi mengalami penurunan
bila jumlah sambungan finger joint bertambah dengan asumsi bahwa Gambar 35. Model penampang benda uji PKL 315 & 325.
a
h
b y
48
penampang yang memiliki sambungan tidak memberikan kontribusi pada
luas penampang benda uji.
5.4 Analisis Kapasitas Momen
Dari hasil pengujian benda uji PKL 015 & 025 diperoleh data
sebagai berikut:
MOR = 73,5 MPa
S0 teoritis = 46875 mm3
sehingga dapat diperoleh nilai Mteroritis dengan cara
Untuk mencari Meksperimen yang diperoleh dari data pengujian benda
uji PKL 015 & PKL 025 yaitu
Pmaks = 6,82 kN
L = 1,35 m
sehingga diperoleh nilai Meksperimen adalah
Nilai perbandingan antara Meksperimen terhadap Mteoritis adalah
Perbedaan nilai antara Mteroritis dan Meksperimen merupakan hasil yang
wajar karena pada pengujian kuat lentur kayu bebas cacat menggunakan
benda uji yang bebas cacat sedangkan untuk pengujian kuat lentur benda
49
Dalam Forest Products Laboratory, (1974) dinyatakan bahwa untuk
memperoleh nilai beban maksimum pada balok kayu berukuran struktural
harus dikoreksi dengan faktor koreksi 34% terhadap beban maksimum
pada spesimen kayu bebas cacat. Faktor koreksi eksperimental yang
diperoleh relatif mendekati faktor koreksi 34% sehingga dinilai baik.
Faktor koreksi tersebut berlaku juga pada kapasitas momen yang
diperoleh sebelumnya sehingga hasil pengujian benda uji spesimen kecil
lebih besar dibandingkan dengan hasil pengujian benda uji berukuran
struktural.
Bila Meksperimen setiap benda uji dihitung maka diperoleh hasil
seperti pada Tabel 4. Hasil perhitungan Meksperimen pada tiap benda uji di
bawah ini.
Tabel 4. Hasil perhitungan Meksperimen pada tiap benda uji.
Kode PKL
Penambahan jumlah sambungan sebanyak dua buah dan tiga buah
pada balok laminasi menurunkan kapasitas momen sebesar 0,35 dan 0,28.
Penurunan tersebut dapat diprediksi dengan persamaan
50
di mana n adalah jumlah sambungan finger joint. Melalui Persamaan (13)
maka dapat diaplikasikan ke dalam persamaan sebagai berikut:
(14)
(15)
Keterangan:
n = jumlah sambungan finger joint
Mn = kapasitas momen dengan benda uji n sambungan
M0 = kapasitas momen dengan benda uji tanpa sambungan
Sn = modulus penampang dengan benda uji n sambungan
S0 = modulus penampang dengan benda uji tanpa sambungan
Persamaan (14) dan (15) hanya dapat digunakan dengan syarat
yaitu:
a. berlaku hanya untuk glulam lima lapis;
b. posisi sambungan finger joint pada tengah bentang adalah simetris;
c. sambungan finger joint dianggap tidak memberi kontribusi pada
modulus penampang;
d. proses laminasi tidak sempurna.
Akurasi Persamaan (13) di atas berdasarkan kapasitas momen
51
Tabel 5. Perbandingan hasil pengujian dengan hasil persamaan
Jumlah
penurunan dengan penambahan jumlah sambungan meskipun tingkat
akurasi masih di atas 80%. Persamaan (13) yang digunakan untuk
memprediksi penurunan kapasitas momen balok laminasi lima lapisan
terhadap letak sambungan finger joint secara simetris dinilai cukup akurat.
5.5 Model Kegagalan
Model kegagalan yang dialami oleh masing-masing benda uji
umumnya adalah gagal geser. Hal ini disebabkan kemampuan perekat
yang gagal dalam menahan gaya geser yang terjadi ketika dilakukan
pengujian.
Kegagalan pada perekat disebabkan karena
a. jumlah perekat yang kurang ketika dilaburkan pada lamina;
b. tekanan kempa yang tidak cukup sehingga perekat tidak dapat
melekat dengan baik dan merata;
c. assemble time yang singkat sehingga beberapa bagian perekat telah
52
Pada pengujian pertama yaitu PKL 315 & PKL 325, kegagalan
terjadi pada lapisan paling bawah dengan tanda terlepasnya sambungan
finger joint akibat gaya tarik yang besar kemudian dilanjutkan dengan
gagal geser pada ujung-ujung balok laminasi. Kegagalan geser pada
perekat yang terjadi menyebabkan balok laminasi tidak mampu bekerja
sebagai satu kesatuan balok sehingga balok laminasi tidak bersifat
monolitik. Hal ini menyebabkan masing-masing lamina yang bekerja
menahan beban.
Pengujian pada PKL 215 & PKL 225 mengalami kegagalan geser
pada ujung-ujung balok laminasi terlebih dahulu kemudian diikuti dengan
kegagalan pada lapisan tengah balok laminasi dengan terlepasnya lapisan
tengah dengan lapisan lainnya.
Kegagalan pada pengujian PKL 015 & PKL 025 diawali oleh
kegagalan geser pada ujung balok laminasi di mana yang gagal adalah
lapisan kayu yang mengalami gagal geser kemudian balok laminasi patah
pada lapisan paling bawah yang merupakan tanda gagal lentur. Hasil
pengujian ini berhasil akibat perilaku pelaburan dan pengempaan balok
laminasi yang lebih baik dibandingkan dengan balok laminasi lainnya.
53
Gambar 37. Model kegagalan PKL 325.
Gambar 38. Mode kegagalan PKL 015.
54
Gambar 40. Model kegagalan 215.
55 BAB VI
KESIMPULAN DAN SARAN 6.1 Kesimpulan
Kesimpulan yang dapat diambil dari hasil penelitian ini adalah
sebagai berikut:
a. Penambahan jumlah sambungan finger joint pada tengah bentang balok
laminasi mempengaruhi penurunan kapasitas momen balok tersebut.
b. Rasio perbandingan modulus penampang teoritis (S0 teoritis, S2 teoritis, dan S3
teoritis) berturut-turut adalah 1; 0,79; dan 0,21.
c. Rasio perbandingan modulus penampang eksperimen (S0 eksperimen, S2
eksperimen, S3 eksperimen) berturut-turut adalah 1; 0,35; dan 0,28.
d. Rasio perbandingan kapasitas momen eksperimen balok laminasi tanpa
sambungan (M0 eksperimen); balok laminasi dengan dua sambungan (M2
eksperimen); dan balok laminasi dengan tiga sambungan finger joint (M3 eksperimen ) berturut-turut adalah 1; 0,35; dan 0,28.
e. Nilai penurunan kapasitas momen (Mn eksperimen) dapat diprediksi dengan
persamaan
untuk balok laminasi lima lapis dengan posisi sambungan
finger joint yang simetris pada tengah bentang dan proses laminasi yang