BAB III
HASIL DAN PEMBAHASAN
3.1. Deskripsi Objek Penelitian
3.1.1. Sejarah Singkat
PT. Azwa Utama adalah badan usaha yang mengelolah rumput laut dimana dalam kegiatan usahanya, PT. Azwa Utama mendapat kepercayaan dari Dinas Perikanan dan Kelautan Provinsi Gorontalo untuk mengolah industri pengolahan rumput laut yang telah dibangun di Kecamatan pulubala Kabupaten Gorontalo pada tahun 2007- 2008 dengan anggaran Rp. 3,2 Miliyar. Pabrik ini memiliki kapasitas produksi dengan pengolahan rumput laut kering menjadi Chip adalah 1 sampai 2 ton perharinya, sistem kerjasama yang diterapkan adalah PT. Azwa Utama sebagai pengolah pabrik bermitra dengan petani rumput laut dengan membeli bahan baku rumput laut yang dihasilkan oleh petani, selain itu juga PT. Azwa Utama bermitra dengan investor dari sisi pemasarannya. Pabrik pengolahan rumput laut ini berdasarkan Peraturan Daerah (PERDA) No. 35 tanggal 3 Juni 2005, telah memperoleh pengesahan dari Menteri Kehakiman dan HAM No. C-1572-HT.01.01. tahun 2003, tanggal 9 Juli 2003.
3.1.2. Lokasi Perusahaan
Lokasi kantor dan pabrik pengolahan rumput laut PT. Azwa Utama adalah di Kecamatan Pulubala Kabupaten Gorontalo.
a. Tersedianya bahan baku utama
Bahan baku utama rumput laut didapat dari tiga daerah yaitu daerah Kabupaten Gorontalo (Kwandang), Kabupaten Boalemo (Mananggu) dan Provinsi Sulawesi Tengah (Luwuk). Bahan baku ini langsung di beli pada petani dengan harga Rp. 8000 sampai Rp.10.000/Kg.
b. Tersedianya tenaga kerja
Letak perusahaan tidak jauh dari pemukiman penduduk dan ini memberikan suatu keuntungan dimana penduduk sekitar pabrik merupakan para tenaga kerja produktif yang dapat dipekerjakan oleh perusahaan.
c. Transportasi yang lancar
Lokasi perusahaan berada tepat dijalan Trans. Sulawesi sehingga sangat mudah masuknya bahan baku maupun keluarnya hasil produksi dan pemasaran produk perusahaan.
d. Kebutuhan-kebutuhan lainnya
Yang termasuk kebutuhan lain disini antara lain berupa tersedianya listrik, air bersih, serta lahan yang luas yang dapat memungkinkan bagi kebutuhan perluasan perusahaan di masa akan datang.
Sumber : Data Perusahaan 2011.
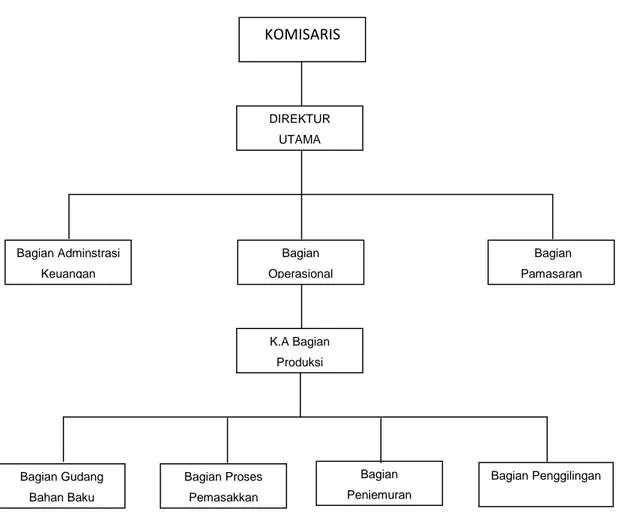
Gambar 14. Struktur Organisasi PT. Azwa Utama KOMISARIS Bagian Pamasaran Bagian Adminstrasi Keuangan DIREKTUR UTAMA Bagian Operasional K.A Bagian Produksi Bagian Gudang Bahan Baku Bagian Proses Pemasakkan Bagian Penjemuran Bagian Penggilingan
3.1.3 TUGAS POKOK DAN FUNGSI MANAJEMEN
1. Direktur Utama
a. Merencanakan, mengawasi dan menilai hasil kerja Karyawan pada PT.Azwa Utama
b. Menetapkan kebijaksanaan untuk mencapai tujuan PT.Azwa Utama dalam menghasilkan kualitas produk yang sesuai standar yang di inginkan.
c. Menandatangani kontrak kerja atau kerja sama dengan pihak luar d. Mengurus dan mengendalikan kekayaan perusahaan
2. Bagian Pemasaran
Fungsi dan tugas bagian pemasaran adalah untuk memasarkan hasil produk-produk
yang telah di produksi untuk para konsumen dan mempunyai tugas, yaitu:
a. Mengidentifikasi dan memahami keinginan pelanggan dalam segmen pasar
b. Mengumpulkan keterangan mengenai kinerja produk c. Membuat inovasi-inovasi baru
d. Mengukur citra perusahaan dan kepuasaan pelanggan secara kontinyu.
3. Administrasi Keuangan
Bagian Keuangan mempunyai tugas membantu urusan dalam penyusunan, penyempurnaan dan pelaksanaan kebijakan di bidang anggaran, verifikasi dan pembukuan PT. Azwa Utama.
Untuk melaksanakan tugas sebagaimana dimaksud di atas, Bagian Keuangan menyelenggarakan fungsi :
1. Penyelenggaraan penyempurnaan dan penyusunan kebijaksanaan dan standar pengelolaan anggaran, pemeriksaan/penelitian realisasi anggaran dan pembukuan;
2. Penyelenggaraan dan mengkoordinasikan, menyusun rencana kegiatan anggaran untuk pengadaan bahan baku rumput laut dan proses produksinya.
3. Penyelenggaraan penatausahaan keuangan;
4. Penyelenggaran pengelolaan keuangan PT. Azwa Utama
4. Operasional Produksi
a. Tahapan dalam pemilihan lokasi kegiatan produksi antara lain berdasarkan pertimbangan biaya, ketersediaan yang berkaitan dengan bahan baku, jarak pasar, persediaan sumber energi, dan transportasi yang mendukung.
b. Merumuskan perencanaan operasional proses produksi pengolahan rumput laut.
c. Merumuskan design organisasi di bidang produksi d. Melakukan kegiatan pengendalian di bidang produksi e. Meningkatkan efisiensi di bidang produksi
f. Melakukan perawatan peralatan di bidang produksi
5. Bagian Produksi 1. Perenganaan Produk
2. Perencanaan Luas Produksi 3. Perencanaan Lokasi Pabrik
4. Perencanaan Layout Mesin-mesin Pabrik 5. Perencanaan Bahan Baku
6. Pengaturan Tenaga Kerja
7. Pengawasan Kwalitas produk rumput laut menjadi Chip
3.1.4 Sistem Manajemen Dalam Perusahaan
Jumlah karyawan PT. Azwa Utama sampai saat ini adalah 13 orang untuk karyawan tetap untuk karyawan kontrak sampai saat ini belum ada.
1. Tingkat kesejahteraan karyawan yaitu:
a. Upah bulanan yaitu gaji yang dibayar oleh perusahaan setiap akhir bulan
b. Upah lembur yaitu upah yang diberikan yaitu perhitungan bagi upah/jam lembur dalam hal ini karyawan bekerja melebihi jam kerja yang telah ditetapkan
2. Jam kerja karyawan
Jam kerja karyawan adalah hari Senin sampai hari Sabtu mulai pukul 0.8.00 pagi sampai dengan pukul 17.00 sore.
3.1.5 Proses Produksi
a. Proses pengolahan rumput laut adalah sebagai berikut:
1. Pengangkutan bahan baku (rumput laut) ke keranjang pengolahan bahan baku rumpt laut.
2. Proses pencucian awal pada bak pencucian yang telah diisi air sebanyak 4 m3 /bak. 3. Proses pemasakkan 4. Proses pembilasan 5. Proses pengeringan 6. Proses penggilingan b. Bahan tambahan
Bahan tambahan untuk pengolahan rumput laut menjadi chip adalah air bersih dan bahan kimia yaitu KOH (Kalium Hidroksida) dan KCL (Kalium Klorida).
c. Mesin yang digunakan dalam proses yaitu: 1. Mesin Grean Ois dan Ten Blok
2. Mesin Blower 3. Mesin Burner 4. Mesin penggiling
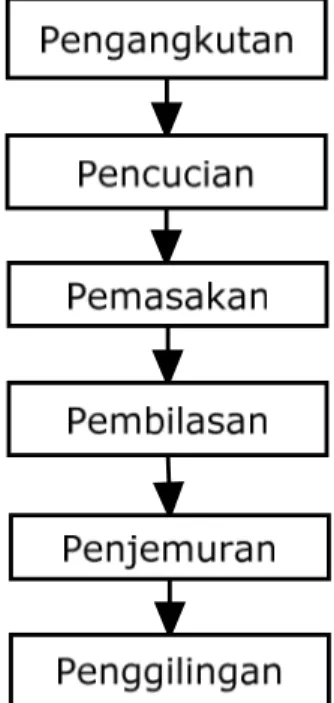
3.1.6 Tahap-tahap Proses Produksi
Diagram Alir proses poduksi rumput laut menjadi chip
Gambar 15. Diagram Alir Proses Produksi Rumput Laut Keterangan Gambar :
1. Pengangkutan bahan baku (rumput laut) ke keranjang pengolahan bahan baku rumput laut.
Bahan baku diangkut dari gudang stok bahan baku rumput laut menggunakan tenaga manusia dengan cara ditarik menggunakan penggait besi. Bahan baku yang diangkut kedalam keranjang pengolahan adalah bahan baku lokal dan luar lokal yang bahan baku lokal berkapasitas 350 kg dan luar lokal 450 kg.
2. Proses pencucian awal pada bak pencucian yang telah diisi air sebanyak 4 m3 /bak.
Bahan baku yang ada dalam keranjang diangkut dengan menggunakan Mesin Grean Ois dan Ten Block yang berkapasitas 3 ton menuju bak pencucian awal. Bahan baku ini dicuci selama 15 menit dengan menggunakan mesin Blower dan tenaga manusia dengan menggunakan alat penggaruk rumput laut. Tujuan dari proses ini adalah untuk pembersihan kotoran yang terdapat pada rumput laut. Sebelum menuju proses pemasakkan pada bak pemasakkan sudah terlebih dahulu dipanaskan dengan menggunakan mesin Burner yang standar suhunya unutk pemasakan adalah 800C – 950C.
3. Proses pemasakkan pada Bak Pemasakan
Setelah bahan baku melalui tahap pencucian selama 15 menit, maka bahan baku diangkat kemudian ditiriskan selama 5 menit.setelah itu bahan baku dipindahkan ke bak pemasakan yang suhunya sudah mencapai 800c – 950c. Mesin pengangkat yang digunakan untuk memindahkan bahan baku ini adalah Grean Ois dan Ten Block pemanasannya adalah mesin Burner. Proses ini berlangsung selama 2 jam yang bertujuan untuk menjaga kuwalitas jellnya dari rumput laut yang telah dicampurkan dengan bahan kimia yaitu KOH (Kalium Hidroksida) dan KCL (Kalium Clorida).
4. Proses pembilasan
Dalam proses pembilasan ini terdapat 4 kali pembilasan yaitu proses pencucian 1, 2, 3, dan 4 yang masing-masing bak pencucian berisi air 4 m3 proses ini berlangsung selama 15 menit dengan menggunakan mesin blower.
5. Proses penjemuran
Setelah melalui proses pencucian awal, pemasakan, pembilasan 1, 2, 3, dan 4 rumput laut tersebut akan melalui proses penjemuran. Proses ini bertujuan untuk mengeringkan rumput laut yang telah diolah selama 2-4 hari apabila cuacanya panas, proses penjemuran ini masih tergantung pada alam dengan menggunakan panas dari matahari, setelah rumput laut kering masuk pada proses penggilingan.
6. Proses penggilingan
Pada proses penggilingan, sebelumnya bahan baku yang akan digiling terlebih dahulu disortir yaitu untuk mengeluarkan kotoran yang masih menempel pada rumput laut. Setelah dinyatakan bersih maka proses penggilingan akan dilakukan. Rumput laut yang akan digiling diangkut dengan menggunakan keranjang. Kapasitas dari mesin giling yaitu 2 ton perhari dengan ukuran chip yang dihasikan sebesar 8 mm.
3.2 . Hasil Penelitian dan Pembahasan
3.2.1. Data Jenis Dan Jumlah Mesin Divisi Rumput Laut
Hasil yang diperoleh dan pengamatan dilantai produksi, didapatkan data karakteristik dan jumlah mesin untuk masing-masing departemen pada divisi rumput laut, yaitu:
Tabel 2. Data Mesin-Mesin Produksi Divisi Rumput Laut
No. Departemen Mesin Merk Tahun Jumlah
1 Pencucian Mesin Blower AQSIQ 2002 2
2 Pemasakan Mesin Burrner SUNTEC 2000 1
3 Pembilasan Mesin Blower AQSIQ 2002 2
4 Penggilingan Mesin Giling TECO 2007 2 5 Penjahitan Mesin Newlong NEWLONG 2001 2 Sumber : Data Perusahaan PT. Azwa Utama, 2011
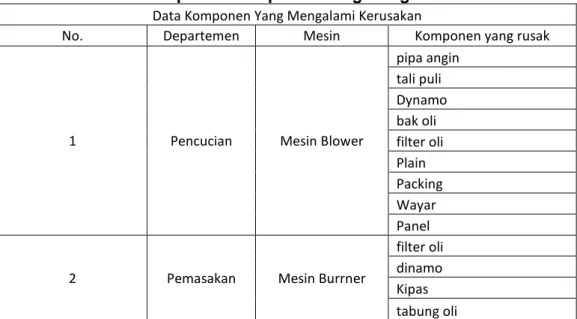
3.2.2. Data Jenis Kerusakan Pada Mesin
Penyusun melakukan pengambilan data historis perusahaan selama 3 tahun mulai bulan agustus sampai dengan bulan september untuk mengetahui jenis kerusakan yang terjadi pada mesin mesin produksi. Berikut ini adalah data komponen-komponen yang pernah mengalami kerusakan.
Tabel 3. Data Komponen-Komponen Yang Mengalami Kerusakan Data Komponen Yang Mengalami Kerusakan
No. Departemen Mesin Komponen yang rusak
1 Pencucian Mesin Blower
pipa angin tali puli Dynamo bak oli filter oli Plain Packing Wayar Panel
2 Pemasakan Mesin Burrner
filter oli dinamo Kipas tabung oli
No. Departemen Mesin Komponen yang rusak Panel tabung solar tabung penyaringan kran pengunci cerobong uap Fotosel
3 Pembilasan Mesin Blower
pipa angin tali puli Dynamo bak oli filter oli Plain Packing Panel
4 Penggilingan Mesin Giling
Kipas pisau pemotong pipa penyaring Dynamo tali puli Wayar
5 Penjahitan Mesin Newlong
Plat Neklin Putus Baut Putus Sekun Putus Benang Loncat Benang Tak Terkait Jahitan Bawah Rusak Benang Putusan Sumber : Data Perusahaan PT. Azwa Utama, 2011
3.2.3. Data Waktu Interval Kerusakan Mesin
Pengambilan data waktu interval kerusakan mesin dilakukan setelah enam komponen yang akan dirawat tersebut telah diketahui. Dalam tugas akhir ini, pengumpulan data dilakukan sebanyak 30 data untuk tiap-tiap komponen tersebut (Data waktu interval kerusakan kesepuluh komponen kritis mesin dapat dilihat pada lampiran 3).
3.2.4 Data Waktu Pengantian Komponen Mesin
Pengambilan data untuk waktu pengantian komponen mesin yang dilakukan sebanyak 20 data, baik untuk waktu pengantian secara korektif maupun preventif untuk tiap-tiap komponen tersebut. Untuk pengambilan data waktu pengantian secara korektif digunakan data historis perusahaan (lampiran 4a). Sedangkan pengambilan data secara preventif dilakukan dengan melalui simulasi pengantian komponen yang dilakukan oleh staf bagian maintenance perusahaan (Lampiran 4b). Hal ini dilakukan karena PT. Azwa Utama tidak menyediakan data waktu pengantian secara preventif tiap-tiap komponen tersebut. Dimana sebelumnya telah dinyatakan bahwa PT. Azwa Utama saat ini menerapkan sistem corrective maintenance untuk melakukan pengantian komponennya.
3.3. Pengolahan Data
3.3.1 Penentuan Komponen Kritis
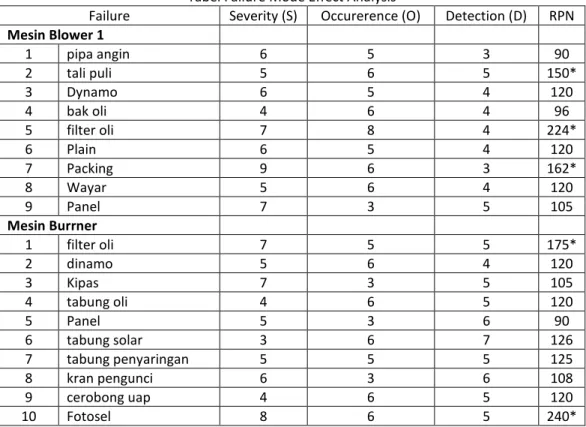
Dari data kerusakan mesin produksi yang terjadi, maka dilakukan analisa FMEA (failure modes and effects analysis) untuk menentukan komponen-komponen yang kritis.Besarnya nilai yang diberikan untuk ketiga penilaian dari tiap-tiap kerusakan komponen pada analisa FMEA ini, ditentukan oleh kepala produksi divisi rumput laut dan kepala bagian maintenance perusahaan.Hasil analisa FMEA terhadap semua jenis kerusakan komponen yang pernah terjadi selama 3 tahun terakhir.
Dari hasil analisa FMEA terhadap semua kerusakan yang terjadi, maka diambil 10 komponen dengan nilai RPN ( Risk Priority Number) teratas untuk dibuat preventive maintenancenya. Berikut ini adalah data komponen kritis tersebut.
Tabel 4. Sepuluh Besar Komponen Kritis Tabel Failure Mode Effect Analysis
Failure Severity (S) Occurerence (O) Detection (D) RPN Mesin Blower 1 1 pipa angin 6 5 3 90 2 tali puli 5 6 5 150* 3 Dynamo 6 5 4 120 4 bak oli 4 6 4 96 5 filter oli 7 8 4 224* 6 Plain 6 5 4 120 7 Packing 9 6 3 162* 8 Wayar 5 6 4 120 9 Panel 7 3 5 105 Mesin Burrner 1 filter oli 7 5 5 175* 2 dinamo 5 6 4 120 3 Kipas 7 3 5 105 4 tabung oli 4 6 5 120 5 Panel 5 3 6 90 6 tabung solar 3 6 7 126 7 tabung penyaringan 5 5 5 125 8 kran pengunci 6 3 6 108 9 cerobong uap 4 6 5 120 10 Fotosel 8 6 5 240*
Failure Severity (S) Occurerence (O) Detection (D) RPN Mesin Blower 2 1 pipa angin 4 3 4 48 2 tali puli 7 6 5 210* 3 Dynamo 5 3 6 90 4 bak oli 4 6 5 120 5 filter oli 8 6 4 192* 6 Plain 4 5 4 80 7 Packing 7 8 3 168* 8 Panel 4 3 5 60 Mesin Giling 1 Kipas 4 3 4 48 2 pisau pemotong 8 8 4 256* 3 pipa penyaring 7 3 5 105 4 Dinamo 6 6 3 108 5 tali puli 5 5 4 100 6 Wayar 6 6 4 144 Mesin Newlong
1 Plat Neklin Putus 9 5 4 180*
2 Baut Putus 5 5 2 50
3 Sekun Putus 6 3 6 108
4 Benang Loncat 7 3 3 63
5 Benang Tak Terkait 6 3 3 54
6 Jahitan Bawah Rusak 6 6 3 108
7 Benang Putusan 3 3 6 54
Sumber : Data Olahan, 2011
Keterangan
* : Komponen Kritis
Severity (S) : 1 = tidak ada 5 = rendah 9 = berbahaya 2 = sangat minor 6 = sedang dengan peringatan 3 = minor 7 = tinggi 10 = berbahaya 4 = sangat rendah 8 = sangat tinggi tanpa peringatan Occurrence
(O) : 1= tidak ada 6 = sedang 3 = rendah 8 = tinggi
5 = kadang-kadang 10 = sangat tinggi detection
(D) : 1= hampir pasti 6 = rendah 2 = sangat tinggi 7 = sangat rendah 3 = tinggi 8 = kecil
4 = cukup tinggi 9 = sangat kecil 5 = sedang 10 = ketidakpastian
D
O
S
RPN
=
×
×
90
3
5
6
sinblower=
×
×
=
me angin pipaRPN
3.3.2. Uji Keseragaman Data
Tujuan dari dilakukannya uji keseragaman data ini adalah untuk mengetahui apakah data-data selang waktu yang diambil tersebut seragam atau tidak untuk melakukan uji ini, nilai α yang digunakan adalah 5% dimana nilai dari Zα/2 yang didapat dari tabel normal adalah 1,96
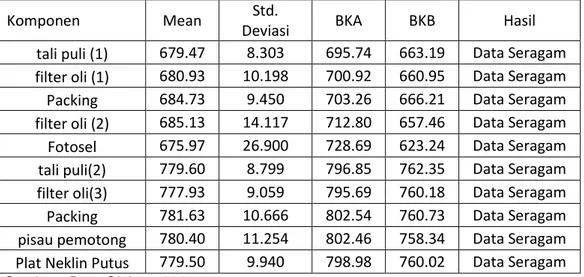
Tabel 5. Hasil Uji Keseragaman Data Masing-Masing Komponen
Komponen Mean Std.
Deviasi BKA BKB Hasil
tali puli (1) 679.47 8.303 695.74 663.19 Data Seragam filter oli (1) 680.93 10.198 700.92 660.95 Data Seragam Packing 684.73 9.450 703.26 666.21 Data Seragam filter oli (2) 685.13 14.117 712.80 657.46 Data Seragam Fotosel 675.97 26.900 728.69 623.24 Data Seragam tali puli(2) 779.60 8.799 796.85 762.35 Data Seragam filter oli(3) 777.93 9.059 795.69 760.18 Data Seragam Packing 781.63 10.666 802.54 760.73 Data Seragam pisau pemotong 780.40 11.254 802.46 758.34 Data Seragam Plat Neklin Putus 779.50 9.940 798.98 760.02 Data Seragam Sumber : Data Olahan, 2011
Uji keseragaman data komponen tali puli Mean = 679,47 jam σ= 8,303 z = 1,96 maka : BKA : 679,47+(1,96⋅8,303)=695,74 BKA : 679,47−(1,96⋅8,303)=663,19
3.3.3. Uji Kecukupan Data
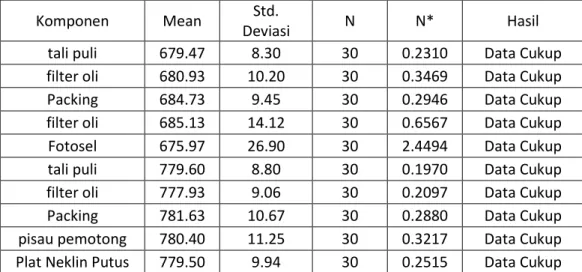
Tujuan dilakukan uji kecukupan data ini adalah untuk mengetahui apakah data-data selang waktu yang diambil tersebut cukup atau tidak. Untuk melakukan uji ini. Nilai α yang digunakan adalah 5%. Dan dapat di lihat pada Tabel 6 berikut ini:
Tabel 6. Hasil Uji Kecukupan Data Masing-Masing Komponen Komponen Mean Std.
Deviasi N N* Hasil
tali puli 679.47 8.30 30 0.2310 Data Cukup filter oli 680.93 10.20 30 0.3469 Data Cukup Packing 684.73 9.45 30 0.2946 Data Cukup filter oli 685.13 14.12 30 0.6567 Data Cukup Fotosel 675.97 26.90 30 2.4494 Data Cukup tali puli 779.60 8.80 30 0.1970 Data Cukup filter oli 777.93 9.06 30 0.2097 Data Cukup Packing 781.63 10.67 30 0.2880 Data Cukup pisau pemotong 780.40 11.25 30 0.3217 Data Cukup Plat Neklin Putus 779.50 9.94 30 0.2515 Data Cukup Sumber : Data Olahan, 2011
Uji kkecukupan data komponen tali puli :
(
)
247
,
679
05
,
0
303
,
8
1
30
,
2
'
⋅
−
=
T
α
N
N’ = 0,23103.3.4 Biaya Kehilangan Produksi
Untuk perhitungan biaya kehilangan produksi pada devisi rumput laut ini menggunakan harga jual yang diasumsikan oleh pihak perusahaan. Hal ini dikarenakan hasil rumput laut tidak diperjualbelikan akan tetapi langsung masuk kedalam proses. Berikut ini merupakan perhitungan profit pada devisi rumput laut tersebut untuk tiap1 kg.
Perhitungan biaya kehilangan produksi pada devisi rumput laut, dapat diperoleh dengan cara sebagai berikut:
Biaya kehilangan produksi = waktu pengganti komponen (jam) × kapasitas produksi perjam (kg) × profit rumput laut tiap1 kg (rupiah).
Tabel 7. Biaya kehilangan produksi secara korektif dan preventif No Komponen Biaya Kehilangan Produksi
Secara Korektif (jam)
Biaya Kehilangan Produksi Secara Prefentif (jam)
1 tali puli 12,718,750 3,260,417 2 filter oli 24,091,912 13,135,417 3 Packing 14,777,191 3,687,500 4 filter oli 85,367,676 46,468,750 5 Fotosel 69,784,567 38,156,250 6 tali puli 13,572,432 3,343,750 7 filter oli 26,180,671 14,218,750 8 Packing 13,006,405 3,177,083 9 pisau pemotong 37,972,656 9,875,000
10 Plat Neklin Putus 61,671,966 33,458,333 Sumber : Data Olahan, 2011
Biaya kehilangan produksi komponen tali puli secara korektif (jam):
Biaya kehilangan produksi =1,02jam × 12500 kg × Rp.1000=12.718.750
Biaya kehilangan produksi komponen tali puli secara preventif jam):
Biaya kehilangan produksi =0,26jam × 12500 kg × Rp.1000=3.260.417
3.3.5. Biaya Penggantian Komponen
Perhitungan biaya penggantian komponen ini, dibedakan menjadi dua yaitu biaya penggantian komponen secara korektif dan biaya penggantian komponen secara preventive.
3.3.5.1 Biaya Failure Replacement Komponen
Biaya ini dikeluarkan oleh perusahaan ketika terjadi kerusakan komponen pada saat jam produksi berlangsung dengan memperhitungkan besarnya biaya
kehilangan produksi, biaya operator menganggur saat dilakukan penggantian komponen dan harga komponen yang rusak tersebut. Perhitungan biaya akibat operator mesin menganggur diperoleh dengan cara mengalikan upahoperator per jam tersebut dengan waktu penggantian komponen secara korektif (Tf). Berikut ini adalah hasil perhitungan biaya penggantian komponen secara korektif.
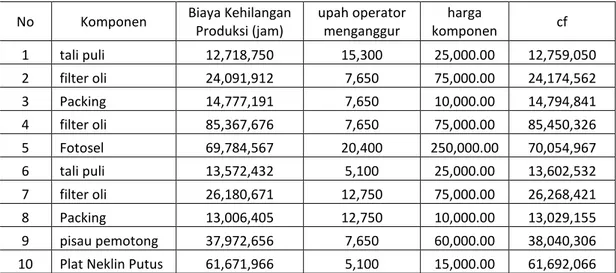
Tabel 8. Biaya Failure Replacement (Cf) Masing-Masing Komponen No Komponen Biaya Kehilangan
Produksi (jam) upah operator menganggur harga komponen cf 1 tali puli 12,718,750 15,300 25,000.00 12,759,050 2 filter oli 24,091,912 7,650 75,000.00 24,174,562 3 Packing 14,777,191 7,650 10,000.00 14,794,841 4 filter oli 85,367,676 7,650 75,000.00 85,450,326 5 Fotosel 69,784,567 20,400 250,000.00 70,054,967 6 tali puli 13,572,432 5,100 25,000.00 13,602,532 7 filter oli 26,180,671 12,750 75,000.00 26,268,421 8 Packing 13,006,405 12,750 10,000.00 13,029,155 9 pisau pemotong 37,972,656 7,650 60,000.00 38,040,306 10 Plat Neklin Putus 61,671,966 5,100 15,000.00 61,692,066 Sumber : Data Olahan, 2011
Biaya Failure Replacement (Cf) komponen tali puli :
Cf = Biaya kehiangan produksi + upah operator menganggur + harga komponen
=12.718.750+15.300+25.000=Rp.12.759.050
3.3.5.2. Biaya Preventive Replacement Komponen
Biaya ini dikeluarkan oleh perusahan ketika komponen dilakukan penggantian terlebih dahulu sebelum kerusakan itu terjadi. Biaya ini diperoleh dengan memperhitungkan besarnya biaya kehilangan produksi dan harga komponen yang rusak tersebut. Untuk biaya operator yang menganggur tidak terjadi karena pada saat penggantian tersebut, operator akan tetap menangani mesi lain yang sdang bekeja. Dimana terdapat perawatan mesin, sedangkan pada pada perhitungan biaya korektifnya, upah operator mengangur ini
dipehitungkan sebab kerusakan yang terjadi itu secara mendadak sehingga operator tidak dapat diperbantukan pada mesin yang lain. Berikut ini akan diberikan perhitungan biaya preventifnya.
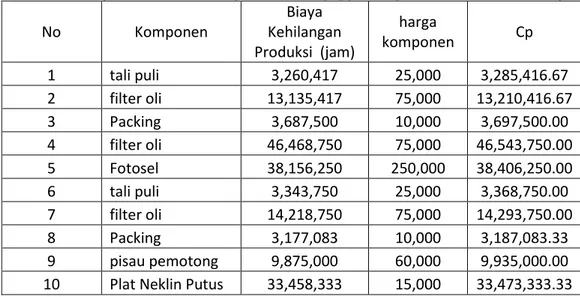
Tabel 9. Biaya Preventive Replacement (Cp) Komponen Pada Jam Kerja
No Komponen Biaya Kehilangan Produksi (jam) harga komponen Cp 1 tali puli 3,260,417 25,000 3,285,416.67 2 filter oli 13,135,417 75,000 13,210,416.67 3 Packing 3,687,500 10,000 3,697,500.00 4 filter oli 46,468,750 75,000 46,543,750.00 5 Fotosel 38,156,250 250,000 38,406,250.00 6 tali puli 3,343,750 25,000 3,368,750.00 7 filter oli 14,218,750 75,000 14,293,750.00 8 Packing 3,177,083 10,000 3,187,083.33 9 pisau pemotong 9,875,000 60,000 9,935,000.00 10 Plat Neklin Putus 33,458,333 15,000 33,473,333.33 Sumber : Data Olahan, 2011
Biaya Preventive Replacement (Cp) komponen tali puli :
Cp = Biaya kehiangan produksi + upah operator menganggur + harga komponen
=3.260.417+25.000=Rp.3285.416
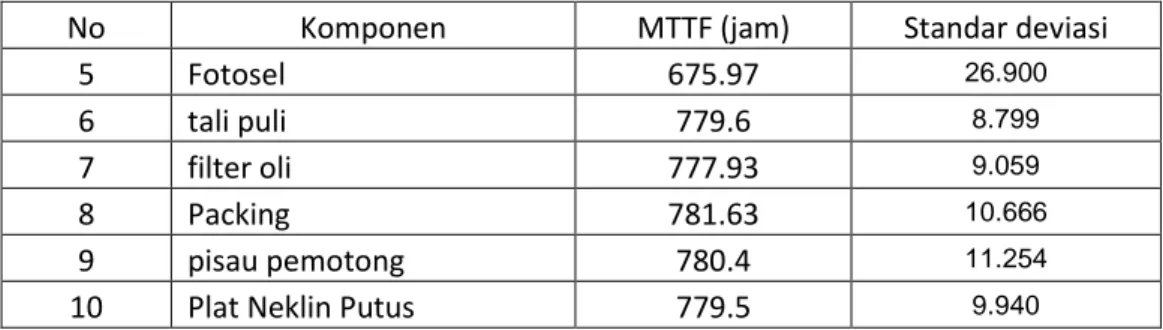
3.4. Penentuan Penggantian Komponen Yang Optimal 3.4.1. Perhitungan MTTF Masing-Masing Komponen
Besarnya nilai MTTF untuk komponen yang berdistribusi normal sama dengan µ (mean). Berikut ini adalah nilai MTTF untuk tiap-tiap komponen tersebut.
Tabel 10. Nilai MTTF untuk tiap-tiap komponen
No Komponen MTTF (jam) Standar deviasi
1 tali puli 679.47 8.303
2 filter oli 680.93 10.198
3 Packing 684.73 9.450
No Komponen MTTF (jam) Standar deviasi 5 Fotosel 675.97 26.900 6 tali puli 779.6 8.799 7 filter oli 777.93 9.059 8 Packing 781.63 10.666 9 pisau pemotong 780.4 11.254
10 Plat Neklin Putus 779.5 9.940
Sumber : Data Olahan, 2011
3.4.2. Perhitungan Selang Waktu Penggantian (Tp) Optimal
Dalam perhitungan ekspektasi total biaya (TC), biaya penggantian komponen preventive (cp) dilakukan pada saat jam kerja. Berikut ini adalah hasil selang waktu penggantian komponen (tp) yang optimal untuk tiap komponen dengan TC yang paling minimal.
Tabel 11. Selang Waktu Penggantian Preventive (tp) Optimal
No. Komponen Mesin tp (jam) TC (Rp/jam)
1 tali puli Blower 648 5,093.423
2 filter oli Blower 658 20,157.188
3 Packing Blower 651 5,081.834
4 filter oli Burrner 668 70,699.177
5 Fotosel Burrner 658 58,563.369
6 tali puli Blower 744 4,550.328
7 filter oli Blower 748 19,279.467
8 Packing Blower 755 4,236.848
9 pisau pemotong Giling 751 13,429.225
10 Plat Neklin Putus Newlong 756 44,484.701 Sumber : Data Olahan, 2011
3.4.3. Perbandingan Total Cost Sebelum dan Sesudah Perawatan
Dalam bab ini dilakukan suatu analisa dengan membandingkan biaya yang dikeluarkan oleh perusaan sebelum dilakukan perawatan. Dimana biaya tersebut merupakan biaya yang dikeluarkan oleh perusaan dalam kondisi saat ini (corrective maintenance) dan dalam perhitungan (preventive maintenance).
Tujuan yang dilakukan perbandingan biaya ini adalah agar dapat diketahui diantara kedua metode tersebut (corrective maintenance dan preventive maintenance) metode mana yang dapat menghasilkan biaya paling rendah dibandingkan yang lainnya. Hal ini karena suatu perusahaan menghendaki pengeluaran biaya yang serendah mungkin sehingga dapat menekan biaya produksi dari produk tersebut. Dimana biaya produksi yang rendah dapat memberikan keuntungan yang besar pada pihak perusahaan.berikut ini adalah table perbandingan saat penggantian komponen tersebut yang betul dilakukan.
Tabel 12. Perbandingan Total Cost Sebelum dan Sesudah Perawatan
Mesin Komponen
Sebelum Perawatan Sesudah Perawatan Ekspektasi Penghematan (Rp/jam) tp (jam) TC (Rp/jam) tp (jam) TC (Rp/jam)
Mesin Blower tali puli 679 11,586.050 648 5,093.423 6,492.627
Mesin Blower filter oli 681 28,615.642 658 20,157.188 8,458.454
Mesin Blower Packing 685 10,827.267 651 5,081.834 5,745.433
Mesin Burrner filter oli 685 89,938.112 668 70,699.177 19,238.935
Mesin Burrner Fotosel 676 77,707.568 658 58,563.369 19,144.199
Mesin Blower tali puli 779 9,932.968 744 4,550.328 5,382.640
Mesin Blower filter oli 778 22,788.594 748 19,279.467 3,509.127
Mesin Blower Packing 781 9,088.242 755 4,236.848 4,851.395
Mesin Giling pisau pemotong 780 22,929.837 751 13,429.225 9,500.612
Mesin Newlong Plat Neklin Putus 779 55,618.198 756 44,484.701 11,133.497 Sumber : Data Olahan, 2011
Dapat disimpulkan bahwa waktu penggantian komponen (tp) berdasarkan perhitungan sebelumnnya ternyata waktu yang dibutuhkan lebih cepat dari waktu penggantian komponen (MTTF). Dimana selama ini waktu MTTF tersebut yang dilakukan oleh perusahaan sehingga total cost yang dikeluarkan besar sekali. Berdasarkan tabel diatas, dapat dilihat bahwa pada saat tp optimal ternyata komponen mempunyai tingkat keandalan yang lebih baik.selain itu, komponen juga menunjukan adanya ekspektasi penghematan dari total cost dari waktu penggantian komponen MTTF.