BAB 2
TINJAUAN PUSTAKA
2.1. Aliran Proses
Aliran proses merupakan suatu hubungan langsung dengan transformasi
prosesnya sendiri yang dapat dipandang sebagai suatu rangkaian aliran yang
menghubungkan masukan kepada keluaran, atau dengan kata lain aliran proses adalah
peta aliran (flow chart), yang menggambarkan dan memperbaiki proses transformasi dalam sistem produksi, mulai dari bahan baku, rancangan kerja dan tahapan proses itu
sendiri. Suatu proses adalah setiap bagian dari organisasi yang mengambil input dan
mentransformasikannya menjadi output, yang diharapkan akan memiliki nilai tambah bagi organisasi dibandingkan dengan input awalnya (Aulia ishak,2010).
2.1.1 Peta Aliran Proses
Peta aliran proses merupakan suatu diagram yang menggunakan urutan-urutan
dari operasi, pemeriksaan, transportasi, menunggu, dan penyimpanan yang terjadi
selama satu proses kerja berlangsung, serta didalamnya memuat informasi-informasi
yang diperlukan untuk analisa seperti waktu yang dibutuhkan dan jarak perpindahan.
Peta aliran proses digunakan untuk mengetahui aliran bahan mulai masuk proses
hingga aktivitas berakhir, sehingga dapat diketahui jumlah kegiatan yang dialami oleh
bahan selama proses sedang berlangsung, dan sebagai alat untuk melakukan
Kegunaan lain dari peta aliran dapat menggambarkan dan memperbaiki proses
transformasi dalam sistem produksi dalam meningkatkan efektivitas dan efisiensi
proses produksi. Ada lima elemen yang mungkin diubah dalam peta aliran proses
seperti bahan baku, rancangan kerja, tahapan proses yang digunakan, informasi
pengendalian manajemen dan peralatan yang digunakan. Untuk menggambarkan peta
aliran proses secara rinci dalam manufaktur dapat dilakukan dengan melaksanakan
empat prinsip dokumen yaitu gambar perakitan, bagan perakiatan, routing sheet dan peta aliran proses.
2.1.2. Peta Proses Operasi
Peta proses operasi merupaka suatu diagram yang menggambarkan
langkah-langkah proses yang akan dialami bahan baku mengenai urutan-urutan operasi dan
pemeriksaan, jadi dalam suatu peta proses operasi yang dicatat hanyalah
kegiatan-kegiatan dan pemeriksaan saja. Peta proses operasi dapat digunakan untuk mengetahui
kebutuhan mesin dan penggunaannya, sebagai alat untuk menentukan tata letak pabrik
dan sebagai alat untuk melakukan perbaikan cara kerja yang sedang digunakan saat
ini, serta untuk pelatihan kerja.
Ada dua hal utama yang membedakan antara peta proses operasi dengan peta
aliran proses yaitu:(Sofyan, 2011).
a. Peta aliran proses memperlihatkan semua aktivitas-aktivitas dasar, opersi,
transportasi, menunggu dan menyimpan. Sedangkan pada peta proses operasi
b. Peta aliran proses menganalisa setiap komponen yang diproses secara lebih
lengkap dibandingkan peta operasi dan memungkinkan untuk digunakan
setiap proses.
2.1.3. Simbol-simbol Pada Peta Aliran Proses
Simbol-simbol peta kerja yang ada sekarang dikembangkan oleh Gilbreth,
kemudian pada tahun 1947, American Society of Mechanical Engineers (ASME), membuat standar simbol-simbol peta sebanyak lima simbol. Simbol ini digunakan
untuk tujuan analisis yang biasanya dibuat suatu peta aliran proses. Simbol-simbol
yang digunakan dalam peta aliran proses sebagai berikut:(IshakAulia, 2010).
Operasi
Kegiatan operasi terjadi apabila suatu objek (material) akan mengalami
proses perubahan sifat (fisik dan kimia), dalam suatu proses
transformasi.
Pemeriksaan/ Inspeksi
Suatu kegiatan pemeriksaan terjadi apabila benda kerja atau peralatan
mengalami pemeriksaan baik untuk segi kualiatas maupun kuantitas.
Transportasi
Suatu kegiatan transportasi terjadi apabila benda kerja, pekerja atau
perlengkapan lainnya mengalami perpindahan tempat yang bukan
Menunggu (Delay)
Proses menunggu terjadi apabila material, benda kerja, pekerja, atau
perlengkapan tidak mengalami kegiatan apa-apa selain menunggu
(sementara).
Menyimpan(Storage )
Proses menyimpan terjadi apabila benda kerja disimpan untuk jangka
waktu yang cukup lama.
Aktivitas gabungan
Kegiatan ini terjadi apabila antara aktivitas operasi dan pemeriksaan
dilakukan bersamaan atau dilakukan pada suatu tempat kerja.
2.2. Pemborosan (Waste)
Pemborosan (waste) dapat didefinisikan sebagai segala aktivitas kerja yang tidak memberi nilai tambah dalam proses transformasi input menjadi output sepanjang value stream. Terdapat tujuh pemborosan (waste) yang dikenal dalam dunia industri dan ikut mempengaruhi biaya produksi. Ketujuh jenis pemborosan
tersebut yang dirumuskan oleh Ohno adalah (Dewi, S 2010).
1. Produksi yang berlebih (Overproduction)
Overproduction (produksi berlebih) adalah memproduksi melebihi dari yang dibutuhkan, overproduction merupakan waste yang memberi dampak paling serius. Produksi yang berlebih mengakibatkan meningkatnya resiko
aliran informasi dan material. Memproduksi sesuatu lebih awal dan dalam
jumlah yang lebih besar dari pada yang dibutuhkan merupakan
overproduction. 2. Menunggu (Waiting)
Waiting (menunggu) adalah semua hal yang membuat aktivitas terhenti, baik pada mesin maupun pekerja sehingga menimbulkan pemborosan. Dapat
berupa proses menunggu kedatangan material, informasi, peralatan dan
perlengkapan sedangkan Pekerja hanya mengamati mesin yang sedang
berjalan, atau material yang keluar dari satu proses dan tidak langsung
dikerjakan di proses selanjutnya.
3. Transportasi yang berlebih (Transportation)
Transportasi adalah perpindahan produk antar proses merupakan kegiatan
yang tidak menambah nilai dapat berupa pemborosan waktu karena jarak
gudang atau bahan baku dari mesin satu ke mesin lainya. Transportasi yang
efisien adalah perpindahan yang dilakukan langsung menuju tempat dimana
produk tersebut dapat langsung digunakan.
4. Proses yang berlebih (Overprocessing)
Overprocessing (proses yang tidak tepat) adalah melakukan proses atau aktivitas yang tidak perlu dan tidak memberi nilai tambah pada produk
hanya menambah biaya dan waktu produksi. Pemborosan ini sering kali
Pemborosan ini menyebabkan timbulnya unnecessary motion dan memproduksi produk cacat, ketidaksesuaian proses atau metode operasi
produksi yang diakibatkan oleh penggunaan tool yang tidak sesuai dengan
fungsinya.
5. Persedian yang tidak perlu ( Unncessary inventory)
Inventory adalah simpanan cadangan yang berlebih. Inventory dapat berupa bahan baku, work in process, dan produk jadi yang berlebih, adanya
inventory berlebih membutuhkan perlakuan ekstra yang seharusnya bisa diminimalkan, seperti lokasi penyimpanan, administrasi, dan biaya. Dampak
lain dari inventory adalah meningkatnya lead time.
6. Gerakan yang tidak perlu (Unnecessary motion)
Unnecessary Motion adalah dapat berupa gerakan-gerakan yang berlebih atau tidak diperlukan. Operator dapat terlihat sibuk padahal ia hanya
mondar-mandir mengembalikan peralatan dan tidak memberi nilai tambah
pada produk atau operator dalam keadaan membungkuk.
7. Produk cacat (Defect)
Defect (produk cacat) adalah hasil produksi yang tidak sesuai dengan harapan, adanya proses pengerjaan ulang (rework) dan klaim dari pelanggan. Ini merupakan pemborosan, karena perusahaan harus mengeluarkan biaya,
material, tenaga dan waktu ekstra untuk memperbaiki atau membuat produk
2.3 Value Added (VA) dan Non Value Added Activity (NVA)
Value stream mapping memetakan semua aktifitas yang terdapat dalam proses manufaktur, baik yang memberi nilai tambah maupun yang tidak memberi nilai
tambah (value added and non value added activity). Berikut kategori aktivitas yang dipetakan pada Value Steam Mapping.
2.3.1 Value Added (VA) Activities
Value added (VA) activities merupakan aktivitas atau proses yang membawa perubahan atau menambah fungsi pada produk, seperti merubah bahan baku menjadi
produk jadi. Value added activities juga sering didefinisikan sebagai proses utama yang merubah bentuk produk atau jasa menjadi lebih bernilai, dimana konsumen
bersedia membayar atas nilai tersebut. Misalnya proses assembly pada perusahaan koroseri, priting pada perusahaan percetakan, packing pada perusahaan farmasi, dan lain-lain.
2.3.2 Non Value Added (NVA) Activities
2.4. Value Stream Mapping (VSM)
Value stream mapping sadalah sekumpulan dari seluruh kegiatan yang di dalamnya terdapat kegiatan yang memberikan nilai tambah dan yang tidak
memberikan nilai tambah yang dibutuhkan untuk membawa produk maupun satu
grup produk dari sumber yang sama untuk melewati aliran-aliran utama, mulai dari
raw material hingga sampai ke tangan konsumen. Tujuan dari value stream mapping
adalah untuk mengetahui dengan jelas sumber-sumber pemborosan dan membantu
membuat area target bagi proses perbaikan yang nyata (Hartini, 2009).
Value stream mapping merupakan suatu alat perbaikan (tool) dalam perusahaan yang digunakan untuk membantu memvisualisasikan proses produksi secara
menyeluruh, yang merepresentasikan baik aliran material juga aliran informasi.
Tujuan pemetaan ini adalah untuk mengidentifikasi seluruh jenis pemborosan di
sepanjang value stream dan untuk mengambil langkah dalam upaya mengeliminasi pemborosan tersebut (Ganpersz,V. 2011).
2.4.1 Pembuatan Current State Map
Pembuatan current state map dilakukan untuk memetakan kondisi di lantai pabrik saat ini, sehingga dapat mengidentifikasi pemborosan apa saja yang terjadi
2.4.2 Pembuatan Future State Map adalah: 1. Penentuan Takt Time
Takt time menyatakan seberapa sering seharusnya perusahaan memproduksi satu part atau produk dalam sehari berdasarkan rata-rata harian penjualan produk agar dapat memenuhi kebutuhan konsumen. Takt time dirumuskan sebagai berikut:
Day per Demand Custumer
day per work Available
TaktTime
Takt time digunakman untuk menyelaraskan langkah produksi dengan langkah penjualan sebagai suatu proses utama. Takt time merupakan nilai petunjuk berapa jumlah produk dalam satu proses harus diproduksi.
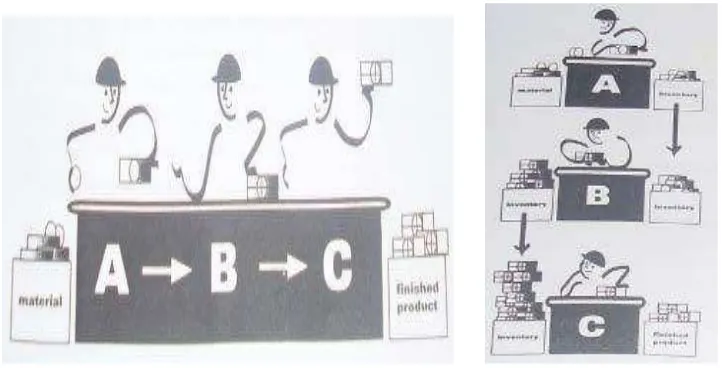
2. Mengembangkan aliran yang kontinu (continuous flow) di tempat yang memungkinkan. Continuous flow menunjukkan proses untuk memproduksi suatu produk dalam satu waktu dimana setiap item dengan segera melewati
melewati satu proses ke proses berikutnya tanpa adanya stagnasi (juga tidak
terdapat berbagai pemborosan) di antara proses tersebut. Contoh stasiun
kerja sebelum dan sesudah menerapkan continuous flow dapat dilihat pada Gambar 2.1. Pemetaan yang digunakan secara sederhana untuk
menunjukkan continuous flow adalah process box. Dalam menggambarkan
continuous-flow, maka dua atau lebih process box yang terdapat dalam current-state
akan dikombinasikan menjadi satu box dalam future state map.
Gambar 2.1. Contoh Proses Terisolasi Sebelum Penerapan
3. Menggunakan sistem tarik untuk mengontrol produksi saat aliran kontinu
(Continuous Flow) tidak sampai tahap upstream. Ada kalanya beberapa area dalam value stream dimana continuous flow tidak mungkin diimplementasikan sementara pengelompokan diperlukan. Ada beberapa
alasan yang bisa menyebabkan hal ini terjadi diantaranya:
a. Beberapa proses yang memang dirancang untuk beroperasi dalam
waktu siklus yang sangat cepat atau bahkan sangat lambat dan butuh
change over untuk melayani famili produk sekaligus.
Proses Ssesudah Menerapkan Continuous
Flow (b) Proses Sebelum Penerapan
b. Beberapa proses, seperti proses yang terdapat pada supplier, memiliki letak yang jauh sehingga pengiriman satu produk dalam satu waktu
menjadi tidak realistis.
c. Beberapa proses memiliki terlalu banyak lead-time atau sangatlah tidak masuk akal untuk menggabungkan secara langsung antara proses
yang satu dengan proses yang lain dalam satu continuous-flow. 4. Membangun level produksi yang konsisten.
Volume kerja yang berubah besar menyebabkan munculnya overtime
(waktu lembur) yang tidak menentu menyebabkan tambahan beban pada
mesin, orang dan pasar. Dengan demikian perlu dibuat satu level produksi
perintis yang dapat menangani aliran produksi yang bisa diprediksi, yang
dapat membantu mengatasi masalah dan maupu mengambil suatu tindakan
perbaikan yang cepat.
2.4.3 Bagian- Bagian VSM
Value stream mapping dapat menyajikan suatu titik balik yang optimal bagi setiap perusahaan yang ingin menjadi lebih baik dalam pemetaan aliran produksi.
VSM sebagai alat pemetaan pada proses produksi terdiri atas tiga bagian yaitu:
1. Proses maupun aliran produksi pada value stream mapping.
Proses atau aliran produksi adalah bagian dari peta yang sering diasosiasikan
2. Aliran informasi.
Aliran informasi dan komunikasi adalah bagian dari peta dimana value stream mapping berkembang tidak hanya sebagai aliran produk. Dengan menambahkan komunikasi kedalam peta memungkinkan kita mengetahui
komunikasi yang terjadi dalam proses baik secara formal maupun informal.
3. Time line and tranel distance
Pada bagian ini terdapat waktu pengerjaan produk, waktu transportasi, waktu
menunggu produk selama berada dalam value stream. Disamping waktu, juga perlu menambahkan jarak yang ditempuh antar proses dalam proses
produksi.
2.4.4 Penerapan Konsep Value Stream Mapping
Value stream mapping memudahkan pihak manjemen perusahaan dalam melakukan improvement pada proses manufaktur. Keuntungan-keuntungan yang
diperoleh dengan penerapan konsep value stream mapping adalah sebagai berikut: (Gaspersz,V.2011).
1. Value stream Mapping memvisualisasikan lebih dari sekedar level proses tunggal (single level process) tetapi keseluruhan dalam proses manufaktur.
2. Value stream Mapping membantu mendeteksi adanya waste dan sumbernya pada proses manufaktur.
4. Value stream mapping memudahkan bagi orang awam untuk memahami gambaran proses manufaktur.
2.5 Metode Yang Digunakan Dalam VSM
Perusahaan dapat memilih metode sesuai dengan kebutuhan dan tujuan yang
ingin dicapai serta kemungkinan penerapannya di perusahaan. Beberapa metode yang
dapat digunakan untuk mengurangi pemborosan (Liker,2006).
2.5.1 Standarisasi Kerja
Pembentukan proses dan prosedur yang terstandar merupakan kunci dalam
menciptakan kinerja yang konsisten. Standardisasi digerakkan oleh pekerja, bukan
diterapkan pada pekerja. Pekerja yang memahami pekerjaannya dengan cukup detail
dapat memberikan kontribusi yang besar terhadap standardisasi.
Standarisasi pekerjaan dapat diartikan bahwa proses dan panduan dalam proses
produksi didefinisikan dan dikomunikasikan secara jelas, dengan tingkat kerincian
yang tinggi, untuk mengeliminasi variasi dan asumsi yang salah dalam melakukan
pekerjaan. Terdapat tiga elemen dalam standardisasi kerja yaitu:
a. Standarisasi urutan pekerjaan, merupakan aturan bagi pekerja dalam
melakukan tugasnya, termasuk gerakan dan urutan proses.
b. Standarisasi timing, merupakan takt time. Takt time berarti waktu yang diperlukan untuk menyelesaikan satu pekerjaan sesuai dengan tingkat
menetapkan kecepatan produksi dan memberi sinyal kepada para pekerja
jika mereka terlalu cepat atau terlalu lamban.
c. Standarisasi persediaan antar proses, merupakan jumlah minimum unit
persediaan yang diperlukan untuk menyelesaikan pekerjaan yang
terstandarisasi tersebut. Hal ini diperlukan untuk menjaga supaya proses
produksi dapat berjalan dengan lancar.
2.5.2 Diagram SIPOC (Supplier, Input, Process, Output, Costumer)
Diagram SIPOC dapat digunakan untuk memberikan batasan atau ruang
lingkup penelitian sepanjang value stream. Diagram SIPOC adalah alat yang digunakan untuk mengidentifikasikan elemen yang berkaitan untuk pengembangan
proses sebelum proses pengembangan itu dimulai. Penggambaran ruang lingkup
dilakukan sebelum penggambaran lebih rinci untuk setiap proses. Nama SIPOC
merupakan akronim dari lima elemen utama dalam sistem kualitas yaitu:
a. Supplier adalah orang, departemen atau organisasi yang memberikan informasi kunci, material, atau sumber daya lain kepada proses. Jika suatu
proses terdiri dari beberapa sub proses, maka sub proses sebelumnya dapat
dianggap sebagai petunjuk pemasok internal (internal supplier).
b. Input adalah segala sesuatu yang diberikan oleh suppliers kepada proses. c. Process adalah sekumpulan langkah yang mentransformasi dan secara ideal
menambah nilai kepada input (proses transformasi nilai tambah kepada
d. Output adalah produk (barang atau jasa) dari suatu proses. Dalam industri manufaktur ouput dapat berupa barang setengah jadi maupun barang jadi
(final product). Termasuk kedalam output adalah informasi-informasi kunci dari proses.
e. Customer adalah orang atau kelompok orang, atau sub proses yang menerima output. Jika suatu proses terdiri dari beberapa sub proses, maka sub proses sesudahnya dapat dianggap sebagai pelanggan internal (internal customer).
2.5.3 Pengendalian Visual (Visual Control)
Sistem kendali visual adalah alat komunikasi tentang prosedur dan status
produksi yang digunakan dalam lingkungan kerja, untuk menunjukkan bagaimana
pekerjaan seharusnya dilakukan dan apakah terjadi penyimpangan terhadap standar,
sehingga pekerja dapat melakukan pekerjaannya secara efektif. Pengendalian visual
lebih dari sekedar mengungkapkan penyimpangan dari target atau tujuan melalui
bagan dan grafik dan menempatkannya agar dapat dilihat oleh orang banyak.
Beberapa alat yang termasuk ke dalam sistem kendali visual adalah:
a. Visual display, berupa grafik, tabel, prosedur dan dokumentasi proses sebagai referensi bagi pekerja produksi.
b. Visual control, merupakan indikator yang berfungsi sebagai pengendali atau sinyal. Termasuk ke dalamnya dalah informasi status produksi dan informasi
c. Visual process indicator, mengkomunikasikan proses produksi atau aliran bahan baku yang benar. Contohnya area lantai produksi yang dicat untuk
menyimpan produk yang tidak cacat.
2.5.4 SMED (Single-Minute Exchange of Dies)
Salah satu metode yang dapat memperbaiki tempat kerja adalah single minute exchange of dies (SMED) yang merupakan sebuah metodologi yang dikhususkan dalam pengurangan waktu setup. Tujuan akhir dari SMED adalah zero setup. Manfaat dari SMED antara lain dapat mengurangi persediaan, memperbaiki fleksibilitas,
meningkatkan kapasitas, dan dapat memberikan pelayanan yang lebih baik kepada
pelanggan.
2.6 Simbol-Simbol VSM
Simbol-simbol yang biasa digunakan dalam penggambaran aliran proses VSM
pada tahap ini dapat dilihat pada Tabel 2.1.
2.6.1. Simbol proses.
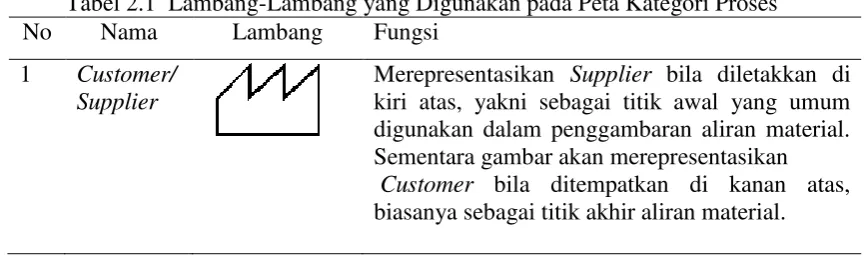
Tabel 2.1 Lambang-Lambang yang Digunakan pada Peta Kategori Proses
No Nama Lambang Fungsi
1 Customer/ Supplier
Merepresentasikan Supplier bila diletakkan di kiri atas, yakni sebagai titik awal yang umum digunakan dalam penggambaran aliran material. Sementara gambar akan merepresentasikan
Tabel 2.1 (Lanjutan) 2 Dedicated
Process
Menyatakan proses, operasi, mesin atau departemen yang melalui aliran material. Secara khusus, untuk menghindari pemetaan setiap langkah proses yang tidak diinginkan, maka lambang ini biasanya merepresentasikan satu departemen dengan aliran internal yang kontinu.
3
Shared Process
Menyatakan operasi proses, departemen atau stasiun kerja dengan famili-famili yang saling berbagi dalam value-stream. Perkiraan jumlah operator yang dibutuhkan dalam Value Stream
dipetakan, bukan sejumlah operator yang dibutuhkan untuk memproduksi seluruh produk.
4 Data Box Lambang ini memiliki lambang-lambang didalamnya yang menyatakan informasi / data yang dibutuhkan unuk menganalisis dan mengamati sistem.
5 Work Cell Mengindikasi banyak proses yang terintegrasi dalam sel-sel kerja manufaktur, seperti sel-sel yang biasa memproses famili terbatas dari produk yang sama atau produk tunggal. Produk berpindah dari satu langkah proses ke langkah proses lain dalam berbagai batch yang kecil atau bagian-bagian tunggal.
6 Inventory Menunjukkan keberadaan suatu inventory
diantara dua proses. Ketika memetakan current state, jumlah inventory dapat diperkirakan dengan satu perhitungan cepat, dan jumlah tersebut dituliskan dibawah gambar segitiga. Jika terdapat lebih dari satu akumulasi inventory, gunakan satu lambang untuk masing-masing
inventory. Lambang ini juga dapat digunakan untuk merepresentasikan penyimpanan bagi raw material dan finished goods.
7 Operator Lambang ini merepresentasikan operator. Lambang ini menunjukkan jumlah operator yang dibutuhkan untuk melakukan suatu proses.
2.6.2. Peta Aliran Material dan Informasi Keseluruhan Pabrik
Value stream mapping juga mencakup aliran material yang harus ada dalam peta. Selain aliran material, maka yang tak kalah pentingnya dalam value stream mapping adalah aliran informasi yang juga mencakup aliran yang ditunjukkan dengan ikon push arrow. Penggambaran shipments dan lead-time bar dari bahan mentah hingga produk jadi (finished good) yang telah berada di shipping-end untuk dikirim ke konsumen. Dengan demikian current state map telah lengkap. Pada tahapan ini, maka gambar yang telah dibuat pada tahap sebelumnya, disempurnakan dengan
lambang-lambang yang dapat dilihat pada Tabel 2.2.
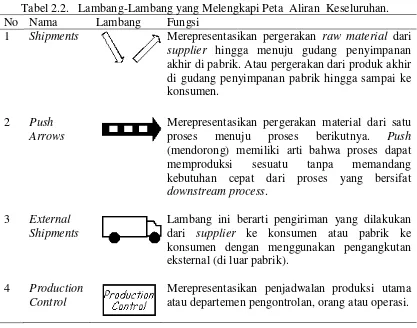
Tabel 2.2. Lambang-Lambang yang Melengkapi Peta Aliran Keseluruhan. No Nama Lambang Fungsi
1 Shipments Merepresentasikan pergerakan raw material dari
supplier hingga menuju gudang penyimpanan akhir di pabrik. Atau pergerakan dari produk akhir di gudang penyimpanan pabrik hingga sampai ke konsumen.
2 Push Arrows
Merepresentasikan pergerakan material dari satu proses menuju proses berikutnya. Push
(mendorong) memiliki arti bahwa proses dapat memproduksi sesuatu tanpa memandang kebutuhan cepat dari proses yang bersifat
downstream process. 3 External
Shipments
Lambang ini berarti pengiriman yang dilakukan dari supplier ke konsumen atau pabrik ke konsumen dengan menggunakan pengangkutan eksternal (di luar pabrik).
4 Production
Control
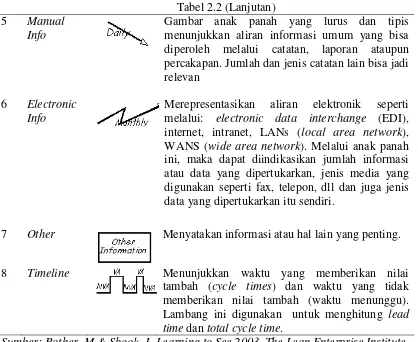
Tabel 2.2 (Lanjutan) 5 Manual
Info
Gambar anak panah yang lurus dan tipis menunjukkan aliran informasi umum yang bisa diperoleh melalui catatan, laporan ataupun percakapan. Jumlah dan jenis catatan lain bisa jadi relevan
6 Electronic Info
Merepresentasikan aliran elektronik seperti melalui: electronic data interchange (EDI), internet, intranet, LANs (local area network), WANS (wide area network). Melalui anak panah ini, maka dapat diindikasikan jumlah informasi atau data yang dipertukarkan, jenis media yang digunakan seperti fax, telepon, dll dan juga jenis data yang dipertukarkan itu sendiri.
7 Other Menyatakan informasi atau hal lain yang penting.
8 Timeline Menunjukkan waktu yang memberikan nilai tambah (cycle times) dan waktu yang tidak memberikan nilai tambah (waktu menunggu). Lambang ini digunakan untuk menghitung lead time dan total cycle time.
Sumber: Rother, M & Shook, J, Learning to See,2003, The Lean Enterprise Institute, Appendix A.
2.7 Identifikasi Akar Masalah
Dalam menjalankan usahanya, UD. Rezeki Prabot saat ini masalah yang di
hadapi sampai saat ini adalah sering terjadinya keterlambatan waktu penyelesaian
produk pintu yang mengakibatkan lead time semakin panjang dalam proses.
Identifikasi akar masalah bertujuan untuk mencari atau menganalisa penyebab
terjadinya masalah ini, dapat dilakukan dengan cara identifikasi 5W, analisis fishbone
2.7.1 “5W”
5 Why (5W) adalah metode pertanyaan yang digunakan untuk mengeksplorasi penyebab dari suatu masalah secara sistematis sehingga dapat dicari cara
penanggulangan dari masalah yang terjadi. Berikut contoh penerapan 5W seperti
terlihat pada Tabel 2.3.
Tabel 2.3. Pertanyaan Investigasi “5 Why”
Tingkat masalah Why
Output/ jam dibawah rencana produksi. Kapasitas mesin tidak sesuai dengan rencana produksi.
Perencanaan produksi tidak sesuai dengan kondisi lapangan.
Bagian perencanaan dan pengendalian produksi tidak melakukan perhitungan dengan tepat.
Bagian perencanaan produksi tidak kompeten.
Manajer perencanaan produksi tidak turun langsung ke lapangan untuk melihat kondisi lantai produksi.
Tingkat keahlian manajer produksi dibawah ekspetasi perusahaan.
Manajer produksi tidak kompeten dalam melakukan perencanaan produksi.
Manajer produksi tidak kompeten. Kebijakan pemilihan manajer produksi yang tidak tepat.
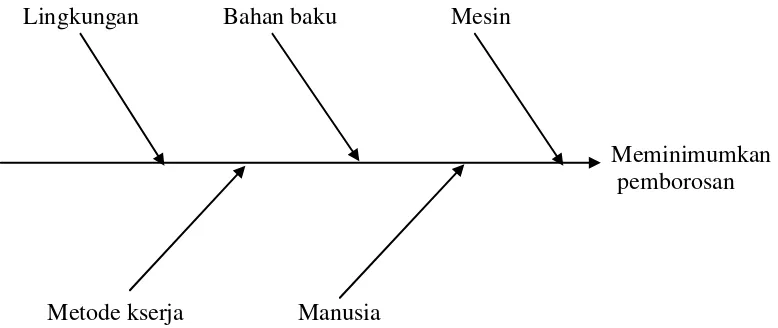
2.7.2 Analisis Fish-bone/ Cause and Effect Diagram
Diagram fishbone pertama kali dikembangkan oleh Dr. Kaoru Ishikawa pada
tahun 1943 atau dikenal juga dengan diagram ishikawa yaitu diagram yang
menunjukkan sebab akibat yang berguna untuk mencari dan menganalisa sebab-sebab
timbulnya masalah sehingga memudahkan cara mengatasinya. Analisa ini digunakan
mengindentifikasi sebab terjadinya permasalahan yang mengakibatkan adanya
pemborosan dalam proses produksi (Gaspersz,V. 2011).
Pada Gambar 2.3 adalah diagram sebab akibat yang digunakan dalam
mengidentifikasi masalah dalam meminimumkan proses yang tidak memberi nilai
tambah pada proses produksi.
Lingkungan Bahan baku Mesin
Meminimumkan pemborosan
Metode kserja Manusia
Gambar 2.3. Diagram Sebab Akibat (Fish-Bone)
2.7.3 Process Actifity Mapping
Process activity mapping merupakan peta yang digunakan untuk menggambarkan segala aktivitas yang terjadi selama proses produksi, dari bahan
jarak yang ditempuh dan tingkat persedian produk dalam setiap tahap produksi. Tools
ini mampu menditeksi dan mengevaluasi jenis pemborosan yaitu Waiting (D), Operation (O), Transportation (T), Inspection (I),dan Storage (S) (Fanani Z, 2011).
Langkah-langakah dalam pembuatan process activity mapping adalah sebagai berikut:
1. Mencatat semua aktivitas yang dilakukan, mesin dan peralatan yang
digunakan, jarak penpindahan yang ditempuh, waktu operasi yang
dibutuhkan dan jumlah operator yang diperlukan untuk setiap proses dengan
batch pengamatan tertentu.
2. Mengelompokkan menjadi beberapa kategori yaitu operasi, inspeksi, tranportasi, penyimpanan dan delay.
3. Membuat catatan akan setiap kondisi yang dapat menjadi catatan penting
dalam evalusi lebih lanjut pada kolom keterangan.
4. Menganalisa porporsi aktivitas-aktivitas yang tergolong value added dan
non value added activity.
2.8 Studi Waktu
Studi waktu merupakan suatu penelitian motion and time study tentang pengamatan seseorang dalam melaksanakan pekerjaanya serta pengukuran waktu
yang dilaksanakan dalam setiap siklus kegiatan dengan tujuan untuk mendapatkan
tata urutan kerja yang standar dan waktu standar penyelesaiannya. Pengukuran waktu
operator terlatih dalam menyelesaikan suatu pekerjaan yang spesifik pada tingkat
kecepatan kerja yang normal dalam lingkungan kerja yang terbaik pada saat itu.
2.8.1 Metode pengukuran waktu
1. Pengukuran waktu secara langsung adalah pengukuran yang dilakukan di
tempat dimana pekerjaan bersangkutan dijalankan. Terdiri atas dua jenis,
yaitu:
a. Metode sampling pekerjaan, yaitu pengamatan dilakukan pada
waktu-waktu tertentu yang telah ditentukan secara acak/random.
b. Metode jam henti, yaitu dengan menggunakan instrumen stopwatch
dimana metode ini baik diaplikasikan untuk pekerjaan yang berlangsung
singkat dan berulang-ulang.
2. Pengukuran waktu secara tidak langsung adalah pengukuran waktu yang
dilakukan tanpa harus berada di tempat pekerjaan, tetapi dengan membaca
grafik atau tabel yang tersedia. Cara pengukuran kerja dengan stop watch time study:
a. Definisikan pekerjaan yang akan diteliti untuk diukur waktunya dan
beritahukan maksud dan tujuan pengukuran ini kepada pekerja yang
dipilih untuk diamati dan supervisor yang ada.
b. Catat semua informasi yang berkaitan erat dengan penyelesaian pekerjaan
c. Bagi operasi kerja dalam elemen-elemen kerja sedetil-detilnya tapi masih
dalam batas-batas kemudahan untuk pengukuran waktunya.
d. Amati, ukur dan catat waktu yang dibutuhkan oleh operator untuk
menyelesaikan elemen-elemen kerja tersebut.
e. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti apakah
jumlah siklus yang dilaksanakan ini sudah memenuhi syarat atau tidak,
tes pula keseragaman data yang diperoleh.
f. Tetapkan performansi rating operator. Performance rating ini ditetapkan untuk setiap elemen kerja yang ada dan hanya ditujukan untuk
performance operator. Untuk elemen kerja yang sepenuhnya dilakukan oleh mesin maka performance dianggap normal (100%).
g. Sesuaikan waktu pengamatan berdasarkan performance kerja yang
ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh
waktu kerja normal.
h. Tetapkan waktu longgar (allowance time) guna memberikan fleksibilitas. Waktu longgar yang diberikan ini guna menghadapi kondisi-kondisi
seperti kebutuhan yang bersifat personil, kelelahan, keterlambatan
material, dan lain-lain.
2.8.2 Perhitungan Waktu Siklus, Waktu Normal dan Waktu Baku.
1. Perhitungan waktu siklus
Waktu siklus adalah waktu penyelesaian satu satuan produksi mulai dari
bahan baku mulai diproses ditempat kerja yang bersangkutan. Rumus yang
digunakan di dalam perhitungan waktu siklus adalah:
ݓݏ
=
xin
………
..
………...
(2.1)Ws : Waktu siklus
Xi : Data ke-I, (1 = 1,2,3,……. Jumlah data yang diambil)
n : Jumlah data yang telah diambil
2. Perhitungan waktu normal
Waktu normal adalah waktu penyelesaian pekerjaan yang diselesaikan oleh
pekerja dalam kondisi wajar dannkemampuan rata-rata. Setelah diketahui
besarnya waktu siklus untuk setiap elemen kerja maka dapat dilakukan
perhitungan waktu normal. Rumus yang digunakan dalm perhitungan waktu
normal adalah sebagai berikut:
Wn=Ws
R
f………
(2.2)Rf = Faktor penyusuaian jika
P = 1 bekerja wajar, P<1 bekerja terlalu cepat. bekerja terlalu lambat
dan P>1
Wn : Waktu normal
Ws : Waktu siklus
3. Perhitungan waktu baku.
Waktu baku adalah merupakan waktu yang dibutuhkan secara wajar oleh
pekerja normal untuk menyelesaikan pekerjaannya yang dikerjakan dalam
sistem kerja terbaik saat itu. Rumus yang digunakan dalam menetukan waktu
baku adalah sebagai berikut:
……. ………(2.3)
.
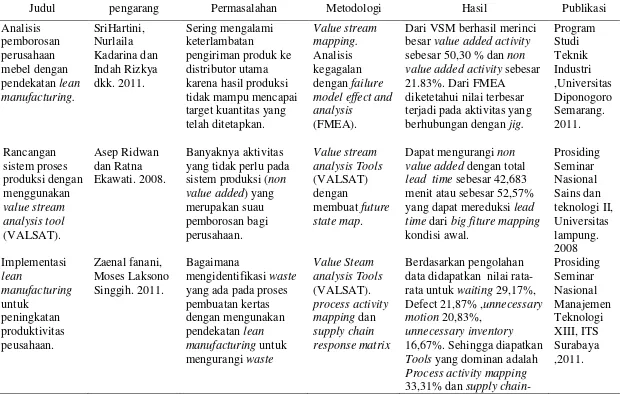
2.9 Penelitian Terdahulu
Penelitian ini dilakukan berdasarkan beberapa penelitian yang pernah dilakukan
Tabel 2.4 Journal Review
Judul pengarang Permasalahan Metodologi Hasil Publikasi
Analisis
Dari VSM berhasil merinci besar value added activity
sebesar 50,30 % dan non value added activity sebesar 21.83%. Dari FMEA
diketetahui nilai terbesar terjadi pada aktivitas yang berhubungan dengan jig.
Program yang tidak perlu pada sistem produksi (non value added) yang
Dapat mengurangi non value added dengan total
lead time sebesar 42,683 menit atau sebesar 52,57% yang dapat mereduksi lead time dari big fiture mapping
kondisi awal.
yang ada pada proses pembuatan kertas dengan mengunakan pendekatan lean manufacturing untuk mengurangi waste data didapatkan nilai rata-rata untuk waiting 29,17%, Defect 21,87% ,unnecessary motion 20,83%,
unnecessary inventory
16,67%. Sehingga diapatkan
Tools yang dominan adalah
Process activity mapping
33,31% dan supply chain-
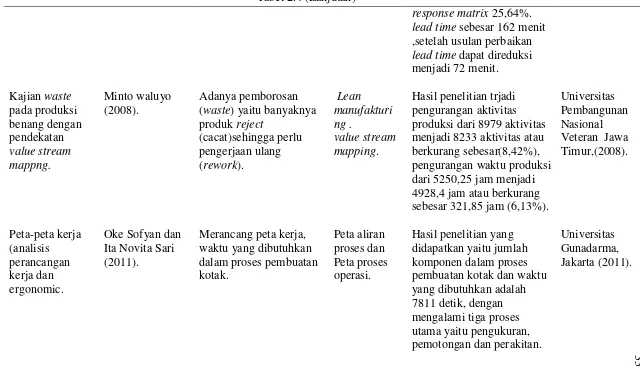
Tabel 2.4 (Lanjutan)
response matrix 25,64%.
leadtime sebesar 162 menit ,setelah usulan perbaikan
lead time dapat direduksi menjadi 72 menit. (waste) yaitu banyaknya produk reject produksi dari 8979 aktivitas menjadi 8233 aktivitas atau berkurang sebesar(8,42%), pengurangan waktu produksi dari 5250,25 jam menjadi 4928,4 jam atau berkurang sebesar 321,85 jam (6,13%).
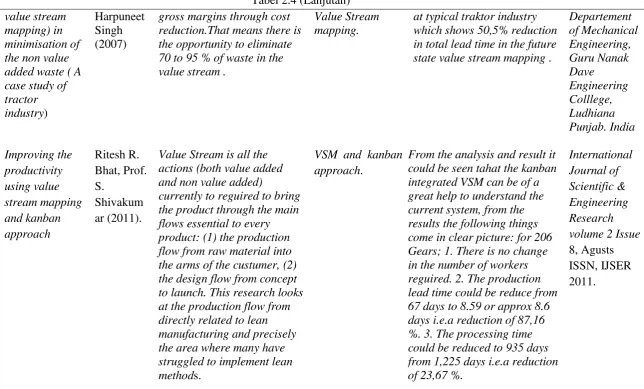
Tabel 2.4 (Lanjutan)
gross margins through cost reduction.That means there is the opportunity to eliminate 70 to 95 % of waste in the value stream .
Value Stream mapping.
at typical traktor industry which shows 50,5% reduction in total lead time in the future state value stream mapping .
Departement
Value Stream is all the actions (both value added and non value added)
currently to reguired to bring the product through the main flows essential to every product: (1) the production flow from raw material into the arms of the custumer, (2) the design flow from concept to launch. This research looks at the production flow from directly related to lean manufacturing and precisely the area where many have struggled to implement lean methods.
VSM and kanban approach.
Tabel 2.4 (Lanjutan)
Indentified some of the processes which can be carried out by the sub contractor and