MODUL 1
PENGGUNAAN & KALIBRASI MISTAR INGSUT
Nama Asisten: Khoirul Anam
Oleh
Nama
: Dian Haryanto
NIM
: 1407123394
Kelompok : 9 (Sembilan)
LABORATORIUM PENGUKURAN
PROGRAM STUDI S1 TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS RIAU
waktu. Shalawat beriring salam tidak lupa kita haturkan pada nabi besar Muhammad Saw. Karena berkat beliau kita dapat hidup di mana penuh dengan ilmu pengetahuan seperti sekarang ini.
Penulis mengucapkan banyak terima kasih pada kedua orang tua yang sampai sekarang ini masih sudi membiyayai seluruh keperluan penulis dalam pembuatan laporan ini. Terima kasih juga penulis ucapkan pada Ibu Anita Susilawati , ST, MSC, Phd. sebagai dosen pengampu mata kuliah metrologi industri dan pada para asisten yang selalu membantu penulis dalam proses penulisan laporan Kalibrasi dan Penggunaan Mistar Ingsut.
Penulis menyadari bahwa dalam penulisan laporan ini banyak kekurangan. Maka dari itu penulis mengharapkan kritik dan saran dari pembaca untuk menyempurnakan laporan ini guna untuk dunia pendidikan dan penulis sendiri.
Pekanbaru, Desember 2015
Penulis
DAFTAR ISI...ii
2.3 Cara kerja dan Prinsip Kerja...9
2.4 Perkembangan Mistar Ingsut...10
2.5 Komponen Mistar Ingsut...12
2.6 Cara Penggunaan Mistar ingsut...14
BAB III METODOLOGI 3.1 Prosedur Praktikum Teoritis...16
3.2 Prosedur Praktikum Aktual...16
3.3 Alat dan Bahan...17
BAB IV DATA PENGAMATAN 4.1 Data Gamabr Dan Tabel V Blok...19
4.2 Data Gamabr Dan Tabel Bantalan...20
Gambar 2.3 Mistar Ingsut Jarak Senter...7
Gambar 2.4 Mistar Ingsut Diameter Dalam...7
Gambar 2.5 Mistar Ingsut Pipa...8
Gambar 2.6 Mistar Ingsut Posisi Dan Lebar Alur...8
Gambar 2.7 Mistar ingsut putar...8
Gambar 2.8 Mistar Ingsut Tekanan Ringan...9
Gambar 2.9 Mistar Ingsut Serbaguna...9
Gambar 2.10 Mistar Ingsut Kedalaman...10
Gambar 2.11 Mistar Ingsut Penggores...10
Gambar 2.12 Mistar Ingsut Nonius...12
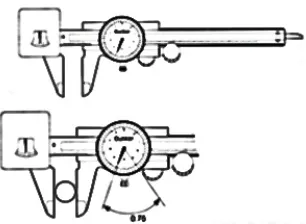
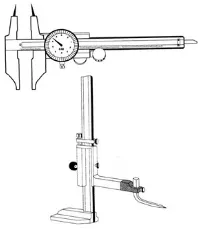
Gambar 2.13 Mistar Ingsut Jam ukur...13
Gambar 2.14 Mistar Insut Digital...13
Gambar 2.15 Pengukuran Menggunakan Rahang Bawah...14
Gambar 2.16 Mengukur celah...14 Gambar 3.1 Jangka Sorong Nonius...19
Gambar 3.2 Jangka Sorong Jam Ukur...19
Gambar 3.3 Jangka Sorong Digital...19
Gambar 3.4 V blok...20
Gambar 3.5 Bantalan 2 Gambar 4. 1 Benda kerja V Blok...21
Gambar 4.2 Benda Ukur Bantalan...22
P = Panjang Dimensi (mm) Digital = Skala (mm)
Jam Ukur = Skala (mm) Nonius = Skala (mm)
Dalam perkuliahan untuk memeahami suatu mata kuliah ada kalanya tidak cukup dengan pemahaman teori saja. Maka di perlukan sebuah kegiatan yang berupa praktik atau sering di sebut dengan praktikum. Praktikum Metrologi Industri dapat digunakan sebagai sarana penunjang Mata kuliah Metrologi industri dan kontrol kualitas.
Kalibrasi terhadap alat ukur adalah proses pengujian kebenaran penunjukan hasil pengukuran suatu alat ukur yang bertujuan untuk menentukan kelayakan suatu alat ukur untuk dapat digunakan dalam proses ini semua bagian alat ukur yang dapat mempengaruhi hasil pengukuran harus di periksa apakah masih dapat berfungsi dengan baik atau tidak. Kalau tidak sampai sejauh mana tingkat kerusakannya sehingga dengan demikian dapat ditentukan kelayakan dari suatu alat ukur tersebut.
Kalibrasi seharusnya dilakukan pada semua alat alat ukur terutama pada alat ukur yang baru atau alat ukur yang sudah lama di gunakan. Untuk alat ukur yang sudah lama dibeli dan sudah lama digunakan sangat di sarankan untuk dilakukan kalibrasi ini.
Mistar ingsut adalah salah satu alat ukur yang sangat penting dan harus dikuasai cara pengukurannya oleh Mahasiswa Teknik Mesin. Karena dalam melakukan proses pemesinan sangat diperlukan sebuah pengukuran. Mistar ingsut merupakan salah satu alat ukur yang diperlukan dan sering di gunakan saat proses pemesinan berlangsung.
1.2 Tujuan Praktikum
Tujuan dari praktikum kalibrasi dan penggunaan mistar ingsut yang dilakukan adalah sebagai berikut:
1. Menggunakan mistar ingsut (vernier caliper) berbagai jenis dengan baik dan benar.
2. Dapat mengkalibrasi mistar ingsut.
1.3 Manfaat Praktikum
Manfaat dari praktikum Kalibrasi dan penggunaan mistar ingsut adalah sebagai berikut:
1. Menambah pengalaman mahasiswa dalam proses pengukuran menggunaakan mistar ingsut.
Mistar ingsut adalah alat ukur linear langsung yang serupa dengan mistar ukur. Yang memiliki skala utama pada batang dengan ujung ada berupa ekor untuk mengukur ketinggian dari sebuah dimensi. Mistar ingsut ini memiliki banyak nama lain seperti sikmat, jangka sorong, vernier caliper maupun jangka geser. Penamaan tersebut biasanya timbuk karena kebiasan dari sebuah wilayah atau kelompok dan julukan dari sebuah daerah.
Pada ujung mistar ingsut ini ada rahang yang berfungsi untuk sensor dalam proses pengukuran. Rahang ini ada dua, yaitu rahang atas dan rahang bawah yang memounyai fungsi yang berbeda-beda. Pada rahang atas berguna untuk mengukur celah dari sebuah bidang dimensi. Sedangkan rahang bawah berguna untuk mengukur panjang sebuah dimensi maupun untuk mengukur diameter luar dari sebuah tabung. Rahang tetap adalah rahang yang bergabung dengan batang dari mistar ingsut ini. Sedangkan rahang geser merupakan rahang yang bagiannya terpisah dengan batang ukur, dan di rahang geser ini letak dari skala nonius dari sebuah jangka sorong.
Pengukuran dilakukan dengan cara menjepit benda ukur menggunakan rahang sensor yang ada pada mistar ingsut ini. Jika pengukuran ketinggian memungkinkan menggunakan ekor dari jangka sorong ini. Caranya dengan cara mengeluarkan ekor dari jangka sorong ini lalu menabrakkannya dengan batang dari alat ukur ini dan dengan permukaan benda yang sedang di ukur.
Sebuah benda ukur ada kalanya kita di tuntut untuk membaca ukuran dari kedalaman sebuah benda kerja. Misalnya untuk mengukur kedalaman sebuah lubang spy dari poros dan menghitung lubang fully. Agar spy yang di buat tidak kepanjangan dan tidak mengganggu poros lain maka ukuran dari spy yang di buat harus sesuai.
Cara pengukurannya adalah dengan cara mengeluarkan ekor dari jangka sorong dengan menggeser rahang geser yang ada pada jangka sorong. Setelah ekor keluar maka langkah selanjutnya adalah mengukur lubang dari spy tersebut, dengan cara memasukkan ekor tersebut pada lubang yang akan di ukur kedalamannya. Dalam memasukkan ekor dalam lubang harus mencapai dasar dari lubang tersebut dan tidak boleh menggantung atau tidak sampai pada dasar lubang tersebut.
Penggunaan alat ini sangatlah sensitif. Jika terjadi benturan terjadi pada rahang dan rahang mengalami cacat maka hasil pengukuran akan menjadi kurang akurat. Karena dalam jangka sorong memiliki ketelitian hingga 0,02 mm. Penggunaan jangka sorong hanya di gunakan pada benda yang bersifat keras saja. Karena benda yang bersifat lunak akan mengalami perubahan bentuk saat di lakukan penekanan dengan rahang atau sensor dari jangka sorong ini. Pengukuran yang dilakukan juga hanya melakukan pengukuran pada benda yang nampak saja. Jika benda tidak dapat di sentuk oleh sensor mistar ingsut maka pengukuran akan tidak akurat.
Sebenarnya bahan dari rahang mistar ingsut ini di gunakan bahan yang sangat keras sehingga hal-hal di atas bisa di minimalisirkan. Pembuatan sensor dari alat ukur ini seharusnya di gunakan bahan yang keras sehingga tahan aus dan dirancang dengan ketelitian geometrik yang tinggi. Kerataan masing-masing bidang pembimbing dan kesejajaran di rancang dengan toleransi yang tinggi. Guna dari toleransi tersebut agar permukaan kedua sensor tetap sejajar, dengan demikian, meskipun tak segaris, garis ukur dan garis nonius dimensi di usahakan harus sejajaruntuk mengurangi efek kesalahan dalam pembacaan ukuran.
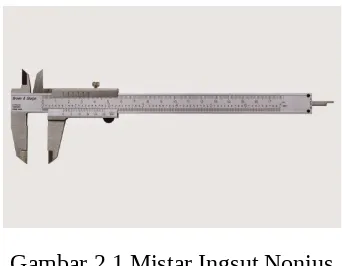
interpolarisasikan dengan skala nonius mistar ingsut. Berdasarkan cara membacanya mistar ingsut ada 3 jenis, mistar ingsut nonius, mistar ingsut jam ukur, mistar ingsut digital.
Peraba atau sensor yang ada pada mistar ingsut ini termasuk dalam sensor mekanik. Karena peraba pada mistar ingsut kontak langsung dengan benda yang sedang di ukur. Lalu ukuran dapat di baca pada skala yang ada pada batang ukur yang telah ada di alat ukur ini.
Gambar 2.1 Mistar Ingsut Nonius
(Http://fansclopedia.blogspot.co.id/2011/02/img-jangka-sorong)
Sedangkan pengertian kalibrasi adalah proses pengujian kebenaran hasil pengukuran yang di bandingkan dengan alat ukur yang berguna dan berpengaruh dalam pengukuran harus di periksa. Guna memastikan apakah masih layak di gunakan atau tidak alat ukur tesebut di gunakan.
Jadi kalibrasi mistar ingsut adalah proses pengujian kebenaran penunjukan hasil pengukuran dengan mistar ingsut. Maka hasil yang terbaca pada mistar ingsut di tentukan apakah masih layak di dalam batas toleransi yang telah di berikan. Jika tidak masuk dalam toleransi maka dinyatakan alat ukur tersebut tidak layak di gunakan atau kasarnya di sebut rusak. Pada mistar ingsut digital dan mistar ingsut jam ukur tidak berlaku hal seperti ini karena dapat di kembalikan ke titik nol seperti sedia kala.
2.2 Macam-Macam Mistar Ingsut
pengukuran yang memasuki toleransinya sangat di bolehkan untuk menggunakan ukuran ini. Karena kesederhanaan kontruksinya maka banyak sekali jenis-jenis dari mistar ingsut ini tergantung pada fungsi dan penggunaannya. Mistar ingsut ini terbuat dari bahan matrial yang kokoh dan kuat.
Pada beberapa jenis alat kekuatan dari alat tersebut kurang menjanjikan. Sehingga pada alat tersebut mudah aus dan berakibat hasil pengukuran tidak sesuai. Mistar ingsut ini di kuatirkan kekurangan fitur yang berguna untuk mengukur dari berbagai bentuk benda ukur. Maka dari itu ada berbagai macam jenis mistar ingsut berdasarkan fungsi dan bentuknya, diantaranya adalah sebagai berikut:
2.2.1 Mistar ingsut tak sebidang
Jangka sorong jenis ini merupaka jenis jangka sorong yang sangat sering di gunakan dan sering di temukan. alasan dari pengunaan alat ukur ini adalah harganya yang murah dan penggunaannya yang mudah. Fungsi dari jangka sorong ini juga bisa di bilang komplit, karena dalam satu alat bisa di gunakan untuk mengukur diameter luar, diameter dalam serta mengukur ketinggian dari celah maupun dimensi dan lain-lain.
Gambar 2.2 Mistar Ingsut Tak Sebidang (Rochim, 2006)
2.2.2 Mistar ingsut jarak senter
Gambar 2.3 Mistar Ingsut Jarak Senter (Rochim, 2006)
2.2.3 Mistar ingsut diameter dalam
Mistar ingsut jenis ini di gunakan untuk mengukur diameter dalam dari sebuah benda silindris. Pada jangka sorong jenis ini minimal yang mampu di ukur adalah sebesar 30 mm. Pada jangka sorong jenis ini hanya mampu mengukur celah, besar diameter dalam dari sebuah benda kerja.
Gambar 2.4 Mistar Ingsut Diameter Dalam (Rochim, 2006)
2.2.4 Mistar ingsut pipa
Mistar ingsut jenis ini di gunakan untuk mengukur lebar dinding dari sebuah pipa dan tebal dari sebuah plat yang melengkung.
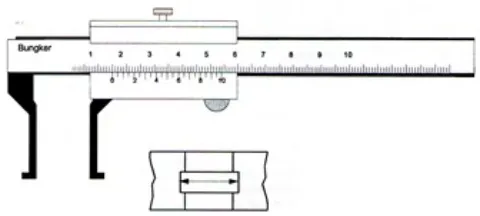
2.2.5 Mistar ingsut posisi dan lebar alur
Pada mistar ingsut jenis ini digunakan untuk mengukur dari posisi dan lebar alur dari sebuah benda kerja. Jangka sorong ini punya rahang sepanjang 12 mm.
Gambar 2.6 Mistar Ingsut Posisi Dan Lebar Alur (Rochim, 2006)
2.2.6 Mistar ingsut putar
Mistar ingsut jenis ini biasanya digunakan untuk mengukur benda yang berbeda kedudukannya.
Gambar 2.7 Mistar ingsut putar (Rochim, 2006)
2.2.7 Mistar ingsut tekanan ringan
Gambar 2.8 Mistar Ingsut Tekanan Ringan (Rochim, 2006)
2.2.8 Mistar ingsut serbaguna
Mistar ingsut jenis ini memiliki fungsi yang sangat banyak sehingga di sebut dengan mistar ingsut serbaguna. Pada jangka sorong jenis ini ada penggores dan pembagi jarak.
Gambar 2.9 Mistar Ingsut Serbaguna (Rochim, 2006)
2.2.9 Mistar ingsut kedalaman
Gambar 2.10 Mistar Ingsut Kedalaman (Rochim, 2006)
2.2.10 Mistar Ingsut Penggores
Jenis jangka sorong ini di gunakan untuk mengukur diameter luar, ketinggian benda ukur. Tapi tidak hanya berfungsi sebagai itu saja jangka sorong jenis ini memiliki penggores yang berguna untuk menandai benda kerja.
Gambar 2.11 Mistar Ingsut Penggores (Rochim, 2006)
2.3 Cara kerja dan Prinsip Kerja
Cara kerja dari miostar ingsut ini sangatlah sederhana dengan cara menjepit benda kerja menggunakan sensor atau yang sering di sebut dengan rahang, lalu kita membaca ukuran yang di tunjukkan pada skala utama dan skala nonius. Proses pembacaanya dengan cara mencari garis yang lurus antara skala nonius dan skala utama dari jangka sorong ini.
Untuk pengukuran kedalam dari sebuah lubang atau sebuah celah kita hanya cukup mengeluarkan ekor dari jangka sorong lalu kita masukkan kedalam lubang yang ingin di hitung kedalmannya. Setelah kita ketahui kedalamannya kita dapat membaca skala yang di tunjukkan pada alat ukur tersebut. Jika pada saat akan membaca skala ukur posisi pembaca di rasa sangat sulit untuk melakukan pembacaan skala, maka di anjurkan agar mengunci rahang geser setelah itu membacanya pada tempat yang lebih mudah untuk dilakukan pembacaan.
Prinsip kerja mistar ingsut adalah secara mekanik dengan cara menyentuhkan sensor ukur pada permukaan benda yang akan diukur. Peluncur berfungsi untuk menggerakkan sensor gerak sesuai dengan dimensi benda yang akan diukur. Nilai ukuran pada benda ukur dapat dilihat dengan menjumlahkan skala utama dengan skala nonius. Untuk jenis mistar ingsut jam ukur prinsip kerjanya sama dengan mistar ingsut nonius, hanya saja pembacaan skala noniusnya dapat dilihat pada jam ukur. Sedangkan untuk mistar ingsut digital, hasil pengukuran langsung dapat dibaca pada digital.
Pembacaan skala utama di lakukan melalui garis indeks yang terletak pada rahang geser yang bersatu dengan rahang gerak. Selain dengan jenis skala nonius ada jangka yang menggunakan skala jam ukur dan skala digital. Pengembangan alat ini di karenakan untuk mempermudak pekerjaan manusia dalam mengukur.
2.4 Perkembangan Mistar Ingsut
Seiring dengan perkembangan zaman maka alat uukur juga mengalami perubahan yang bertujuan untuk mempermudahkan pekerjaan manusia. Jangka sorong pertama kali di temukan karena sebuah kecelakaan yang terjadi di lepas pantai italia. Kecelakaan ini di kenal dengan “The Greek Giglio Wreck”. Jangka sorong pertama kali di temukan di dataran Cina dan bahan pembuatannya adalah dari perunggu.
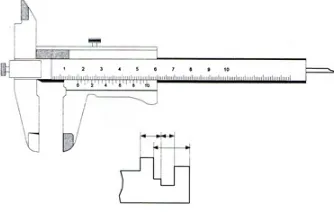
2.4.1 Mistar ingsut nonius
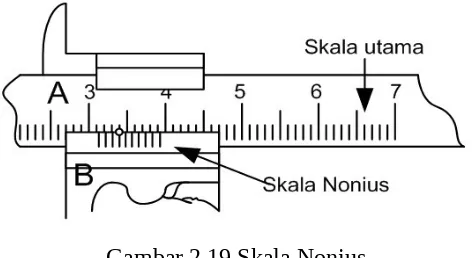
Pertama kali munculnya jangka sorong adalah jenis nonius. Dimana cara pembacaannya dengan cara membandingkan skala nonius dengan skala utama pada batang yang ada pada jangka sorong itu sendiri. Angka yang di tunjukkan skala nonius merupakan hasil dari pengukuran yang di lakukan. Lalu di cari skala utama dan skala nonius yang segari. Maka hasil pengukurannya adalah skala utama ditambah dengan skala nonius yang di tunjukkannya.
Mistar ingsut memiliki kapasitas ukur sampai dengan 150 mm, sementara untuk jenis yang besar sampai 1000 mm. kecermatanyatergantung pada skala nonius yaitu 0,10 , 0,05 atau 0,02 mm. Semakin tinggi kecermatan dari jangka sorong ini semakin banyak pula garis yang ada pada skala nonius tersebut.
Mistar ukur nonius ada dua macam yaitu yang hanya memiliki rahang ukur bawah dan yang lain mempunyai rahang ukur bawah dan atas. Mistar ingsut yang hanya memiliki rahang ukur bawah saja digunakan untuk mengukur dimensi luar dan dimensi dalam dari benda ukur. Sedangkan mistar ukur yang mempunyai rahang ukur atas dan bawah dapat digunakan untuk mengukur dimensi luar dan dalam, kedalaman dan ketinggian alur bertingkat.
Gambar 2.12 Mistar Ingsut Nonius
(www.belajar,kemendikbud,go.id/jks6xs8dx34.html)
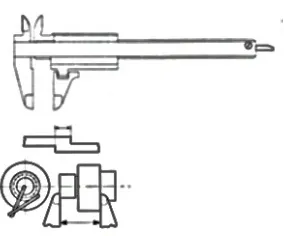
2.4.2 Mistar Ingsut Jam ukur
ukur memiliki gerak lurus dari rahang ukur jalan sensor diubah menjadi gerak rotasi dari jarum penunjuk. Gerak rotasi ini terjadi karena adanya hubungan mekanis antara roda gigi pada poros jam ukur dengan batangbergerigi pada batang ukur.
Gambar 2.13 Mistar Ingsut Jam ukur
(www.belajar,kemendikbud,go.id/jks6xs8dx34.html)
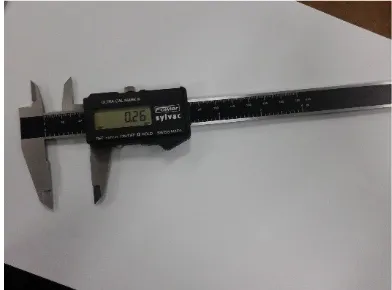
2.4.3 Mistar ingsut Digital
Mistar ingsut digital memakai digital sebagai penggan pengukuran (pembacaan) pada skala nonius. Pada peluncur dipasang digital indikator pembaca skala ukuran sehingga ukuran langsung terbaca pada layar digital. Peluncur memiliki gigi yang menggerakkan digital. Kemudian diubah dengan satuan panjang yang langsung terbaca dengan layar. Sebelum melakukan pengukuran, terlebih dahulu mistar ingsut dikalibrasi.
Gambar 2.14 Mistar Insut Digital
2.5 Komponen Mistar Ingsut
Sebuah mistar ingsut tersusun dari beberapa komponen yang bersatu dan menjadi sebuah jangka sorong atau mistar ingsut ini. Adapun bagian-bagian dari mistar ingsut adalah sebagai berikut:
2.5.1 Rahang luar (rahang bagian bawah)
Rahang bagian bawah ibi di gunakan untuk mengukur dimensi yang berada di luar. Biasanya untuk mengukur diameter luar dari sebuah benda silindris.
Gambar 2.15 Pengukuran Menggunakan Rahang Bawah (www.prmpramono.wordpress.com/pkrln.html) 2.5.2 Rahang dalam (rahang atas)
Rahang dalam berfungsi untuk mengukur diameter dalam dari sebuah benda silindris berlubng, maupun mengukur celah dari sebuah benda.
Gambar 2.16 Mengukur celah
Beguna untuk mengukur kedalaman dari sebuah benda ukur atau sebuah lubang yang membutuhkan opengukuran kedalaman.
Gambar 2.17 Depth Probe
(www.prmpramono.wordpress.com/pkrln.html) 2.5.4 Skala utama
Skala utama berfungsi untuk melakukan pengukuran menunjukkan hasil angka utama atau ukuran pokok dari sebuah benda kerja.
Gambar 2.18 Skala Nonius
(www.prmpramono.wordpress.com/pkrln.html)
2.5.5 Skala Nonius
Gambar 2.19 Skala Nonius
(www.prmpramono.wordpress.com/pkrln.html) 2.5.6 Pengunci
Pengunci ini berguna untuk menahan pergeseran dari skala nonius dengan skala utama.
Gambar 2.20 Pengunci
(www.prmpramono.wordpress.com/pkrln.html) 2.6.6 Penggerser
Penggeser digunakan untuk menggeser skala nonius untuk proses pengukuran.
Gambar 2.21 Penggeser
2.6 Cara Penggunaan Mistar Ingsut
Berdasarkan bagian-bagian utama yang dipunyai oleh mistar ingsut, secara umum mistar ingsut dapat digunakan antara lain untuk mengukur ketebalan, mengukur jarak luar, mengukur diameter luar, mengukur kedalaman, mengukur tingkatan, mengukur celah, mengukur diameter luar, dan sebagainya.
Agar pemakaian mistar ingsut berjalan baik dan tidak menimbulkan kemungkinan-kemungkinan yang dapat menyebabkan cepat rusaknya mistar ingsut maka ada beberapa hal yang harus diperhatikan, yaitu :
1. Gerakan rahang ukur gerak (jalan) harus dapat meluncur kelincinan (gesekan) tertentu sesuai denga standar yang diizinkan dan jalannya rahang ukur harus tidak bergoyang.
2. Sebaiknya jangan mengukur benda ukur dengan hanya bagian ujung dari kedua rahang ukur tetapi sedapat mungkin harus masuk agak kedalam. 3. Harus dipastikan bahwa posisi nol dari skala ukur dan kesejajaran muka
rahang ukur betul-betul tepat.
4. Waktu melakukan penekanan kedua rahang ukur pada benda ukur harus diperhatikan gaya penekannya. Terlalu kuat menekan kedua rahang ukur akan menyebabkan kebengkokan atau ketidaksejajaran rahang ukur. Disamping itu, bila benda ukur mudah berubah bentuk maka terlalu kuat menekan rahang ukur dapat menimbulkan penyimpangan hasil pengukuran.
5. Sebaiknya jangan membaca skala ukur pada waktu mistar ingsut masih berada pada benda ukur. Kunci dulu peluncurnya lalu dilepas dari benda ukur kemudian baru dibaca skala ukurnya dengan posisi pembacaan yang betul.
Prosedur praktikum secara teoritis yang dilakukan tentang praktikum kalibrasi dan penggunaan mistar ingsut adalah sebagai berikut:
3.1.1 Pemakaina Mistar Ingsut
a. Lakukan pengukuran dengan mistar ingsut (0,05)
b. Selanjutnya benda di ukur menggunakan jangka sorong jenis jam ukur. c. Lalu benda yang sama di ukur menggunakan mistar ingsut digital. 3.1.2 Kaslibrasi mistar ingsut
a. Periksa rahang ukur gerak dapat meluncur dengan baik atau tidak b. Periksa kedudukan nol dari alat ukur
c. Periksa kelurusan sesaat menggambarkan pisau ukur dengan menempelkannya pada sensor.
d. Periksa kebenaran skala mistar ingsurt pengecekan dilakukan dengan alat ukur lainnya.
e. Lakukan pemeriksaan untuk 3 sensor.
3.2 Prosedur Praktikum Aktual
Prosedur praktikum yang di laksanakan adalah sebagai berikut: 3.2.1 Pemakaian mistar ingsut
a. Pengukuran menggunakan satu benda dengan menggunakan Lakukan ketiga jenis jangka sorong.
b. Lakukan pengukuran menggunakan benda ke dua. c. Catat hasil pengukuran.
3.2.2 Kalibrasi mistar ingsut
a. Pada jangka sorong ninius tidak bisa di kalibrasi.
b. Pada jangka sorong jenis jam ukur dengan memutar piringannya. c. Pada jangka sorong digital dengan cara mereset alat ukur.
3.3 Alat dan Bahan
Gambar 3.1 Jangka Sorong Nonius
Gambar 3.2 Jangka Sorong Jam Ukur
Gambar 3.3 Jangka Sorong Digital
Gambar 3.4 V blok
c. Bantalan
Gambar 4. 1 Benda kerja V Blok
Tabel 4.1 Hasil Pengukuran V Blok
No
. Ukuran
Pengamat A Pengamat B
Hasil Pengukuran Dengan Hasil Pengukuran Dengan
Nonius
2 B 11,20 12,10 11,73 11,56 11,50 11,68
3 C 6,56 6,75 6,76 6,66 6,55 6,70
4 D 10,80 11,00 11,09 10,36 10,35 10,32
5 E 6,60 6,50 6,69 6,60 6,50 6,32
6 F 15,22 15,05 15,04 15,10 14,75 14,75
7 G 3,66 3,55 3,56 3,60 3,70 3,61
8 H 14,92 14,95 14,92 14,70 14,90 14,88
9 I 5,20 4,85 5,02 5,00 5,20 5,36
10 J 11,48 11,40 11,21 10,98 10,95 11,25
11 K 6,32 6,60 6,44 6,40 5,86 6,45
12 L 5,00 5,10 5,32 5,00 5,20 5,32
13 M 5,70 5,60 5,62 5,78 5,60 5,57
14 N 11,30 11,05 10,94 10,98 10,95 10,74
15 O 15,00 15,15 15,15 15,30 15,70 15,75
17 Q 5,00 5,05 5,10 4,96 5,20 5,10
18 R 14,70 14,75 14,97 14,84 14,70 14,75
19 S 70,12 70,20 70,18 70,06 71,30 70,13
20 T 34,99 35,10 35,13 35,06 35,10 35,13
21 U 2,20 2,10 2,10 2,50 2,60 2,54
4.2 Data Gamabar dan Tabel Bantalan
Gambar 4.2 Benda Ukur Bantalan
Tabel 4.2 Hasil Pengukuran Bantalan
No
. Ukuran
Pengamat A Pengamat B
Hasil Pengukuran Dengan Hasil Pengukuran Dengan Nonius
(mm) Jam Ukur(mm) Digital(mm) Nonius(mm) Jam Ukur(mm) Digital(mm)
1 A 11,82 11,60 11,76 11,82 11,60 11,72
2 B 94,74 94,95 94,45 94,70 94,95 94,88
3 C 91,12 91,25 91,16 91,16 91,36 91,11
4 D 19,48 19,45 19,70 19,46 19,45 19,54
5 E 44,50 44,45 45,03 44,56 44,45 44,45
6 F 133,48 132,05 132,40 132,74 132,40 132,36
7 G 21,50 22,00 21,65 21,44 21,35 21,23
8 H 24,50 23,95 23,94 24,68 24,60 24,13
9 I 12,50 12,55 12,47 12,58 12,50 12,50
10 J 30,02 30,15 29,93 30,06 30,15 30,12
11 K 17,88 17,95 17,72 17,80 17,95 17,90
12 L 11,70 11,80 11,88 11,80 11,45 11,70
Adapun pengolahan data dapat di cari dengan persamaan berikut ini:
persentseeror=
|
jenis−acuanacuan
|
×1005.1.1 Persentase Eror V blok 1. Pengamat A
A. Persentase eror skala nonius vs digital
error=
|
skala nonius−skala digitalskala digital
|
x100B. Persentase Eror Jam Ukur vs digital
error=
|
skala Jam ukur−skaladigitalskala digital
|
x100m. error=
|
5,60mm−5,62mm5,62mm
|
x100 = 1,01%n. error=
|
11,05mm−10,94mm10,94mm
|
x100=0,36o. error=
|
15.15−15,15mm15,15mm
|
x100 = 0%p. error=
|
3,80mm−3,75mm3,75mm
|
x100=1,33q. error=
|
5,05mm−5,10mm5,10mm
|
x100=0,98r. error=
|
14,75mm−14,97mm14,97mm
|
x100=1,47s. error=
|
70.20mm−70,18mm70,18mm
|
x100 =0,03%t. error=
|
34,10mm−35,13mm35.15mm
|
x100=0,09u. error=
|
2,10mm−2,10mmObject 93
Gambar 5.1 Grafik Pengamat A V-Blok
2. Pengamat B
A. Persentase eror skala nonius vs digital error=
|
skala Jam ukur−skaladigitalskala digital
|
x100a. error=
|
6.68mm−6.64mm6.64mm
|
x100=0,6b. error=
|
11.56mm−11,73mm11,73mm
|
x100=1,03 %c. error=
|
6.66mm−4,70mm4.70mm
|
x100=¿ 0,6%d. error=
|
10,80mm−10,90mm11,90mm
|
x100=0,39e. error=
|
6,60mm−6,69mm6,69mm
|
x100=0,43f. error=
|
15,22mm−15,04mm15.04mm
|
x100=2,30g. error=
|
3,66mm−3,56mmu. error=
|
250mm−2,4mm2,4mm
|
x100 = 1,57%B. Persentase Eror Jam Ukur vs digital
m. error=
|
5,78mm−5,62mm5,62mm
|
x100 = 3,77%n. error=
|
11,30mm−10,94mm10,94mm
|
x100=2,23o. error=
|
15.00−15,15mm15,15mm
|
x100 = 2,86%p. error=
|
3,82mm−3,75mm3,75mm
|
x100=1,07q. error=
|
5,00mm−5,10mm5,10mm
|
x100=2,75r. error=
|
14,70mm−14,97mm14,97mm
|
x100=0,61s. error=
|
70.12mm−70,18mm70,18mm
|
x100 =0,10%t. error=
|
34,99mm−35,13mm35.15mm
|
x100=0,20u. error=
|
250mm−2,4mm2,4mm
|
x100 = 1,57%Object 182
5.1.2 Persentase eror Bantalan
A. Persentase eror skala nonius vs digital
1. Pengamat A
error=
|
skala nonius−skaladigitalskala digital
|
x100l. error=
|
11,70mm−11,88mm11,88mm
|
x100 = 1,52%m. error=
|
54,08mm−54,88mm54,88mm
|
x100 = 4,01%B. Persentase Eror Jam Ukur vs digital
k. %error=
|
17,88mm−17,90mm17,90mm
|
x100 = 0,56%l. %error=
|
11,70mm−11,70mm11,70mm
|
x100 = 0,85%m. error=
|
54,08mm−54,01mm54,01mm
|
x100 = 4,01%Object 238
Gambar 5.3 Pengamat A Bantalan
2. Pengamat B
error=
|
skala jam ukur−skaladigitalskala digital
|
x100a. %error=
|
11,60mm−11,76mm11,76mm
|
x100=1,36b. error=
|
94,95mm−94,45mm94,95mm
|
x100=0,53 %c. error=
|
91,25mm−91,16mmd. error=
|
19,45mm−19,70mmB. Persentase Eror Jam Ukur vs digital
a. %error=
|
11,60mm−11,72mm11,72mm
|
x100=1,02b. error=
|
94,95mm−94,88mmA B C D E F G H I J K L M
NONIUS VS DIGITAL JAM UKUR VS DIGITAL
TITIK
Gambar 5.4 Grafik Pengamat B Bantalan
5.2 Analisa Data
Dari data di atas dapat di ketahui bahwa setiap orang dalam proses mengukur memiliki kemampuan yang berbeda. Bisa di lihat dari grafik yang terbentuk. Hasil tersebut merupakan hasil dari pengukuran dari benda yang sayma alat yang sama juga tetapi masih ada kesalahan yang cukup besar. Perbedaan tersebut bisa terjadi akibat pengukur sendiri. Pada praktikum metrologi industri ini sangat menguras energi dan sangat menguras keuangan dan menyita waktu para praktikan. Sehingga ada kemungkinan salah satu dari pengamat yang sedang mengalami ngantuk, sehingga dalam pemacaan tidak presisi lagi. Perbedaan hasil kamera tersebut juga bisa terjadi karena lampu penerangan kurang terang menyala, sehingga garis dari benda tidak nampa dalam tegangan air tang tinggi.
Adapun kesimpulan yang dapat di ambil dari praktikum yang di laksanakan adalah sebagai berikut:
1. Melalui praktikum Kalibrasi dan penggunaan Mistar Ingsut, mahasiswa dapat memahami cara penggunaan mistar ingsut jenis nonius, jam ukur dan mistar ingsut digital.
2. Pengkalibrasian Mistar ingsut sangat mudah di lakukan, kecuali pengkalibrasian Mistar ingsut jenis nonius.
6.2 Saran
Dari praktikum yang telah dilaksanankan penulis memberikan saran sebagai berikut:
1. Sebelum melakukan praktikum sehendaknya dipastikan alat yang akan di gunakan dalam kondisi baik atau tidak.
2. Ketelitian sebuah mistar ingsut yang akan di gunakan harus dilihat dan di pahami maksud dari ketelitian alat tersebut.
Arief, Dodi Sofyan.2015. Buku Panduan Praktikum Metrologi. Pekanbaru: UR Pramono, 2012. Penggunaan Sikmat. http://www.prmpramono.wordpress.com/
pkrln.html. (diakses 7 November 2015)