Range of Materials & Processes in a Tractor
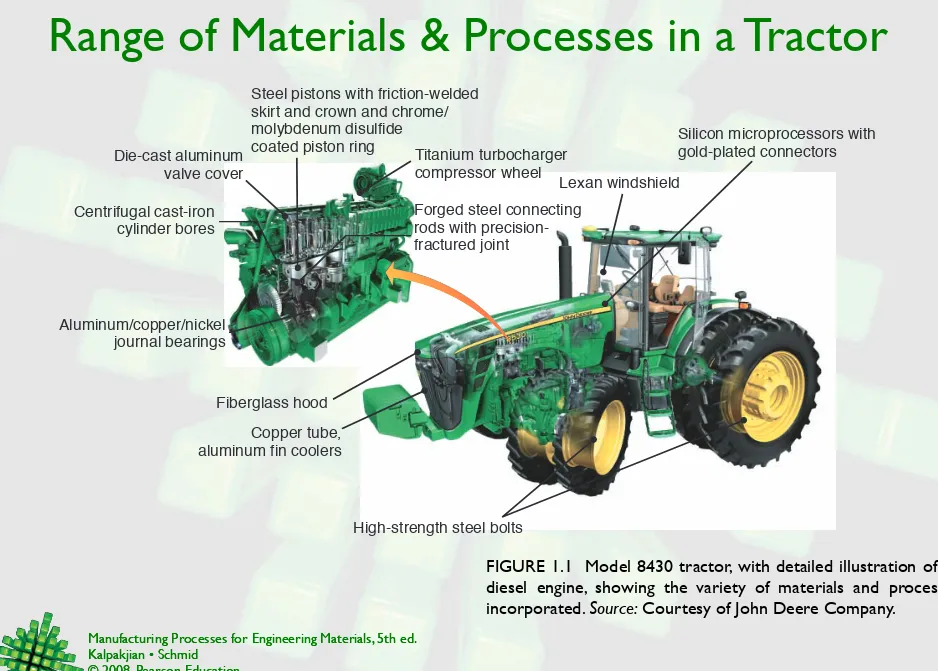
FIGURE 1.1 Model 8430 tractor, with detailed illustration of its
diesel engine, showing the variety of materials and processes
Steel pistons with friction-welded
skirt and crown and chrome/
molybdenum disulfide
coated piston ring
Forged steel connecting
rods with
precision-fractured joint
Aluminum/copper/nickel
journal bearings
Centrifugal cast-iron
cylinder bores
Lexan windshield
Fiberglass hood
Copper tube,
aluminum fin coolers
High-strength steel bolts
Silicon microprocessors with
gold-plated connectors
Die-cast aluminum
valve cover
History of Manufacturing
1
.
1
E
L
B
A
T
s
e
s
s
e
c
o
r
P
g
n
i
r
u
t
c
a
f
u
n
a
M
d
n
a
s
l
a
i
r
e
t
a
M
f
o
t
n
e
m
p
o
l
e
v
e
D
l
a
c
i
r
o
t
s
i
H
, g n i n i h c a m , s l o o T g n i n i o J d n a g n i m r o F s u o i r a V d n a s l a t e M s e t a D d o i r e P g n i r u t c a f u n a m d n a g n i p a h s d n a s l a i r e t a m g n i t s a c s m e t s y s s e t i s o p m o c 0 0 0 4 e r o f eB B . C . G o l d , c o p p e r , m e t e o r i c E a r t h e n w a r e , g l a z i n g , H a m m e r i n g T o o l s o f s t o n e , f l i n t , , y r o v i , e n o b , d o o w s r e b i f l a r u t a n n o r i s l o o t e t i s o p m o c 0 0 0
4 – 3 0 0 0 B . C . C o p p e r c a s t i n g , s t o n e S t a m p i n g , j e w e l r y S o l d e r i n g ( C u - A u , C o r u n d u m ( a l u m i n a , ) y r e m e ) n S - b P , b P - u C - t s o l , s d l o m l a t e m d n a , r e v l i s , s s e c o r p x a w e z n o r b , n i t , d a e l 0 0 0
3 – 2 0 0 0 B . C . B r o n z e c a s t i n g a n d G l a s s b e a d s , p o t t e r ’ s W i r e b y s l i t t i n g s h e e t R i v e t i n g , b r a z i n g H o e m a k i n g , h a m m e r e d r o f s l o o t , s e x a l a t e m s l e s s e v s s a l g , l e e h w f a e l d l o g , g n i w a r d d n a g n i k a m n o r i y r t n e p r a c 0 0 0
2 – 1 0 0 0 B . C . W r o u g h t i r o n , b r a s s 0
0 0
1 – 1 B . C . C a s t i r o n , c a s t s t e e l G l a s s p r e s s i n g a n d S t a m p i n g o f c o i n s F o r g e w e l d i n g o f I m p r o v e d c h i s e l s , s a w s , s e h t a l g n i k r o w d o o w , s e l i f , l e e t s d n a n o r i g n i w o l b g n i u l g
1 – 1 0 0 0 A . D . Z i n c , s t e e l V e n e t i a n g l a s s A r m o r , c o i n i n g , E t c h i n g o f a r m o r s d r o w s l e e t s , g n i g r o f 0 0 0
1 – 1 5 0 0 B l a s t f u r n a c e , t y p e C r y s t a l g l a s s W i r e d r a w i n g , g o l d - S a n d p a p e r , w i n d m i l l - w a s n e v i r d k r o w h t i m s r e v l i s d n a , s l l e b f o g n i t s a c , s l a t e m r e t w e p 0 0 5
1 – 1 6 0 0 C a s t - i r o n c a n n o n , C a s t p l a t e g l a s s , W a t e r p o w e r f o r H a n d l a t h e f o r w o o d g n i l l o r , g n i k r o w l a t e m s s a l g t n i l f e t a l p n i t s p i r t s e g a n i o c r o f l l i m 0 0 6
1 – 1 7 0 0 P e r m a n e n t - m o l d P o r c e l a i n R o l l i n g ( l e a d , g o l d , B o r i n g , t u r n i n g , s c r e w - s s e r p l l i r d , e h t a l g n i t t u c g n i l l o r e p a h s , ) r e v l i s m o r f s s a r b , g n i t s a c ) d a e l ( c i l l a t e m d n a r e p p o c c n i z Egypt: B . C . to B . C . Greece: B . C . to B . C . Roman Empire: B . C . to 476 A . D . Middle Ages: to 1492
Renaissance: 14th to 16th centuries
History of Manufacturing (cont.)
1 . 1 E L B A T ) . t n o c ( s e s s e c o r P g n i r u t c a f u n a M d n a s l a i r e t a M f o t n e m p o l e v e D l a c i r o t s i H , g n i n i h c a m , s l o o T g n i n i o J d n a g n i m r o F s u o i r a V d n a s l a t e M s e t a D d o i r e P g n i r u t c a f u n a m d n a g n i p a h s d n a s l a i r e t a m g n i t s a c s m e t s y s s e t i s o p m o c 0 0 71 – 1 8 0 0 M a l l e a b l e c a s t i r o n , E x t r u s i o n ( l e a d p i p e ) , g n i l l o r , g n i w a r d p e e d s r a b n o r i ( l e e t s e l b i c u r c ) s d o r d n a 0 0 8
1 – 1 9 0 0 C e n t r i g u f a l c a s t i n g , W i n d o w g l a s s f r o m S t e a m h a m m e r , s t e e l S h a p i n g , m i l l i n g , c o p y i n g t e r r u t , s k c o t s n u g r o f e h t a l , e b u t s s e l m a e s , g n i l l o r t h g i l , r e d n i l y c t i l s , s s e c o r p r e m e s s e B g n i l l i m l a s r e v i n u , e h t a l , g n i l l o r l i a r - l e e t s , n o i t a z i n a c l u v , b l u b , m u n i m u l a c i t y l o r t c e l e d e i f i r t i v , e n i h c a m , g n i l l o r s u o u n i t n o c , g n i s s e c o r p r e b b u r , t t i b b a b , s l e e t s l e k c i n l e e h w g n i d n i r g g n i t a l p o r t c e l e , e n e r y t s , r e t s e y l o p , l e e t s d e z i n a v l a g r e b b u r , d i o l u l l e c , y g r u l l a t e m r e d w o p g n i d l o m , n o i s u r t x e l e e t s h t r a e h - n e p o 0 0 9
1 – 1 9 2 0 A u t o m a t i c b o t t l e T u b e r o l l i n g , h o t O x y a c e t y l e n e ; G e a r e d l a t h e , a u t o m a t i c , g n i b b o h , e n i h c a m w e r c s - l a c i r t c e l e , c r a n o i s u r t x e , e t i l e k a b , g n i k a m , s l o o t l e e t s - d e e p s - h g i h d n a , e c n a t s i s e r s s a l g e t a c i l i s o r o b d n a e d i x o m u n i m u l a g n i d l e w t i m r e h t ) c i t e h t n y s ( e d i b r a c n o c i l i s 0 2 9
1 – 1 9 4 0 D i e c a s t i n g D e v e l o p m e n t o f T u n g s t e n w i r e f r o m C o a t e d e l e c t r o d e s T u n g s t e n c a r b i d e , m a s s r e f s n a r t , n o i t c u d o r p r e d w o p l a t e m , g n i t s a c , s c i t s a l p s e n i h c a m l y n i v y l o p , g n i d l o m e s o l u l l e c , e d i r o l h c , e n e l y h t e y l o p , e t a t e c a s r e b i f s s a l g 0 4 9
1 – 1 9 5 0 L o s t - w a x p r o c e s s f o r A c r y l i c s , s y n t h e t i c E x t r u s i o n ( s t e e l ) , S u b m e r g e d a r c P h o s p h a t e c o n v e r s i o n y t i l a u q l a t o t , s g n i t a o c g n i d l e w r e d w o p , g n i g a w s , s e i x o p e , r e b b u r s t r a p g n i r e e n i g n e l o r t n o c g n i r e e n i g n e r o f s l a t e m s s a l g e v i t i s n e s o t o h p s t r a p 0 5 9
History of Manufacturing (conc.)
1
.
1
E
L
B
A
T
)
.
t
n
o
c
(
s
e
s
s
e
c
o
r
P
g
n
i
r
u
t
c
a
f
u
n
a
M
d
n
a
s
l
a
i
r
e
t
a
M
f
o
t
n
e
m
p
o
l
e
v
e
D
l
a
c
i
r
o
t
s
i
H
, g n i n i h c a m , s l o o T g n i n i o J d n a g n i m r o F s u o i r a V d n a s l a t e M s e t a D d o i r e P g n i r u t c a f u n a m d n a g n i p a h s d n a s l a i r e t a m g n i t s a c s m e t s y s s e t i s o p m o c 0 6 91 – 1 9 7 0 S q u e e z e c a s t i n g , A c e t a l s , H y d r o f o r m i n g , P l a s m a - a r c a n d T i t a n i u m c a r b i d e , , d n o m a i d c i t e h t n y s m a e b - n o r t c e l e , n o i s u r t x e c i t a t s o r d y h d l o c , e t a n o b r a c y l o p l a t s y r c - e l g n i s , l o r t n o c l a c i r e m u n e v i s e h d a , g n i d l e w g n i m r o f o r t c e l e , s c i t s a l p f o g n i m r o f s e d a l b e n i b r u t p i h c t i u c r i c d e t a r g e t n i g n i d n o b , s c i t s a l p d e c r o f n i e r g n i d n i w t n e m a l i f 0 7 9
1 – 1 9 9 0 C o m p a c t e d g r a p h i t e , A d h e s i v e s , c o m p o s i t e P r e c i s i o n f o r g i n g , L a s e r b e a m , C u b i c b o r o n n i t r i d e , d n o m a i d , s l o o t d e t a o c g n i d n o b n o i s u f f i d , g n i g r o f l a m r e h t o s i , s l a i r e t a m , g n i t s a c m u u c a v n o i s i c e r p a r t l u , g n i n r u t d e n i b m o c o s l a ( , g n i m r o f c i t s a l p r e p u s , s r o t c u d n o c i m e s d e d n o b y l l a c i n a g r o - r e t u p m o c , g n i n i h c a m c i t s a l p r e p u s h t i w y b e d a m s e i d , s r e b i f l a c i t p o f o n o i t a m o t u a , d n a s , g n i r u t c a f u n a m d e t a r g e t n i - e c a f r u s , ) g n i m r o f n g i s e d d e d i a - r e t u p m o c , s c i m a r e c l a r u t c u r t s , g n i r u o p d n a g n i d l o m , s t o b o r l a i r t s u d n i g n i r e d l o s t n u o m , g n i r u t c a f u n a m d n a x i r t a m - c i m a r e c , n o i t a c i f i d i l o s d i p a r g n i n r u t d n a g n i n i h c a m d n a g n i g r o f e p a h s - t e n , s e t i s o p m o c x i r t a m - l a t e m - e l b i x e l f , s r e t n e c r e t u p m o c , g n i m r o f e l b a d a r g e d o i b d i l o s i m e s , s e t i s o p m o c , s m e t s y s g n i r u t c a f u n a m n o i t a l u m i s y l l a c i r t c e l e , s c i t s a l p , g n i k r o w l a t e m , y g o l o n h c e t r o s n e s s r e m y l o p g n i t c u d n o c , s l a t e m s u o h p r o m a s y o l l a y r o m e m - e p a h
s a u t o m a t e d i n s p e c t i o n , , ) s l a i r e t a m t r a m s
( e x p e r t s y s t e m s , a r t i f i c i a l n o i t a l u m i s r e t u p m o
c i n t e l l i g e n c e , c o m p u t e r d n a n o i t a l u m i s n o i t a z i m i t p o 0 9 9
1 – 2 0 0 0 s R h e o c a s t i n g , N a n o p h a s e m a t e r i a l s , R a p i d p r o t o t y p i n g , F r i c t i o n s t i r M i c r o - a n d n a n o - A G I L , n o i t a c i r b a f e e r f - d a e l , g n i d l e w , g n i l o o t d i p a r , s m a o f l a t e m n g i s e d d e d i a - r e t u p m o c m y n o r c a n a m r e G a ( - t t u b r e s a l , s r e d l o s y l l a t n e m n o r i v n e , s g n i t a o c d e c n a v d a , s e i d d n a s d l o m f o g n i v l o v n i s s e c o r p a r o f ) d e r o l i a t ( d e d l e w g n i k r o w l a t e m y l d n e i r f e r u t a r e p m e t - h g i h g n i l o o t d i p a r , s k n a l b l a t e m - t e e h s s d i u l f . s r o t c u d n o c r e p u
s l i t h o g r a p h y , e l e c t r o p l a t i n g , y r d , ) g n i d l o m d n a y l l a c i r t c e l e , s c i m a r e c e l b a n i h c a m r o t o m r a e n i l , g n i h c t e g n i t c u d n o c n o b r a c e k i l d n o m a i d l a r u e n l a i c i f i t r a , s e v i r d s e v i s e h d a a m g i s x i s , s k r o w t e n : e c r u o
S J . A . S c h e y , C . S . S m i t h , R . F . T y l e c o t e , T . K . D e r r y , T . I . W i l l i a m s , S . R . S c h m i d , a n d S . K a l p a k j i a n .
Information Age
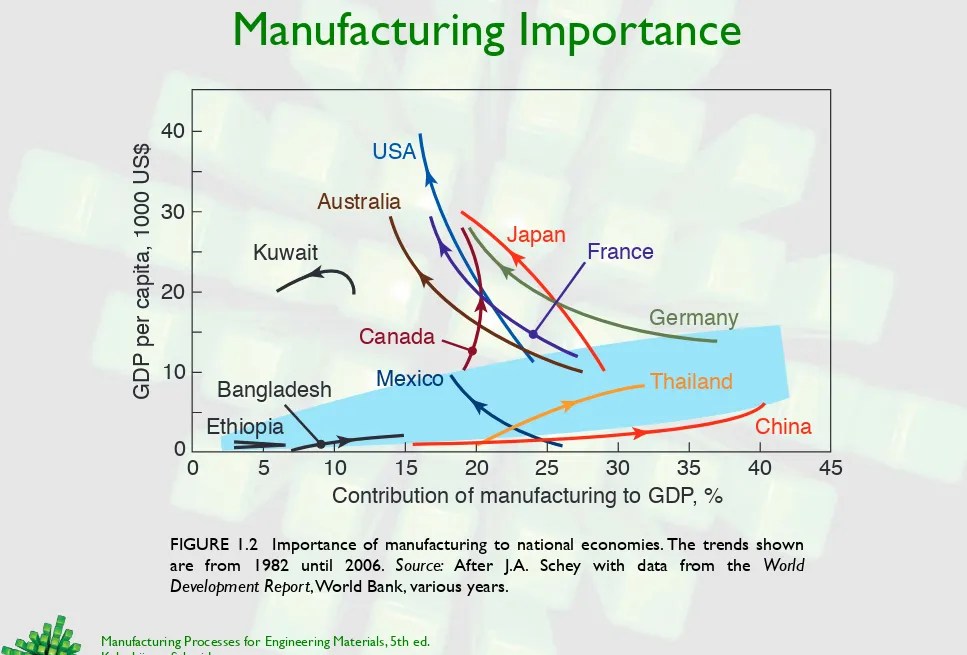
Manufacturing Importance
FIGURE 1.2 Importance of manufacturing to national economies. The trends shown
are from 1982 until 2006.
Source:
After J.A. Schey with data from the
World
Development Report
, World Bank, various years.
0
10
20
30
40
GDP
per capita, 1000 US$
0
5
10
15
20
25
30
35
40
45
Contribution of manufacturing to GDP, %
USA
Australia
Japan
Germany
China
Thailand
Mexico
Ethiopia
Bangladesh
France
Canada
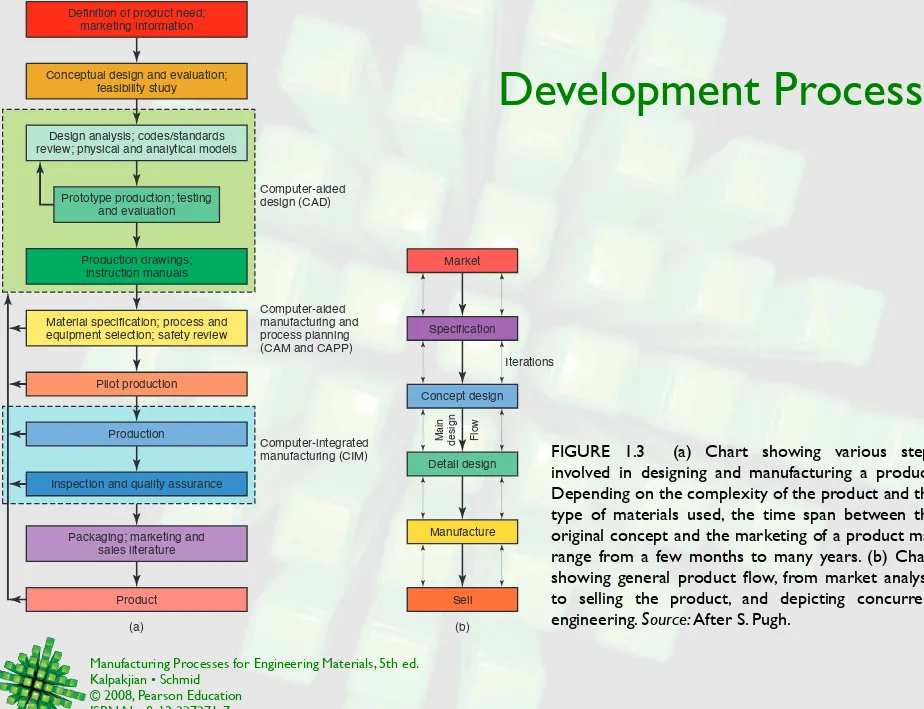
Development Process
FIGURE 1.3 (a) Chart showing various steps
involved in designing and manufacturing a product.
Depending on the complexity of the product and the
type of materials used, the time span between the
original concept and the marketing of a product may
range from a few months to many years. (b) Chart
showing general product flow, from market analysis
to selling the product, and depicting concurrent
engineering.
Source:
After S. Pugh.
Packaging; marketing and sales literature
Material specification; process and equipment selection; safety review
Pilot production
Production
Inspection and quality assurance Production drawings;
instruction manuals
Conceptual design and evaluation; feasibility study
Prototype production; testing and evaluation
Design analysis; codes/standards review; physical and analytical models
Computer-integrated manufacturing (CIM) Computer-aided manufacturing and process planning (CAM and CAPP) Computer-aided design (CAD)
Main design Flow
Iterations Market
Specification
Concept design
Detail design
Manufacture
Sell
(a) (b)
Definition of product need; marketing information
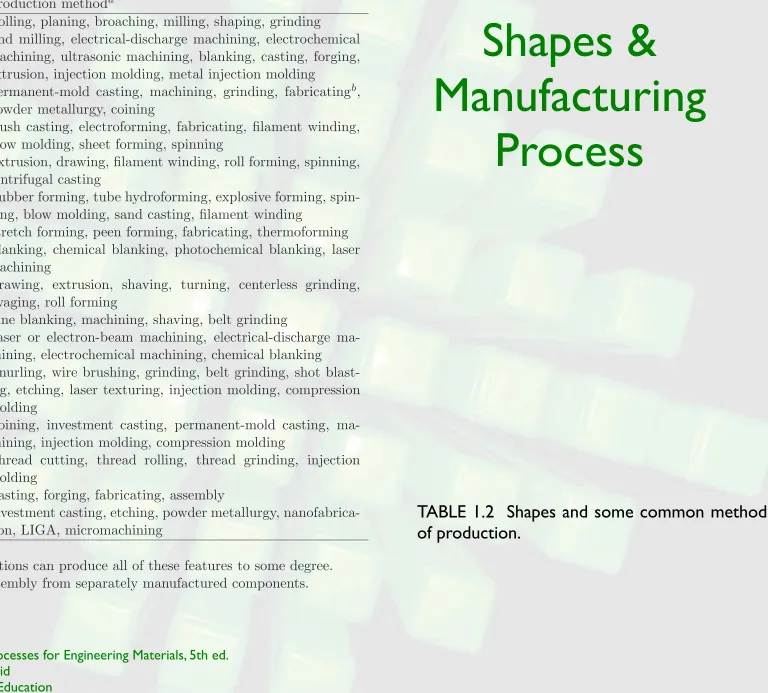
Shapes &
Manufacturing
Process
TABLE 1.2 Shapes and some common methods
of production.
Shape or feature
Production method
aFlat surfaces
Rolling, planing, broaching, milling, shaping, grinding
Parts with cavities
End milling, electrical-discharge machining, electrochemical
machining, ultrasonic machining, blanking, casting, forging,
extrusion, injection molding, metal injection molding
Parts with sharp features
Permanent-mold casting, machining, grinding, fabricating
b,
powder metallurgy, coining
Thin hollow shapes
Slush casting, electroforming, fabricating, lament winding,
blow molding, sheet forming, spinning
Tubular shapes
Extrusion, drawing, lament winding, roll forming, spinning,
centrifugal casting
Tubular parts
Rubber forming, tube hydroforming, explosive forming,
spin-ning, blow molding, sand casting, lament winding
Curvature on thin sheets
Stretch forming, peen forming, fabricating, thermoforming
Openings in thin sheets
Blanking, chemical blanking, photochemical blanking, laser
machining
Cross-sections
Drawing, extrusion, shaving, turning, centerless grinding,
swaging, roll forming
Square edges
Fine blanking, machining, shaving, belt grinding
Small holes
Laser or electron-beam machining, electrical-discharge
ma-chining, electrochemical mama-chining, chemical blanking
Surface textures
Knurling, wire brushing, grinding, belt grinding, shot
blast-ing, etchblast-ing, laser texturblast-ing, injection moldblast-ing, compression
molding
Detailed surface features
Coining, investment casting, permanent-mold casting,
ma-chining, injection molding, compression molding
Threaded parts
Thread cutting, thread rolling, thread grinding, injection
molding
Very large parts
Casting, forging, fabricating, assembly
Very small parts
Investment casting, etching, powder metallurgy,
nanofabrica-tion, LIGA, micromachining
Notes:
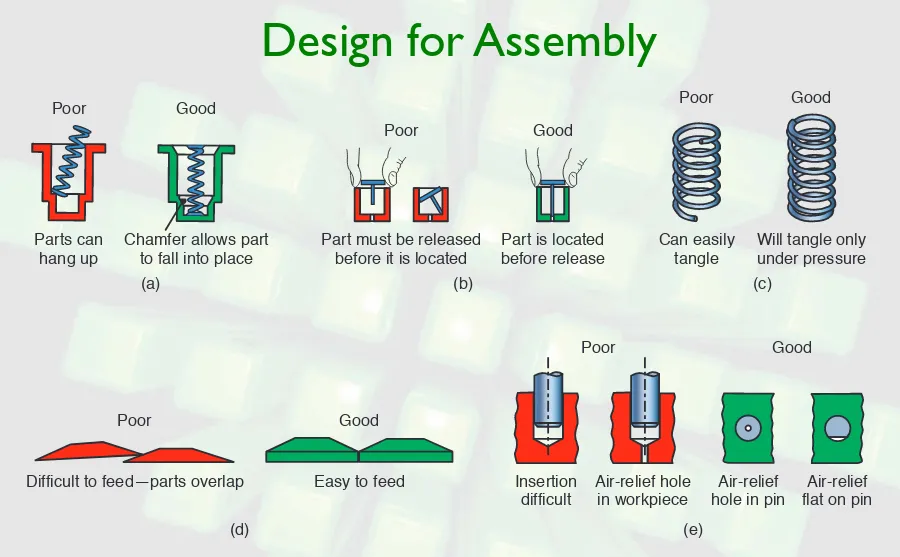
Design for Assembly
FIGURE 1.4 Redesign of parts to facilitate automated assembly.
Source:
Reprinted from G. Boothroyd and P. Dewhurst,
Product Design for Assembly
, 1989, by courtesy of Marcel Dekker, Inc.
(d)
(e)
Poor
Good
Difficult to feed—parts overlap
Easy to feed
Poor
Good
Insertion
difficult
Air-relief hole
in workpiece
Air-relief
hole in pin
Air-relief
flat on pin
(a)
Poor
Parts can
hang up
Chamfer allows part
to fall into place
Good
(b)
(c)
Poor
Good
Part must be released
before it is located
Part is located
before release
Poor
Good
Can easily
tangle
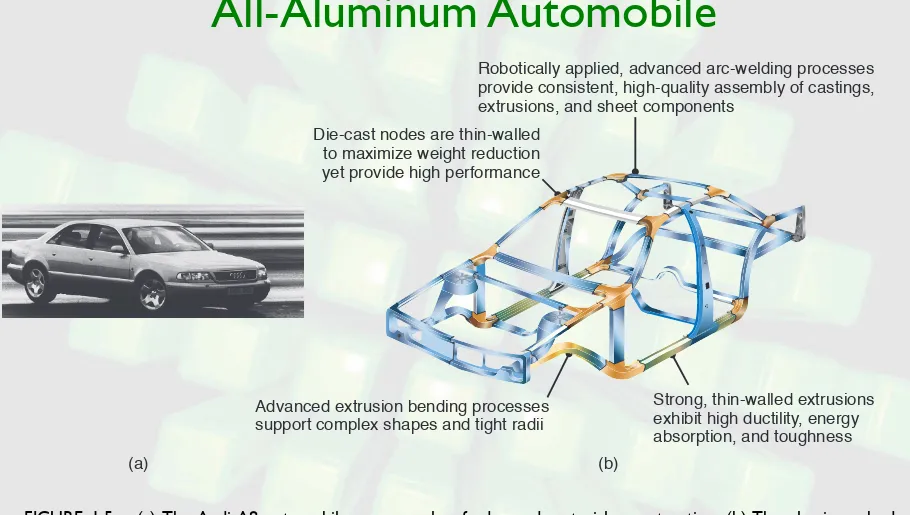
All-Aluminum Automobile
Robotically applied, advanced arc-welding processes
provide consistent, high-quality assembly of castings,
extrusions, and sheet components
Strong, thin-walled extrusions
exhibit high ductility, energy
absorption, and toughness
Die-cast nodes are thin-walled
to maximize weight reduction
yet provide high performance
Advanced extrusion bending processes
support complex shapes and tight radii
(a)
(b)
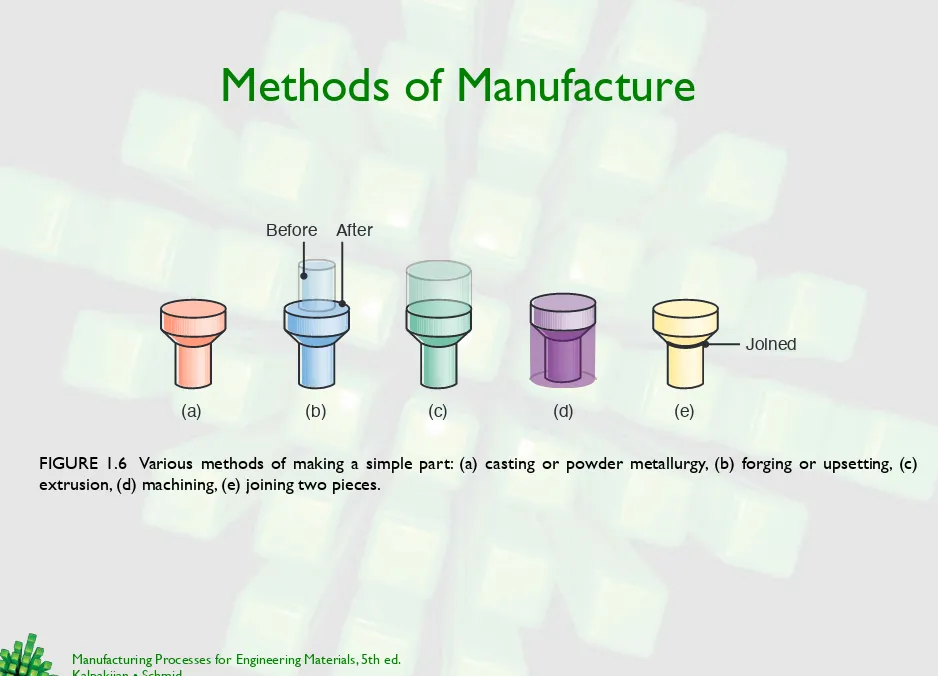
Methods of Manufacture
FIGURE 1.6 Various methods of making a simple part: (a) casting or powder metallurgy, (b) forging or upsetting, (c)
extrusion, (d) machining, (e) joining two pieces.
(a)
(b)
(c)
(d)
(e)
Before
After
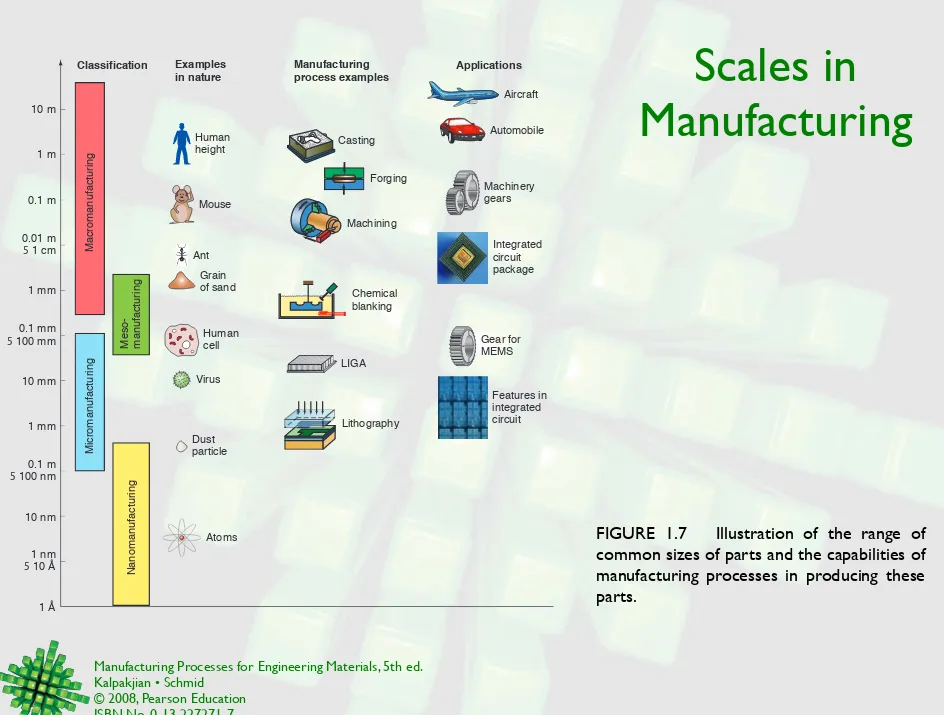
Scales in
Manufacturing
FIGURE 1.7 Illustration of the range of
common sizes of parts and the capabilities of
manufacturing processes in producing these
parts.
Size
0.1 m
0.01 m
5 1 cm
1 mm
0.1 mm
5 100 mm
10 mm
1 mm
0.1 m
5 100 nm
10 nm
1 nm
5 10 Å
1 Å 10 m
1 m
Examples in nature
Manufacturing process examples
Applications Classification
Macromanufacturing
Micromanufacturing
Meso- manufacturing
Nanomanufacturing
Automobile
Machinery gears
Gear for MEMS
Features in integrated circuit Integrated circuit package
Aircraft
Casting
Forging
Chemical blanking
Lithography LIGA
Machining Human
height
Mouse
Grain of sand
Atoms Human cell
Virus
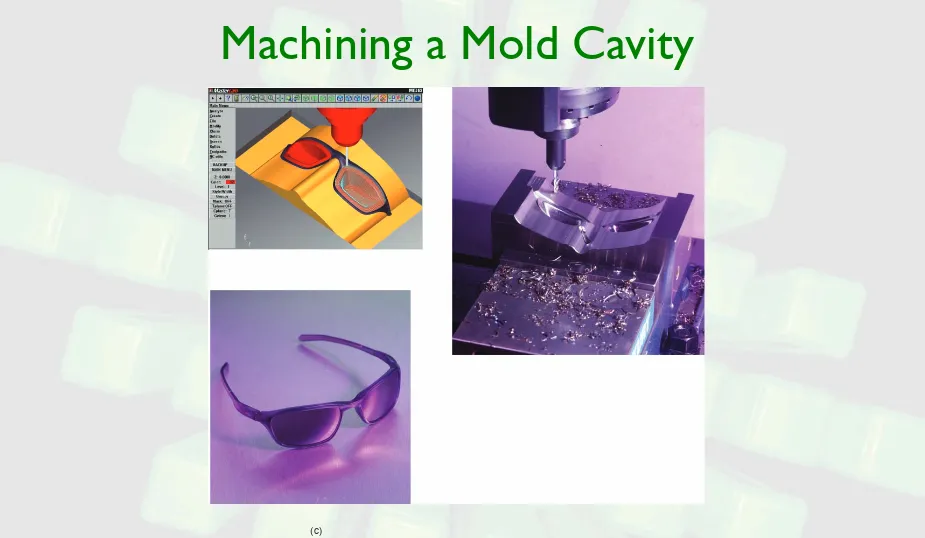
Machining a Mold Cavity
FIGURE 1.8 Machining a mold cavity for making sunglasses. (a) Computer model of the sunglasses as designed and
viewed on the monitor. (b) Machining the die cavity using a computer numerical control milling machine. (c) Final
product produced from the mold.
Source:
Courtesy Mastercam / CNC Software, Inc.
(b) (a)
Flexible Manufacturing
Global Labor Rates
FIGURE 1.5 (a) The Audi A8 automobile, an example of advanced materials construction; (b) The aluminum body
structure, showing various components made by extrusion, sheet forming, and casting processes.
Source:
Courtesy of
ALCOA, Inc.
TABLE 1.3
Source:
Courtesy of U.S. Department of Labor, November 2004.
Approximate Relative Hourly Compensation for Production Workers,
for 2003. United States = 100. Compensation Costs Vary Depending
on Benefits and Allowance.
Denmark
147
Norway
144
Germany
136
Belgium, Switzerland
127
Finland, Netherlands
123
Austria, Sweden
116
United States
100
France
96
United Kingdom
93
Australia, Canada, Japan
90
Ireland, Italy
85
Spain
67
Israel
53
New Zealand, Korea
48
Singapore
33
Portugal, Taiwan
27
Czech Republic
20
Brazil, Mexico
11
China, India
10
European countries
111