BAB IV
HASIL DAN PEMBAHASAN
4.1 Profil Responden 4.1.1 Profil Perusahaan
PT Polychem Indonesia Tbk merupakan produsen serat sintesis yang berbasis di Indonesia. PT Polychem Indonesia Tbk memiliki dua divisi bisnis yaitu poliester dan kimia, yang memproduksi produk-produk untuk industri tekstil (etilen glikol, filamen poliester dan serat stapel poliester). Dari divisi poliester, menghasilkan empat jenis produk yaitu POY, CHIPS, PSF dan DTY.
Divisi poliester didirikan pada tahun 1978, diikuti oleh divisi kimia pada tahun 1989. Produksi poliester dimulai pada tahun 1980 dan pada tahun 1993 Nylon dan Ethylene plants dimulai. Pada tahun 1998 pabrik SBR dimasukkan dalam aliran, diikuti oleh Ethoxylate pada tahun 1999.
Pada tahun yang sama 1999, PT Polychem Indonesia Tbk memperluas dan membangi pabrik-plot tunggal Poliester terbesar di Indonesia dengan kapasitas 300 ton per hari, dan juga mulai memulai pabrik Nylon kedua.
Prioritas utama PT Polychem Indonesia Tbk adalah kualitas produk, proses lisensi dilakukan oleh teknologi kelas dunia yaitu Scientific Design Inc, USA untuk produksi Etilen Oksida, Etilen Glikol dan etoksilat; Zimmer AG, Jerman untuk produksi Poliester dan Nylon. Lisensi kelas dunia lainnya, Nippon Zeon Co, Ltd dari Jepang memberikan lisensi atas produksi SBR.
Selain lisensi kelas dunia, PT Polychem Indonesia Tbk juga menggunakan teknologi kelas dunia untuk pemisah udara dari Linde AG, Jerman, serta dari Chicago Bridge & Iron Amerika Serikat untuk terminal unut Ethylene.
PT Polychem Indonesia Tbk menikmati reputasi tinggi dari pelanggan dan mitra usahanya. PT. Polychem Indonesia Tbk memiliki pandangan yang sangat positif dan kepercayaan perusahaan dalam kemajuan berkelanjutan dan kemakmuran Indonesia, serta komitmen perusahaan untuk mempertahankan dan memajukan pertumbuhan kegiatan untuk memuaskan pelanggan, mitra bisnis, pemegang saham dan karyawan.
4.1.2 Visi dan Misi PT Polychem Indonesia Tbk. 4.1.2.1 Visi PT Polychem Indonesia Tbk.
Menjadi pemimpin pasar dan partner regional yang paling dapat diandalkan di industri poliester dan yang terkait.
4.1.2.2 Misi PT Polychem Indonesia Tbk.
Kami akan memberikan kepuasan total dengan menyediakan produk dengan kualitas dan pelayanan yang terbaik kepada semua partner bisnis kami. Bersama mereka, kami akan meningkatkan pangsa pasar dan memaksimalkan keuntungan bagi para pemegang saham dan karyawan.
4.1.3 Struktur Organisasi PT Polychem Indonesia Tbk.
Berdasarkan struktur organisasi PT Polychem Indonesia Tbk tugas dan wewenang masing-masing unsur organisasi adalah sebagai berikut:
- Menjaga kelangsungan produksi poliester.
- Mempertahankan suatu produksi poliester standart perusahaan yang telah ditetapkan.
- Mengikuti perkembangan produksi poliester perusahaan agar dapat diadakan peningkatan produksi poliester yang lebih baik dalam penyempurnaan produksi poliester.
General Manager:
- Merencanakan strategi implementasi atas kebijakan perusahaan secara menyeluruh agar dapat dijalankan secara optimal.
- Memonitor pelaksanaan kebijakan dan strategi perusahaan serta memastikan kelancaran pelaksanaannya agar dapat berjalan secara maksimal dan tepat.
- Mengevaluasi dan menganalisa hasil implementasi strategi perusahaan serta mencari solusi bagi permasalahan yang muncul.
- Mengarahkan fungsi setiap departemen dalam menjalankan strategi perusahaan.
Plant Manager:
- Mengarahkan dan mengkoordinir operasi pabrik sesuai kebijakan perusahaan dan prosedur.
- Menjaga operasional perusahaan bersih dan aman.
- Menetapkan dan menerapkan kebijakan dan prosedur pabrik. - Bertanggung jawab untuk tujuan produksi.
- Memotivasi dan menjadikan karyawan bekerja dengan baik.
- Berdiskusi dengan kepala departemen untuk memastikan koordinasi pembelian, produksi, dan pengiriman.
- Bertanggung jawab untuk membangun jadwal produksi.
- Memilih dan melatih staf pabrik bagian pengawasan dan administrasi. - Melakukan review kinerja karyawan.
- Bertanggung jawab untuk kontrol kualitas produk. - Menghadiri pelatihan dan pertemuan perusahaan. Assistant Plant Manager:
- Membantu tugas Plant Manager Manajer Produksi:
- Mengontrol persediaan yang ada di gudang.
- Mengontrol proses bisnis mulai dari pengadaan barang, kinerja karyawan, proses transaksi dan proses pesan antar hingga barang sampai ke tangan konsumen.
- Mengevaluasi semua proses dari awal hingga akhir. Manajer E&M:
- Menjamin optimalisasi struktur organisasi pemeliharaan - Analisis kegagalan peralatan
- Perkiraan biaya pemeliharaan dan evaluasi alternatif - Peramalan suku cadang
- Menilai kebutuhan untuk penggantian peralatan dan membangun program pengganti saat jatuh tempo
- Penerapan prinsip-prinsip manajemen penjadwalan dan proyek untuk program pengganti
- Menilai pemeliharaan peralatan yang diperlukan dan keterampilan yang dibutuhkan untuk pemeliharaan peralatan yang efisien
- Menilai keterampilan yang diperlukan diperlukan untuk personil pemeliharaan
- Meninjau transfer karyawan ke dan dari organisasi pemeliharaan - Menilai dan membuat laporan keamanan yang terkait dengan
pemeliharaan peralatan
QA, TSC, Production Manager K1 dan K2:
- Meneliti berkas atau tentang proyek perusahaan, apakah sesuai dengan ketetapan perusahaan atau tidak.
- Bertanggung jawab untuk mengontrol proyeknya agar tidak keluar dari prosedur dan terkendali.
- Membuat report sebagai hasil kepastian kualitas dan kuantitas proyek perusahaan.
Manajer Adm:
- Koordinasi dan membantu operasional umum organisasi.
- Mengelola suatu proyek/acara organisasi guna menjamin audit dan dokumentasi pekerjaan tersimpan dengan baik sesuai prosedur.
- Merencanakan dan mengembangkan kebijakan dan sistem pengelolaan SDM.
- Menyusun rencana kerja dan anggaran sesuai dengan strategi, kebijakan dan sistem SDM yang telah ditetapkan untuk mencapai sasaran.
- Mengkoordinasikan dan mengontrol pelaksasaan fungsi manajemen SDM di seluruh perusahaan.
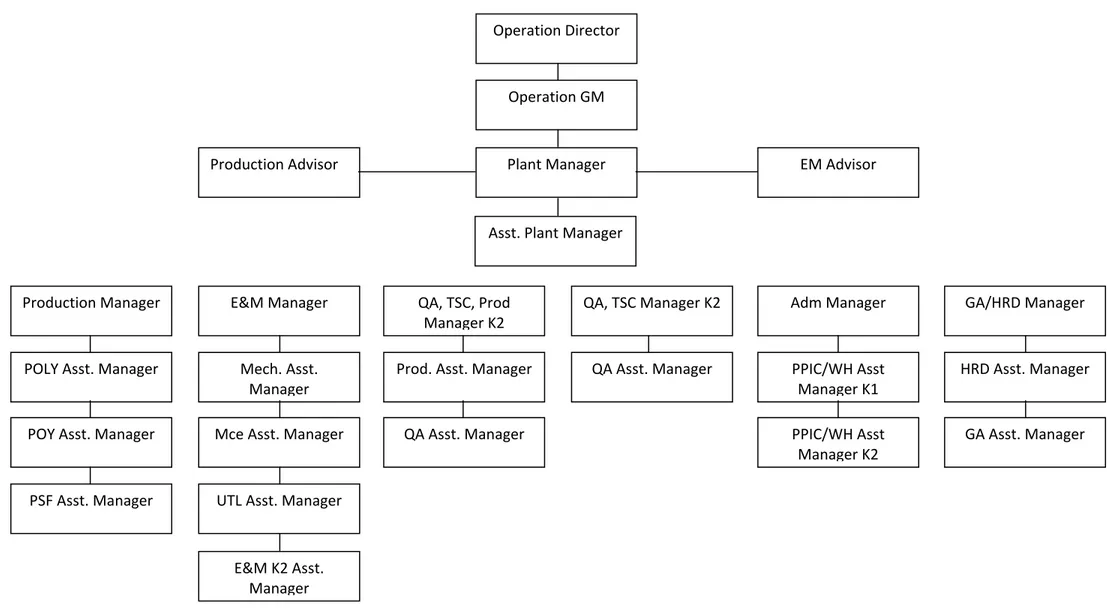
Gambar 4.1 Struktur Organisasi PT Polychem Indonesia Tbk Divisi Poliester
Operation DirectorE&M Manager
Production Manager QA, TSC Manager K2
Operation GM
Production Advisor Plant Manager EM Advisor
QA, TSC, Prod Manager K2 Asst. Plant Manager Adm Manager GA/HRD Manager POLY Asst. Manager POY Asst. Manager PSF Asst. Manager Mce Asst. Manager UTL Asst. Manager E&M K2 Asst. Manager PPIC/WH Asst Manager K2 Mech. Asst. Manager QA Asst. Manager QA Asst. Manager PPIC/WH Asst Manager K1 Prod. Asst. Manager GA Asst. Manager HRD Asst. Manager
4.2 Jenis Produk dan Proses Pembuatan Polymer Polyester
PT
Polychem
Indonesia
Tbk memproduksi poliester jenis Partially Oriented
Yarn yang selanjutnya akan disebut POY, Polyester Staple Fibre yang
selanjutnya kan disebut PSF dan CHIP. Untuk jenis POY produknya merupakan
serat sintesis berbentuk benang gulungan sedangkan PSF merupakan serat sintesis
yang berbentuk kapas, yang membedakan kedua jenis poliester ini adalah jenis
bahan baku tambahan yang digunakan. Sedangkan untuk CHIP yang hanya
menggunakan poliester sebagai bahan utama tanpa tambahan bahan apapun
merupakan serat sintesis yang berbentuk butiran padat.
Proses pembuatan poliester dibagi menjadi beberapa seksi yaitu:
1. Seksi persiapan bahan baku utama dan bahan baku pembantu.
a. Pengisian bubuk PTA kedalam PTA storage silo, dimana untuk PTA
berasal dari container di curah ke rotary feeder, kemudian dengan bantuan
gas nitrogen bertekanan di kirim ke storage silo (ada dua unit), sedangkan
jika PTA berasal dari karung lewat feed hopper dan vibrating screen (ada
tiga unit) turun menuju feed silo (satu unit) dengan bantuan rotary feeder,
kemudian dari feed silo turun dengan bantuan rotary feeder dan gas
nitrogen bertekanan di kirim ke storage silo. PTA dari storage silo
kemudian di kirim dengan bantuan rotary feeder dan gas nitrogen
bertekanan dikirim ke PTA silo (satu unit) di gedung Poly.
b. Persiapan pembuatan larutan Catalyst, dimana sejumlah EG dicampur
dengan sejumlah bubuk Catalyst, kemudian diaduk, sehingga didapat
larutan Catalyst dengan konsentrasi tertentu.
c. Persiapan pembuatan Suspensi TiO
2, dimana sejumlah EG dicampur
dengan sejumlah bubuk Hombitan, kemudian digiling dan diaduk serta
diputar, sehingga didapat suspensi TiO
2dengan konsentrasi dan kehalusan
tertentu.
d. Persiapan pembuatan EG-PTA Pasta, dimana secara kontinyu sejumlah
tertentu PTA, EG dan Larutan Catalyst dicampur dan diaduk, sehingga
membentuk campuran seperti pasta dengan Mole Ratio EG : PTA tertentu.
2. Seksi Esterifikasi
a. Dari tangki EG-PTA pasta, dengan pompa screw dialirkan menuju reaktor
Esterifikasi tahap I, secara kontinyu.
b. Jenis reaktor Esterifikasi I ini adalah Continous Stirred Tan Reactor Non
Adiabatic, sedangkan reaksi yang terjadi adalah Endothermis, sehingga
selain dilengkapi pengaduk, reaktor ini juga dilengkapi dengan sistem
pemanas jacket dan coil.
c. Reaksi yang terjadi adalah antara EG dan PTA membentuk Ester dan Air.
d. Kondisi operasi redaksi ini di reaktor Esterifikasi I: Phase reaksi: Cair,
e. Monomer dari reactor Esterifikasi tahap I akan mengalir menuju reaktor
Esterifikasi tahap II lewat pompa transfer produk, dan pada reactor
Esterifikasi tahap II ini Suspensi TiO
2dimasukkan dengan jumlah tertentu
secara kontinyu.
f. Jenis reaktor Esterifikasi II ini juga Continous Stirred Tan Reactor Non
Adiabatic, sedangkan reaksi yang telah terjadi adalah Endothermis,
sehingga selain dilengkapi pengaduk, reaktor ini juga dilengkapi dengan
sistem pemanas jacket dan coil.
g. Kondisi operasi eaksi di reaktor Esterifikasi II: Phase : Cair, Tekanan :
1,05 ~ 1,06 Bar(abs), Temperature : 267 ~ 269
oC
h. Media pemanas reaktor Esterifikasi tahap I dan II dipakai uap Downtherm
A (evaporator) untuk jacket dan coilnya cairan Downtherm RP (pompa
sirkulasi)
i. Suspensi TiO
2dari tangki persiapan TiO
2dialirkan kontinyu dengan TiO
2dosing pump dalam jumlah tertentu ke dalam reaktor Esterifikasi tahap II
ini.
j. Gas-gas dan uap air yang masih mengandung Ethylene Glycol akan
terbentuk di dalam reactor selama proses reaksi Esterifikasi berjalan, dan
komponen-komponen tersebut akan mengalir ke Coloum Distilasi untuk
dipisahkan.
k. Ethylene Glycol dari hasil pemisahan sebagai hasil bawah Coloum
Distilasi akan dikembalikan ke reaktor Esterifikasi tahap I dan II dalam
jumlah tertentu dan sisanya dialirkan ke EG Split Vessel, sedangkan air
sebagai hasil atas Coloum Distilasi sebagai pengatur kondisi operasi dan
yang sebagian lagi dialirkan ke Waste Water Treatment Plant secara
gravitasi.
3. Seksi Prepolykondensasi
a. Ester / Monomer dari reaktor Esterifikasi II mengalir secara kontinyu ke
reaktor Prepolykondensasi I, karena perbedaan tekanan di dalam reaktor.
b. Jenis reaktor Prepolykondensasi I adalah Continous Tank reactor Non
Adiabatic, sedangkan reaksi yang terjadi endothermis, jadi perlu pemanas
di jacket dan coilnya.
c. Media pemanas di reactor Prepolykondensasi I, untuk coil dipakai cairan
Downtherm RP, sedang untuk jacketnya dipakai uap Downtherm A.
d. Reaksi yang tejadi adalah antara Monomer dan Monomer membentuk
Prepolymer dan uap EG, dimana prepolymer adalah polymer dengan
kekentalan / viscositas masih rendah.
e. Kondisi operasi reaktor Prepolykondensasi I ini adalah : Phase reaksi :
Cair, Tekanan : 120 ~ 130 mBar(abs), temperatur : 275 ~ 277
oC.
f. Karena perlu kondisi tekanan rendah / vacuum, maka reaktor ini
dilengkapi dengan sistem vacuum, yaitu:
- Scrapper Condensor.
- Pompa sirkulasi EG.
- EG Cooler.
- Tangki Immersion EG.
- Pompa Vacuum.
g. Kemudian prepolymer produk dari reaktor Prepolykondensasi I
viscositasnya dinaikkan lagi di reaktor Prepolykondensasi tahap II.
h. Pengiriman secara kontinyu Prepolymer dari reaktor Prepolykondensasi
tahap I ke tahap II berdasarkan perbedaan tekanan dari masing-masing
reaktor.
i. Jenis reaktor Prepolykondensasi II adalah Disc Ring Reactor Non
Adiabatic yaitu berbentuk silinder horisontal dengan bentuk berupa
cincin-cincin pipih dari ujung ke ujung dan reaksi yang terjadi adalah
Endothermic, sehingga reaktor ini juga dilengkapi juga sistem pemanas
akanal jacket.
j. Media pemanas di reaktor Prepolykondensasi II dipakai cairan
Downtherm Rp, kanal jacketnya.
k. Kondisi operasi reaktor Prepolykondensasi II ini adalah : Phase reaksi :
l. Karena tekanan di dalam reaktor Prepolykondensasi II lebih rendah dari
pada reaktor Prepolykondensasi I, maka diperlukan sistem vacuum dengan
alat utama Scrapper Condensor.
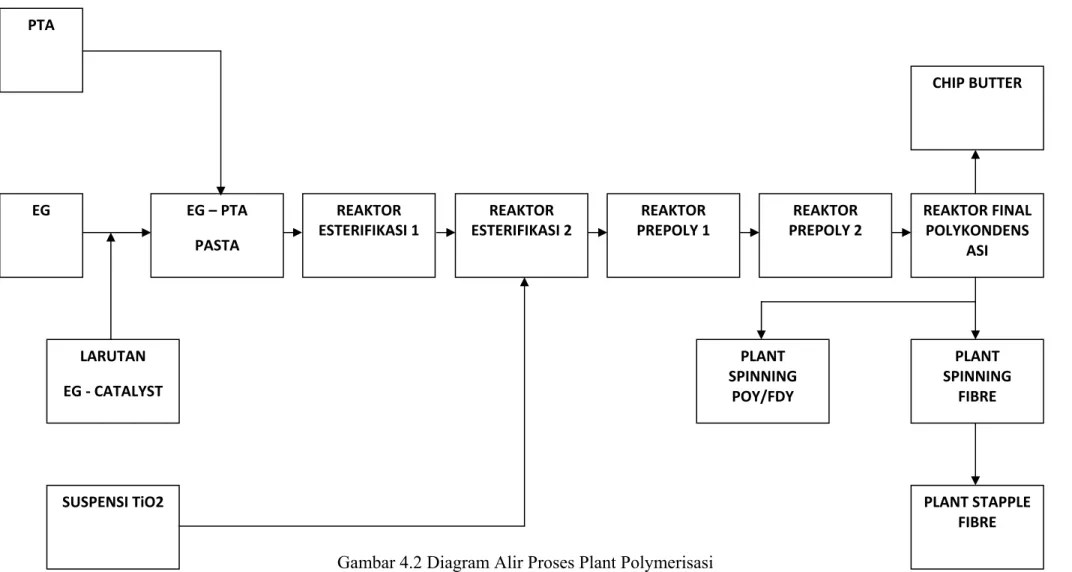
Gambar 4.2 Diagram Alir Proses Plant Polymerisasi
EG LARUTAN EG ‐ CATALYST EG – PTA PASTA REAKTOR ESTERIFIKASI 1 REAKTOR ESTERIFIKASI 2 SUSPENSI TiO2 PLANT SPINNING POY/FDY PLANT STAPPLE FIBRE PLANT SPINNING FIBRE CHIP BUTTER REAKTOR PREPOLY 2 REAKTOR FINAL POLYKONDENS ASI REAKTOR PREPOLY 14.3 Perhitungan Minimalisasi Biaya Produksi Poliester 4.3.1 Formulasi Minimalisasi Biaya Produksi Poliester
Model formulasi minimalisasi yang akan digunakan untuk memecahkan permasalahan biaya produksi yang dihadapi oleh perusahaan adalah dengan menggunakan metode linear programming.
Model linear programming ini dapat dibuat berdasarkan dari perhitungan dan data-data yang telah dikumpulkan sebelumnya, di mana formulasi model linear programming ini bertujuan untuk meminimalisasi biaya produksi produk poliester dengan jenis POY, PSF dan CHIP.
PT Polychem Indonesia Tbk memproduksi 3 jenis poliester yaitu POY, PSF dan CHIP. Biaya produksi ketiganya sangat dipengaruhi oleh 3 faktor utama yaitu biaya bahan baku khususnya poly, upah tenaga kerja dan biaya overhead. Setiap produk poliester memiliki faktor biaya tertentu, sebagai berikut.
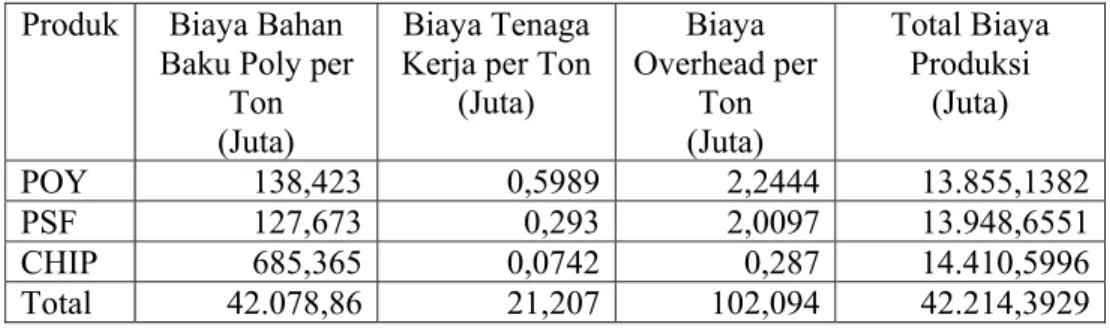
Tabel 4.1 Biaya Produksi Poliester PT Polychem Indonesia Tbk
Produk Biaya Bahan Baku Poly per
Ton (Juta)
Biaya Tenaga Kerja per Ton
(Juta) Biaya Overhead per Ton (Juta) Total Biaya Produksi (Juta) POY 138,423 0,5989 2,2444 13.855,1382 PSF 127,673 0,293 2,0097 13.948,6551 CHIP 685,365 0,0742 0,287 14.410,5996 Total 42.078,86 21,207 102,094 42.214,3929
PT Polychem Indonesia membutuhkan paling sedikit Rp 42.078.860.000 untuk biaya bahan baku Poly, Rp 21.207.000 untuk biaya tenaga kerja dan Rp
102.094.000 untuk biaya overhead. Biaya produksi POY adalah Rp 141.260.000 per ton, PSF Rp 29.970.000per ton dan CHIP Rp 685.720.000 per ton. Peneliti ingin mengetahui berapa banyak ton yang harus diproduksi oleh PT Polychem Indonesia dalam rangka meminimalkan biaya produksi poliester.
1. Variabel Keputusan
Sebelum melakukan formulasi model, terlebih dahulu dilakukan pendefinisian variabel keputusan. Karena permasalahan yang dihadapi pada perusahaan adalah biaya produksi, maka variabel keputusan yang akan digunakan dalam memecahkan permasalahan adalah jumlah produksi poliester dengan penjabaran sebagai berikut:
X1 = Jumlah produksi poliester jenis POY X2 = Jumlah produksi poliester jenis PSF X3 = Jumlah produksi poliester jenis DTY 2. Fungsi Tujuan
Berdasarkan perumusan dan identifikasi permasalahan yang sudah dijelaskan pada Bab 1, bahwa PT Polychem Indonesia Tbk sering mengalami masalah dengan biaya produksi produk poliester. Biaya produksi yang dikeluarkan melebihi anggaran yang telah ditetapkan oleh perusahaan.
Berdasarkan permasalahan tersebut, maka fungsi tujuan dari model formulasi minimalisasi dengan metode linear programming adalah untuk meminimalisasi biaya produksi produk poliester pada PT Polychem Indonesia Tbk. Adapun fungsi tujuan dari model ini adalah sebagai berikut:
Zmin (Juta Rupiah) = 141,26 X1 + 129,97 X2 + 685,72 X3
Nilai Zmin yang akan diperoleh nantinya merupakan biaya produksi minimal untuk produk poliester yang seharusnya dikeluarkan oleh pihak perusahaan setiap harinya.
3. Fungsi Kendala Model
Agar fungsi tujuan dalam model formulasi yang telah dirumuskan tersebut dapat tercapai, maka diperlukan fungsi kendala agar masalah tersebut dapat dipecahkan dengan model tersebut. Fungsi-fungsi kendala adalah persamaan matematis yang akan membatasi solusi yang akan dihasilkan. Pada pembahasan ini, kendala yang digunakan adalah kendala bahan baku jenis Poly, biaya tenaga kerja dan biaya overhead. Dengan syarat X1 ≠ 0, X2 ≠ 0 dan X3 ≠ 0.
a. Kendala keterbatasan bahan baku Poly
Bahan baku utama dalam proses pembutan poliester adalah Poly, dikarenakan produksi Poly setiap harinya terbatas maka bahan baku yang digunakan untuk proses pembuatan poliester pun terbatas. Poly yang tersedia digunakan untuk memproduksi berbagai macam produk poliester sehingga diperlukan pembagian yang tepat. Perolehan angka merupakan data langsung yang diberikan oleh perusahaan.
Berdasarkan data yang ada maka dapat dibuat persamaan linear untuk kendala ke 1 yaitu:
138,423X1 +127,673X2 + 685,365X3 ≥ 42.078,86 Juta b. Kendala keterbatasan tenaga kerja
Kendala keterbatasan tenaga kerja yang dimaksud dalam penelitian ini adalah keterbatasan biaya tenaga kerja. Setiap produk poliester membutuhkan biaya tenaga kerja yang berbeda-beda menurut masing-masing jenisnya.
Berdasarkan data yang ada dilampiran maka dapat dibuat persamaan linear untuk kendala ke 2 yaitu:
0,5989X1 + 0,293X2 + 0,0742X3 ≥ 21,207 Juta c. Kendala keterbatasan overhead pabrik
Dalam penelitian ini biaya overhead yang dimasukkan ke dalam perhitungan adalah biaya tenaga kerja tidak langsung dan biaya depresiasi. Sedangkan biaya yang lainnya tidak dimasukkan ke dalam perhitungan karena tidak mengeluarkan biaya seperti yang dianggarkan oleh perusahaan.
Berdasarkan data yang ada dilampiran maka dapat dibuat persamaan linear untuk kendala ke 3 yaitu:
2,2444X1 + 2,0097X2 + 0,287X3 ≥ 102,094 Juta
4. Model dan Perhitungan Minimisasi
Setelah melakukan formulasi terhadap fungsi tujuan dan fungsi kendala untuk memecahkan permasalahan biaya produksi pada PT Polychem Indonesia Tbk, langkah selanjutnya adalah menentukan jumlah produksi poliester dan biaya produksi poliester yang optimal. Dengan cara menggabungkan fungsi tujuan dan fungsi kendala, maka bentuk dari model Linear Programming untuk menentukan jumlah produksi poliester dan biaya produksi poliester yang optimal adalah:
Fungsi tujuan:
Zmin (Juta Rupiah) = 141,26 X1 + 129,97 X2 + 685,72 X3 Di mana:
X1 = Jumlah biaya produksi poliester jenis POY X2 = Jumlah biaya produksi poliester jenis PSF X3 = Jumlah biaya produksi poliester jenis CHIP Fungsi kendala:
- Fungsi kendala bahan baku Poly (Juta Rupiah)
138,423X1 +127,673X2 + 685,365X3 ≥ 42.078,86 Juta - Fungsi kendala biaya tenaga kerja (Juta Rupiah)
0,5989X1 + 0,293X2 + 0,0742X3 ≥ 21,207 Juta - Fungsi kendala biaya overhead (Juta Rupiah)
2,2444X1 + 2,0097X2 + 0,287X3 ≥ 102,094 Juta
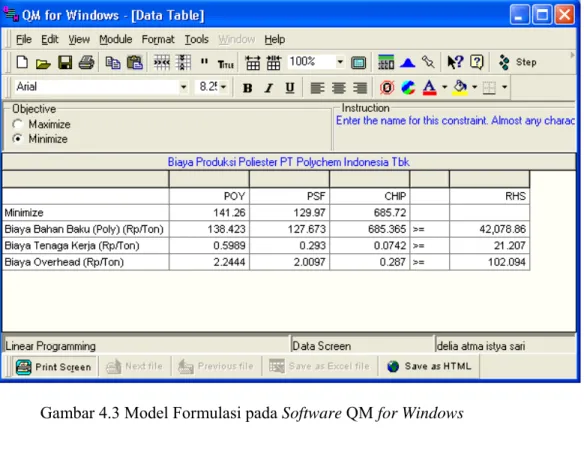
Dari model formulasi diatas, kemudian penyelesaian model formulasi matematis linear programming ini dilakukan dengan bantuan software QM for Windows. Berikut hasil yang diperoleh menggunakan software QM for Windows:
Gambar 4.3 Model Formulasi pada Software QM for Windows
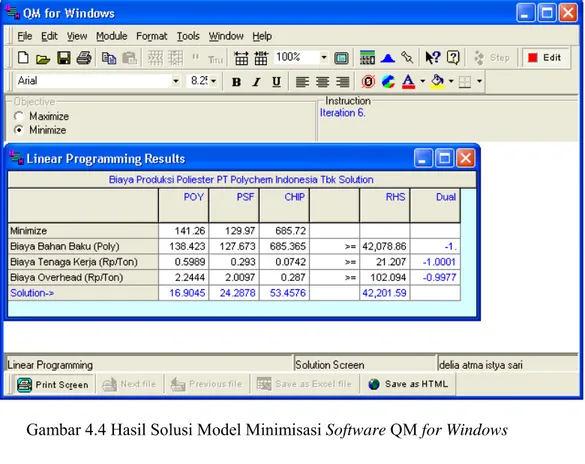
Setelah melakukan penulisan model formulasi pada software QM for windows, seperti dapat dilihat pada Gambar 4.3, langkah selanjutnya adalah menemukan solusi dari permasalahan tersebut. Hasil atau solusi dari permasalahan tersebut dapat dilihat pada gambar 4.4.
Gambar 4.4 Hasil Solusi Model Minimisasi Software QM for Windows
5. Output Ranging
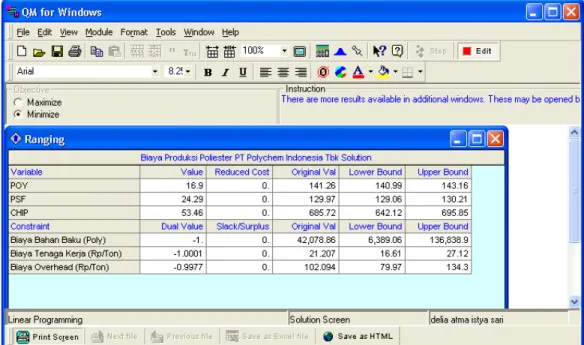
Setelah dilakukan penghitungan terhadap permasalahan minimalisasi biaya produksi, langkah selanjutnya adalah melakukan ranging terhadap model tersebut untuk mengetahui batas maksimal (minimum dan maksimum) pada koefisien variabel dan pada nilai kendala, di mana rentang nilai antara Lower Bond dan Upper Bond. Penambahan atau pengurangan nilai solusi yang optimal adalah sebanding dengan penambahan atau pengurangan koefisien variabel atau nilai kendala.
Gambar 4.5 Output Ranging
4.3.2 Analisa Hasil Perhitungan Minimalisasi Biaya Produksi Poliester Berdasarkan perumusan masalah yang telah diuraikan pada Bab 1, bahwa PT Polychem Indonesia Tbk mengalami masalah dengan biaya produksi poliester. Biaya produksi yang dikeluarkan melebihi anggaran yang telah ditetapkan oleh perusahaan. Oleh karena itu, tujuan dari pembentukan model formulasi ini adalah untuk membantu perusahaan dalam meminimalisasi biaya produksi dengan kerterbatasan bahan baku Poly, keterbatasan biaya tenaga kerja, dan juga keterbatasan biaya overhead sehingga dapat diketahui jumlah produksi optimal dengan keterbatasan tersebut.
Maka fungsi tujuan untuk model formulasi tersebut adalah untuk meminimalisasi biaya produksi poliester yang terdiri dari jenis POY, PSF dan CHIP. Metode optimasi yang digunakan untuk menyelesaikan permasalahan
tesebut adalah metode linear programming. Penyelesaian model matematis linear programming ini diselesaikan dengan menggunakan bantuan software QM for Windows.
Untuk menyelesaikan permasalahan tersebut, maka diperlukan beberapa fungsi kendala, antara lain fungsi pembatas anggaran bahan baku, anggaran tenaga kerja, anggaran overhead. Penyelesaian fungsi tujuan dan fungsi kendala dari model formulasi dapat dilihat pada sub-sub bab 4.3.1.
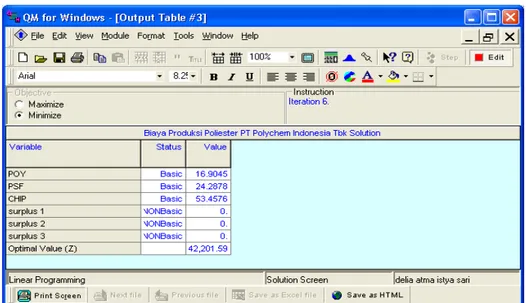
Berdasarkan hasil perhitungan dengan menggunakan bantuan software QM for Windows, diperoleh hasil optimasi sebagai berikut:
Gambar 4.6 Solution list
Berdasarkan hasil optimasi tersebut dapat dilihat bahwa biaya produksi poliester yang optimal atau yang seharusnya dikeluarkan dikeluarkan oleh PT Polychem Indonesia Tbk sebesar Rp 42.201.590.000 per hari dengan produksi
poliester yang optimal per hari sebesar 16,9045 ton untuk POY; 24,2878 ton untuk PSF dan 53,4576 ton untuk CHIP.
Setelah diperoleh solusi optimal, perlu dilakukan analisis atau solusi tambahan untuk mendapatkan informasi tambahan yaitu ranging. Di mana dari hasil analisa tersebut diperoleh range atau batasan toleransi koefisien untuk mengetahui batas maksimal (minimum dan maksismum) pada koefisien variabel dan kendala.
Ranging diperoleh dengan menggunakan bantuan software QM for Windows. Untuk hasil ranging yang dibahas adalah hasil minimum produksi dan maksimum produksi poliester. Maka berdasarkan hasil dari software QM for Windows diperoleh, range atau toleransi biaya produksi untuk setiap jenis poliester (Juta Rupiah):
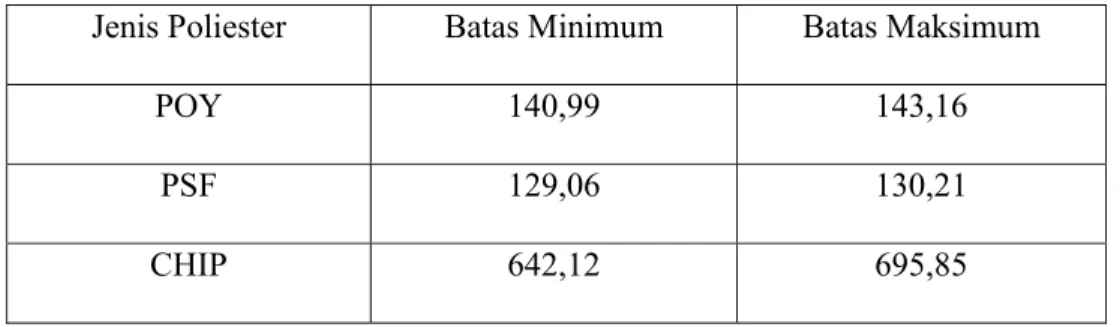
Tabel 4.2 Range Biaya Produksi Poliester
Jenis Poliester Batas Minimum Batas Maksimum
POY 140,99 143,16 PSF 129,06 130,21 CHIP 642,12 695,85
Berdasarkan Tabel 4.2 di atas, maka dapat dilihat bahwa range atau batasan toleransi nilai RHS (Righthand Side Ranges) untuk setiap jenis poliester. Batas minimum diatas artinya nilai RHS yang terdapat pada fungsi dapat diubah nilainya menjadi lebih kecil dengan batas tersebut. Sedangkan
batas maksimum adalah nilai RHS yang terdapat pada fungsi dapat diubah nilainya menjadi lebih besar dengan batas tersebut.
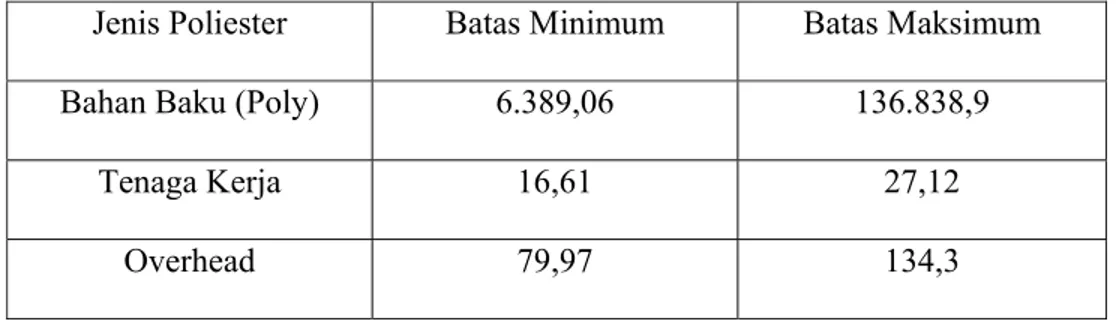
Dan berdasarkan hasil analisa ranging, juga dapat diketahui range total biaya produksi poliester per hari. Range biaya produksi poliester per hari yang diperoleh (Juta Rupiah):
Tabel 4.3 Range Biaya Produksi Poliester per Hari
Jenis Poliester Batas Minimum Batas Maksimum
Bahan Baku (Poly) 6.389,06 136.838,9
Tenaga Kerja 16,61 27,12
Overhead 79,97 134,3
4.3.3 Simulasi Perhitungan Minimalisasi Biaya Produksi Poliester
Setelah dilakukan penghitungan menggunakan metode linear programming dengan bantuan software QM for Windows diperoleh nilai rata-rata biaya produksi poliester per harinya diatas maka perlu dilakukan simulasi penghitungan untuk mengetahui biaya produksi yang efisien apabila terjadi:
1. Peningkatan permintaan Poliester sebesar 10%
Zmin (Juta Rupiah) = 141,26 (18,59495X1)+ 129,97 (26,71658X2)+ 685,72 (58,80336X3) = 49.868,155
Apabila terjadi peningkatan permintaan Poliester sebesar 10% yang semula X1 = 16,9045 ton; X2 = 24,2878 ton; X3 = 53,4576 ton menjadi X1 = 18,59495
ton; X2 = 26,71658 ton; X3 = 58,80336 ton maka biaya produksi poliester meningkat menjadi Rp 49.868.155.000 per hari
2. Penurunan permintaan Poliester sebesar 10%
Zmin (Juta Rupiah) = 141,26 (15,21405X1)+ 129,97 (21,85902X2)+ 685,72 (48,11184X3) = 37.981,404
Apabila terjadi penurunan permintaan poliester sebesar 10% yang semula X1 = 16,9045 ton; X2 = 24,2878 ton; X3 = 53,4576 ton menjadi X1 = 15,21405 ton; X2 = 21,85902 ton; X3 = 48,11184 ton maka biaya produksi poliester menurun menjadi Rp 37.981.404.000 per hari
3. Peningkatan harga bahan baku Poly sebesar 10%
Zmin (Juta Rupiah) = 155,386 (16,9045X1) + 129,97 (24,2878X2) + 685,72 (53,4576X3) = 42.440,35348
Apabila terjadi peningkatan harga bahan baku Poly sebesar 10% yang semula Rp 141.260.000 per hari menjadi Rp 155.386.000 per hari maka biaya produksi poliester meningkat menjadi Rp 42.440.353.480 per hari
4. Peningkatan biaya tenaga kerja sebesar 10%
Zmin (Juta Rupiah) = 141,26 (16,9045X1) + 142,967 (24,2878X2) + 685,72 (53,4576X3) = 42.516,13189
Apabila terjadi peningkatan biaya tenaga kerja sebesar 10% yang semula Rp 129.970.000 per hari menjadi Rp 142.967.000 per hari maka biaya produksi poliester meningkat menjadi Rp 42.516.131.890 per hari
5. Peningkatan biaya overhead sebesar 10%
Zmin (Juta Rupiah) = 141,26 (16,9045X1) + 129,97 (24,2878X2) + 754,292 (53,4576X3) = 45.867,25506
Apabila terjadi peningkatan biaya overhead sebesar 10% yang semula Rp 685.720.000 per hari menjadi Rp 754.292.000 per hari maka biaya produksi poliester meningkat menjadi Rp 45.867.255.060 per hari